
Концевики для чпу своими руками
Добавил пользователь Alex Обновлено: 18.09.2024
при наезде на концевик станок стоит как вкопанный настройки такие
как их настроить, что бы станок не блокировался. Заранее спасибо.
В Mach3 открой эту вкладку
и подведи железку к датчикам чтоб сработали и посмотри на пины.
Дилетанту сложные вещи кажутся очень простыми, и только профессионал понимает насколько сложна самая простая вещь
Кто хочет - ищет возможности, кто не хочет - ищет оправдание.
Найди работу по душе и тебе не придется работать.
Получается что если датчик нормальнозамкнутый,то в Active Low надо ставить галку?
Но с ней датчик почему-то не захотел работать,а вот нормальноразомкнутый пашет
Буквально вчера с датчиками развлекался.
Mach под рукой сейчас нет, но там есть авто настройка входящих сигналов, смотрите справку по настойкам. Суть такова
в настройках выбираем пункт Input Signals
Повторяю Mach под рукой нет, читайте хелп! Эта система наиболее разжевана и в русском и иностранном инете! Зайдите в настройки лимитов и установите расстояние на сколько система должна съезжать с концевиков при наезде на них!
В маке есть два типа концевиков: аварийные и для поиска дома.
При срабатывании аварийных станок должен останавливаться "колом" и срабатывать РЕСЕТ в маке, отключаться сигнал ЭНЕЙБЛ, движки бросать удержание. При нажатии на ресет, включается енейбл, движки встают в удержание, можно съехать с концевика програмно. Если ресет не нажимать, ось можно отодвинуть руками.
Домашние концевики используются для поиска дома, после их срабатывания можно отъехать куда угодно (при этом мак игнорирует аварийные концевики).
Как настроено у вас, используется ли сигнал энейбл, бросают ли движки удержание, настроены ли софтлимиты и что там ещё не могу увидеть, шар для ясновидения не работает, сильный снегопад у нас.
Причем тут шар для ясновидения , у меня аварийные концевики и как я писал при наезде на них станок встает колом и съехать с него не возможно пока не открутишь пластину, я пытаюсь узнать, куда и чего прописать, чтобы при наезде на концевик станок отъезжел на заданное расстояние
Ответь на простые вопросы и шар не нужен будет:
1) сколько у тебя осей?
2) как ориентированы координаты?
3) где и сколько стоит концевиков?
4) как они расписаны во второй картинке первого поста темы?
Erch_84 писал(а): у меня аварийные концевики и как я писал при наезде на них станок встает колом и съехать с него не возможно
FLUKE писал(а): При срабатывании аварийных станок должен останавливаться "колом" и срабатывать РЕСЕТ в маке, отключаться сигнал ЭНЕЙБЛ, движки бросать удержание.
У тебя ресет срабатывает? Енейбл подключен вообще? По схеме, что ты выложил, енейбл вообще не задействован. Аварийные концевики срабатывают при аварии, при работе они не используются, чего ты к ним прицепился не понятно. Софтлимиты используются?
У тебя станок не должен до концевиков вообще доезжать и тем более отъезжать. Как станок узнает куда ему ехать, когда все концевики у тебя подключены одним проводом.
у меня 3 оси X Y Z, установлено 6 концевиков по 2 на каждую ось все с одного пина (свободных пинов больше нет) при наезде срабатывает ресет и не сбрасывается станок стоит мертво.
Это твои лимит свич , не номе .
Дави в маче на эту кнопку + сбрось ресет ,перейди в левое первое окно и с клавиатуры стрелками уводи ось от концевика.
Erch_84 писал(а): чтобы при наезде на датчик станок автоматом отъезжал назад на заданное расстояние как на этом видео
При установке софт лимитов желательно загрузить какую-нибудь УП и нажать кнопочку Дисплей Моде под окном визуализации и появиться пунктирный квадрат\прямоугольник в окне визуализации, это и есть софт лимит в наглядном виде. И когда вы меняете цифры в вкладке Motor Home\Softlimits вы наглядно видите где встали ваши софтлимиты. И самое главное прежде чем устанавливать софлимиты надо установить машинный ноль так как лимиты считаются от машинного ноля.
Здравствуйте есть проблема которую никак не могу решить у меня по оси Х два двигателя и один индуктивный датчик home так вот на него прописываю home по оси Х и оси А когда портал доезжает до концевика один мотор останавливается а второй продолжает ехать пока снова не сработает этот же концевик помогите пожалуйта как сделать так чтобы при первом срабатывании home X останавливались оба мотора
shantan писал(а): Здравствуйте есть проблема которую никак не могу решить у меня по оси Х два двигателя и один индуктивный датчик home так вот на него прописываю home по оси Х и оси А когда портал доезжает до концевика один мотор останавливается а второй продолжает ехать пока снова не сработает этот же концевик помогите пожалуйта как сделать так чтобы при первом срабатывании home X останавливались оба мотора
Из инструкции:
4.5.5.4 Подключение группы выключателей Баз разных осей вместе
Если вы сильно ограничены в количестве входов в Mach3, то вы можете связать все выключатели баз
на использование одной ИЛИ, и назначить срабатывание всех входов баз на этот сигнал. В этом
случае за один раз вы сможете калибровать только одну ось, так что все кнопки
Принять все (REF All) нужно убрать с экрана. Также, все выключатели Баз должны быть расположены на концах соответствующих осей.
Я бы сделал так:
Распинову по входам выходам я не смотрел. Не знаю какие у тебя на плате порты и пины.
Но чисто технически по датчикам я бы сделал так:
Если я правильно понял, у тебя 6 датчиков. В начальном и конечном положении по каждой из осей.
Настраиваешь скрипт автоматического поиска домашнего положения:
Operaor -> Edit Button Script.
Начинают моргать кнопки. Нажимаешь на REF ALL HOME.
Открывается редактор, копируешь скрипт, сохраняешь.
DoButton( 24 )
DoButton( 22 )
DoButton( 23 )
DoOEMButton(133)
DoOEMButton(134)
DoOEMButton(135)
Такой скрипт сначала возвращает Z, потом X, потом Y.
Убеждаешься что в диагностике у тебя все датчики не горят и горят в том случае, когда ты прикасаешься железкой к ним (индуктивные как я понял?)
Нажимаешь REF ALL HOME.
Станок начинает ехать в домашнее положении (в 0,0,0 по координатам).
Если какая либо из осей едет не в том направлении идешь в лимиты. (Config -> Homing/Limits) по оси, которая едет не в том направлении по колонке Home Neg меняешь значение (если крестик то галочка и наоборот).
После того, как станок приехал в домашнее положение.
Берешь ось Z и едешь в противоположное крайнее положение, останавливаешься когда тебе кажется, что такое положение является крайним.
Идешь в Homing/Limits выставляешь координату которую запомнил в строку Soft Max, по оси которой измерял.
Так со всеми осями.
Что касается оси Z отличие только в том, что Soft Max и Home Off должны совпадать. Т.к. датчик вероятнее всего в верхнем положении оси, а вот ноль по Z внизу.
Пара ньансов:
1. Убедись, что в Motor Tuning скорости по A совпадают со скоростями оси за которой она следит.
2. В Homing\Limits пределы оси А должны совпадать с пределами оси за которой она следит.

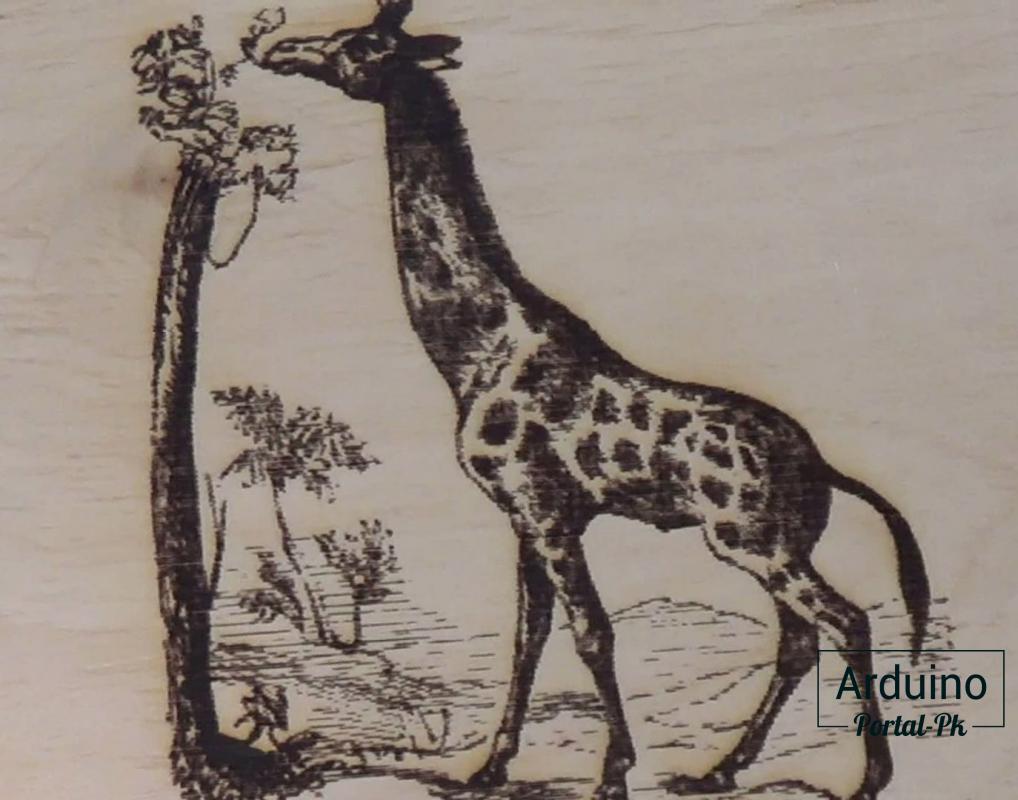
Станок работает неплохо. Вот пример гравирования фото 110 на 120 мм.
Чтобы было комфортно работать на станке. Решил установить конечные выключатели. Отдали мне 2 конечника, не очень хорошего качества но для лазерного гравера достаточно.
После первой установки у меня начались ложные срабатывания для их устроения сделал следующее:
1. Проложил провод от конечников так, что бы он не пересекались с проводами 220 в и не проходили рядом с блоком питания.
2. Припаял на разъемы подключения конечников конденсаторы.
3. Сделал пару витков каждый пары провод вокруг ферромагнитного сердечника.
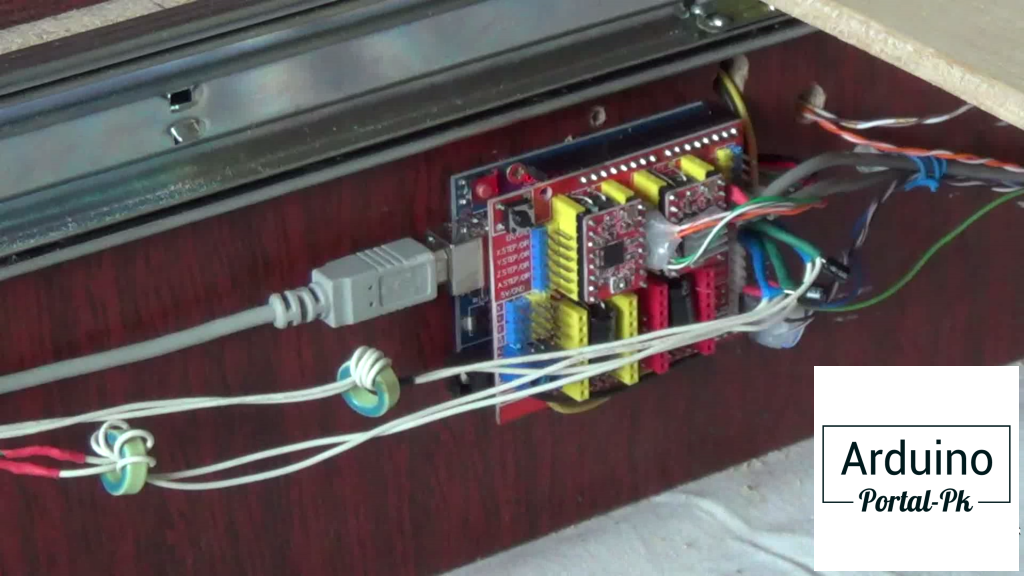
После данный действий ложных срабатываний настало.
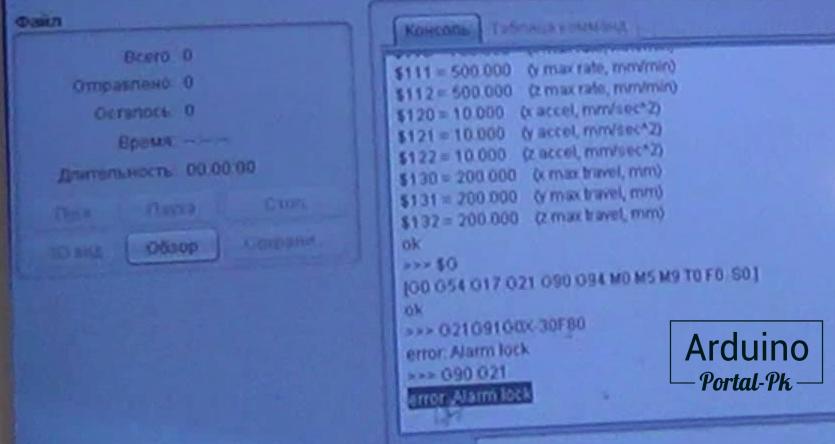
Попробовал настроить режим ДОМ. Но у меня постоянно выходит ошибка. Не знаю в чем проблема, буду разбираться
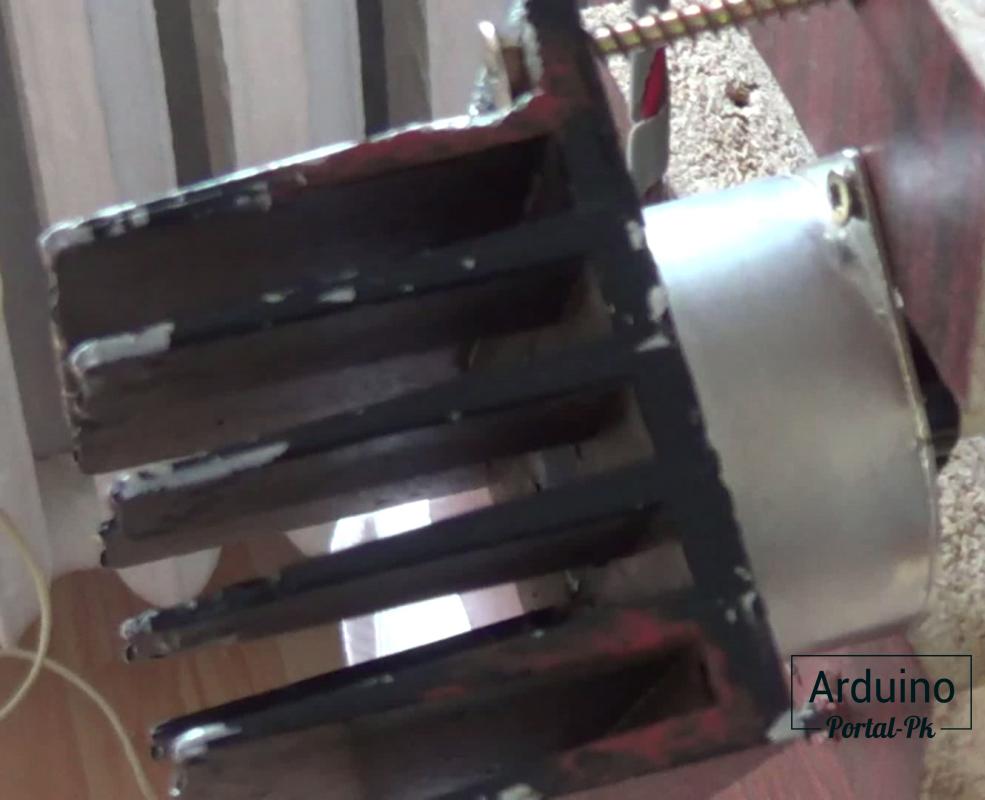
Еще одна проблема с которой я столкнулся, это нагрев шаговых двигателей при долгой работе. Для устранения нагрева ШД, приклеил радиаторы от компьютера на ось Y и от старого телевизора на ось X. Клеил не на обычный скотч на на термоскотч, который хорошо проводит тепло.
Двигателя перестали нагреваться, даже после 6 часов работы температура двигателей 30-40 градусов. Что меня сильно порадовало.
Смотрите видео, там рассказываю более подробно о гравировке картинки на ЧПУ станке и пр.
Начал сборку ЧПУ фрезерного станка скоро выложу видео. Не пропустите!
Здравствуйте. Такое вот дело. В мач3 есть такая функция : Установить машинный ноль. Она судя по информации на форуме заставляет станок двигать инструмент к началу координат и обнулять их по концевикам.
Установить ноль в любой точке рабочего поля конечно круто, но надоело каждый раз при запуске станка становиться перед осью Z на колени - напрягает это.
Итак, есть непреодолимое желание чтобы эта функция у меня заработала.Толи я еще со станком не разобрался ,то ли концевиков нет в заводской комплектации…
Еще хочу чтобы шпиндель и аспирация включались из меню мач3, а не кнопками на приборах, и еще хочу чтобы портал не съехал со станка при допущении ошибках в уп (все мы люди)- а это опять их величество концевики.
Господа гуру CNC - просветите с чего начать. На работе китаец стоит прошлого года на нц студио - у него все это есть (может быть и у твайт сегодня есть) - обидно.
Мой станок 2012года, мог бы попробовать конечно у китайцев подсмотреть это - но тут интересней я думаю Техподдержка поможет. А я потом видео выставлю!
2 Ответ от Twitte 2016-02-20 09:06:20
Установить ноль в любой точке рабочего поля конечно круто, но надоело каждый раз при запуске станка становиться перед осью Z на колени - напрягает это.
Для того что бы не молиться станку поставьте станок на жесткий стол, думаю проблема решится.
По остальным вопросам что за блок у вас, и какой станок ?
3 Ответ от Роман_Удмурт 2016-02-20 18:52:33
А ведь можно найти в LPT порту нужные пины (контакты), которые отвечают за останов (функцию СТОП). Либо настроить Мач в настройках.
У меня станок 707-2 поставлялся без концевиков. Для решения я припоял обычные кнопочные выключатели параллельно к гнезду подключения концевиков. Также прицепил большую красную кнопку параллельно. Таким образом, решилась проблема экстренной остановки и команды СТОП. Это помогает при большом значении ускорения. Однако при малых - приходится наблюдать визуально больше, чем программно.
4 Ответ от armada.2015 2016-02-21 00:32:28 (изменено: armada.2015, 2016-02-21 01:01:16)

Станок уже заводом поставлен на очень жесткий стальной стол . В качестве поля лежит прикрепленный саморезами 19мм мдф. Все это очень жестко.
Вы меня не поняли наверное. Машинный ноль как я думаю это : Нажал кнопку в мач двигаться в машинный ноль ( по всем осям) и станок как сивка бурка встал на ЕДИНОЖДЫ установленные концевики. С них и оси калибровать удобней.
При чем тут жесткость стола, если при ошибке в уп допустим портал может въехать в ограничители (механические) и сожрать зуб у шестерни привода. Или я чего до недопонимаю - подскажите.
Станок у меня снс-10 на стальной раме , 1000 на 2000мм ( по У к стыду своему не скажу- пока не знаю.)
Блок собран на зеленой материнке с 5 гнездами, 4 из которых заняты драйверами.
А ведь можно найти в LPT порту нужные пины (контакты), которые отвечают за останов (функцию СТОП). Либо настроить Мач в настройках.
У меня станок 707-2 поставлялся без концевиков. Для решения я припоял обычные кнопочные выключатели параллельно к гнезду подключения концевиков. Также прицепил большую красную кнопку параллельно. Таким образом, решилась проблема экстренной остановки и команды СТОП. Это помогает при большом значении ускорения. Однако при малых - приходится наблюдать визуально больше, чем программно.
А вот это интересно. Про пины можно подробней? Есть такие пины которые отвечают за останов станка по каждой оси отдельно? Ведь вывод станка в ноль - это движение по трем плоскостям с разными промежутками времени (в зависимости от того в какой точке была закончена предыдущая работа)
Где находится гнездо в котором "живут" концевики?
Подсмотрел сегодня 1 из вариантов концевиков. Там на движущихся порталах стоят индукционные датчики, а на неподвижных ( в машинных нулях осей) стоят просто металлические пластины. При подходе к пластинам датчики реагируют на пластины не прикасаясь к ним.
Вопрос к производителям : как мне реализовать эту систему? Возможно ли получить схему такого тюнинга? Или же просто схему с пояснениями и номерами выходов и напряжений (как раньше на телевизоры прилагалась- буду сам эксперименты проводить.) ?
После установки концевых выключателей на фрезерный станок необходимо произвести подключение их к контроллеру и сделать соответствующие настройки в программе управления станком с ЧПУ.
В данной статье рассмотрено подключение концевых выключателей к контроллеру ЧПУ в алюминиевом корпусе.
Контроллер в алюминиевом корпусе, выполнен в защитном корпусе из алюминиевого профиля, одновременно корпус служит радиатором с хорошим теплоотводом. В контроллере имеется гльваническая развязка по питанию. В схеме используются быстрые оптроны 6N137 и низкоимпедансные конденсаторы( Low ESR).
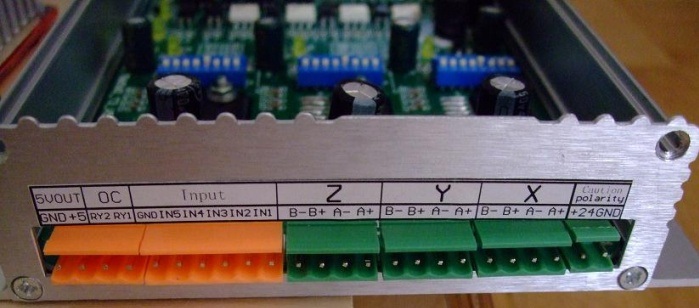
Существует два варианта контроллеров в алюминиевом корпусе. Первый вариант был в производстве и до начала 3-го квартала 2016 года. Новая ревизия контроллера поставляется с 3-го квартала 2016 г.
Рисунки 1 и 3 ранний вариант соответственно 3-х и 4-х осевого контроллера. Рисунки 2 и 4 соответственно 3-х и 4-х осевые контроллеры актуальной модификации, вид со стороны клеммников.
Рисунок 1.
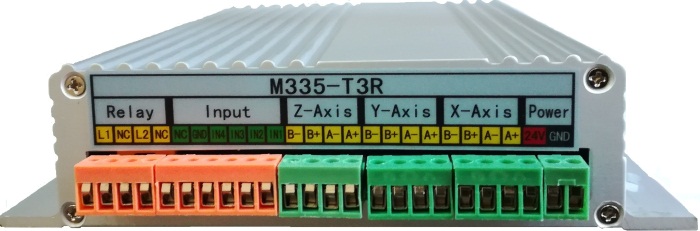
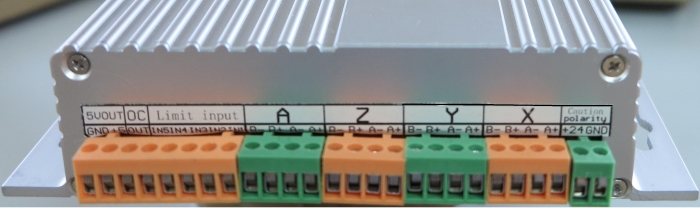

Рисунок 4.
В начальной части статьи даны рекомендации по подключению актуальной версии контроллера. Для ранней версии контроллера подключение концевых выключателей возможно с использованием схемы актуальной ревизии контроллера. Настройки Mach3, так же одинаковы. Обзор контроллеров управления дан в статье Выбор контроллера управления станком с ЧПУ.
В контроллерах M335-T3R и M335-T4R исключены транзисторные выходы RY1 и RY2 и добавлено электромагнитное реле управления включением шпинделя.
1. Подключение Концевых выключателей для трёхосевого исполнения контроллера M 335- T 3 R .
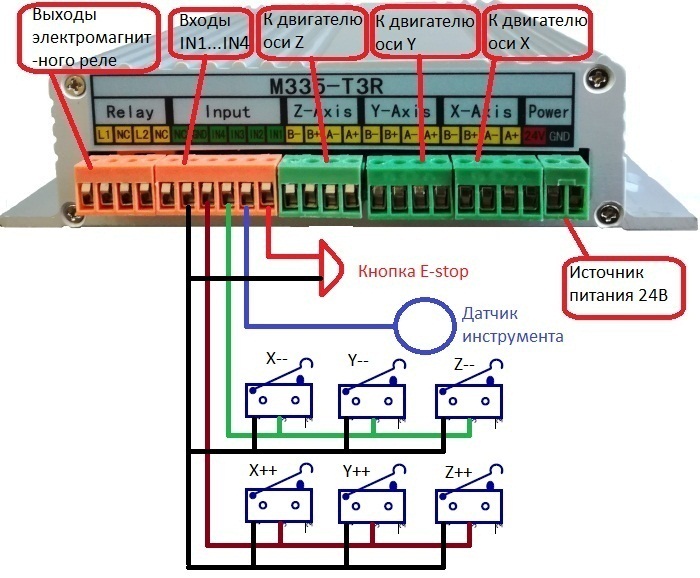
На рисунке 5 представлен вариант подключения концевых выключателей и кнопки E-STOP для трёхосевого исполнения контроллера.
Рисунок 5.
2. Выводы разъема концевых выключателей для трёхосевого исполнения контроллера M335-T3R.
IN1 - вход 1 , входной сигнал связан с выводом 10 разъёма порта LPT;
IN2 - вход 2, входной сигнал связан с выводом 11 разъёма порта LPT;
IN3 - вход 3, входной сигнал связан с выводом 12 разъёма порта LPT;
IN4 - вход 4, входной сигнал связан с выводом 13 разъёма порта LPT;
GND — вывод общей точки.
NC –не используется.
Примечание: Вывод IN5 - вход 5, входной сигнал связанный с выводом 15 разъёма порта LPT в данной модификации отсутствует.;
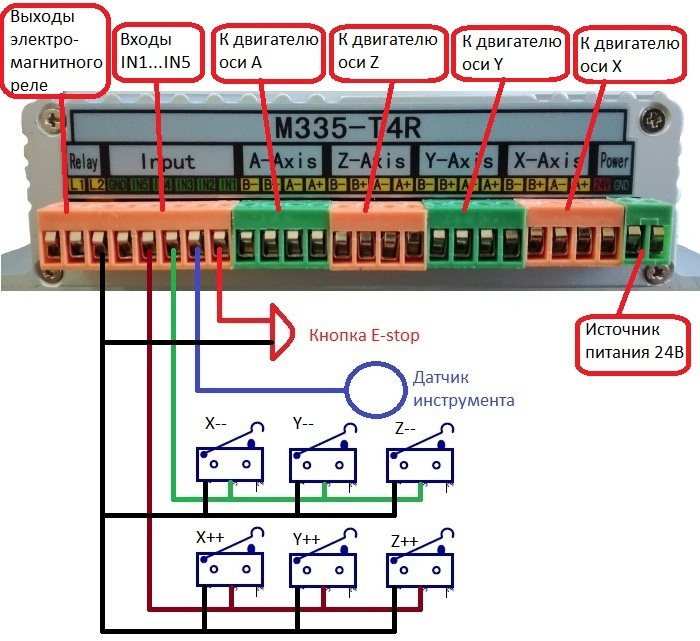
Рисунок 6.
Рисунок 7. Настройки концевых выключателей при работе в качестве ограничителей пределов перемещения.
Рисунок 8. Настройки концевых выключателей при работе в качестве ограничителей пределов перемещения и датчиков базы (Home).
Рисунок 9. Настройки для использования 3-х концевых выключателей в качестве баз. Используются выключатели Х--, Н--, Z++.
4.0 Подключение управления включением/выключением шпинделя жидкостного охлаждения посредством управления частотным преобразователем(инвертором) DELTA VFD015M21A .
Для управления включением шпинделя ЖО необходимо выполнить соединения контроллера управления станком с частотным преобразователем VFD015M21A, как показано на рисунках 10 и 11. Поскольку в самом контроллере присутствует электромагнитное реле, то это упрощает подключение – выводы реле промаркированы L1 и L 2. Управление реле осуществляется выводом 17 LPT- порта.
4.1 Подключение управления включением/выключением шпинделя жидкостного охлаждения посредством управления частотным преобразователем(инвертором) HY01D523B.
Для управления включением шпинделя ЖО необходимо выполнить соединения контроллера управления станком с частотным преобразователем, как показано на рисунках 12 и 13. Поскольку в самом контроллере присутствует электромагнитное реле, то это упрощает подключение – выводы реле промаркированы L1 и L 2. Управление реле осуществляется выводом 17 LPT- порта.
Управление частотой оборотов шпинделя в данной модификации возможно только с пульта управления частотного преобразователя т.к. в контроллере отсутствует ШИМ выход.
Рисунок 12.
Рисунок 13.
Схема управления включением шпинделя для частотного преобразователя HY01523D.
В меню настройки инвертора HY01D523B в пункте pd001 установить 1.
4.2 Настройки Mach3 для включения шпинделя.
5. Выводы LPT порта, красным отмечены выводы концевых выключателей, синим выводы управления шпинделем.
2 -X axis pulse input (шаговый вывод оси Х)
3 -X axis direction setting (вывод установки направления оси Х)
4 -Y axis pulse input (шаговый вывод оси Y)
5 -Y axis direction setting (вывод установки направления оси Y)
6 -Z axis pulse input (шаговый вывод оси Z)
7 -Z axis direction setting (вывод установки направления оси Z)
8 -extending axis pulse input (шаговый вывод дополнительной оси )
9 -extending axis direction setting (вывод установки направления дополнительной оси )
10 -LPT input signal 1 (corresponding IN1 on the board)- входной сигнал 1, соотносится с входом IN 1 контроллера шаговых двигателей
11 -LPT input signal 2 (corresponding IN2 on the board)- входной сигнал 1,соотносится с входом IN 2 контроллера шаговых двигателей
12 -LPT input signal 3 (corresponding IN3 on the board) входной сигнал 3,соотносится с входом IN 3 контроллера шаговых двигателей
13 -LPT input signal 4 (corresponding IN4 on the board) входной сигнал 4,соотносится с входом IN4 контроллера шаговых двигателей
14 NC не присоединён
15 LPT input signal 5 (corresponding IN5 on the board) входной сигнал 5,соотносится с входом IN 5 контроллера шаговых двигателей
В трёхосевом варианте контроллера отсутствует.
16 all axis enable input ( общиий сигнал разрешения для драйверов всех осей)
Погрешность конечно включает сумму всех погрешностей станка и крепления концевика, но дает право предполагать, что точность сработки концевика не хуже полученного результата, даже если все остальное идеально непогрешимо.
Очень интересно, если кто-нибудь поделится своими результатами.
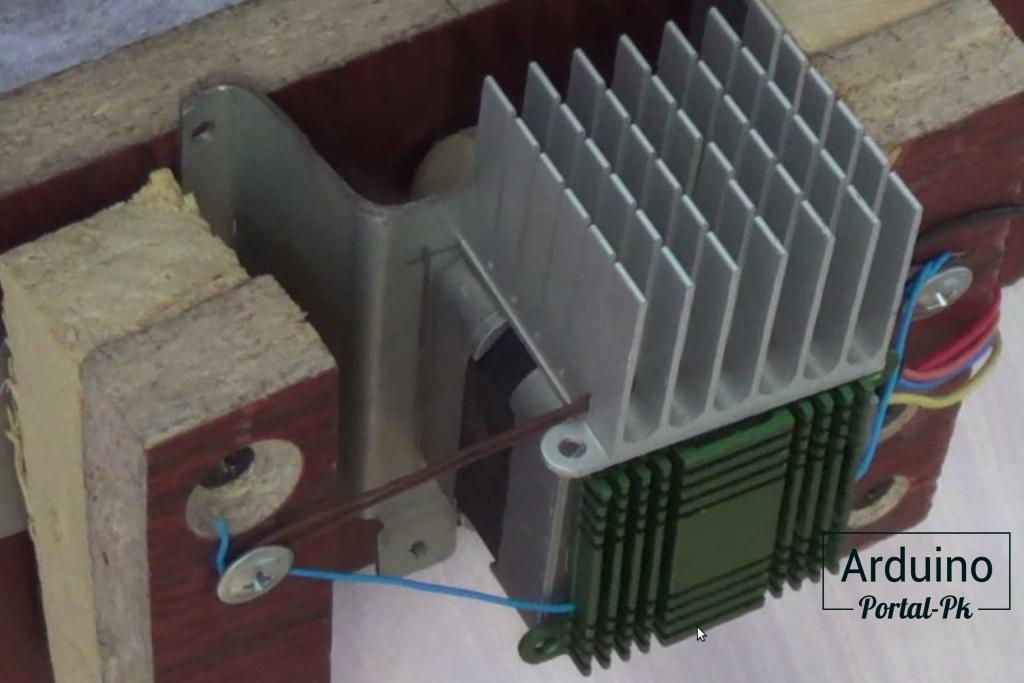
Планирую поставить на его место индуктивный датчик, и выложу сюда результаты полностью аналогичного теста.



P.S. На всякий случай, для себя, что-бы иметь представление о погрешностях вносимых станком. Через некоторое время, пару раз повторил тест не единообразно, а хорошенько погоняв ось в разные стороны и наезжая с разного расстояния: -0,9788 и -0,9800
P.P.S. Если кто не знает, в mach3 есть кнопка "OverRide Limits" для съезжания со сработавшего концевика.
Ну мы тестировали на стенде индуктивные датчики разных производителей на повторяемость, правда на временную повторяемость не проводили, а так интересно как дрейфует повторяемость во времени было бы интересно, хотя бы в сроке лет 5.
Лужу, паяю, станки ЧПУ починяю.
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Поделитесь ссылкой на результаты.
А зачем повторяемость через пять лет?
Она ведь интересна в течении рабочего дня. И я так понимаю у индуктивных надо температуру постоянную, то есть над движками нельзя размещать.
Интересная информация. Однако пара замечаний:
Датчик неправильно расположен. В случае не срабатывания датчик снесет с крепления. Датчик надо располагать как-бы в пролете, чтобы конструкция проходила мимо него. А если не сработал датчик, то ставят упоры, которые могут выдержать усилие двигателей. Да и погрешность как-то странно представлена. Ну скорректируйте Вы показания на -0,975 и получите погрешность в пределах +-0,01 - весьма неплохо.
. В случае не срабатывания датчик снесет с крепления.
На фотографии показан крепеж площадки на одном винте. В случае аварийного наезда, концевик смещается по окружности, без малейшего вреда для своего здоровья.
. Да и погрешность как-то странно представлена.
Я не представлял ее. Просто снял бумажку с записанными показаниями из mach3. Цифра обусловлена смещением ноля от сработки концевика для съезда с датчика, и настраивается в mach3. Изначально писал для себя, а потом решил поделиться.
. погрешность в пределах +-0,01.
Почему +-? Там вроде всего 0,01.
Повторяемость в течении дня вообще НЕ важный параметр, ибо утром станок включили и работаем на нем, не обращаясь к датчикам, а вот при включении на следующий день, когда вечером мы выключили станок, а на следующий день надо продолжить работу с теми же привязками важно: или продолжили обработку детали, или продолжаем обработку партии деталей, без перенастройки привязок к кондуктору, в который закладываем детали для обработки. Также важно долговременная точность, ибо настроенный АТС сегодня должен действовать достойно и через год и через 5 лет без перестройки (повторяемость должна быть не хуже 0.1мм).
Тестили после проблем со станком с АТС у которого датчики класс В потекли за месяц более чем на 0.5мм ( на момент сборки станка кончились запасы датчиков в конторе, и купить приличных не могли из-за отсутствия за разумное время): на один собираемый станок рядом с датчиком добавили стрелочный индикатор на штанге с магнитным фиксатором и для 5 типов датчиков по десятку каждого были оттестированы по 200раз на поиск дома и посмотрена статистика срабатываний. 2 типа зареклись брать, один - только в крайнем случае (в притык с пожеланиями), два других - прошли удовлетворительно с запасом. Единственно что скажу, что синие (SN04-A, NPN, NO, класс А) от Daxtron прошли, а из-за зеленых и начался весь сыр-бор.
Знаю, что и синие их болты (LJ12A3-2-Z/BX, NPN, NO, класс A) нормально работают, а желтые и брать не хочу даже для пробы.
Поэтому про запас и держу их синяки обоих видов, еще для кучи нормально замкнутых болтов класса А, на случай, если ремонтировать "Руиджи" придется. Правда есть еще и коричневые китайские ОМРОН-ы до кучи со старых времен. Конечно есть и микрики с флажками для своих станков, но с ними ни о какой повторяемости и речи быть не может, ибо флажки текут и сами микрики имеют большую погрешность, но лень переделать станки на индуктивники, хотя как-то для одного клиента XS-6, коих у меня два стоит, переделывал.
Читайте также: