
Кемпи сварка своими руками
Добавил пользователь Владимир З. Обновлено: 05.10.2024
У многих из нас дома или на работе имеется в пользовании сварочный "полуавтомат" (MIG/MAG), который значительно эффективнее любой базовой ручной дуговой сварки покрытыми электродами. Однако лишь немногие способны его верно настраивать и сваривать достойные швы.
Прямо сейчас вы узнаете эффективный способ построения идеальных швов "полуавтоматом" , которому я научился около трёх лет назад на работе в Чехии. Данный простой метод широко используется чешскими коллегами-сварщиками, по крайней мере на трёх абсолютно разных заводах, где мне доводилось потрудиться за это время. Итак, приступим!
Настройка аппарата (MIG/MAG инвертора)
Первое, с чего нужно начинать любую сварку, в особенности полуавтоматическую - это настройка аппарата. Но что Вы знаете о принципе работы классической полуавтоматической сварки, понимание которой ведёт к чёткому осознанию правильной настройки оборудования?
Если пропустили одну из моих недавних публикаций по этому вопросу, то давайте коротко наверстаем :
Принцип работы классического "полуавтомата" предельно прост: при нажатии кнопки на держателе, толкающий механизм подаёт проволоку по рукаву на контакт горелки, а по соседнему каналу поступает защитный газ из балона.
Газ защищает горение сварочной дуги и расплавленный металл от губительного воздействия кислорода, ну а проволока служит заполняющим металлом и формирует шов, перемешиваясь с металлом на изделии. Как это происходит?
Предлагаю посмотреть замедленные кадры этого процесса (видео):
Как видно на видео, проволока под тепловым воздействием дуги формирует капельки металла, которые переносятся в сварочную ванну после того, как они касаются о металл - происходит короткое замыкание , которое и отделяет наши капли. Таких капелек может формироваться до полусотни в секунду, поэтому их почти не различает человеческий глаз.
*Кроме переноса металла короткими замыканиями на классическом "полуавтомате" может быть обеспечен струйный перенос - при сварке толстого металла токами свыше 160 - 180 Ампер в сварочной смеси.
На видео как раз запечатлёна некорректная работа "полуавтомата", потому что металл слишком сильно разбрызгивается. Так вот, ваша задача настроить аппарат таким образом, чтобы капельки затекали в ванну ровно, а не плюхались с высоты под огромной скоростью разбрызгивая металл. Идеальная настройка "полуавтомата" достигается всего двумя способами:
1. Сокращение вылета проволоки и/или скорости её подачи
Здесь я люблю приводить аналогию с водопроводным краном: если Вы включите сильный напор на смесителе, то учитываю высоту нахождения гусака - забрызгаете каплями всю кухню и получите "леща" от жены :) Тоже самое происходит и с полуавтоматической сваркой.
- Сокращение вылетапроволоки выполняется вручную во время сварки: подносите горелку чуть ближе, чтобы проволока не "била" о металл, словно падает с десятого этажа. Обычно оптимальное расстояние от сварочной ванны до сопла горелки около 1 - 1.5 см . Соблюдайте заданную высоту на протяжении сваривания всего шва целиком.
Фото автора. Оптимальное расстояние вылета сварочной проволоки от сварочной до среза сопла горелки (на фото около 1.5 см).
Фото автора. Оптимальное расстояние вылета сварочной проволоки от сварочной до среза сопла горелки (на фото около 1.5 см).
- Скорость подачи проволоки обозначается метрами в минуту (м/мин./speed wire) регулируется ползунком в настройках аппарата.
2. Увеличение или уменьшение сварочного напряжения
Второй способ: регулировка сварочного напряжения, которое измеряется и указывается в Вольтах (V) и также настраивается отдельным барашком на аппарате. Вместе с напряжением будет меняться и сила тока, но здесь важно, чтобы не был включён режим синергии при котором будет изменяться еще и скорость проволоки, которая должна оставаться неизменной или изменяться отдельно от напряжения и силы тока.
Если Вас устраивает скорость вылета проволоки, то ничего не меняя в её значениях "накиньте" напряжение, которое позволит быстрее оплавлять проволоку. И наоборот , если Вас устраивает величина напряжения (вместе с силой тока), то просто уменьшайте скорость подачи проволоки. (см.п. 1.)
Пробуйте изменять значения этих настроек и тестировать изменения на тренировочном куске металла (с одинаковой скоростью перемещения горелки), пока не добьётесь "золотой середины" и идеальной сварки без разбрызгивания. Звук сваривания должен как можно меньше походить на низкочастотный громкий треск и приобретать ноты приятного частотного жужжания. Это всё самое основное, что вам нужно понимать в правильной настройке полуавтомата. Поехали дальше! ;)
Движения сварочной горелкой для формирования идеального шва
Ну а теперь, после того как Вы идеально настроили аппарат, можно переходить к свариванию швов. Но какими движениями и какой скоростью перемещать горелку? Давайте разбираться!
Эталонным по внешнему виду и качеству формирования сварного шва "полуавтоматом" - является базовое равномерное движение без каких-либо колебаний. Именно так сваривают большинство сварочных роботов и многие профессиональные сварщики вручную.
Большинство людей уверены: техника, произведенная за границей, по качеству гораздо лучше той, которую изготавливают в пределах родной страны. Доказательством этого может стать сварочный аппарат Кемпи, производящийся в Финляндии. Устройство имеет широкое распространение в нашей стране, так как отличается высоким качеством. Им часто пользуются профессиональные сварщики.
Kemppi используются во многих областях промышленности. Их применяют при прокладке трубопровода, при возведении различных металлических конструкций. С их помощью выполняют строительные работы и делают ремонт. Столь обширная сфера применения аппаратов Kemppi обусловлена огромным числом моделей и их типов. Безостановочно ведутся работы над созданием все новых моделей, каждая следующая из которых призвана упростить процесс сварки.
Общие сведения о производителе

Компания Kemppi была основана в Финляндии братьями Кемппи. Она появилась на свет в 1949 году. Сегодня это общеизвестная торговая марка, которая является лидером в производстве и реализации сварочного оборудования на современном рынке.
Качество продукции, выпускаемой предприятием, подтверждено сертификатами ISO 9001 и ISO 14001. Все устройства, их детали и узлы, соответствуют европейским стандартам (СЕ), которые очень требовательно относятся к вопросам защиты окружающей среды и безопасности проведения работ.
Разработка и производство сварочных аппаратов Kemppi до последнего времени осуществлялась только на территории Финляндии в городе Лахти. Но с недавних пор были открыты производственные центры в странах с большим потенциалом: Индии и Малайзии. Они сумели покрыть большую часть рынков Азиатского и Тихоокеанского регионов.
Кроме этого, компания имеет шестнадцать аккредитованных центров по всему миру, в том числе и в России. В их задачу входит гарантийное и постгарантийное обслуживание техники, а также её ремонт. Сервисные предприятия представлены высококлассными специалистами, в распоряжении которых находится современное диагностическое оборудование, необходимые запчасти и материалы для быстрого восстановления рабочих функций аппаратов.
Где используются
Аппаратура Kemppi может одинаково эффективно использоваться как в промышленности, так в и частной сфере. Она рекомендована для проведения следующих видов работ:

Возведения металлоконструкций;
Аналоги
Помимо Kemmpi производством и выпуском сварочных аппаратов занимаются также многие другие фирмы, которые расположены в разных странах. Исключением не является и Россия.
Например, широкое распространение у нас получила следующие аналоги kemppi:

По качеству все вышеупомянутые устройства уступают продукции финской компании, которая в этой сфере является неоспоримым лидером вот уже на протяжении нескольких лет.
Профессиональные сварщики уверены, что никакой другой аппарат не может соединить составляющие металлической конструкции столь же качественно, как это делает любая модель от фирмы Kemppi. Оборудование финской компании сегодня признано лучшим. Оно экспортируется во все самые крупные страны и его считают эталоном высокого качества.
Разновидности инверторов
Ассортимент сварочного оборудования, выпускаемого , представлен тремя классами:
-
Бытовыми аппаратами. Этот вид техники позволяет осуществлять ручную дуговую и аргонодуговую сварку от двухфазной сети. В работе используются электроды диаметром до 4 миллиметров. Сварочный ток можно устанавливать вплоть до 200 ампер. Процесс проведения операций можно контролировать благодаря цифровой панели, размещённой на оборудовании. Устройства обладают стабильной дугой и могут использоваться для сваривания изделий из алюминиевых сплавов и тонких листов цветного металла.

Полуавтоматическими устройствами. Данные аппараты снабжены автоматической системой подачи проволоки к участку свариваемой поверхности. Полуавтоматы просты в обращении, легко снимаются и переносятся к месту сварки. Сварочный полуавтомат кемпи применяется для проведения работ в среде активного или инертного газа — MAG, MIG. Благодаря простому выбору настроек сокращается период сварных работ и увеличивается производительность труда. Этот тип сварочных аппаратов пользуются особой популярностью при соединении тонкостенных изделий и широко применяется в автомобильной отрасли.
Модельный ряд
Общее количество моделей сварочных аппаратов необычайно велико. Все они различаются по предусмотренным режимам сварки, мощности и максимальному значению силы тока. При этом промышленные устройства считаются более функциональными, так как имеют множество дополнительных функций. Тем не менее, каталог от официального представителя разбивает модели по категориям, в зависимости от вида выполняемых работ.
Сварка в режиме TIG ведется в газовой среде. В качестве защитного газа выступает аргон. Материалом для такого режима служат вольфрамовые электроды. Сам режим подразделяется на два вида.
- Режим TIG-DC (сварка постоянным током) применяется для сталей.
- Режим TIG-AC (сварка переменным током) – для сплавов алюминия.

Особенности технологии позволяют получать ровный шов, избежать разбрызгивания металла. Используют такой метод для сварки тонкого листового металла.
- MinarcTig Evo 200/200MLP. Инверторный полуавтомат, дающий стабильный поджиг дуги уже при силе тока в 5 А. Максимальный ток сварки – 200А. Устройство подключается в однофазную сеть. Имеются функции таймера подачи газа и изменения сварочного тока. Модели MLP ведут сварку в импульсном режиме.

- MinarcTig 250, 250MLP. Мобильный и компактный сварочный аппарат. Обладает также хорошим зажиганием дуги. Высокое качество результатов позволяет применять его в операциях, требующих ювелирной точности. Максимальный ток – 250 А. Подключается к трехфазной сети. Есть возможность вести работу в режиме MMA.
- MasterTig MLS 3000/4000. Позволяет сохранить хорошее зажигание дуги даже при использовании длинного кабеля. Высокочастотная импульсная сварка увеличивает производительность устройства. Возможна работа от генератора переменного тока.

Режим MMAподразумевает ручную дуговую сварку, осуществляемую покрытыми электродами. Она используется в работе с углеродистыми сталями и нержавеющей сталью. Если углеродистые стали можно сваривать на переменном и постоянном токе, то нержавейку только на постоянном. Этот режим выгоден отсутствием баллонов с газом, вариативностью плоскостей сварки, а также высокой экономичностью. Однако в процессе работы необходимо постоянно удалять шлак с деталей.
- MINARC 150, MINARC 150VRD. Этот инвертор выпускается только в Финляндии, он сочетает в себе устройство для сварки MMA с возможностью переключения в режим TIG при постоянном токе. Предельный диаметр электродов под данный аппарат составляет 3 мм. Корпус из специального пластика защищает устройство от ударов и влаги. Можно вести работы даже под дождем. Масса инвертора всего 4 кг, он оснащен ремнем, облегчающим переноску. Питается от однофазной сети. Сварочный ток регулируется в пределах от 10 до 140 А.
- FastMig KMS 400 AS. Можно выделить ряд особенностей данной модели. Среди них регулировка питания, управление мощностью пускового тока, изменение параметров дуги и возможность выбора режима CC/CV. Питание трехфазное.

- KempGouge ARC 800. Аппарат специально создан для выполнения строжки с помощью угольной дуги. Он отличается эффективностью при относительно небольшом потреблении энергии. Сила сварного тока регулируется как на панели, так и с пульта ДУ. Применяется в литейных цехах, в области судостроения, а также при возведении металлических конструкций и сооружений.
В режиме MIG/MAG сварка ведется специальной проволокой в газовой среде. Чаще всего используется аргон или углекислый газ. Такой режим применяется для углеродистых и высоколегированных сталей. Преимущество заключается в отсутствии дыма, отсутствии шлака. Но для работы требуется газовый баллон. Если сварка ведется порошковой проволокой, то баллон не нужен. Единственный минус – дорогой материал.
- MinarcMig Evo 170/200. Данная модель позиционируется, как адаптивный аппарат и считается мобильным устройством. При любом применении получается качественный шов. Зажигание дуги происходит при токе 16 А. Максимальный ток составляет 200 А. Работает в ручном или автоматическом режиме. В качестве материала может использоваться порошковая проволока, цельнометаллическая, стальная, алюминиевая или медно-кремниевая. Сфера применения широкая и не ограничивается толщиной металла.
- Kempact RA. Аппарат для экономичной работы. В качестве защитного газа может быть использован любой инертный газ. Оснащен дополнительной функцией WireLine, оповещающей о необходимости технического обслуживания. Проволокоподающий механизм подсвечивается. Есть функция HotSpot. Горедка переключается в режим 2-х или 4-х тактной сварки.

Действительное количество моделей в разы превосходит число представленных. Что же касается ценовой категории, то аппараты Кемпи считаются дорогими. Самые простые компактные устройства можно купить за 50 000 рублей. Цена за промышленный аппарат возрастает в разы. В среднем такое устройство стоит от 100 до 200 тысяч рублей.
Особенности и модели
Сварочные аппараты фирмы Kemppi отличаются надёжной сборкой, высоким уровнем производительности и солидным эксплуатационным ресурсом. В отечественном производстве хорошо себя зарекомендовали следующие модели: Kemppi Minarc 150 и KEMPPI Kempact MIG 2520.
Kemppi Minarc 150

Kemppi Minarc 150 является малогабаритным устройством для работы со штучными электродами любого типа. Он подключается к однофазной сети с напряжением 230 вольт. Масса аппарата составляет 4,0 килограмма. Его мощность потребления достигает 10 киловатт. Minarc 150 хорошо себя зарекомендовал при работе с длинными кабелями (сетевыми и сварочными), он способен выдерживать большие скачки напряжения, благодаря чему востребован на стройплощадках, питание которых осуществляется за счёт деятельности генератора.
СеАЗ Ока Экономная и проходимая › Бортжурнал › Парень сделал класную штуку своими руками!сварка кемпи сделай сам

tarakanmex на сайте
Я езжу на ГАЗ М-20 Победа V8
Магнитогорск, Челябинская область
Представляю Вам финальную версию своего сварочного полуавтомата или как сделать полуавтомат из сварочного инвертора ММА (сварка штучными электродами).
В настоящий момент очень распространены инверторные сварочные аппараты ММА (для сварки штучными электродами), они выдают постоянный ток, мало весят и имеют хороший кпд, по сравнению с трансформаторами, и имеют вполне доступные цены. Так же существуют инверторные полуавтоматы MIG/MAG, они имеют те же плюсы кроме одного это цена, исходя из этого я задумался как из обычного инверторного сварочника сделать полуавтомат.
Начало проекта постройки полуавтоматического сварочного аппарата, а точнее приставка к инвертору, чтобы инвертор можно было использовать в режиме полуавтомата.
В нашем случае хороший сварочный инвертор BRIMA ARC-250
Brima ARC-250
Цель сделать возможность использовать инвертор ММА в режиме полуавтомат используя подручные материалы с минимальным бюджетом.
1) Для начало мы не изобретая велосипед преобрели рукав с евро разъёмом: Горелка ЕВРО MB15AK Jingweitip 180А 3м ЦИКЛОН.
Горелка ЕВРО MB15AK Jingweitip 180А 3м ЦИКЛОН
2) Одним из основных элементов ПА является лентопротяжка, за основы мы взяли моторчик от дворников от какого то ведра, также нам понадобились пору подшипников и евро разъём для подключения рукава.
лентопротяжка
после того как я собрал свою лентопротяжка случайно наткнулся на алиэкспресс на уже готовый вариант и не сильно дорогой.
3) В качестве корпуса для нашей приставки к инвертору мы взяли корпус от древнего компа и благополучно всё в него запихали.
получилось довольно аккуратно)))
Далее собираем электрику нашего устройства.
Для управления скоростью подачи используем ШИМ-контроллер заказанный с алиэкспресс.
Полный размер
Схема приставки ПА
Вот и всё приставка для инвертора готова!)))
Далее начинается самое интересное. Как известно вольт-амперная характеристика (ВАХ) у аппаратов ММА и ПА(MIG/MAG) отличаются, у аппаратов для ручной сварки ММА ВАХ имеет падающий вид т.е. аппарат поддерживает постоянный ТОК!, а у аппаратов ПА (MIG/MAG) ВАХ имеет жёсткий вид т.е. аппарат поддерживает постоянное напряжение. Сколько я не искал не где в инете нет информации как можно переделать обычный аппарат для сварки штучными электродами в ПА, но немного разобравшись в данном вопросе оказалось не всё так сложно…
Полный размер
переделка ВАХ на инверторе
теперь у нашего инвертора есть возможность переключения с режима сварки штучными электродами на режим ПА.
В итоги получилась как то так:
Также все можно глянуть на видео:
ИТОГО: Мы собрали приставку и инвертору ММА, для работы в режиме ПА.
ПРИМЕРНАЯ ЦЕНА ВОПРОСА:
Горелка — 2500руб
Евро разъём — 1000руб
ШИМ контроллер- 500руб
Подшипники — 100руб
Электро разъём — 300руб
Мелочи — 100руб
Старый хлам — бесплатно)))
ИТОГО примерно : 4500руб.
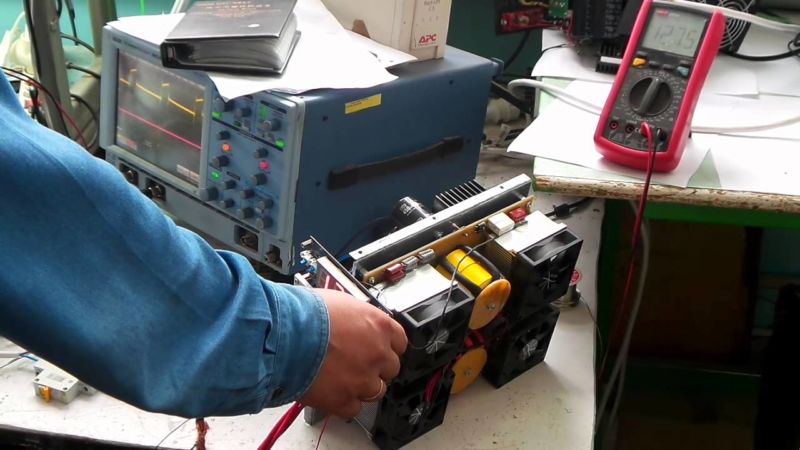
Сообщества › Сделай Сам › Блог › Полуавтомат своими руками Часть 6 Первый Тест Драйв


Первые испытания моего полуавтомата работающего от инвертора со стандартной характеристикой ММА.
Вывод стандартной вольт амперной характеристикой ММА (падающей) варить можно но довольно сложно настроить аппарат (подобрать ток и скорость подачи), плюс не стабильная дёрганая дуга.
Далее попробуем сделать возможность переключения на инверторе с падающей характеристики на жёсткую, как всегда наиболее простым способом…
Смотрите также
Комментарии 87

Изначально был самый задропезнный китайски полуавтомат Блювейд по-моему.Варил изюмительно .Звук при сварке был ка писк комара.Мог приварить консервную банку к рельсе Спиздяли сцуки.Замостырил типо как у Вас.(инвертор САИ)Такой же шваркающий звук и толком них.я не приварить, особенно тонкие металлы 0.4,05,06,.Головастые ребята с работы собрали регулятор подачи аж с миллиметровой регулировкой подачи.Результат-0.
Либо надо лезть во внутрь инвертора(а там одни микросхемы)Либо простую сварку .Её у меня тож спизд.ли.
Сейчас хожу и облизываюсь на инверторные полуавтоматы.20-35т.р.
Удачи в доработке.
Я же в 7 части показал что нужно сделать с инвертором чтобы варил как надо…

ну отлично эффект есть, она работает))) поздравления мои.


поиграться настройками подачи проволоки и током и вполне можно работать
да в прицепе можно, но я всё же попробую немного модернизировать инвертор.

пока бюджет около 3т руб, какой ПА можно взять за эту сумму? и второе аппарат ещё до конца не доделан посмотрим что в конце получится и тогда уже можно будит судить…
Горелка на профразъеме за 50 баксов? Ну-ну.
горелка 2280 руб, розетка для евро 500 руб, плюс другие мелочи итого около 3-3,5 т руб… отальное из хлама
xn--74-mlclufcvikei2i.xn-…_materialy/676/82037.html

Добрый день! Первое: по звуку слышно, что очень большое расстояние от горелки до металла — не держится дуга. Вплоть до того, что просто уприте наконечник в метал.
Второе: для металла толщиной 1.5 мм ток больше 100 А считаю, что много. Попробуйте 40 — 60 А.

Цо на 0,05 мПа поставь, подачу больше сделай. Ток в норме.

Доброго времени суток!
Если я не ошибаюсь, сварочный инвертор состоит из трех плат: нижняя — выпрямитель и фильтр питания, средняя — ВЧ трансформаторы и выходные диоды, верхняя — силовые ключи, плата управления (ПУ) и дежурка.
На средней плате, возле дросселей (могут и не быть установлены) стоит шунт. По нему ПУ регулирует выходной ток. В режиме РДС(ручной дуговой сварки) мы получаем стабилизатор тока (при разной длине дуги — разное напряжение, но почти стабильный ток. А Вам необходимо сделать стабилизатор напряжения (от скорости подачи проволоки зависит длина дуги, а соответственно и сварочный ток). На некоторых моделях так и шло три провода с платы выпрямителя на ПУ. Надо поискать схему, там будет виднее, как сделать стабилизацию. Скорее всего паралельно выходу поставить резистивный делитель и с него снимать напряжение управления.
Буду вопросы, постараюсь помочь
Это видео недоступно.
Очередь просмотра
Очередь
YouTube Premium
Хотите сохраните это видео?
Пожаловаться на видео?
Выполните вход, чтобы сообщить о неприемлемом контенте.
Понравилось?
Не понравилось?
Текст видео
НА ЗАМЕТКУ!
Качество сварки зависит от многих факторов – от профессионализма сварщика до надежности оборудования. И если Ваши сотрудники показывают отличные результаты, работая с другими сварочниками, значит, пора задуматься о ремонте сварочного инвертора. Ведь именно низкое качество сварки говорит о наличии поломок в сварочном оборудовании.
Сварочный инвертор Kemppi MinarcMig EVO 200

В былые времена для сварочных работ применялись исключительно трансформаторные аппараты, которые имели большой вес, обладали ограниченной мобильностью и для управления ими требовался опыт и специальные знания. В наши времена техника ушла вперед, сварочное оборудование теперь мало весит, обладает высокой мобильностью, удобно и не привередливо в эксплуатации.
Занимаясь по роду деятельности, скажем, строительно-монтажными работами, но не обладая специальными знаниями, сегодня вы можете приобрести себе сварочный полуавтомат Kemppi MinarkMig EVO200 (см.характеристики) и без проблем выполнять работы по монтажу благодаря удобному интерфейсу, позволяющему настраивать весь процесс от начала и до конца.
О силе тока автомата и толщине металла
Кемппи выдает реальные 200А, проверено испытаниями, позволяя получать провар до 5 мм на конструкциях из стали и алюминия. Работает от напряжения сети 220В.

Настройка режимов сварки
Задайте толщину материала и тип проволоки, все остальное инвертор сделает за вас в автоматическом режиме. Если же вы не доверяете автоматике, в меню доступна точная ручная настройка. Простой интерфейс позволяет разобраться в нем любому человеку.

Какую присадку можно использовать
Вы можете производить сварку с помощью следующих сварочных проволок:
• металлической, нержавеющей, СuSi диаметром от 0,6 до 1 мм;
• алюминиевой диаметром 1 мм в защитных газах CO₂, Ar, смеси Ar + CO₂. Есть возможность установить ролик для алюминиевой проволоки до 3,5 мм.
• порошковой без необходимости таскать с собой баллон с газом.
Несомненные преимущества


Комплектация

Катушка с проволокой легко устанавливается и вынимается.

Еще немножко об области применения
• Производство тонкостенных металлических изделий
• Монтаж и установка оборудования
• Строительно-монтажные работы
• Ремонт и тех.сервис
• ремонта кузова автомобилей, подробнее об оборудовании для кузовного ремонта.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
Сварочный инвертор Kemppi MinarcMig EVO 200
В былые времена для сварочных работ применялись исключительно трансформаторные аппараты, которые имели большой вес, обладали ограниченной мобильностью и для управления ими требовался опыт и специальные знания. В наши времена техника ушла вперед, сварочное оборудование теперь мало весит, обладает высокой мобильностью, удобно и не привередливо в эксплуатации.
Занимаясь по роду деятельности, скажем, строительно-монтажными работами, но не обладая специальными знаниями, сегодня вы можете приобрести себе сварочный полуавтомат Kemppi MinarkMig EVO200 (см.характеристики) и без проблем выполнять работы по монтажу благодаря удобному интерфейсу, позволяющему настраивать весь процесс от начала и до конца.
О силе тока автомата и толщине металла
Кемппи выдает реальные 200А, проверено испытаниями, позволяя получать провар до 5 мм на конструкциях из стали и алюминия. Работает от напряжения сети 220В.
Настройка режимов сварки
Задайте толщину материала и тип проволоки, все остальное инвертор сделает за вас в автоматическом режиме. Если же вы не доверяете автоматике, в меню доступна точная ручная настройка. Простой интерфейс позволяет разобраться в нем любому человеку.
Какую присадку можно использовать
Вы можете производить сварку с помощью следующих сварочных проволок:
• металлической, нержавеющей, СuSi диаметром от 0,6 до 1 мм;
• алюминиевой диаметром 1 мм в защитных газах CO₂, Ar, смеси Ar + CO₂. Есть возможность установить ролик для алюминиевой проволоки до 3,5 мм.
• порошковой без необходимости таскать с собой баллон с газом.
Несомненные преимущества
Комплектация
Катушка с проволокой легко устанавливается и вынимается.
Еще немножко об области применения
• Производство тонкостенных металлических изделий
• Монтаж и установка оборудования
• Строительно-монтажные работы
• Ремонт и тех.сервис
• ремонта кузова автомобилей, подробнее об оборудовании для кузовного ремонта.
Разновидности сварочных аппаратов
Сварочники бывают нескольких типов. Самыми распространенными являются те, которые работают на переменном и постоянном токе.

И иногда для того чтобы определиться с тем, какой вид техники является более подходящим, нужно подробнее узнать об устройстве таких аппаратов. Это поможет окончательно определиться и не сделать при этом ошибку.



На переменном токе
Такие аппараты принято использовать не только в частных хозяйствах. Широко распространена эта техника и в промышленности. Но почему же многие умельцы отдают предпочтение таким сварочникам? Попробуем разобраться в этом вопросе.

В действительности, существует две причины для этого. Первая причина – это простота эксплуатации. Механизм работы такого аппарата не отличается сложностью. И это большое преимущество. Поскольку даже начинающие мастера смогут с ним работать.

Вторая причина – это конструкция, которая не отличается сложностью. Прибор очень легко сконструировать и использовать дорогостоящие детали при этом вовсе не обязательно.

Достаточно иметь под рукой такие материалы:
- генератор;
- провод, которым будет выполнена в дальнейшем первичная и вторичная обмотка;
- сердечник для намотки.
Обратите внимание на то, что сердечник нужно использовать только из трансформаторной стали.

Это важное условие, которое следует соблюдать, желая продлить максимально срок эксплуатации прибора.

Для сварочного аппарата, который был собран в домашних условиях, оптимальным будет напряжение в 60 вольт, а ток – 120-160 А. Поэтому и минимальное сечение должно быть 3-4 кв. мм.

Важно! Лучшим вариантом будет использование медного провода с сечением 7 кв. мм. Поскольку следует учесть и то, что возможны перепады напряжения и возникновение дополнительной нагрузки.


На постоянном токе
Если мастер намеревается использовать сварочный аппарат для того, чтобы работать с такими металлами как нержавеющая сталь и чугун, то придется отдать предпочтение другому виду.

Ведь в таком случае единственным вариантом станет конструирование сварочника на постоянном токе. Только в таком случае становится возможна работа с вышеупомянутыми металлами.

Сделать такой аппарат можно на основе сварочника, работающего на переменном токе. Ведь можно его просто переделать. Сделать это достаточно просто.
Нужно подключить специальный выпрямитель к обмотке. Этот выпрямитель обязательно должен быть собран на диодах.
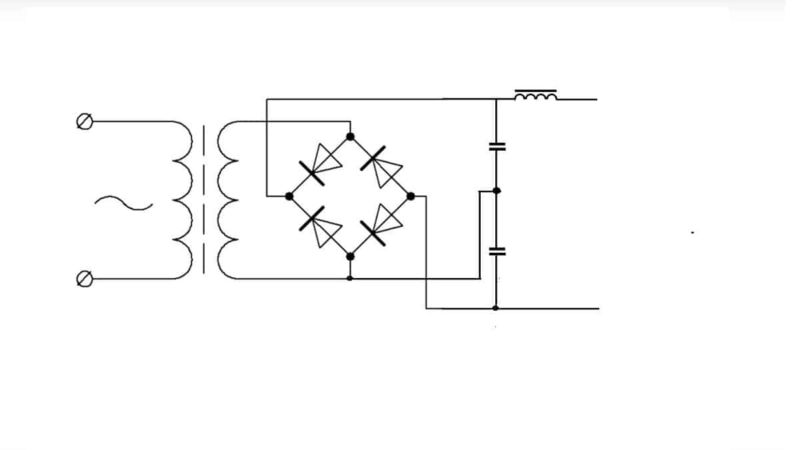
Лучше отдавать предпочтение диодам, которые способны выдержать ток в 200 А.

При этом не менее важной характеристикой является и способность быстро и качественно охлаждать прибор. Поэтому оптимальным вариантом является использование диодов Д161.

Для выравнивания тока следует использовать обычные конденсаторы. А работать, конечно, проще по схеме. Поскольку в таком случае вероятность допущения ошибок при сборке минимальна.
Материалы и инструменты для работы
Прежде чем приступить к работе и попытаться самостоятельно сделать сварочный аппарат, нужно запастись всем необходимым.
Конечно, набор инструментов будет меняться в зависимости от того, из чего именно конструируется сварочник.

Тем не менее, есть базовый набор, который в любом случае нужно будет иметь под рукой:
- трансформатор – это основной элемент прибора, который позволит с легкостью собрать сварочник;
- сварочные кабеля – они должны выдерживать заданную мощность, поэтому на них лучше не экономить;
- держатели – их, как правило, изготавливают из прутиков и арматуры;
- клеммы – предпочтение следует отдавать тем, которые изготовлены из обычной медной трубки;
- платы с отверстиями – они понадобятся для обмотки.





Это, разумеется, не полный перечень. Но, имея под рукой эти материалы, можно смело приступать к работе.
Как сделать сварочный аппарат своими руками
Таким вопросом задаются все умельцы, которые отваживаются на то, чтобы самостоятельно сделать такой нужный прибор в домашних условиях. Некоторых пугает то, что придется приобретать дорогостоящие материалы.
Однако, это распространенное заблуждение. В действительности, себестоимость самодельного аппарата в разы ниже, чем у магазинного аналога. И добиться этого можно благодаря тому, что используются подручные материалы.

А сделать сварочный аппарат можно даже из электромотора, микроволновки. Как? Да очень просто!
Из электромотора
Казалось бы, что из такого оборудования сделать полноценный сварочный аппарат не получится. Однако, это возможно, если с умом подойти к организации работы и сделать все правильно.
Важно лишь правильно подобрать сам мотор. Нужно найти такой прибор, который будет обладать мощностью не менее 7 и не более 15 кВт.

Важно! Предпочтение рекомендуется отдавать двигателям из серии 2А. Это обусловлено тем, что они имеют достаточно большое окно магнитопровода.
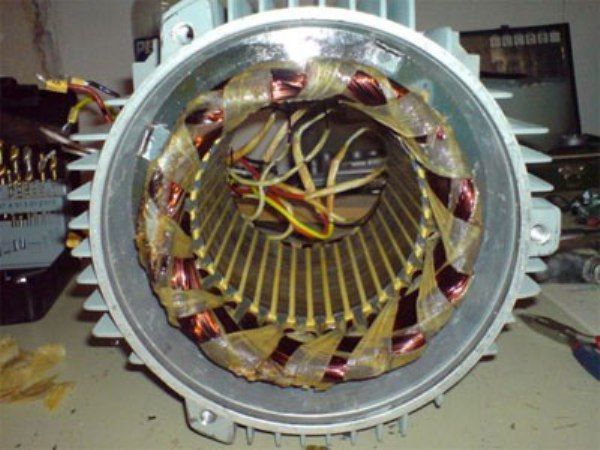
Проще всего найти электромотор нужной мощности на пунктах приема металлолома. Обычно там его не только очищают от имеющихся загрязнений, но и раскалывают кувалдой. Поэтому его можно сразу использовать для изготовления сварочника.

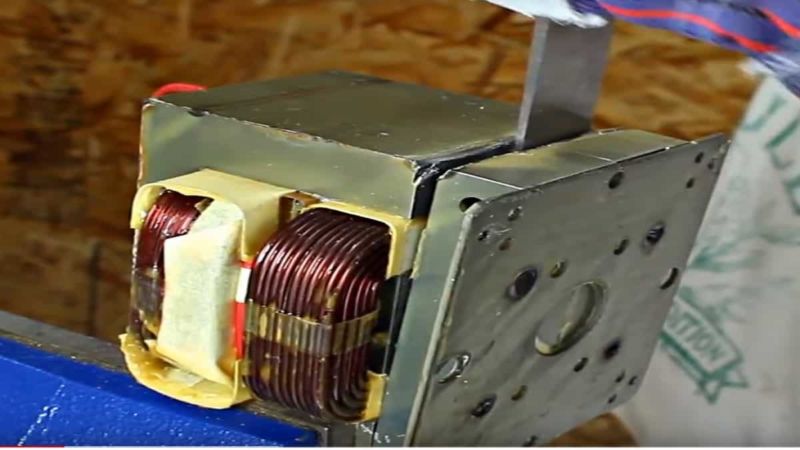
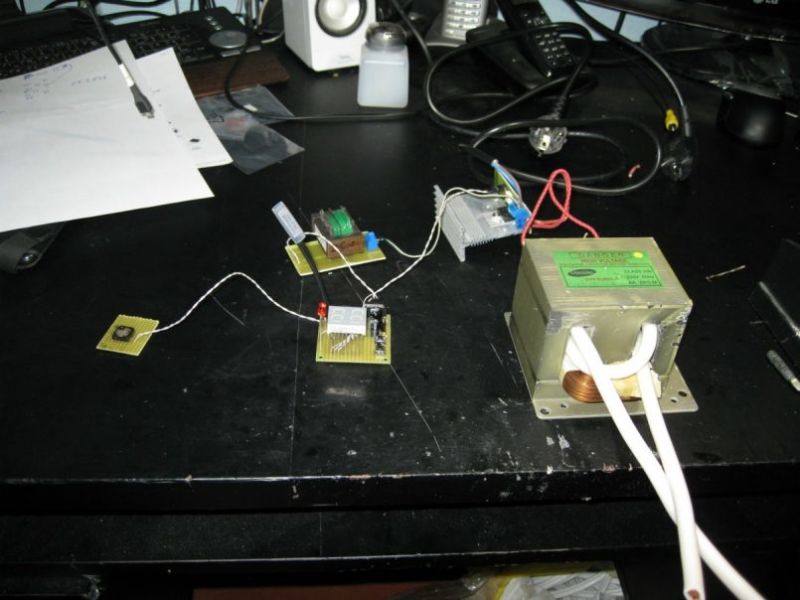
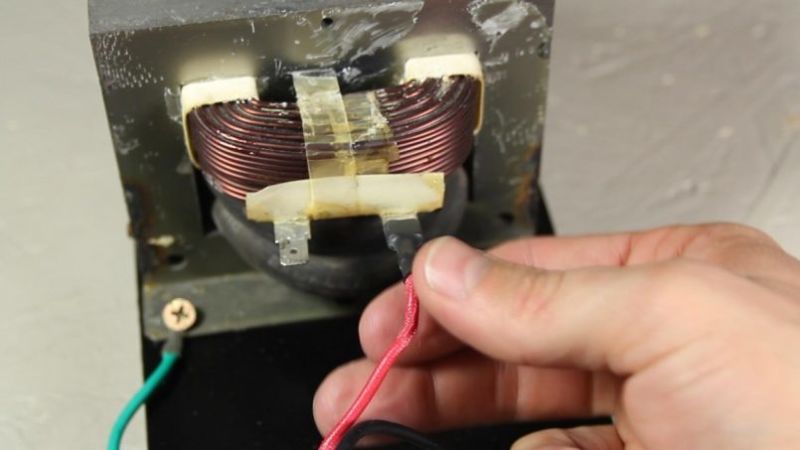
Из микроволновки
- Закрепляем трансформатор на поверхности, чтобы он не двигался.
- Срезаем вторичную обмотку с помощью ножовки по металлу.
- Делаем отверстия с помощью сверла в обмотке.
- Снимаем внутреннее напряжение металлов.
- Выбиваем остатки намотки и удаляем токовый шунт, чтобы значительно увеличить мощность.
- Наматываем на трансформаторы 17-18 витков провода с несколькими жилами.
- Включаем все обмотки последовательно, следя за тем, чтобы они не болтались.
- Подключаем высоковольтные обмотки и проверяем напряжение, подключив прибор к сети.
- На маленький кусок древесины прикручиваем трансформаторы и приступаем к сварке всех элементов конструкции.





И вот простой, но функциональный сварочный аппарат готов к использованию. Как видите, ничего сложного в его изготовлении нет.

Инвертор из блока питания компьютера
Если кто-то утверждает, что из блока питания компьютера можно сделать полноценный сварочный аппарат, верить этим словам не стоит. Поскольку подобное невозможно.
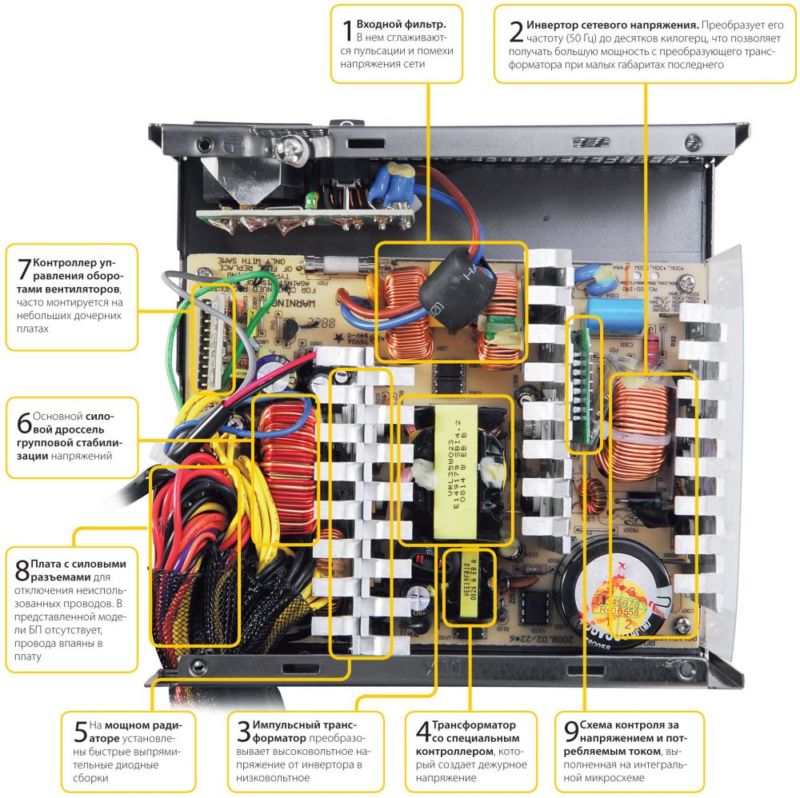
Однако, его можно использовать для того, чтобы изготовить инвертор. Для этого пригодится не только корпус, но и отдельные детали, вентилятор.
При этом следует отметить одну важную особенность конструкции. Дело в том, что все транзисторы и диоды, которые будут использоваться, нужно устанавливать на радиаторы, но только без прокладок.

Важно! Чтобы детали прибора хорошо охлаждались, нужно использовать исключительно мощный вентилятор, который без проблем справится с нагрузкой.

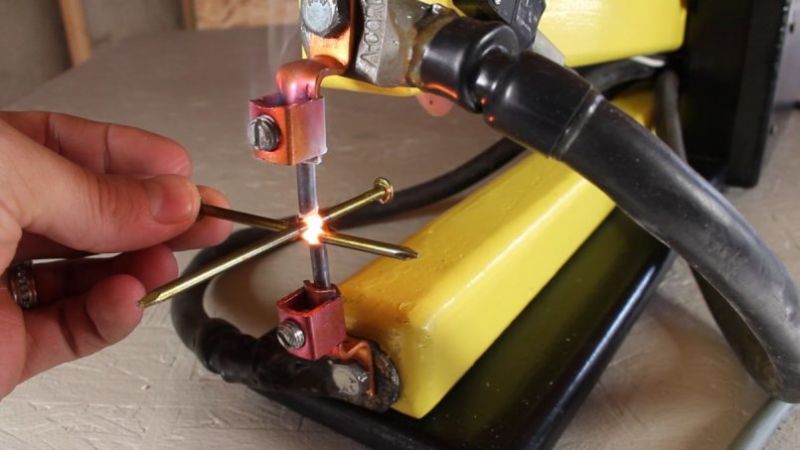
Аппарат точечной сварки
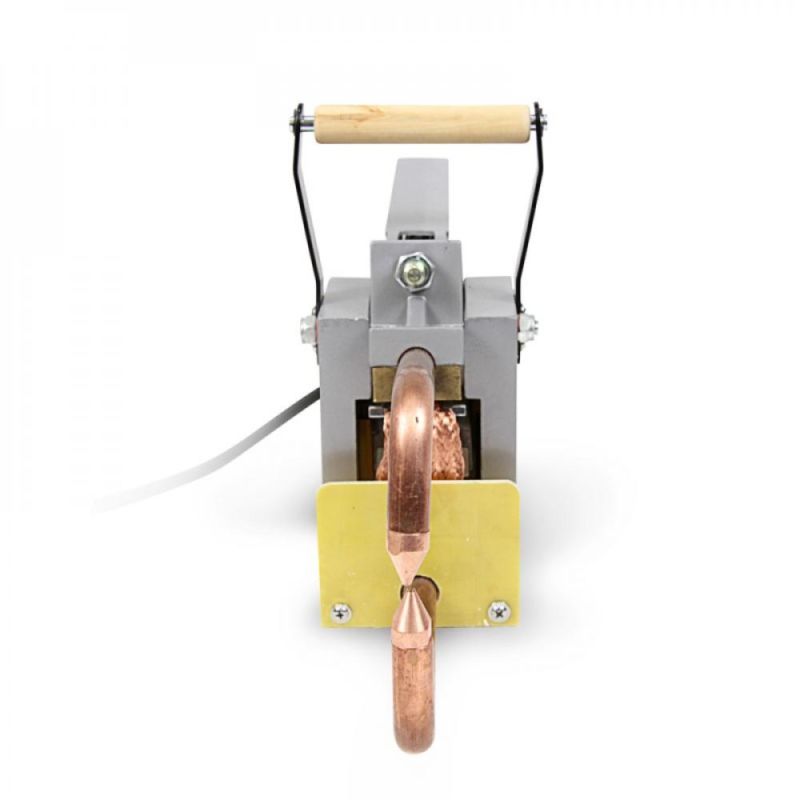
И поэтому многие умельцы занимаются конструированием аппарата в домашних условиях.

Разберем все этапы работы:
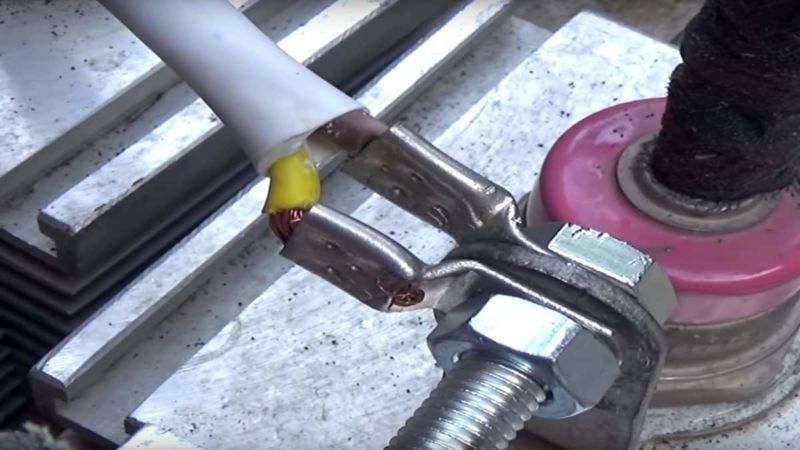
- Внутри магнитопровода делаем несколько витков проводником.
- Устанавливаем наконечники из меди на концах кабеля.
- Проверяем напряжение с помощью специального оборудования, и если оно соответствует нормам, продолжаем работу.
- Проектируем из древесины корпус сварочного аппарата.
- Подготавливаем дверную ручку, сетевой кабель и концевой выключатель, медный прут, зажимы.
- Делаем из проволоки электроды.
- Прикручиваем выключатель и после этого закрепляем на основании заднюю стенку.
- Трансформатор устанавливаем и закрепляем на основании.
- Подключаем сетевые провода.
- Устанавливаем ручку, выключатель и собираем корпус.








Для придания установке более эстетического вида, можно произвести покраску деталей корпуса. И тогда отличить ее от магазинной будет весьма затруднительно.

Как видите, весь процесс работы занимает мало времени и не является сложным. Поэтому каждому мастеру под силу сделать такой аппарат даже в домашних условиях.
Читайте также: