
Как сделать шестигранник на фрезерном станке в делительной головке
Обновлено: 07.07.2024
Как из старого железа, валяющегося в гаражном хламе, изготовить фрезерное приспособление, позволяющее .
Ремонтирую ВСЕ . Токарные, фрезерные работы, изделия из пластика. Ремонт электродвигателей (перемотка .
По просьбе пользователя banifatsy смонтировал видео с примером работы на универсальной делительной головке.
Фрезеровка шомпола для НГФ - 110. Как сделать шестигранник на НГФ -110 без делительной головки. Группа вконтакте .
Если вы начинающий столяр и хотите более серьезно и качественно повысить свои столярные навыки и умения, .

Сегодня под прицелом внимания один из самых популярных вариантов оснастки. Рассмотрим, что такое делительная головка для фрезерного станка, главные особенности агрегата, каких видов бывает, где используется, как правильно ее эксплуатировать и так далее. Мы постараемся привести максимальное количество фактов, чтобы вы понимали, устанавливать ее для выполнения актуальных для вас операций или нет.

Отметим, что она также может быть важной составной частью долбежных, расточных, сверлильных, строгальных моделей оборудования. С ее помощью нарезают зубья, шлицы и канавки, делают разметку, позиционируют стол, обрабатывают многогранники и межзубные впадины, согласовывают вращение с осевой подачей.
Теперь определение: простая или универсальная делительная головка (УДГ) – это оснастка, то есть дополнительное станочное приспособление, причем горизонтально ориентированное, служащее для надежного закрепления заготовки, а также для ее поворота на нужный угол и/или ее деления на требуемое число частей, равных или нет.
Она расширяет технологические возможности оборудования и открывает новые варианты и положения обработки деталей. Это обуславливает широту ее современного применения в массовом и единичном производстве, наряду с удобством установки, легкостью ввода в эксплуатацию, надежностью функционирования даже при значительной загруженности.
Особенности конструкции и устройства делительной головки
- • Угол при повороте может быть как фиксированным (одинаковым), так и переменным (разным) – на выбор оператора, для оптимальной точности позиционирования.
- • Заготовка закрепляется в патроне. Если она слишком длинная, для обеспечения должного качества контакта следует использовать заднюю бабку, но так, чтобы не отклоняться от начальной базы.
- • Введение данного приспособления в эксплуатацию целесообразно только в том случае, когда проводить какую-либо работу без него сложнее или невозможно.
- • Допустимо ориентировать устройство на последовательное решение нескольких задач – на нарезание канавок, впадин и зубьев, на расточку многогранников и так далее.
Классификация УДГ для фрезерного станка, используемых для установки угла
По типу конструкции выделяют такие их разновидности:
- • упрощенные – в них нет промежуточных механизмов;
- • универсальные – с дополнительными колесами, ориентированные на решение широкого круга задач;
- • оптические – обеспечивающие повышенную точность позиционирования в самых ответственных случаях.
Наиболее распространенным на практике является второй вариант, так как он оказывается уместен почти во всех ситуациях. И по сравнительной стоимости он средний и окупается быстрее всего, особенно в перспективе частой эксплуатации. Отдавая ему предпочтение, вы не ошибетесь.
Виды деления
- • Непосредственное – в нем не задействованы какие-либо вспомогательные узлы, оно осуществляется напрямую.
- • Простое – нарезание выполняется с участием неподвижного диска, очень популярный метод (в силу своей быстроты и отсутствия факторов негативного влияния).
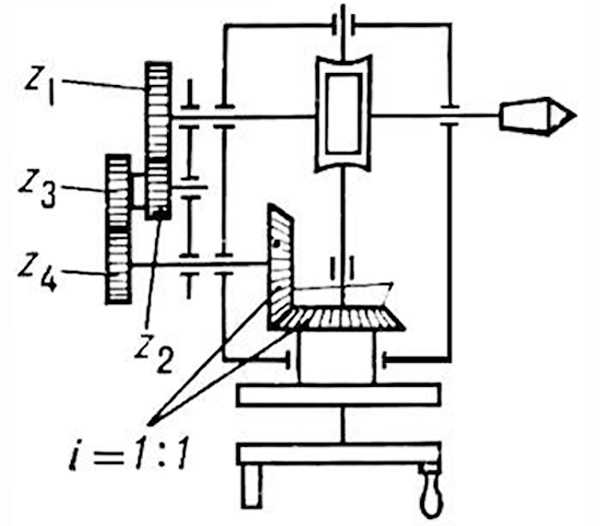
- • Дифференциальное – возможно тогда, когда оснастка обладает дополнительным комплектом зубчатых колес.
- • Комбинированное – одно приспособление последовательно реализует сразу несколько способов.
- • Непрерывное – здесь уже 2 устройства, оптическое и универсальное, кинематическим образом связанные со шпинделем и винтом оборудования и поддерживающие продольную подачу.
План простого деления
Основное назначение схемы ниже – являться наглядным разъяснением принципа выполнения технологических операций.
И, для закрепления, алгоритм нарезки винтовых канавок:
Виды делительных фрезерных головок
Существует 3 их варианта, которыми можно дополнять самое разное оборудование – горизонтально ориентированное, вертикальное, комбинированное. Рассмотрим каждый по порядку.
Обычная

Актуальна в тех случаях, когда требуется разбить окружность на несколько секторов. Решает эту задачу за счет диска с насечками – лимба, закрепленного на шпинделе оснастки и обладающего шлицами с отверстиями в количестве от 12 до 30 (в каждом из них можно зафиксировать защелку).
Таким образом, в рамках одного цикла (вращения заготовки вокруг своей оси), получается выполнить 2, 3, 4, 5, 6, 12, 15, 24 или даже 30 равных элементов, и это в самой стандартной ситуации. А характеристики делительных головок УДГ, оснащенных нетиповыми дисками, и вовсе позволяют делать секции неодинаковыми по размеру.
Оборот шпинделя осуществляется за счет червячного механизма: колесо здесь выступает в роли трехфазного средства позиционирования. Положение можно изменить от руки, вращая расположенный на валу вентиль. Благодаря этому движение вполне реально наращивать постепенно (а не рывками), что позволяет попасть даже в сравнительно небольшое отверстие.
Удобно, что для успеха операции не требуется никаких добавочных узлов или аппаратов – достаточно только диска, действующего прямым (непосредственным) методом.
Многофункциональная

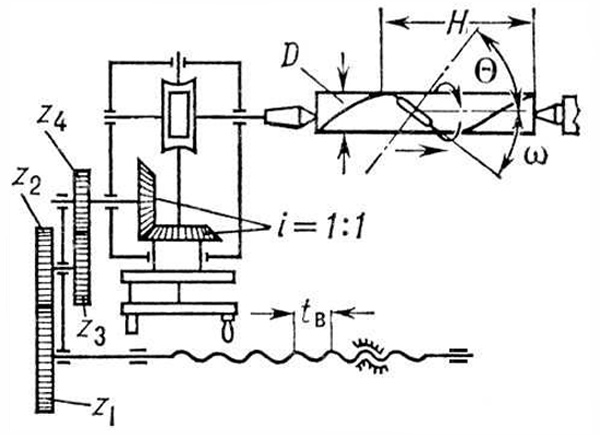
Применение делительной головки данного типа оправдано в тех случаях, когда заготовку требуется и располагать под нужным углом по отношению к столу, и одновременно поворачивать вокруг своей оси. На практике это требуется, например, при нарезке винтовых каналов.
Хотя в целом с ее помощью выпускают такие изделия металлопроката:
- • плоские прямоугольники, в том числе и крупногабаритные;
- • зубцы с циклическим расположением;
- • многоугольники с равными сторонами;
- • детали более сложных форм (параметры которых способны совпадать с насечками на лимбе).
Кроме того, оборудование с многофункциональной оснасткой также может обеспечивать непрерывное вращение выбранной части объекта (и вокруг собственной оси тоже) и регулярные повороты (в соответствии с заданным алгоритмом, на определенные доли окружности), что только расширяет границы эксплуатации.
Зрительная (оптическая)

Это делительная головка, принцип работы которой ориентирован на обеспечение высокой точности результатов фрезеровки деталей больших размеров.
Она обладает собственной маркировкой (правила нанесения которой мы рассмотрим ниже), дающей сведения об основных ее параметрах. Также отличается ценой деления на диске, составляющей 15 градусов. Может быть универсальной, тогда цикл полного поворота шпинделя совершается за 40 шагов. Это подходит для тех предметов, максимальный радиус которых не превышает 250 мм.
Основная ниша – выполнение прецизионных операций, в том числе и там, где требуется улучшить результаты отдельно взятого оборудования.
По своей конструкции зрительная (часто называют еще и визуальной) ДГ практически не отличается от устройства универсальной фрезерной головки. Есть лишь три оригинальных элемента:
- • закрепленное на шпинделе стекло;
- • окуляр микроскопа в верхней части;
- • реализовано иммобилизованное градуирование.
За счет таких решений число шагов в течение полного цикла увеличено до 60, что соответствует формуле 1. При этом все насечки четко просматриваются, поэтому не проблема задать один поворот за 15 секунд или другой подходящий режим. Вычисление угла вращения осуществляется так же, как в случае с обычной или многофункциональной оснасткой (о чем ниже).
Основные маркировки
- • тип – универсальная, зрительная и так далее;
- • передаточное число – общее количество шагов в рамках полного цикла вращения;
- • максимальный диаметр устанавливаемой детали.
Таким образом, аббревиатура УДГ-40-Д350 указывает на принадлежность к многофункциональному типу, на 40 оборотов в течение поворота и на возможность растачивать заготовки с двойным радиусом до 350 мм.
В конкретных ситуациях маркировка может содержать и дополнительные параметры. Например, оптические модели обладают цифрой сразу после ОДГ – это показатель д.ц., определяемый производителем.
Также есть характеристики, которые записываются в паспорт и означают особенности эксплуатации или точность результата, и это:
- • биение по диаметру;
- • ДхШхВ;
- • максимальная нагрузка;
- • величина отклонения оси опоры;
- • углы шпиндельного поворота – от горизонтали и от линии центра;
- • радиальное конусное биение (замеряется в 300 мм от передней части и возле основания).
И, наконец, есть показатели, которые следует учитывать при использовании: это номер конуса Морзе и диаметр фланца для монтажа. Если выбрать их неправильно, пострадает качество навешивания оснастки, что может спровоцировать ее поломку.
Преимущества
Работа с делительной головкой фрезерного станка позволяет:
- • В несколько раз увеличить ассортимент производимых действий (по сравнению с ее отсутствием).
- Обеспечить максимально точное и актуальное положение заготовки по отношению к столу, как горизонтальному, так и вертикальному.
- • Упростить все операции, связанные с металлическими объектами различных габаритов.
Помимо этого, следует отметить практические достоинства, характерные для самого оборудования. Так, оно достаточно надежное и способно выдерживать даже интенсивную эксплуатацию, а потому подходит для объектов высокой производительности. Плюс, оно довольно простое в освоении – немного практики, и обслуживать его не составит труда, особенно для опытного мастера. Благодаря этим преимуществам оно сравнительно быстро окупается. В современных условиях это однозначно важная и нужная оснастка.

Порядок настройки и применения
Как пользоваться делительной головкой на фрезерном станке и осуществлять переходы? Это зависит от приобретенной модели, цены деления шкалы и других характеристики. Актуальные стандарты тоже важны: для деталей VIII класса точности следует руководствоваться данными ГОСТ 1.758, для IX – 1.643.
В общем случае предварительная отладка и подготовка к эксплуатации сводится к выбору сектора, исходя из диаметра окружности и нужного количества частей. Требуется выполнить такие действия:
- • перевести полный цикл (360 градусов) в необходимое число шагов;
- • высчитать подходящий синус угла;
- • повернуть диск на только что найденную радиальную величину;
- • зафиксировать зажимом (или рукояткой узла) корпус и разместить основной инструмент в таком положении.
Обычно производители в своей инструкции указывают формулу, по которой рассчитывается угол делительной головки, поэтому посмотрим, как работать с УДГ дальше, не будем останавливаться только на вычислениях, перейдем к практике.
Итак, необходимо установить заготовку в оправку аппарата и, при продольной подаче, реализовать нужную операцию. При этом следует учитывать шаг, который зависит от того, что за задача выполняется. Например, при создании зубцов дискретное движение должно равняться дистанции между впадинами соседних элементов.
Производительность можно повысить без ущерба для качества: для этого следует возвращать стол в исходное положение в ускоренном режиме. Фиксацию в отверстии диска надежнее всего осуществлять пружиной.
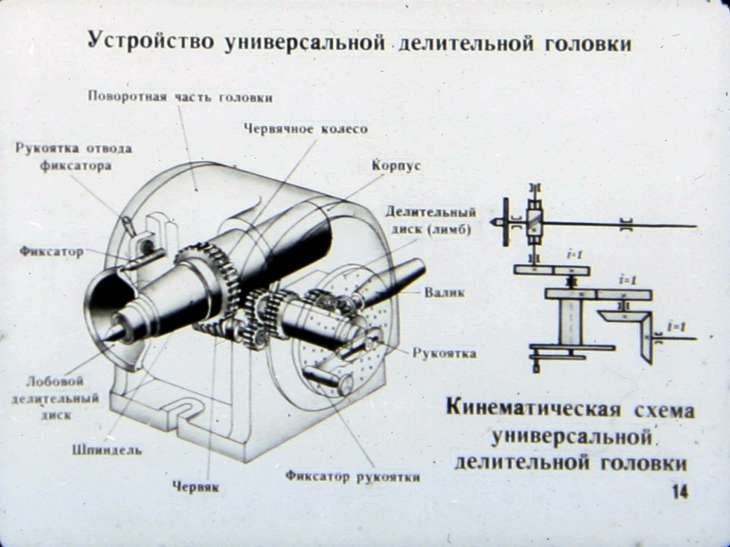
Чтобы разобраться, как работает делительная головка, нужно знать, из чего она состоит. В основу ее входит корпус №4, который закрепляется на столе станка. Также у нее имеется шпиндель №11, который ставится на подшипниках №13, №10 и головке №3. Червяк №12 приводит в движение червячное колесо №8. Он связан с маховиком №1. Рукоятка №2 служит для закрепления шпинделя, а следовательно и червячного колеса. Она связана с прижимной шайбой №9. Червячное колесо и червяк могут выполнять только поворот шпинделя, а погрешность их работы ни как не влияет на общую точность.
В эксцентрической втулке посажен один из концов валика, что позволяет опускать вниз их вместе. Если расцепить колесо шпинделя и червяка, то можно произвести поворот головки шпинделя. Внутри корпуса располагается стеклянный диск №7, который жестко закрепляется на шпинделе №11. Диск расчерчен шкалой на 360 градусов. Окуляр №5 располагается сверху головки. Чтобы повернуть шпиндель на нужно количество градусов и минут, используется маховик.
Порядок выполнения работ
Когда операция выполняется непосредственным способом, то сначала отключается из зацепа червячная передача, для чего достаточно только повернуть рукоять управления до соответствующего упора. После этого следует освободить фиксатор, останавливающий лимб. Поворот шпинделя осуществляется от патрона или от детали, которая подвергается обработке, что позволяет поставить устройство под нужным углом. Угол поворота определяется при помощи нониуса, что расположен на лимбе. Завершается операция закреплением шпинделя при помощи зажима.
Когда операция выполняется простым способом, то здесь сначала нужно зафиксировать делительный диск в одном положении. Основные операции производятся при помощи рукоятки фиксатора. Поворот рассчитывается согласно отверстиям, сделанным на делительном диске. Для фиксации конструкции имеется специальный стержень.
Когда операция выполняется дифференциальным способом, то первым делом нужно проверить плавность поворота шестерней, что установлены на самой головке. После этого следует произвести отключение стопора диска. Порядок настраивания здесь полностью совпадает с порядком настраивания при простом способе. Основные рабочие операции выполняются только при горизонтальном положении шпинделя.
Таблица делений для делительной головки
| Количество частей деления | Количество оборотов ручки | Количество отсчитываемых отверстий | Общее количество отверстий |
|---|---|---|---|
| 2 | 20 | ||
| 3 | 13 | 11 | 33 |
| 4 | 13 | 9 | 39 |
| 5 | 13 | 13 | 39 |
| 6 | 19 | ||
| 7 | 8 | ||
| 8 | 6 | 22 | 33 |
| 9 | 6 | 20 | 30 |
| 10 | 6 | 26 | 39 |
| 11 | 5 | 35 | 49 |
| 12 | 5 | 15 | 21 |
| 13 | 5 | ||
| 14 | 4 | 24 | 54 |
| 15 | 4 | ||
| 16 | 3 | 10 | 30 |
| 17 | 3 | 3 | 39 |
| 18 | 2 | 42 | 49 |
| 19 | 2 | 18 | 21 |
| 20 | 2 | 22 | 33 |
| 21 | 2 | 20 | 30 |
| 22 | 2 | 28 | 39 |
Расчет делительной головки
Деление на УДГ осуществляется не только по таблицам, но и по специальному расчету, который можно сделать самостоятельно. Это сделать не так уж и сложно, так как при расчете используется всего несколько данных. Здесь требуется умножить диаметр заготовки на особый коэффициент. Он рассчитывается путем деления 360 градусов на количество частей деления. Потом из этого угла нужно взять синус, который и будет коэффициентом, что требуется умножить на диаметр для получения расчета.
Таблица простого деления
Расчёт при простом делении
С помощью делительной головки, у которой шпиндель приводится во вращение с помощью червячной передачи, можно выполнять технологические операции простого деления для всевозможных деталей, где требуется обработка поверхностей со сменой углового положения. У подобных делительных головок есть характеристики выражаемые числом оборотов, которые необходимо сделать рукояткой, чтобы шпиндель повернулся на один полный оборот.
Чтобы вычислить то число, на которое нужно повернуть рукоятку делительной головки для соответствующих поворотов шпинделя, используется следующая формула:
- n — обороты рукоятки
- N — характеристика делительной головки
- Z — на сколько частей надо разделить
Если вместо буквы N поставить характеристику делительной головки, например 40, то получим:
Пример 1
Допустим, требуется изготовить фланец с восьмью отверстиями. Для того чтобы просверлить равноудалённые отверстия на данном изделии, можно воспользоваться делительной головкой. В данной ситуации, прежде всего, нужно определить количество оборотов рукоятки, чтобы осуществлять поворот шпинделя на определённые углы. Так как характеристика делительной головки равна сорока то согласно формуле, это число надо разделить на число предполагаемых отверстий. Результатом деления будет целое число равное пяти.
Зная результат расчёта, фланец закрепляется в патроне делительной головки и выставляется инструмент в позиции необходимом для начала обработки. Далее сверлится первое отверстие, после чего делается 5 полных оборотов рукоятки, обрабатывается следующее отверстие и так далее.

Пример 2
Для того чтобы отфрезеровать на части детали 3 равные грани её обычно закрепляют в патроне делительной головки. При необходимости деталь можно поджать центром задней бабки. И, конечно же, перед началом работы проводят необходимый расчёт.
В данном случае если характеристика делительной головки равна сорока, то нужно её значение разделить на три. В результате операции деления получится тринадцать целых оборотов и ещё одна треть. У полученной дроби знаменатель указывает на число отверстий делительного круга. Но так как диска с тремя отверстиями нет, то надо подобрать круг на диске, значение которого будет кратно трём. Таким параметрам соответствуют круги 21, 30, 33, 39, 54. За основу выберем число отверстий, которое будет наиболее удобно, например 21. Далее расширяем дробь одну третью до семи двадцать первых.
Делительная головка универсального типа (УДГ) служит для обработки металлических заготовок на фрезерном станке. Данный элемент позволяет провести несколько видов операций по отделке изделий с учетом особенностей их конфигурации, применяется для производства сложных деталей. Как правило, оборудование комплектуется этим устройством в штатном исполнении. В противном случае потребуется правильно подобрать модель согласно характеристикам имеющегося токарного приспособления.

Предназначение
Делительная головка позволяет преобразить заготовку в нужную конфигурацию посредством смещения детали относительно оси станочного оборудования.
УДГ фиксируется на станине агрегата путем различных видов креплений, в зависимости от типа насадки. Рабочее положение корректируется при помощи подвижных рукояток и диска, который оснащен отверстиями для крепления делительного узла.
Возможности рассматриваемого инструмента:
- Фрезеровка поверхностных канавок. Этот процесс не требует идеальной точности, с учетом правильного контроля глубины и ширины обрабатываемой заготовки.
- Возможность создания граней на деталях. Данная операция целесообразна при изготовлении гаек с нестандартными параметрами, а также рабочих инструментов и хвостовиков заготовок. Такие манипуляции требуют высокой точности.
- Проведение фрезеровочных работ по обработке пазов и шлицев. В этом случае может потребоваться значительная подвижка обрабатываемой детали.

Изготовление своими руками
Стоимость подобной оснастки
может быть весьма велика. Именно поэтому многие задаются вопросом, как сделать делительный диск своими руками. Чертеж будущего изделия создается в зависимости от особенностей оборудования, на котором будет проводиться установка делительной головки. Кроме этого, понадобятся следующие компоненты.
- Токарный патрон с лимбом.
- Ограничительный винт.
- Червячный редуктор, который можно получить при разборе старых станков или изготовить своими руками.
После изготовления изделия проводится настройка делительной части. Для этого можно использовать любую ранее изготовленную деталь. После получения определенных результатов выполняется финишная калибровка, позволяющая существенно повысить точность обработки.
Делительная фрезерная головка является дополнительным оборудованием, которое расширяет возможности фрезерного станка в работах по металлу.
В первую очередь, фрезерная головка используется для производства различных инструментов — метчиков, зенкеров, разверток, фрез и т.д. Применяют ее, также при работе с профильными деталями машин — звездочки, зубчатые колеса.
Использование такого устройства позволяет вырезать пазы и шлицы на отдельных поверхностях, обрабатывать торцы деталей, формировать грани у гаек и головок болтов, и многие другие технологические операции.
При выполнении работ на фрезерном станке вертикальной ориентации используется вертикальная фрезерная головка с вертикальным расположением шпинделя.
Особенности
Универсальная делительная головка служит для увеличения скорости работ. При этом она не должна подвергаться постоянной переустановке. Изменение позиции по отношении к фрезе выполняется путем постановки устройства в нужное положение. Особо внимательно к этому процессу необходимо относиться при формировании канавок винтового типа. Их изготовление возможно исключительно с применением высокоточной модификации узла.
Перед покупкой делительной головки следует обязательно проверить ее совместимость с имеющимся станком. Любые самодельные вмешательства в конструкцию и непрофессиональные переделки могут негативно отразиться на итоговом качестве продукции.
Специфические свойства
С учетом специфики рассматриваемого инструмента, следует выбирать делительную головку для конкретного фрезерного станка. Элементы подразделяются на несколько типов и видов, отличающихся способом монтажа, размерами, принципом действия и техническими параметрами.

Особое внимание уделяется точности реализации проводимых работ. Кроме того, учитывают сложность и точность настройки показателей оборудования для эксплуатации. Такой подход позволяет выбрать модификацию с высокой точностью и допустимыми погрешностями. Имея определенные навыки и подходящий инструментарий, УДГ можно сделать самостоятельно.
Делительные головки: виды, назначение, характеристики, расчетная таблица
Увеличение функциональных возможностей производственного оборудования возможно после установки делительной головки. Она необходима для производства сложных деталей и заготовок. Зачастую этот компонент входит в комплектацию по умолчанию. Если же он отсутствует – необходимо правильно подобрать оптимальную модель.
Назначение делительной головки
Для формирования детали нужной формы может потребоваться ее смещение относительно оси станка. Сделать это можно с помощью делительной головки. Она может быть как отдельной частью конструкции, так и ее составляющей.
Компонент крепится на станине оборудования. У него предусмотрены различные варианты фиксации изделия, которые зависят от типа насадки. Регулировка положения происходит с помощью нескольких рукоятей и диска. На последнем расположены отверстия, которые фиксируют положение делительного компонента.
Подобный инструмент может понадобиться для выполнения следующих процессов:
- фрезерование канавок на поверхности. Для этого не понадобится большая точность. Важно контролировать глубину и ширину заготовки;
- формирование граней на деталях. Это актуально для нестандартных гаек, инструментов, хвостовиков. Операция требует высокой точности;
- фрезерование шлицев и пазов. Нередко для этого необходимы существенные смещения заготовки. Поэтому следует выбирать модели делительного диска с минимальным показателем погрешности.
Для увеличения скорости выполнения работы деталь не должна постоянно демонтироваться. Изменение ее положения относительно фрезы станка происходит с помощью вышеописанного инструмента. Особую сложность представляет собой формирование винтовых канавок. Эту операцию можно выполнить только с помощью точной модели.
Перед приобретением делительной головки для конкретного типа оборудования необходимо проверить ее совместимость со станком. Любая самостоятельная переделка монтажной части может отразиться на качестве продукции.
Виды делительной головки
Многофункциональная делительная головка
Учитывая специфику применения, следует детально ознакомиться с типами и общей классификацией делительных головок. Они являются обязательными для универсальных фрезерных станков. Комплектация горизонтально-фрезерных выполняется только при надобности выполнения сложных работ.
Прежде всего необходимо определиться с типов проводимых работ на станке. Особое внимание уделяется точности их реализации. Следующим параметром является сложность и точность настройки оборудования для эксплуатации. В зависимости от этих факторов можно выбрать модели с высокой точностью, и допустимыми показателями погрешности. В некоторых случаях подобное устройство делают самостоятельно.
Существует следующая классификация фрезерных делительных головок:
- простые. Особенностью является несложная настойка и легкость управления. Основным компонентом является шпиндель, на который с одной стороны крепится заготовка, а вторая соединена со специальным диском (лимбом). На поверхности последнего нанесены отверстия (от 2-х до 24-х). С их помощью происходите смещение детали относительно оси фрезерования;
- комбинированные. Управление происходит с помощью рукоятки. Чем больше число нажатий – тем значительнее удаление центральной оси заготовки от режущего инструмента. Применяется для изготовления сложных деталей;
- универсальные. Представляют собой сложный технологический комплекс, настройка которого выполняется как с помощью числа переключения рукояти, так и при движении самого диска. Это осуществляется системой зубчатых колес. Этот тип ДГ называют дифференциальными.
Также рекомендуется ознакомиться с принятой маркировкой. Она поможет определить оптимальную модель, узнать ее параметры. В качестве примера можно рассмотреть расшифровку наименования УДГ-40-Д250:
- УДГ. Это обозначение устройства – Универсальная Делительная Головка;
- 40 – значение передаточного числа. Оно показывает, за какое количество оборотов ручки шпиндель развернется на 360°;
- Д250 – максимально допустимый размер обрабатываемой заготовки.
Модели класса УДГ чаще всего применяются для формирования сложных кромок и поверхностей. Они изготавливаются по индивидуальному заказу или являются компонентами универсальных фрезерных станков.
Редко встречающиеся оптические виды имеют маркировку ОДГ-5, где 5 – цена одного деления в секундах.
Классификация
Делительные головки для фрезерных станков имеют следующую классификацию:
- Простая модель. Она отличается легким весом и простотой в управлении. Главной частью является шпиндель, который фиксирует заготовку и соединяется с дисковым лимбом. Этот элемент имеет несколько отверстий, позволяющих смещать заготовки относительно фрезерной оси.
- Совмещенные варианты. Устройства регулируются при помощи рукоятки. С большим числом нажатий, увеличивается удаление центровой оси обрабатываемой детали от резака.
- Универсальные образцы представляют собой комплексное оборудование, требующее настройки посредством участия дискового элемента и рукоятки. Процесс осуществляется при участии дифференциальных зубчатых шестерен.
Почему делают своими руками?
При рассмотрении самодельного варианта исполнения следует учесть нижеприведенные моменты:
- Устройство имеет малую стоимость благодаря использованию элементов б/у.
- Все работы можно выполнить самостоятельно без использования услуг квалифицированного специалиста.
- Надежность устройства может зависеть от многого. При выполнении работы следует контролировать качество сборки на каждом этапе
- Использовать самодельный вариант исполнения можно только при производстве малого количества деталей, точность которых меньше.
- Ремонтопригодность можно назвать достоинством устройства.
К недостаткам можно отнести то, что конструкция не позволяет получать детали высокого качество и точности размеров.
В заключение отметим, что стоимость промышленного варианта исполнения достаточно велика, но и служит он гораздо дольше, чем самодельная оснастка. Только при наличии определенного опыта можно провести создание самодельной делительной головки.
Токарное и фрезерное оборудование предназначается для проведения работ, связанных с механическим удалением металла с заготовки для придания требуемой формы и размеров. Для выполнения некоторых работ требуется дополнительная оснастка, к примеру, универсальная делительная головка, устанавливаемая на фрезерном оборудовании.
Сегодня она встречается довольно часто, так как позволяет проводить обработку сложных поверхностей. Как правило, поворотная головка для фрезерного станка изготавливается и устанавливается на момент выпуска самого оборудования, так как подобрать наиболее подходящий тип оснастки достаточно сложно. Рассмотрим это устройство подробнее
Маркировка
Расшифровка маркировки делительной головки позволит определить модель и возможности ее использования. На примере модификации УДГ-40-Д250 рассмотрим обозначения:
- УДГ – универсальная делительная головка.
- 40 – передаточное число, указывающее на число оборотов рукоятки шпинделя при развороте на 360 градусов.
- Д250 – предельно допустимые габариты обрабатываемой заготовки.
Образцы категории УДГ чаще всего используются для формирования кромок и поверхностей повышенной сложности.

Делительные головки для фрезерных станков
Оборудование, используемые для обработки металла, имеет достаточно много особенностей, которые следует учитывать для быстрого получения качественных деталей. Для фрезерного станка применяется достаточно большое количество оснастки, которая необходима для получения определенных деталей. Делительная головка – оснастка, используемая при работе фрезерного станка.
Универсальная делительная головка Optimum TA 125
Маркировка универсальной головки
Для определения основных параметров рассматриваемого устройства проводится его обозначение по установленным параметрам. Примером можно назвать модель УДГ-40-Д250. Расшифровка этого варианта исполнения следующая:
- УДГ – обозначение типа устройства, в данном случае, универсальная делительная головка.
- Следующая цифра в маркировке обозначает передаточное число. Расчет указывает на то, что число 40 определяет 1 оборот шпинделя за 40 оборотов ручки.
- Обозначение Д250 указывает на наибольший диаметр обрабатываемой заготовки.
Вышеприведенную информацию следует учитывать при рассмотрении УДГ. Существует определенная таблица, по которой можно провести выбор наиболее подходящей модели.
Настройка делительных головок
Возможные переходы инструмента зависят от вида устройства и его технических параметров. Точность обработки определяется по делениям имеющейся шкалы, показатели которой соответствуют 7-му (ГОСТ-1.758) или 9-му (ГОСТ-1.643) уровню калибровки.
Главный процесс настройки заключается в определении габаритов сектора делительной окружности. Кроме того, учитывается диаметр окружности и число отсеков, на которые она делится.
Процесс настройки элемента состоит из следующих этапов:
- Трансформируют 360 градусов полного диаметра в требуемое число делений по секторам.
- Определяют синус получившегося расчетного угла.
- Диск приспособления выставляют по этому показателю.
- Фиксируют корпус блока при помощи рукоятки либо зажимного механизма, после чего монтируют рабочую часть инструмента.
Формулу расчета необходимого угла можно найти в руководстве по эксплуатации УДГ. Обрабатываемую заготовку закрепляют на оправке станка, выполняют продольное смещение стола, производят отделку. На шаг подачи влияет тип обработки. Чтобы повысить производительность, после завершения очередного рабочего цикла, используют ускоренный возврат стола в исходную позицию. Фиксация элементов в измерительных отверстиях диска осуществляется посредством пружин.
Делительная головка своими руками
К минусам рассматриваемого инструмента можно отнести высокую стоимость. В связи с этим делительную головку для проведения простых операций можно сделать самостоятельно. Потребуется набор следующих компонентов:
- Редуктор червячного типа, который можно подобрать из оснащения старых станков или выточить своими руками.
- Токарный патрон с лимбом (подходящий размер — 65 мм в диаметре).
- Ограничительный винт.

Перед производственным процессом следует выполнить настройку делительной части. В этом поможет любая стандартная деталь либо выточенная фигура определенного формата. После сравнительного теста с аналогом, проводится дополнительная калибровка инструментария. Стоимость делительной головки своими руками будет на порядок ниже заводского аналога, цена которого стартует от 40-50 тысяч рублей.
Можно ли сделать своими руками?
Стоимость рассматриваемого устройства промышленного образца достаточно велика, что связано с использованием дорогих материалов и современного оборудования при производстве. Сделать делительную головку можно и своими руками, для чего следует учесть несколько моментов. Для выполнения несложной работы многие решают сделать поворотный механизм своими руками.
Для создания рассматриваемого элемента нужны следующие компоненты:
- для начала требуется червячный редуктор. Зачастую его забирают со старого технического оборудования, а также выточить самостоятельно. Червячный редуктор является важным элементом конструкции. Поэтому нужно обратить внимание на качество конструкции. Наличие даже малейших дефектов недопустимо;
- также понадобится токарный патрон и лимб. Оптимальный диаметр токарного патрона составляет 65 миллиметров. Их можно взять из чертежного кульмана;
- для того чтобы ограничить ход обработки устанавливается стопорящий винт.
Сама конструкция имеет достаточно много особенностей, которые следует учесть при изготовлении своими руками.
Читайте также: