
Как сделать эксцентрик на токарном станке
Обновлено: 08.07.2024
Водопроводный эксцентрик с величиной 18 мм, который невозможно купить а можно только изготовить. Обработал 1 .
Показано, как сделать деталь с эксцентриситетом на токарном станке на примере ключа для специального замка.
токарная обработка вала с эксцентриком. На токарном станке 1а62г. Вал для будет использоваться для станка имитация .
В этом видео я точу эксцентрики на длинном 20мм валу. Для установки задней бабки на самодельный токарный станок по .
Рассчитываем толщину пластины для эксцентрика по формуле. Как выпрессовать втулку из глухого отверстия?
Эксцентрик (техника) Эксцентрик - диск или сектор диска, насаженный на вращающийся вал так, что ось вращения диска .
Подгонка резцедержателя под токарный станок. Токарный патрон с независимыми кулачками ban.ggood.vip/SlHM .
Как изготовить вал с эксцентриком? Вопрос интересный. Эксцентриковый вал на котором несколько цилиндрических .
Кулачковые и эксцентриковые валы выполняют цельными и сборными. Сборными валы изготовляют тогда, когда размеры кулачков и эксцентриков резко отличаются от размеров вала. Кроме того, выполнять валы в этом случае цельными было бы сопряжено с большими затратами металла и времени на обработку резанием. В этом случае кулачки и эксцентрики целесообразнее изготовлять отдельно от вала, закрепляя их затем на валу различными способами.
Цельными кулачковые и эксцентриковые валы изготовляют при малом эксцентриситете с одним, двумя и более эксцентриками (рис. 2). При небольших сериях выпуска заготовки для таких валов получают из круглого проката, диаметр которого устанавливают с учётом припуска на обработку и вписывания размеров всех эксцентриков в окружность заготовки.

Рис. 1. Схема зацентровки
Существенными операциями технологического процесса изготовления эксцентриковых валов являются обтачивание и шлифование образующих поверхностей эксцентриков. Для этой цели на торцах предварительно выправленной и подрезанной заготовки засверливают столько пар центровых отверстий, сколько эксцентриков (или пар эксцентриков) расположено на валу (рис. 1). Расстояние центровых отверстий эксцентриков от оси вала определяется эксцентриситетом. Точность эксцентриситета зависит от точности центрования, которое выполняется по разметке или с большей точностью по кондуктору. После обработки опорных шеек вала обрабатывают наружные поверхности эксцентриков, переставляя заготовку на соответствующие центровые отверстия.
Обработку можно выполнить также и при помощи трёхкулачкового самоцентрирующего патрона, подкладывая под один из кулачков пластинки определённой толщины Т, которая определяется по эмпирической формуле:

где е – эксцентриситет, мм; d – диаметр детали, закрепляемой в патроне, мм.
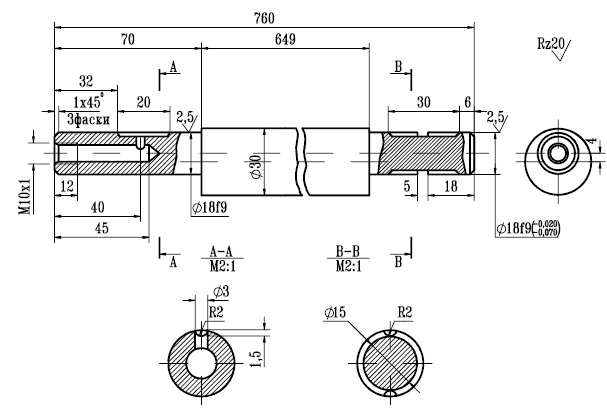
Рис. 2. Эксцентриковый вал

Рис. 3. Коленчатый вал
Коленчатые валы пищевых машин имеют обычно простые конструктивные формы (одноколенные) (рис. 3). Заготовку получают свободной ковкой из круглого проката (сталь 50), затем её подвергают нормализации и производят правку на прессе.
Наиболее существенное требование заключается в обеспечении параллельности шатунной и коренных шеек (допускаемое отклонение составляет 0,02 мм) и точности расположения обеих коренных шеек. Радиальное биение коренных шеек относительно оси коленчатого вала должно быть не более 0,03 мм.
Обработка коленчатого вала при таких высоких требованиях к точности, шероховатости поверхности и уравновешенности коренных и шатунных шеек производится обычно на специальных токарных станках. Станок имеет две приводные бабки, снабжённые делительными механизмами для установки любой шейки вала по оси шпинделей.
Если щёки коленчатых валов очерчиваются каким-либо криволинейным контуром, то их обработка производится на специальных многосуппортных копировальных полуавтоматах. Для шлифования шатунных шеек коленчатых валов применяют шлифовальные станки с такими же патронами и делительными устройствами.
При отсутствии специального оборудования обработка коленчатых валов осуществляется на универсальных токарных и шлифовальных станках с применением приспособлений.
Обработка щёк коленчатых валов по контуру производится строганием, фрезерованием фасонными фрезами (в обоих случаях с предварительной разметкой контура).

Обработка заготовок эксцентриковых деталей
Обработка заготовок эксцентриковых деталей
Эксцентриковыми (несоосными) называются детали, у которых оси. отдельных поверхностей смещены параллельно осям других поверхностей. К таким деталям относятся эксцентриковые кулачки, эксцентриковые валики, коленчатые валы . Расстояние между центрами эксцентричных элементов детали называется эксцентриситетом.

1. ОБРАБОТКА НЕЖЕСТКОГО ВАЛА С ДВУХ СТОРОН С ПРИМЕНЕНИЕМ ШПИНДЕЛЬНОГО ОБРАТНОГО ЦЕНТРА : 1 — фланец. 2 — втулка. 3 — винт. 4 — цанга. 5 — обратный центр. 6 — планшайба. 7 — кулачок


Обработка эксцентриковых кулачков (дисков) описана ниже.
Первый способ. Предварительно обточенный диск зажимают в четырехкулачковом патроне с выверкой положения центра О, по рейсмасу. Затем патрон ставят так, чтобы два его кулачка расположились горизонтально, к заготовке подводят резец или металлическии стержень, закрепленный в резцедержателе По лимбу поперечного суппорта замечают деление, соответствующее соприкосновению стержни с заготовкой. Рукояткой поперечного суппорта отводят стержень к себе на величину эксцентриситета (люфт между винтом и гайкой суппорта должен быть выбран). Затем кулачки смещают до соприкосновения заготовки со стержнем. Соприкосновение (прижим) контролируют бумажкой, защемленной между стержнем и заготовкой: бумажка должна извлекаться с небольшим сопротивлением.
Теперь центр 02 эксцентричного отверстия будет находиться против оси шпинделя и эксцентриситет е будет выдержан — можно сверлить и растачивать (или развертывать) отверстие.
Более точно (с точностью до 0,01 мм) контроль смещения кулачков осуществляют индикатором, закрепленным в резцедержателе. Второй способ. Диск насаживают предварительно обработанным отверстием на оправку, которую закрепляют в четырехкулачковом патроне, и смещают на эксцентриситет е описанным выше способом. Возможна также обработка на центровой оправке со смещенными центровыми отверстиями Б. Оправку устанавливают в центрах станка. Третий способ.


5. КОНТРОЛЬ СМЕЩЕНИЯ КУЛАЧКОВ ПРИ ОБРАБОТКЕ ЭКСЦЕНТРИКОВОГО ДИСКА В ЧЕТЫРЕХКУЛАЧКОВОМ ПАТРОНЕ : а — стержень отведен от заготовки на расстояние е. б — заготовка смещена до соприкосновения со стержне и зажата, в — обпшчинанис эксцентричной цапфы

Обработка эксцентриковых валиков. Короткие эксцентриковые валики (со смещением цапф) обрабатывают в четырехкулачковом патроне с координатным смещением по описанному выше способу. Длинные эксцентриковые валики обрабатывают в центрах. Центровые отверстия на торцах валиков засверливают предварительно на сверлильном станке по разметке или при помощи специальных приспособлений. Вначале вал устанавливают на центровых отверстиях А, соответствующих оси вала, и протачивают цапфы. Затем вал устанавливают в центрах на смещенных центровых отверстиях Б и обтачивают эксцентричный участок.
Обработка коленчатых валов. Аналогично обработке эксцентрикового вала, обтачивают коленчатый вал в начале на центрах А, затем на центрах Б и последней установкой на центрах Бг. Если ось эксцентричной шейки выходит за пределы заготовки коленчатого вала, то для обработки этой шейки заготовку устанавливают в центро-сместительных шайбах (рис. 270). Центросместительные шайбы крепят на коренных шейках вала. На торцах центросмес-тителей шайб засверлены центровые отверстия с заданным смещением от оси коренных шеек. При обработке эксцентричных шеек заготовку устанавливают в центрах на смещенных центровых отверстиях шайб. Распорки служат для повышения жесткости заготовки. Противовесы уравновешивают смещенные части заготовки. По мере обтачивания масса заготовки уменьшается и противовесы заменяют более легкими.

7. УСТАНОВКА ЗАГОТОВКИ ЭКСЦЕНТРИКОВОЙ ДЕТАЛИ В ТРЕХКУЛАЧКОВОМ ПАТРОНЕ : 1 — кулачок, 2 — мерная пластинка

8. Обработка коленчатого вала в центросместительных шайбах: 1 —планшайба, 2, 4—центросместительные шайбы, 3 — распорки, 5, 6 — противовесы; 8 — эксцентриситет
На самом деле Евгений на таких видео учатся все кому интересна данная тематика, а потом именно из нас выходят токари и фрезеровщики работающие на предприятиях нашей страны. Очень познавательно , продолжай в том же духе. А про видео ты наверное имел в виду Марковского- токарь судовой хреновый но свой))) интересная личность
Ну для ключа - сойдёт, плюс минус трамвайная остановка. А так нужно учитывать и радиус в губке кулачка, подкладка то плоская, а у кулачка радиус. В зависимости от ширины проточки кулачка, меняется и высота зазора от центра площадки, до краёв. Ничего страшного, со временем это придёт, возможно.
Спасибо, толковое видео, как раз искал инфу, как сделать такую штукенцию..
Вот это реальное спасибо. Очень полезная инфа. Вроди так все просто, а сам фиг бы догадался.
Эксцентриситет :) Интересный ролик, пригодится, спасибо!
Жека Мастер!Если не слишком нужна точность эксцентриситета то достаточно умножить "е"на 1,5
Все эти формулы фигня типа сферического коня в вакууме , так как не учитывают ширины рабочей части кулачков .
При достаточном опыте - практически на глаз определяешь какую подкладку взять .
А если опыта нет - просто взять подкладку , проточить 1 мм и посмотреть что получилось , с 1 максимум 2 корректировками получаете нужный экцентрик .
Толково, остается подгонять. Но скорее всего если взять патрон на котором точили ключ то придется перебросить кулачек. Спасибо +++
Жека, а как посоветуешь выточить эксцентрик на заготовке из амортизатора длиной 200 мм на самодельном станке - в шпинделе отверстия нет. Зажать задней бабкой?
Сначала надо было измерить, какой получился эксцентриситет, а потом уже точить.
Ну, прямо как по учебнику!
Мне подобную шабашку подогнали. Попробуемс.. Но,думаю,одними формулами не обойдусь. Все равно прийдется опытным путем вычислять толщину подкладки
по той формуле, что в видео не получается рассчитать. Так как приходится извлекать корень из отрицательного числа.
И по таблице не получается, так как значение "А" в ней 0.2 последнее, а у меня 0.625 или 0.781
Если А поделить на 0.6(6) то получится примерно k.
не утруждал бы, наоборот очень приятно смотреть.
Евгений, здесь никакие формулы не нужны. Эксцентриситет будет точно равен толщине прокладки при точении в трехкулачковом патроне. Кстати на видео можно заметить, что при использованной прокладки толщиной 4,8 мм диаметр хвостовика получился меньше, чем на поломанном ключе. Мог бы привести доказательство и поясняющий рисунок, но нужен адрес Жеки Мастера. Лайк за труды!
Читайте также: