
Как сделать шаблон для заточки резцов
Добавил пользователь Дмитрий К. Обновлено: 04.10.2024
Определите величины правого и левого задних углов, переднего угла для чернового и чистового нарезания резьбы.
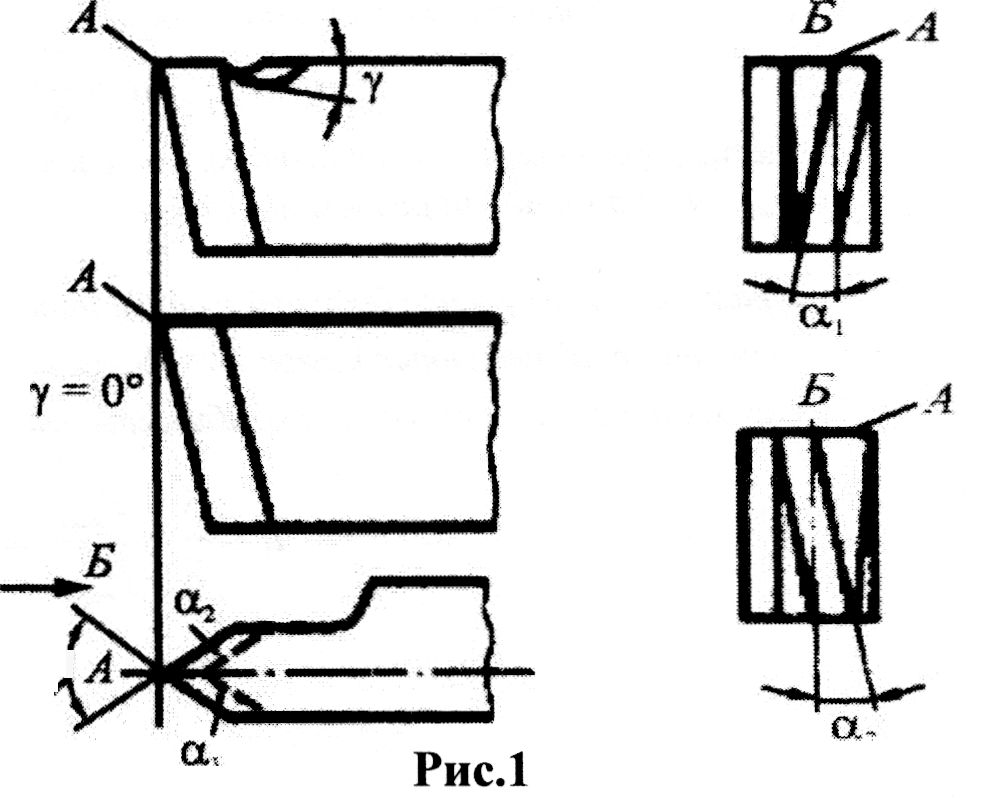
Задние боковые поверхности затачивайте с выдерживанием углов α2 и (рис. 1, в). При нарезании правой резьбы угол α1 (рис. в, г) должен равняться углу наклона винтовой линии т плюс 1.. .2°, угол α2 в этом случае равен 1 . 2°.
При нарезании левой резьбы угол α2 (рис. 1, в, д) должен равняться углу наклона винтовой линии т плюс 1. 2 0 , угол α1этом случае равен 1. 2 0 .
При черновом нарезании резьбы на передней поверхности рекомендуется делать ка- навку под углом γ=60°(рис. 1, а), величину которого назначают в зависимости от обрабатываемого материала так же, как и для проходных резцов.
При чистовом нарезании передний угол сделайте равным 0° (рис. 1, б), т. е. передняя поверхность должна быть плоской.
2. Затачивание резьбовых резцов для нарезания наружной треугольной резьбы
2.2. Резцы необходимо затачивать на шлифовальном круге из черного или зеленого карбида кремния или алмазном круге на металлической связке.
Чтобы избежать искажения профиля резьбы, передний угол у для чистовых резьбовых резцов делают равным 0°, для черновых - в переделах 5. 10° . Задний угол а при вершине должен быть от 12 до 15°. Боковые задние α1 и α2 зависят от угла подъема резьбы. Так как для крепежных резьб этот угол не превышает 1 ° 30', то им практически пренебрегают и выполняют α1 = α2- 4. 6°.
Режущие кромки резцов должны быть строго прямолинейны, без видимых зазубрин, иначе все неточности будут перенесены на профиль резьбы. Поэтому резцы после заточки доводят по узким ленточкам задних поверхностей.
При затачивании резец систематически охлаждайте и пользуйтесь защитными очками или предохранительным экраном.
2.4. После заточки резца необходимо произвести его доводку. Выполните ее по фаскам на передней и главной задней поверхностях на эльборовых (для быстрорежущей стали) или алмазных (для твердого сплава) доводочных кругах. Резец закрепите на столе так, чтобы его режущая кромка находилась на уровне или немного ниже центра доводочного круга, который вращается со скоростью 1,5. 2,5 м/с. Доводочный круг должен набегать на режущую кромку резца (т. е. от державки к пластинке), в противном случае режущая кромка будет соскабливать абразивные зерна. При отсутствии алмазного доводочного станка доводку резцов произведите вручную.
Доводку фасок головки резца производите при возвратно-поступательном движении мелкозернистого бруска (из зеленого карбида кремния), смоченного минеральным маслом так, чтобы брусок плотно прилегал к соответствующей поверхности головки резца, или алмазным бруском.
 |
Доводить фаски следует соответственно по главной, передней и вспомогательной задней поверхностям. Для скругления вершины брусок при возвратно-поступательном движении слегка покачивайте.

Заточка резца необходима для придания требуемой формы и угла рабочей поверхности. Производится она при превышении допустимых параметров износа резца, или перед началом работы новым инструментом. Данная операция позволяет значительно продлить срок эксплуатации оснастки, но требует строго соблюдения технологии работ.
Когда необходима заточка резца
В процессе точения происходит трение стружки о переднюю поверхность инструмента и обрабатываемой детали о заднюю в зоне реза. При одновременном значительном повышении температуры происходит постепенный износ детали.
При превышении максимально допустимой величины износа резец не может быть использован для дальнейшего проведения работ и требует заточки и доводки по передней и задней поверхности.
Допустимая величина износа указана в таблице ниже

Инструмент для заточки
Для абразивной заточки резца может быть использован заточной или токарный станок. Для твердосплавного инструмента используется зеленый карборунд средней твердости. Для первичной обработки абразив круга должен составлять 36-46, при завершении процесса – 60-80. Для высокого качества заточки необходим целый круг, без дефектов и нарушения геометрии.
Для заточки токарных резцов широко применяются и алмазные круги, что обеспечивает высокую чистоту режущих поверхностей. В сравнении с карборундовыми кругами чистота поверхности резца повышается на два класса, увеличивается производительность работ. Применение алмазных кругов увеличивает и ресурс работы инструмента – возможное количество переточек резца увеличивается на 20-30%. Но следует учесть, что экономически целесообразно применение заточки алмазным инструментом при припуске не более 0,2 мм. При большем значении рекомендует предварительная заточка карборундовым кругом.
Порядок и особенности
В зависимости от характера износа и конструкции оснастки производится заточка по передней, задней или обеим поверхностям. На рисунке ниже указаны все поверхности токарного резца

Для стандартных резцов, как правило, применяется заточка по всем режущим поверхностям. При незначительном износе восстанавливается геометрия только задней поверхности. Оснастка для многорезцовых станков восстанавливается только по задней поверхности, фасонная – только по передней.
Стандартный порядок заточки:
- Основная задняя поверхность.
- Вспомогательная задняя поверхность.
- Передняя поверхность.
- Радиус закругления конца.
Параметры заточки задней поверхности указаны на рисунке ниже

На рисунке (а) указана задняя поверхность с одной плоскостью заточки, на рисунке (б) – с несколькими. При напайке твердосплавных пластин задняя поверхность имеет три плоскости:
- по фаске высотой не меньше чем 1,5 мм под углом а;
- по оставшейся высоте под углом а+3°;
- по державке под углом а+5°.
Заточка передней поверхности твердосплавных резцов имеет гораздо большее количество разновидностей (см. рис. ниже).
Основные формы:
- Плоская с положительным передним углом (а).
- Плоская с отрицательным углом (б).
- Криволинейная с отрицательным углом (в).
- Плоская с отрицательным углом для черновой обработки (г).
- Криволинейные с отрицательным углом для нержавеющих сталей (д), и других материалов (е)
В процессе заточки необходимо чтобы режущая кромка обрабатываемого инструмента располагалась на линии центра заточного станка или ниже не более чем на 3-5 мм. Направление вращения круга должно обеспечить прижим пластинки к державке, т. е. идти на пластинку. В процессе работы желательна непрерывная подача охлаждающей жидкости. При периодическом охлаждении возможно перенапряжение структуры материала и появление микротрещин.
При заточке необходим легкий нажим и постоянное перемещение вдоль поверхности круга для формирования ровной поверхности. После завершения заточки геометрия инструмента проверяется с помощью шаблонов или специальных приборов.
Доводка инструмента
После заточки необходима последовательная притирка рабочих поверхностей в том же порядка, как производилась заточка. При доводке необходимо удалить все шероховатости и отполировать поверхность до зеркального блеска. Чем чище поверхность, тем ниже трение при точении и выше стойкость инструмента.
Доводка осуществляется с помощью абразивных паст карбида бора на вращающемся чугунном диске (не более 2 м/с). Может использоваться паста ГОИ или другие специальные материалы для полировки. Для полировки паста наносится на диск. Далее, при вращении диска, резец прижимается и зерна абразивной пасты сглаживают имеющиеся шероховатости. Таким образом, полностью восстанавливается геометрия и первоначальная чистота рабочей поверхности резца, обеспечивается его пригодность к дальнейшей эксплуатации.


Прежде всего, хорошо изучите приспособление
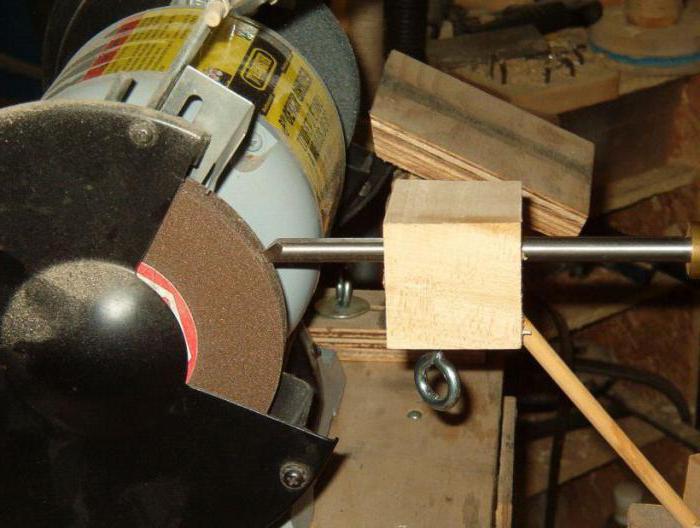
Весь комплект Wolverine Grinding Jig состоит из двух фиксаторов-оснований, выдвижного подручника с V-образным упором, регулируемого подручника с площадкой и двух дополнений: насадки-держателя для заточки косых резцов и универсального держателя.
Выдвижной подручник с V-образным упором можно использовать отдельно для заточки отрезных и обдирочных резцов или в паре с универсальным держателем (для ногтевидной заточки полукруглых резцов). Для заточки косого резца-мейселя закрепите на выдвижном подручнике соответствующую насадку-держатель. Регулируемый подручник с плоской площадкой полезен при заточке скребков, а также других инструментов, например лезвий рубанков или стамесок. Регулируемые фиксаторы-основания помогают правильно закрепить подручники. При этом оба подручника можно установить у любого из абразивных дисков. Фиксаторы-основания крепятся прямо под абразивными дисками (рис. 1), но следует убедиться, что сумеете использовать их с имеющимся у вас точилом. Чтобы поднять оси дисков на требуемую высоту, установите прокладки между точилом и платформой.

В рекламных каталогах встречаются дорогие приспособления, делающие заточку токарных резцов чуть ли не автоматически. Их цена порой превышает стоимость комплекта лучших резцов из быстрорежущей стали. Но лаже самые дорогие инструменты не станут работать как следует, если они неправильно заточены. Wolverine Jig позволяет легко выполнить то, что не удается сделать большинству людей вручную: получить гладкие, равномерные фаски под точным углом без множества мелких граней, типичных при ручной заточке.
В рекламных каталогах встречаются дорогие приспособления, делающие заточку токарных резцов чуть ли не автоматически. Их цена порой превышает стоимость комплекта лучших резцов из быстрорежущей стали. Но лаже самые дорогие инструменты не станут работать как следует, если они неправильно заточены. Wolverine Jig позволяет легко выполнить то, что не удается сделать большинству людей вручную: получить гладкие, равномерные фаски под точным углом
Что нужно знать про точила и абразивные диски
Для регулярной правки диска (очистки его от металлических частиц и выравнивания поверхности) потребуется сравнительно недорогой алмазный карандаш или специальное зубчатое приспособление - шарошка. Для получения лучшего результата заточку следует вести, слегка прижимая инструмент к вращающемуся диску и постоянно перемещая его из стороны в сторону, чтобы на диске не образовывались канавки. При использовании выдвижного подручника с V-образным упором в целях собственной безопасности следите, чтобы точка контакта инструмента с диском находилась значительно выше оси вращения диска. Используя подручник с плоской площадкой, устанавливайте его так, чтобы между диском и передним краем площадки было не более 3 мм. Все настройки приспособлений следует производить только при выключенном электроточиле.
Обдирочный резец-рейер

Установите в V-образный упор подручника конец ручки рейера и прижмите его фаску к абразивному диску. Настройте подручник на заточку фаски под углом 45° (рис. 3). Коснитесь фаской резца вращающегося диска, начав заточку с одной стороны желобка. Плавно поворачивайте резец, слегка прижимая его к диску, чтобы за один прием получить равномерную фаску до другого уголка (фото С). Старайтесь выдержать угол 90°, показанный на рисунке.

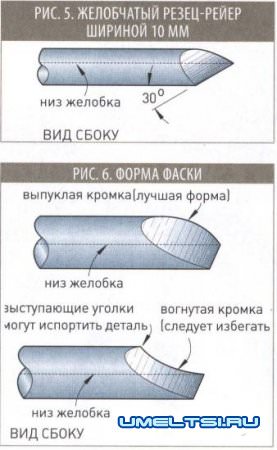
Узкий рейер и резец для точения чаш

Эти резцы поступают в продажу с различными вариациями заточки. В некоторых случаях такая заточка работает неплохо, но чаще приходится полностью перетачивать резец. Боковая заточка таких резцов с удлиненной режущей кромкой и меньшей вероятностью врезания в деталь становится все более популярной. (При боковой заточке фаска простирается дальше от кончика вдоль краев клинка в противоположность прямой заточке, как у обдирочного рейера.) Из-за большого количества движений, которые непросто описать доходчиво, такая заточка требует большой практики, и не каждый сможет выполнить ее вручную. К счастью, универсальная насадка-держатель приспособления Wolverine Jig позволяет делать это, даже не имея опыта.

Для заточки узкого рейера или резца для точения чаш зажмите инструмент в универсальном держателе так, чтобы его кончик выступал на 45 мм. Вставьте ножку держателя в вырез выдвижного подручника и коснитесь кончиком резца абразивного диска. Измените положение подручника и угол ножки держателя для заточки фасок (рис. 4 и 5). Не включая точила, коснитесь диска фаской резца и попрактикуйтесь в перемещении инструмента из стороны в сторону, стараясь добиться плавности и непрерывности, что поможет получить качественный результат. Затем включите станок и, слегка касаясь вращающегося диска фаской резца, покачивайте инструмент.

Чтобы фаска по обеим сторонам желобка проходила на расстоянии 13-18 мм от кончика резца для точения чаш, как показано на рис. 6, следует поворачивать инструмент дальше чем обычно. Посмотрите на фаску сбоку. Профиль режущей кромки должен быть плавным и слегка выпуклым. При вогнутом профиле на краях желобка образуются выступающие уголки, увеличивающие вероятность врезания в деталь. Исправьте вогнутый профиль, сточив больше металла с уголков и пятки.
Косой резец-мейсель

Режущая кромка мейселя, обычно скошенная под углом 70°, образована двумя фасками под углом 20° (рис. 7). Если угол резца требует корректировки, установите площадку регулируемого подручника так, чтобы кончик резца был направлен точно к центру абразивного диска, и сточите скос под углом 70°. Сформировав скос, закрепите на выдвижном подручнике насадку-упор для заточки косых резцов. Поставьте мейсель в один из V-образных вырезов упора, направив скос в сторону диска. Приложив к диску фаску резца, настройте подручник для заточки фасок под углом 20°. Перемещайте рабочий конец резца по диску из стороны в сторону. Регулярно переворачивайте инструмент и вставляйте конец его ручки в другой V-образный вырез упора, чтобы режущая кромка располагалась точно посередине толщины клинка.

Полукруглый скребок

Фаски скребков обычно затачиваются под углом 75° (рис. 8), поэтому нужно установить площадку регулируемого подручника в соответствии с этим углом. Затачивая полукруглый скребок, начните работу у одного края и сточите фаску по всей ее длине одним непрерывным движением. Сделайте, если требуется, несколько проходов для получения плавной дуги. Избегайте кратковременных касаний резцом вращающегося диска.

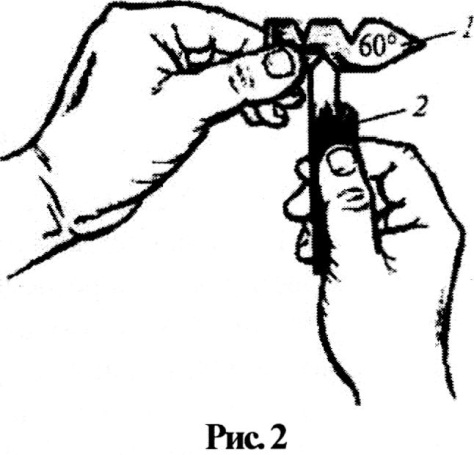
Ромбический отрезной резец

Чаще всего отрезной резец заострен под углом 60° (рис. 9), хотя встречаются и другие варианты. Для заточки вставьте ручку инструмента в V-образный вырез выдвижного подручника и прижмите один из скосов к диску. Настройте подручник для заточки скоса под углом 30°. Теперь, слегка прижимая резец к диску, перемещайте его из стороны в сторону по всей ширине диска. Чаще переворачивайте инструмент, стачивая металл попеременно с обоих скосов, чтобы режущая кромка образовалась точно посередине ширины клинка. При заточке на круглых дисках скосы будут слегка вогнутыми, как показано на рисунке.
Работа токарных станков невозможна без применения режущей оснастки. Чаще всего оборудование снабжается резцами, которые позволяют выполнять большинство обрабатывающих операций. Среди них можно выделить растачивание, нарезку канавок и резьбы, подрезание и т. д. Отдельная группа режущего инструмента используется для предварительной подготовки древесины. Оператор ликвидирует лишнюю массу заготовки, позволяя интегрировать ее в рабочую зону для выполнения более точных целевых операций. Но в любом случае резец для токарного станка по дереву должен иметь оптимальную заточку. Привести характеристики оснастки в надлежащий вид помогает специальное оборудование, но для начала стоит разобраться с конструкцией самого резца.

Как устроен резец?
Основу представляет металлический стержень, который условно можно подразделить на две части: рабочую головку и хвостовик. Режущая часть имеет форму треугольника с задними и передними вспомогательными поверхностями, по которым в процессе резки сходит стружка. Обработка выполняется главной режущей кромкой, которую мастера называют вершиной. Это место пересечения вспомогательной и главной кромок.
Что касается заточки, имеет значение состояние именно этой части. Вершина может быть закругленной или острой. Также инструмент имеет разные форматы. Обычно учитывается размер державки – в среднем от 8 до 25 мм. Для универсальных работ лучше приобретать набор резцов по дереву для токарного станка, в который входит более 10 экземпляров. В стандартном комплекте предусматриваются резцы с разной формой, что позволяет делать пазы, канавки, снимать фаску и выполнять фигурную обработку.

Разновидности токарных резцов
Общий сегмент токарных резцов в главной классификации предполагает подразделение оснастки по назначению – для дерева и металла. В данном случае рассматривается первый тип. От резцов по металлу такие модели отличаются материалом изготовления. Технологи применяют инструментальные марки стали, в то время как обработка металла реализуется резцами, выполненными из углеродистых твердых сплавов.
Также разные виды резцов для токарного станка по дереву отличаются конструкцией. Рабочая часть может быть прямой, отогнутой, оттянутой или изогнутой. Выбор того или иного вида резца определяется методом обработки древесины, характеристиками резки и оборудованием. К слову, параметры интеграции оснастки в зону крепления тоже обуславливают различия в конструкции хвостовика. Современные станки ориентируются на универсальность, то есть возможность работы с державками прямоугольного, круглого или квадратного типа. Причем в данном аспекте различия между резцами по металлу и дереву чаще всего не проводятся.
Как делают резцы своими руками?
Как видно, резец достаточно просто устроен, и рядовой токарный станок вполне может быть обеспечен самодельным аналогом. Обычно такие изделия создаются на основе напильников и рашпилей. Домашние мастера лишь переделывают их под формат конкретного токарного оборудования. За основу можно брать также автомобильные рессоры или отрезки арматурного стержня. Но в таких случаях потребуется больше усилий при доработке формы элемента.
Далее самодельные резцы для токарного станка по дереву тщательно подвергаются механической подгонке под нужный типоразмер. Это первая заточка, в рамках которой будет сформирована рабочая кромка. Недостатком самодельного резца является то, что заготовка может иметь внутренние дефекты, полученные в результате предыдущей эксплуатации. Тот же напильник после длительного применения по первому назначению из-за напряжения в структуре часто наделяется пустотами, что сокращает его рабочий ресурс.

Почему важна заточка резца?
Потребность в выполнении этой операции, на первый взгляд, аналогична заточке кухонных ножей. Острое лезвие эффективнее справляется с задачами резки, требуя меньше усилий и времени. Но в случае с коррекцией станочной оснастки имеют место и другие технологические нюансы. Качественно выполненная заточка является профилактической мерой, позволяющей исключить риск срыва рабочей головки в процессе эксплуатации.
Кроме того, предупреждаются негативные деформационные явления в виде образования сколов и задиров. Очевидно, что в своем качестве повышается и непосредственно работа на токарном станке по дереву. Резцы, получившие правильную заточку, формируют ровные пазы и канавки, не говоря о фигурных операциях. Влияют на качество работы и другие факторы, но острота вершины инструмента является ключевым условием для достижения оптимального результата.

Оборудование для заточки
Поскольку резец изготавливается на основе инструментальной стали, заточка его должна выполняться на оборудовании с высокой мощностью. Для таких нужд используют расточные машины в разных конфигурациях. Базовый состав конструкции включает два фиксатора-основания и выдвижной подручник с упором V-образной формы. В качестве дополнения могут применяться регулируемые подручники, расширяющие возможности крепления заготовки.
Например, если необходимо доработать косой резец для токарного станка по дереву, то может потребоваться и насадка соответствующей формы. В этом случае и поможет регулируемый подручник. Но чаще всего используются универсальные модели держателей, предназначенные для широкого спектра типовых резцов. Фиксирующая основа обычно крепится под элементами, которые выполняют заточку. Взаимное расположение функциональных сторон в этой части определяется параметрами заточки. Современные модели точильных станков также позволяют обслуживать лезвия скребков, оснастку рубанков и стамесок.
Заточка абразивными кругами
Точильный станок представляет собой лишь техническую базу для организации механического взаимодействия между обрабатываемым инструментом и абразивом. Заточка производится изготовленными из электрокорунда дисками при их вращении с частотой порядка 3000 об/мин. Абразив может выполняться из других материалов разной степени твердости, но в любом случае он должен исключать перегревы режущей кромки.

Доводка характеристик резца
Это более точная операция, выполняемая на станках с алмазными кругами. Данный способ заточки чаще используют, когда нужно убрать явные дефекты. К примеру, если резец для токарного станка по дереву имеет заусенцы, трещины или зазубрины. При этом рабочий процесс осуществляется под механическим управлением. То есть обрабатываемый инструмент фиксируется в тисках и контролируется гидравлическим или электроприводом. Оператор регулирует параметры смещений резца в соответствии с требованиями к параметрам его коррекции.
Общие рекомендации по выполнению заточки
Еще перед началом заточки должно быть тщательно проверено состояние станка и шлифовального круга. При ручной работе резец необходимо опирать на подручную опорную часть, а не удерживать его на весу. Как правило, сам подручник устанавливается в 3-5 мм от абразивного диска. Для исключения риска критических перегревов заточка резцов для токарного станка по дереву выполняется с периодическим охлаждением водой. Это позволяет также избежать образования мелких трещин, возникающих при экстремально высокой термической нагрузке.

Заключение
График проведения заточки определяется условиями эксплуатации инструмента. В обязательном порядке данная операция выполняется после изготовления или радикальной коррекции формы рабочей головки. Каждый резец для токарного станка по дереву имеет свой эталонный шаблон. Это образец, по которому оценивается качество заточки. Мастер проверяет корректность сформированных углов и поверхностей. Также на современных линиях производства существуют пункты с электронным контролем инструмента, которые анализируют характеристики применяемых режущих деталей в автоматическом режиме.
Читайте также: