
Как сделать штамп для блесны
Добавил пользователь Skiper Обновлено: 19.09.2024
В данном видео делаем штамп (матрицу и пуансон) используя листовую сталь. Возможно для сложных изделий это не .
Из чего это сделано? (Как это сделано?) / How do they do it? это одна из передач канала Дискавери показывающие .
Всем привет в этом видео речь пойдет об изготовление самодельных блесен на щуку своими руками, а также процес .
Сегодня сделаю блесну на щуку из металов из гальванопары, а имено из листа оцинковки и латуни, блесны сделаны из .
Первый раз решился сделать стальной штамп в домашних условиях. Не стоит он того если нет острой необходимости.
В этом видео вы узнаете как создать штамп из резины или линолеума своими руками. Какими красками печатать штампы .
Первая "инструментальная" часть видео про изготовление колеблющихся блесен, в которой вы увидите процесс .
Изготовление штампа для изготовления лепестков вращающихся блесен,методом прессования или штамповки .
Зимняя блесна своими руками Весь процесс изготовления Блесна маропедка своими руками. Подпишитесь на канал .
Всем привет сегодня покажу как сделать блесну на щуку своими руками методом литья из баббита Б-83 в гипсовую форму, .
Покажем как сделать штамп своими руками или печать любой сложности для ткани из полимерной глины. Мы вылепим .
Замечено, что для успешной ловли спиннингом наших основных хищных рыб (окуня, щуки, судака и др.) можно иметь ограниченный набор металлических блесен. Однако хищная рыба привередлива к окраске блесен. Посеребренные блесны имеют преимущество, хотя иногда клев идет лучше на блесны натурального цвета (полированная латунь или медь), а бывают случаи, когда хищники идут на блесны темных цветов.
Рассмотрим вариант минимального набора металлических блесен. Понятно, что у некоторых любителей спиннинга этот набор может несколько отличаться от предлагаемого.
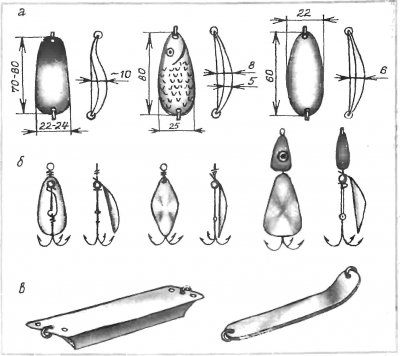
Рассмотрим, как в домашних условиях изготовляют такие (и некоторые другие) блесны.
Первый вариант. При наличии уловистой и хорошей по игре блесны отливают из свинца матрицу. Для этого в подходящей железной нелуженой коробочке расплавляют свинец и в неостывшем металле оттискивают по данному образцу матрицу. Для того чтобы образец легко отделялся от остывшего металла, его покрывают так называемым разделительным составом. Состав представляет собой графитовую пыль (измельченный грифель карандаша твердости Т или ТМ), замешанную на густом мыльном растворе.
Полученную матрицу 1 (рис. 2) и бортики коробочки покрывают разделительным составом. После полного высыхания разделительного состава в коробочку, где находится матрица, заливают расплавленный легкоплавкий металл или припой ПОС-61 (или ПОС-40). Таким образом получают пуансон 2.
Из отожженного листового металла (латунь, медь, мельхиор) толщиной до 1,5 мм вырезают заготовку. Если надо, то на нее механическим путем наносят рисунок чешуи, жаберной крышки, глаза Заготовку фиксируют на матрице 4—6 штифтами 3, установленными в теле матрицы; в пуансоне имеются отверстия, куда заходят эти штифты.
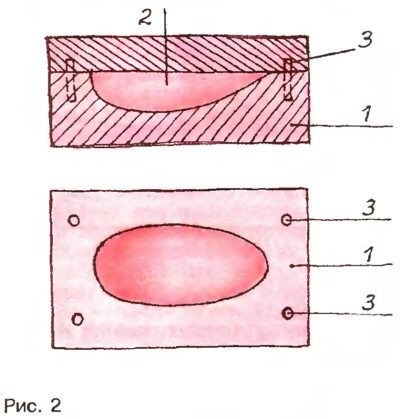


Ударами молотка по пуансону выбивают (штампуют) лепесток блесны.
Второй вариант. Матрицу выдалбливают в буковом или дубовом бруске, применяя различные стамески, фигурные напильники (драчевые), абразивные материалы и т.п. Пуансон отливают из свинца или припоя.
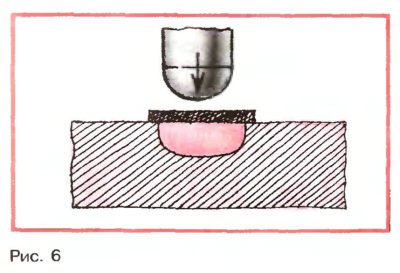
Третий вариант. Матрицу делают из дуба или бука (как в предыдущем случае). Лепесток блесны выбивают на матрице тяжелыми стальными бойками (рис. 3). По этому варианту лепестки блесен делают из отожженного металла (медь или латунь) толщиной до 2 мм.
Четвертый вариант. Матрицу делают из древесины. Лепесток выдавливают из отожженного листового металла толщиной до 0,5 мм специальными правилками. По форме они очень похожи на бойки (см. рис. 3). Материалом для них служат, как правило, твердые породы древесины (дуб, бамбук, кизил и т.п.). Две-три правилки делают гранеными (рис. 4).
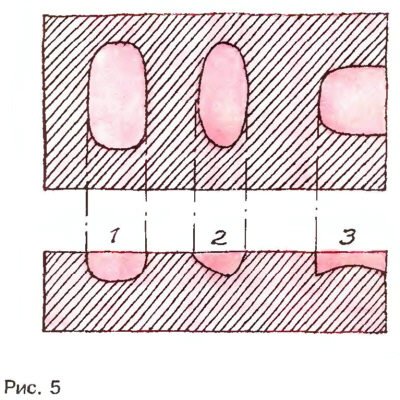
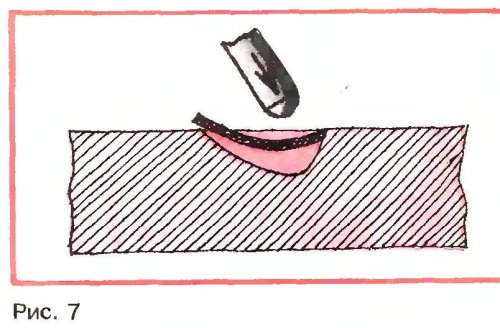
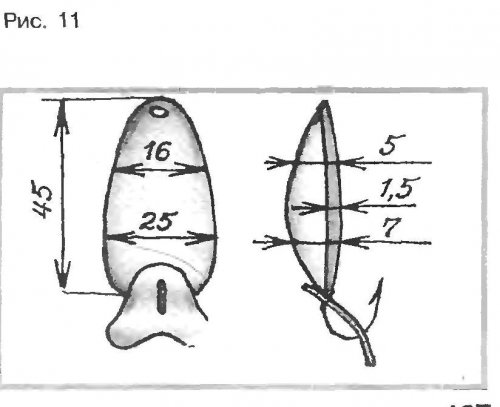
При выбивании блесны по третьему варианту ее форму контролируют, сравнивая с образцом или (если блесну копируют с рисунка) по шаблонам, которых должно быть 4—5 для поперечных сечений и один для продольного сечения.
Лепестки вращающихся блесен, толщина которых не превышает 0,5 мм, делают по четвертому варианту. Для выдавливания необходима матрица. Как уже говорилось, ее делают из твердых пород древесины. Точную матрицу (при копировании особо добычливых блесен) делают из клея или пластмассы. Здесь используют: эпоксидный клей или шпаклевку, зубоврачебные самотвердеющие пластмассы и т.п. Такие матрицы выдерживают, не теряя формы, изготовление нескольких сот блесен.
Для экономии пластмассы (клея) в нее можно вводить до 40% по массе наполнителя. Это обычно тальк, кирпичная пыль (красный кирпич), окись цинка, окись алюминия и др.
Делают матрицу следующим образом. В подходящую по объему коробочку наливают пластмассу (клей) слоем 15 мм. Сверху на поверхность пластмассы укладывают, при-тагшивая до краев, лепесток блесны — образец. Лепесток блесны должен быть покрыт снаружи так называемым разделительным составом. Это обычно воскообразное вещество (воск, парафин, стеарин, церезин и т.п.), разжиженное скипидаром или керосином. Соотношение по массе этих веществ должно быть 1—2 : 8—9.
Лепесток блесны покрывают горячим разделительным составом с помощью тампона.
После затвердевания пластмассы или клея (примерно через сутки) лепесток отделяют от пластмассы — матрица готова. В ней устанавливают 4—5 штифтов, которые позволяют точно разместить заготовку над углублением матрицы.
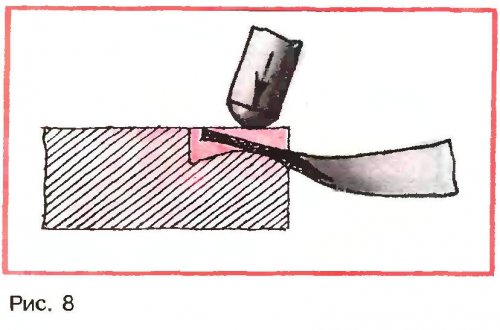
Известен обычный строй спиннинговой снасти: перед блесной на некотором расстоянии устанавливают груз -против озакручи-ватель. Груз этот несимметричный, за счет чего и не происходит закручивания лесы. Блесна же вращается, так как впереди нее стоит вертлюжок (его иногда неправильно называют карабинчиком). Недостаток такого строя — частое захлестывание блесны за груз. В результате этого происходят холостые забросы. Основной путь избавления от этого недостатка — утяжеление самой блесны, хотя это не всегда удается, особенно у колеблющихся блесен. Наиболее рационально этот вопрос решается у так называемых немецких (ломаных) блесен. Они — колеблющиеся. Их делают из толстого металла толщиной до 3 мм, чего не удается сделать у многих колеблющихся блесен ложкообразной формы.
Изготавливают немецкие блесны чрезвычайно просто. Заготовку блесны в надлежащем положении зажимают в тиски с медными накладными губками и ударами молотка гнут блесну под нужным углом.
Рассмотрим, как можно утяжелить некоторые обычные колеблющиеся блесны. Основное правило при этом: лобовое сопротивление за счет изогнутой хвостовой части блесны должно быть относительно большим.
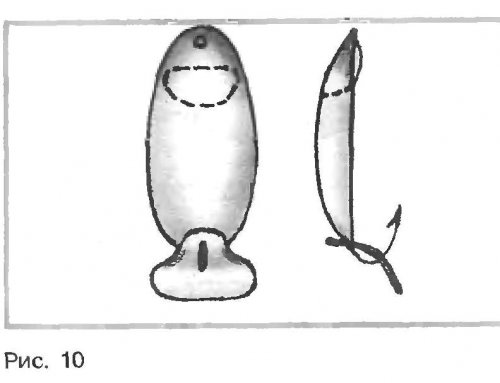
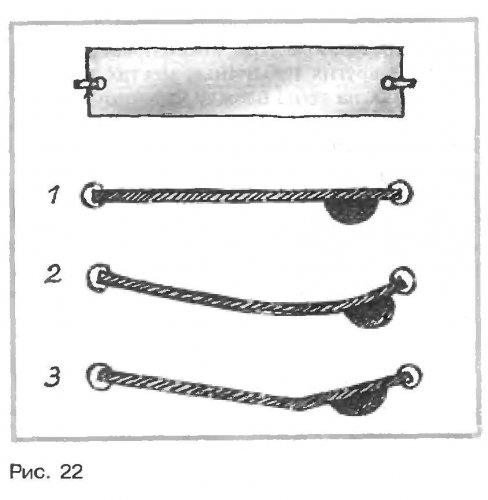
Автором было придумано приспособление, значительно повышающее лобовое сопротивление блесны. Это хвостик (рис. 10) из толстого (1,0—1,5 мм) мягкого хлорвинила, посаженный на неподвижный (припаянный) крючок. Отверстия в хвостике прокалывают раскаленной проволокой. Хвостик окрашивают в красный цвет дихлорэтаном (трихлорэтиленом, хуже — ацетоном) с примесью красной пасты от шариковой ручки.
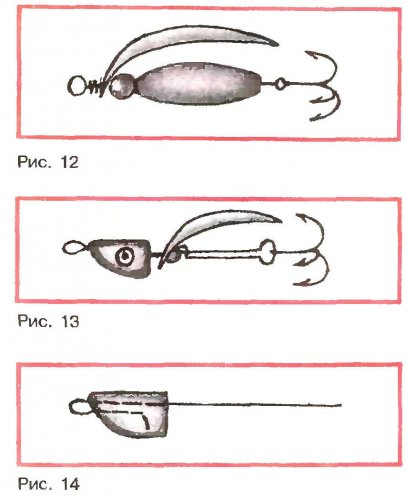

Относительно легко утяжеляют вращающиеся блесны. Есть два пути. Один — установка оливообразного груза на ось блесны (рис. 12). Второй — оснащение блесны головкой-грузом (рис. 13), которая одновременно служит противозакручивателем.
Головку-груз отливают из свинца в гипсовой форме. Для этого из воскообразного вещества (воск, парафин, стеарин и др.) делают модель головки-груза, помещая в нее ось (рис. 14).
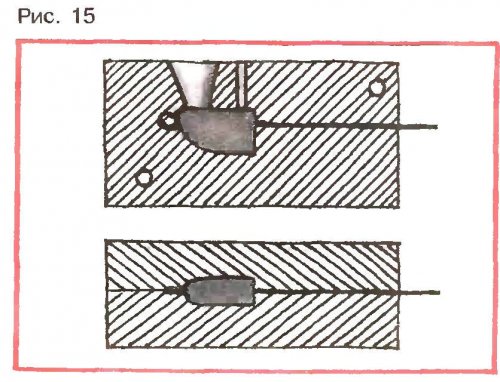
Гипс для формы замешивают на клеевой воде (жидкий столярный клей). Отношение воды к гипсу 1:2,0—2,5 по объему. В чашку наливают воду и небольшими порциями вводят гипс, размешивая его. Готовую массу заливают в подходящую картонную коробочку наполовину. В гипс опускают боком модель так, чтобы петелька и ось были наполовину притоплены. По краям этой первой половинки формы делают два углубления (направляющие) и закладывают восковые модели выпора и литника (рис. 15).
После полного высыхания первой половинки формы ее всю сверху промазывают густым раствором мыла. Сушат 2—3 ч и заливают вторую половинку формы.
После высыхания всей формы удаляют коробочку, разъединяют половинки формы и извлекают модель, литник и выпор. Форму сушат в теплом месте 2—3 суток.
Перед заливкой форму смазывают внутри густым раствором мыла с графитовой пылью, сушат.
Закладывают в нее проволочную ось блесны и заливают свинцом. После остывания свинца готовую головку-груз осторожно извлекают из формы. После промазывания графитовой смесью форма готова для повторной заливки свинцом.
При оснащении вращающихся блесен особое внимание уделяют фурнитуре. Это относится в основном к упорному подшипнику. У современных зарубежных вращающихся блесен этот подшипник конусообразной формы (рис. 16). Его назначение — исключить залипание лепестка к оси (грузу) блесны. Пластмассовая бусинка подходящего размера (рис. 17) с успехом заменит подшипник конусообразной формы.
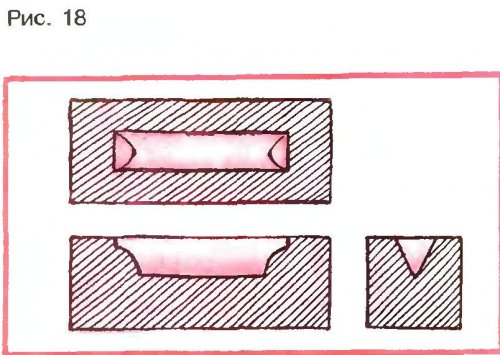
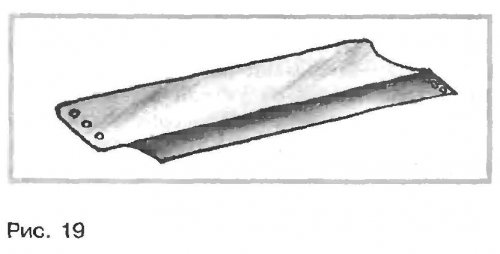
Из отожженного (залуженного с одной стороны) листового металла (медь, латунь, мельхиор) толщиной 0,2—0,4 мм на подходящем трехгранном инструменте (напильник, шабер и т.п.) гнут оболочку (рис. 20). Шов пропаивают припоем, температура плавления которого несколько выше температуры плавления заливаемого металла.
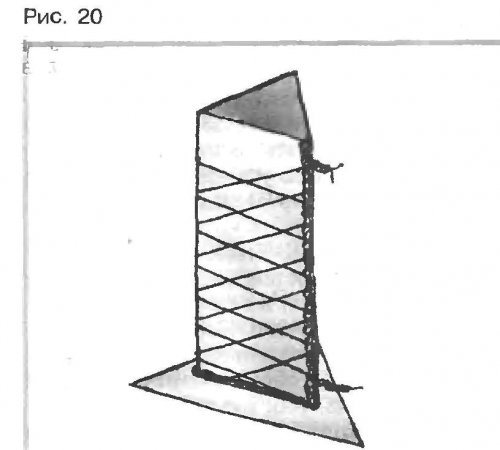
Оболочку ставят вертикально, приклеивая снизу донышко из картона (клей силикатный!). Саму оболочку обвязывают тонкой проволокой. Для безопасности заливку металлом ведут в металлической посуде с высокими бортами.
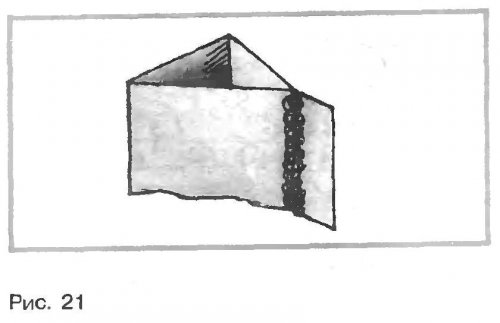
Иногда вместо паяного шва оболочку заделывают жароупорной обмазкой (рис. 21). Она представляет собой силикатный клей с одним из наполнителей: окись цинка, тальк, слюдяная пыль, кирпичная пыль и т.п. Процесс подготовки и заливки металла аналогичен предыдущему описанию.
Читайте также: