
Как сделать шероховатость в инвентаре
Обновлено: 06.07.2024
Шероховатость поверхности детали имеет решающее значение для ее функции и долговременной работы. Что касается инженерных поверхностей, считается, что шероховатость ухудшает рабочие характеристики детали. Как следствие, большинство производственных чертежей устанавливают верхний предел шероховатости, но не нижний предел. Исключение составляют отверстия цилиндров, где масло остается в профиле поверхности и требуется минимальная шероховатость. Структура поверхности часто тесно связана со свойствами трения и износа поверхности. Если деталь соприкасается с чем-либо, шероховатость ее поверхности влияет на степень износа или способность образовывать уплотнение. Поверхность с более большим значением обычно будет иметь несколько более высокое трение и быстро изнашиваться. Гребной винт корабля изначально имеют довольно высокие стандарты чистоты поверхности, но при фактическом использовании они довольно быстро могут разрушаются. Так как тяга возникает за счет перемещения большого количества воды, наблюдается трение воды о лопасти винта, это вызывает вибрацию и самое страшное явление для гребных винтов - кавитацию. Оптика и особенно компоненты, используемые с рентгеновскими лучами, имеют одни из самых высоких требований к чистоте поверхности. Если деталь должна быть окрашена, шероховатость также влияет на смачивание и толщину краски. С увеличением шероховатости поверхности коррозионная стойкость снижается, так как облегчается смачивание металла и на его поверхности имеется больше активных мест. До недавнего времени измерение и определение качества поверхности оставалось предметом различных спекуляций. Количество различных стандартов, используемых разными производителями оборудования, привело к большой путанице и недопониманию во всей отрасли. Поэтому в последние годы потребовалось численно контролировать тонкую неровность поверхности.
В настоящее время все более строгие требования предъявляются к чистоте поверхности всего технологического оборудования в фармацевтической и биотехнологической промышленности, и многие поставщики клапанов и трубопроводов в настоящее время проводят количественную оценку шероховатости поверхности ответственных частей своего продукта.
ГОСТ 2789-71 установлено 14 классов шероховатости поверхности. Самый точный класс чистоты - это 14-й, самый грубый – это 1-й. Причем классы 1—5, 13 и 14 определены через параметр Rz, классы 6—12 через параметр Ra. Ra – среднее арифметическое отклонение профиля. Rz – высота неровностей профиля по десяти точкам.
Шероховатость (ГОСТ 2.309-68) измеряется в микрометрах (мкм), параметр Ra является предпочтительным. Одна из причин, по которой это так распространено, заключается в том, что довольно легко получить абсолютное значение сигнала и интегрировать его с помощью аналоговой электроники, поэтому Ra можно измерить приборами, не содержащими цифровых схем. Rz часто предпочитают Ra в Европе и особенно в Германии.
По этой причине поверхности также подверглись классификации. В производстве встречаются следующие их виды:
- Ограничительные и соединительные поверхности – элементы, служащие ограничением для работающих механизмов: корпуса приборов, станков, различные фиксаторы и прочие механизмы. Данные поверхности, в зависимости от требований, могут подвергаться обработке, параметры соответствуют Ra=20. 2,5 мкм, Rz=80. 10 мкм.
- Установочные поверхности – детали находятся в соприкосновении, но по отношению друг к другу неподвижны, к которым не предъявляются требования по герметичности. Подлежат обработке и должны соответствовать показателям Ra=20. 2,5 мкм, Rz=80. 10 мкм.
- Рабочие поверхности , которые перемещаются друг относительно друга, соединения типа поршень-цилиндр в устройствах двигателей, насосов и т.д. Детали, используемые в механизмах, обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2,5. 0,16 мкм, Rz=10. 0,8 мкм.
- Специальные поверхности - детали внешних корпусов механизмов, агрегатов. Параметры шероховатости должны соответствовать Ra=5,0. 1,25 мкм, Rz=20. 6,3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов приборов, у которых показатели должны находится на уровне Ra=0,63. 0,08 мкм, Rz=3,2. 0,4 мкм
Указывают допустимые значения микронеровностей для отдельных поверхностей и общую для всех других поверхностей (правый верхний угол чертежа)
Указывают допустимые значения микронеровностей для отдельных поверхностей и общую для всех других поверхностей (правый верхний угол чертежа), обеспечивающих работоспособность детали в соединении с другими. Размеры и толщина линий знака вынесенного в угол чертежа, должны быть примерно в 1,5 раза больше чем на изображении. В зависимости от условий работы поверхности назначается параметр шероховатости при проектировании деталей машин, также существует связь между предельным отклонением размера и шероховатостью.
На качество поверхности влияет множество факторов, самый большой из которых - производственный процесс. Для процессов обработки, таких как фрезерование, токарная обработка и шлифование, добавляются например такие факторы, как выбор режущего инструмента, состояние станка, подача, скорость, состояние инструмента , ширина реза, глубина резания, температура в помещении, тип СОЖ и вибрация являются всего лишь немногие из многих. Ниже приведен рисунок из основных вариантов шероховатости получаемых обработкой, которых хватит для любой разработки изделия, не требующей каких-то особенных функций.
- фрезерование: Ra 12,5 - 0,4 (3 - 8 классы обработки);
- сверление: Ra 12,5 - 0,2 (3 - 9 классы обработки);
- прорезание: Ra 50 - 3,2 (1 - 5 классы обработки);
- протягивание: Ra 6,3 - 0,2 (4 - 9 классы обработки);
- резьбонарезание: Ra 6,3 - 1,6 (4 - 6 классы обработки);
- развертывание: Ra 2,5 - 0,4 (5 - 8 классы обработки);
- растачивание: Ra 3,2 - 0,1 (5 - 10 классы обработки);
- шлифование: Ra 3,2 - 0,1 (5 - 10 классы обработки).
За период работы конструктором с 2007 года на трех предприятиях встречал в основном только их.
Контроль шероховатости поверхности может проводиться:
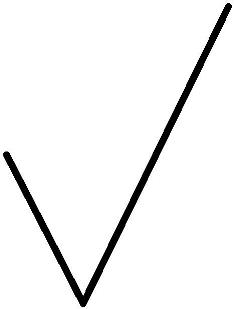
Формы полки знака шероховатости и типы направления неровностей шероховатости представлены на рисунке ниже. Этот основной символ состоит из двух ножек разной длины ✓ - они наклонены под углом примерно 60 градусов к линии, представляющей обрабатываемую поверхность, с касанием вершины и продолжением полкой справа. Основной знак, соответствующий обычному условию нормирования шероховатости, когда метод образования поверхности чертежом не регламентируется.
- При указании наибольшего значения параметра шероховатости в обозначении приводят параметр шероховатости без предельных отклонений Ra 12,5.
- При указании наименьшего значения параметра шероховатости после обозначения параметра следует указывать "Ra 12,5 min".
При указании двух и более параметров шероховатости поверхности в обозначении шероховатости значения параметров записывают сверху вниз
При указании двух и более параметров шероховатости поверхности в обозначении шероховатости значения параметров записывают сверху вниз в следующем порядке:
- параметр высоты неровностей профиля
- параметр шага неровностей профиля
- относительная опорная длина профиля
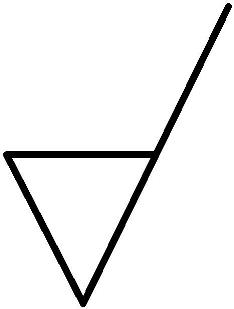
К основному символу необходимо добавить горизонтальную полосу ⊽. преобразовав его в равносторонний треугольник - знак, соответствующий, конструкторскому требованию, чтобы поверхность была образована удалением слоя материала, например, точением, шлифованием, полированием, травлением и т. п. (конкретный вид обработки может и не указываться).
Если поверхность должна быть изготовлена без удаления материала или когда поверхность должна быть оставлена в том же состоянии, что и в результате другого производственного процесса, независимо от того, было ли это состояние достигнуто удалением материала или иным образом, пишется в основной символ круг 🌕.
В дополнение к параметрам для более полных характеристик шероховатости учитывается направление неровностей произвольное, параллельное, перпендикулярное и др.
Произвольное направление обозначают знаком М, параллельное ═ - двумя горизонтальными параллельными линиями, C кругообразное направление неровностей (приблизительно кругообразно по отношению к центру поверхности), R радиальное направление неровностей (приблизительно радиально по отношению к центру поверхности), Ⅹ перекрещивающееся направление неровностей (перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность), P - хаотичное направление неровностей, а перпендикулярное ┸ - двумя взаимно перпендикулярными линиями.
Для уменьшения трения скольжения и износа трущихся поверхностей лучше принимать произвольное направление неровностей. Для деталей, подверженных усталостному разрушению, наименее благоприятным является расположение неровностей, перпендикулярное оси изгиба или кручения.
Справочная таблица соответствия классов шероховатости по ГОСТ 2789—59 значениям Rz и Ra по ГОСТ 2789—73
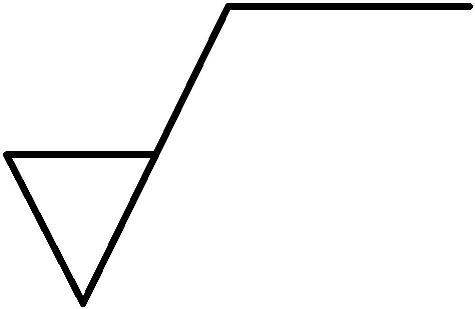
Обозначение шероховатости поверхности, в которых знак имеет полку располагают с учетом его поворота относительно основной надписи чертежа.
Обозначение шероховатости поверхности, в которых знак имеет полку располагают с учетом его поворота относительно основной надписи чертежа.
- При изображении изделия с разрывом обозначение шероховатости наносят только на одной части изображения, по возможности ближе к месту указания размеров.
- Обозначение шероховатости поверхностей повторяющихся элементов изделия (отверстий, пазов, зубьев и т.п.), количество которых указано на чертеже, а также обозначение шероховатости одной и той же поверхности наносят один раз, независимо от числа изображений.
- Если шероховатость одной и той же поверхности различна на отдельных участках, то эти участки разграничивают сплошной тонкой линией с нанесением соответствующих размеров и обозначений шероховатости. Через заштрихованную зону линию границы между участками не проводят.
- Обозначение шероховатости рабочих поверхностей зубьев зубчатых колес, шлицев и т.п., если на чертеже не приведен их профиль, условно наносят на линии делительной поверхности, а для глобоидных червяков и сопряженных с ними колес — на линии расчетной окружности.
- Обозначение шероховатости поверхности профиля резьбы наносят по общим правилам при изображении профиля, или условно на выносной линии для указания размера резьбы, на размерной линии или на ее продолжении.
- Если шероховатость поверхностей, образующих контур, должна быть одинаковой, обозначение шероховатости наносят один раз с дополнительным значком (кругом).
- Вид обработки поверхности указывают в обозначении шероховатости только в случаях, когда он является единственным, применимым для получения требуемого качества поверхности.
- Обозначение одинаковой шероховатости поверхности сложной конфигурации допускается приводить в технических требованиях чертежа со ссылкой на буквенное обозначение поверхности, нанесенное на полке линии-выноски проведенной от утолщенной штрихпунктирной линии, которая обозначает соответствующую поверхность на расстоянии 0,8. 1 мм от линии контура
Как выбрать шероховатость поверхности? На самом деле все достаточно просто.
Вообще рифление достаточно часто используется в следующих случаях:
Задача инженера конструктора - определить как можно более грубую отделку поверхности, но при этом она будет работать в рамках желаемых рабочих параметров детали. Задача оператора станка- добиться такой же качественной обработки поверхности деталей, какой требует конструктор, но не лучше, поскольку это приводит к самым дешевым в производстве деталям. Разработчику и производителю важно согласовать, какие именно параметры (Ra, Rz ) будут использоваться для проверки и приемки деталей. Хотя между ними существуют общепринятые преобразования, на самом деле использование тех же параметров для проверки, которые проектировщик использовал при проектировании, всегда дает наилучшие результаты.
Допуски на отклонение отклонений формы и расположения поверхностей вала находим приближенным методом.
Шероховатость исследуемой поверхности измеряются на допустимо небольших площадях, в связи с чем базовые линии выбирают, учитывая параметр снижения влияния волнообразного состояния поверхности на изменение высотных параметров.
Неровности на большинстве поверхностей возникают по причине образующихся деформаций верхнего слоя материала при осуществляемой обработке с использованием различных технологий. Очертания профиля получают при проведении обследования с помощью алмазной иглы, а отпечаток фиксируется на профилограмме. Основные параметры, характеризующие шероховатость поверхности имеют определенное буквенное обозначение, используемое в документации, чертежах и получаемые при проведении измерений деталей(Rz, Ra, Rmax, Sm, Si, Tp).
Для измерения неровности поверхности используют несколько определяющих параметров:
- Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм;
- Rz – обозначает высоту измеряемых неровностей определяемую по 10 основным точкам в мкм;
- Rmax –максимальное допустимое значение параметра по высоте.

Обозначение шероховатости поверхности
Также используются шаговые параметры Sm и Si и опорная длина исследуемого профиля tp. Данные параметры указываются при необходимости учитывать условия эксплуатации деталей. В большинстве случаев для измерений используется универсальный показатель Ra, который дает наиболее полную характеристику с учетом всех точек профиля. Значение средней высоты Rz применяется при возникновении затруднений связанных с определением Ra с использованием приборов. Подобные характеристики оказывают влияние на сопротивление и виброустойчивость, а также электропроводимость материалов.
Значения определений Ra и Rz указаны в специальных таблицах и при необходимости могут использоваться при проведении необходимых расчетов. Обычно определитель Ra обозначается без числового символа, другие показатели имеют необходимый символ. Согласно действующим нормативным актам (ГОСТ) существует шкала, в которой даны значения шероховатостей поверхности различных деталей, имеющих подробную разбивку на 14 специальных классов.
Существует прямая зависимость, определяющая характеристики обрабатываемой поверхности, чем выше показатель класса, тем меньшее значение имеет высота измеряемой поверхности и лучше качество обработки.



Классы шероховатости.
ГОСТ 2789-73
Стандарт устанавливает специальные параметры и классы для оценки поверхности.
Параметры шероховатости поверхности.
- Rz,мКм – средняя высота микронеровностей по 10 точкам (1 мКм = 0,001 мм).
Проводим любую линию. По отношению к ней расстояния до 5 выступов и до 5 впадин – среднее расстояние между находящимися в пределах базовой длины l
пятью высшими точками выступов и пятью низшими точками впадин, нумеруем от линии, параллельной средней линии.

- Ra, мКм – среднее арифметическое отклонение профиля – среднее заключение, в пределах базовой длиныl
, расстояние точек выступов и точек впадин от средней линии:
Базовая длина – длина участка поверхности, используемая для выделения поверхности, характерных шероховатости поверхности. Обычно значения базовой длины берутся в пределах 0,08…8 мм. Кроме высотных существуют шаговое параметры шероховатости
Sш – средний шаг неровностей профиля.
S – средний шаг неровностей профиля по вершинам.
ГОСТ 2789-73
Классы шероховатости.
ГОСТом установлено 14 классов чистоты поверхности.
Классификацию шероховатости поверхности производят по числовым значениям параметров RaиRzпри нормированых базовых данных в соответствии с таблицей.
Числовые значения величин шероховатости Ra
и
Rz
и базовые длины (
l
) (по ГОСТу 2789-59)
Класс чистоты поверхности
Наибольшая анафелия величин шероховатости в мкм
длина lвмм
Чем выше класс (меньшее числовое значение параметра), тем поверхность более гладкая (чище). Классы шероховатости с 1 – 5, с 13 – 14 определяются параметром Rz, все остальные с 6 по 12 – параметромRa.
Шероховатость поверхности детали задается при конструировании, исходя из функционального назначения детали, т.е. из условий её работы, либо из эстетических соображений.
Нужный класс чистоты обеспечивается технологией изготовления детали.
Шероховатость каждой поверхности детали должна соответствовать назначению этой поверхности. Степень неровности поверхности определяется высотой неровности на данном участке поверхности.
При составлении эскизов с натуры для определения шероховатости поверхностей детали должны быть измерены высоты неровностей поверхности определённой длины, установленной ГОСТом.
Измерение производится специальными приборами (микроскопами и профилографоми) или сравнением с образцами – эталонами.
При составлении эскизов с натуры при деталировании сборных чертежей для приближенного определения шероховатости поверхности детали, в том случае, когда не представляется возможным воспользоватся приборами точного измерения, надо установить назначение данной поверхности и в зависимости от этого определить класс чистоты поверхности.
Знаки обозначения шероховатости должны острием касаться обрабатываемой поверхности и быть направлены к ней со стороны обработки.
| а | б | в | а | б | в | ||
| 1 2 3 | 80 40 20 | — — — | — — — | 320 160 80 | — — — | — — — | 8 |
| 4 5 | 10 5 | — — | — — | 40 20 | — — | — — | 2,5 |
| 6 7 8 | 2,5 1,25 0,63 | 2 1 0,5 | 1,6 0,8 0,4 | 10 6,3 3,2 | 8 5 2,5 | — 4 2 | 0,8 |
| 9 10 11 12 | 0,32 0,16 0,08 0,04 | 0,25 0,125 0,063 0,032 | 0,20 0,10 0,05 0,025 | 1,6 0,8 0,4 0,2 | 1,25 0,63 0,32 0,16 | 1 0,5 0,25 0,125 | 0,25 |
| 13 14 | 0,02 0,01 | 0,016 0,008 | 0,012 0,006 | 0,1 0,05 | 0,08 0,04 | 0,063 0,032 | 0,08 |
| Обозначение шероховатости при различном поверхностей. |
Обозначение шероховатости на изображении детали распологают на линиях контура, на высотных линиях (по возможности ближе к размерной линии) или на полках.
Шероховатость поверхностей, повторяющихся элементов деталей (отверстий, пазов и т.п.) наносим на чертеже один раз.
Если все поверхности детали имеют одинаковую шероховатость, то обозначение выносят в правый верхний угол чертежа, располагая его на расстоянии 5-10 мм от рамки.
Если одинаковый д.б. шероховатость части поверхности, то в правом верхнем углу чертежа помещают обозначение этой шероховатости и рядом знак
, взятый в скобках. Это означает, что все поверхности, на которых на изображениях помещены обозначения шероховатости или знак , должна иметь шероховатость, указанная перед скобкой.
Примеры:
Шероховатость поверхностей деталей:
Д
ля втулок:
- торцевые поверхности
- наружные поверхности
- конические расточки
- торцевая поверхность,
граничащая с расточкой
проставляется на том изображении, где указан размер, определяющий положение этой поверхности. Нельзя указывать шероховатость на виде, где нет указания размеров.
Не нашли то, что искали? Воспользуйтесь поиском:
Отключите adBlock! и обновите страницу (F5)
Методы осуществления контроля
Для осуществления контроля шероховатости поверхности используются два метода:

Образцы шероховатости поверхности
Количественный контроль поверхности проводится с использованием приборов работающих с применением разных технологий:
- профилометра;
- профилографа;
- двойного микроскопа.
Классификация поверхностей
При определении характеристики поверхностного слоя материала необходимо провести классификацию:
- Рабочие поверхности, имеющие сопряжение с изменением местоположения в ходе осуществляемого процесса, по отношению друг к другу (механизмы двигателей, насосов и т.д.). Детали, используемые в механизмах обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2.5-0.16 мкм, Rz=10-0.8 мкм.
- Установочные поверхности – детали находятся в соприкосновении, но по отношению друг к другу неподвижны. Подлежат обработке и должны соответствовать показателям Ra=20-2.5 мкм, Rz=80-10 мкм.
- Ограничительные и соединительные поверхности – элементы служащие ограничением для работающих механизмов (корпуса приборов, станков и т.д.). Данные поверхности в зависимости от требований могут подвергаться обработке, параметры соответствуют Ra=20-2.5 мкм, Rz=80-10 мкм.
- Поверхности, требующие специальной обработки (детали внешних корпусов механизмов, агрегатов). Параметры шероховатости должны соответствовать Ra=5.0-1.25 мкм, Rz=20-6.3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов, приборов у которых показатели должны, находится на уровне Ra=0.63-0.08 мкм, Rz=3.2-0.4 мкм.
- Используя данные качества поверхности, получаемые при различных методах обработки можно выстраивать технологическую цепочку, обеспечивающую наибольшую эффективность и сокращение времени обработки деталей.
Читать также: Ремонт заточных станков для цепей

Классы шероховатости поверхности
Нормативные данные также содержатся в ГОСТ 2.309-73 согласно, которому наносятся обозначения на чертежи и содержат характеристики поверхностей по установленным правилам и обязательны для всех промышленных предприятий. Необходимо также учитывать, что знаки и их форма, наносимые на чертежи должны иметь установленный размер с указанием числового значения неровности поверхности. Регламентируется высота знаков, указывается вид обработки.
Знак имеет специальный код, который расшифровывается следующим образом:
- первый знак – характеризует тип обработки исследуемого материала (точение, сверление, фрезерование и т.д.);
- второй знак — обозначает, что поверхностный слой материала не подвергался обработке, а образован путем ковки, литья, прокатки;
- третий знак – показывает, что вид возможной обработки не регламентируется, но должен соответствовать Ra или Rz.
В случае отсутствия знака на чертеже, поверхностный слой не подвергается специальной обработке.
На производстве используют два вида воздействия на верхний слой:
- с помощью частичного удаления верхнего слоя обрабатываемой детали;
- без удаления верхнего слоя детали.
При удалении верхнего слоя материала в основном используется специальный инструмент, предназначенный для выполнения определенных действий – сверления, фрезерования, шлифования, точения, и т.д. В ходе обработки происходит нарушение верхнего слоя материала с образованием остаточных следов от используемого инструмента.
При конструировании и изготовлении деталей параметры неровностей задает конструктор, основываясь на техническом задании определяющим характеристики изделия в зависимости от требований, предъявляемых к изготовляемому механизму, технологии используемой при производстве и степени обработки.
Особые условия
При массовом производстве определенных деталей иногда нарушается заданная форма или их сопряженность. Подобные нарушения увеличивают допустимый износ деталей, и ограничиваются специальными допусками, которые указаны в ГОСТ 2.308. Каждый вид используемого допуска имеет 16 определяющих степеней точности, которые оговариваются для деталей разной конфигурации с учетом используемого материала. Необходимо также учитывать, что используемые допуски размера и конфигурации для деталей имеющих цилиндрическую форму берутся с учетом диаметра деталей, а плоские детали с учетом толщины, а максимальная погрешность не должна превышать показатель допуска.
Правильное использование методики определения показателей шероховатости поверхностей позволяет достичь более высокой точности обработки и размера деталей при соблюдении параметров указанных в нормативных документах, которые дают возможность значительно повысить качество готового продукта.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Основные правила, используемые для обозначения неровности поверхности на чертежах
Основные правила, которые необходимо использовать при выполнении чертежа:
- На чертеже указываются все шероховатости поверхности для используемого материала без учета используемых методов.
- Нанесение значений шероховатостей осуществляется на разрезах, которые имеют размер.
- Знаки наносятся на всех видах линий используемых в чертеже.
- При наличии у знака полки его местоположение определяется по отношении к основной надписи.
- Если изделие имеет разрыв на чертеже, то производится маркировка только одной части изображения.
- Если поверхностный слой требует использования обработки участков детали различного класса, то производится разделение с помощью сплошной линии.
- В случае сокращения места необходимого для нанесения обозначений на чертеже возможно допустимое упрощение знаков.
- При одинаковом значении шероховатости поверхности контура, значение наносится один раз.
- При идентичности различных поверхностей с одинаковыми значениями шероховатости, допускается нанесение значений один раз.
- Знаки, обозначающие неровности должны иметь толщину в 1.5 раза больше, чем нанесенные на изображение.
- Условия, обозначающие направление поверхностей должны соответствовать стандартам.
- Обозначение шероховатости поверхности производится с использованием общих правил.
Читать также: Токарно револьверный станок с чпу 1в340ф30

Обозначения направления шероховатости поверхности на чертежах
Учитывая структуру материала, конструктор имеет возможность указать необходимые параметры, предъявляемые к качеству поверхностей. Причем характеристики могут указываться по нескольким параметрам с установкой максимально и минимального значения с возможными допусками.
Что такое шероховатость
Шероховатость представляет собой совокупность неровностей поверхности.
Параметры, средства измерения и обозначение шероховатости в конструкторской документации полностью стандартизированы. Они описываются тремя государственными стандартами: ГОСТ 2789-73, ГОСТ 25142-82 и ГОСТ 2.309-73.
Шероховатость — одно из наиболее часто встречающихся обозначений, поэтому важно разобраться как проставить шероховатость конкретной поверхности, а также проставить знак неуказанной шероховатости при работе в КОМПАС-3D v18.
Пошаговая инструкция простановки шероховатости в КОМПАС
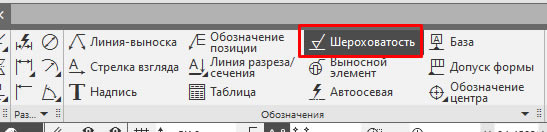
- Кликнуть левой кнопкой мыши по геометрическому примитиву, который определяет поверхность, к которой должна быть проставлена шероховатость, а затем указать положение знака
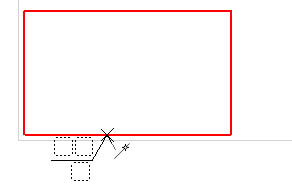
- Шероховатость будет проставлена и представлена в виде:

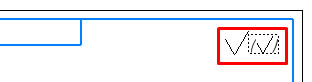
Неуказанная шероховатость КОМПАС
Неуказанная шероховатость в КОМПАС проставляется через главное текстовое меню. Путь: Главное текстовое меню — Оформление — Неуказанная шероховатость — Задать/изменить

Знак автоматически появится в правом верхнем углу формата


Также на Панели параметров можно указать будет ли добавлен знак в скобках и выбрать способ обработки:
- не устанавливается;
- с удалением слоя материала;
- без удаления слоя материала.

Проставить неуказанную шероховатость в 2D-документах можно только в чертеже, во фрагментах данная команда недоступна.
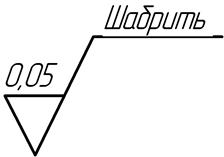
Простановка шероховатости по старому ГОСТ
Если требуется простановка шероховатости вида:



Как отредактировать предопределенный список значений шероховатости
При простановке как неуказанной шероховатости, так и шероховатости конкретной поверхности, можно воспользоваться выбором из списка, содержащем ряд значений. Загрузка списка происходит после двойного клика в месте текстового блока

Данный список может редактироваться. Возможные значения шероховатости прописаны в файле Graphic.pmn в папке Sys установленного КОМПАС. Данный файл можно открыть программой Блокнот и отредактировать необходимые строки. Например, значения неуказанной шероховатости расположены в Меню 40

Добавляем новые строки, либо редактируем значения, которые не используются, сохраняем файл и при следующем запуске КОМПАС в окне выбора значений будут появляться введенные нами числа.
Номинальная поверхность – поверхность, заданная в технической документации без учета допускаемых отклонений.
Базовая линия (поверхность) – линия (поверхность) заданной геометрической формы, определенным образом проведенная относительно профиля (поверхности) и служащая для оценки геометрических параметров поверхности.
Нормальное сечение – сечение, перпендикулярное базовой поверхности.
Ra – среднее арифметическое отклонение профиля.
Rz – высота неровностей профиля по десяти точкам.
Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Рис. 1. Структура обозначения шероховатости поверхности
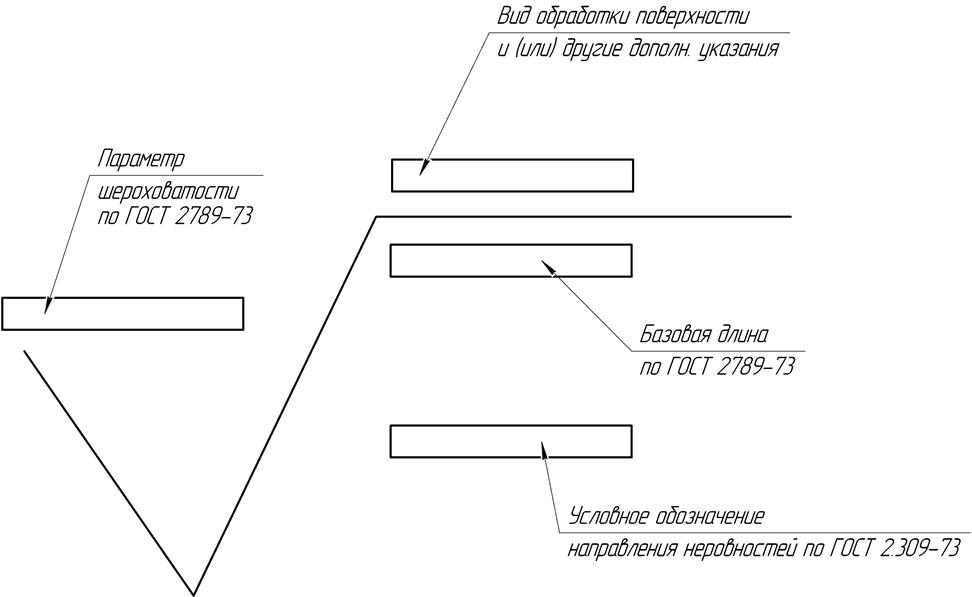
– обозначение шероховатости поверхности, когда вид обработки конструктором не устанавливается. Способ обозначения шероховатости предпочтителен.
– обозначение шероховатости поверхности, когда поверхностный слой материала необходимо удалить.
– обозначение шероховатости поверхности, когда конструктору необходимо указать конкретный вид обработки поверхности.
Например:
– обозначение шероховатости поверхностей, необрабатываемых по данному чертежу, а получаемых после проката, волочения и т.п. (величина параметра шероховатости не указывается). В этом случае в графе 3 основной надписи обязательно должна быть ссылка в виде указания сортамента материала.
– обозначение шероховатости поверхностей, получаемых по данному чертежу без удаления слоя материала (литьем, объемной штамповкой). В этом случае требуется указывать конкретную величину параметра шероховатости.
Читайте также: