
Как сделать чертеж звездочки цепной передачи
Обновлено: 05.07.2024
Самостоятельное изготовление звёздочек для вело конструкций
Самостоятельное изготовление звёздочек для вело конструкций
Всем привет, мир вашим домам!
Собственно вот моя последняя работа 2015.
Далее будут фото.
Вкратце: мной сделана ведущая звезда 36 зубцов, на скоростной велосипед, работа проводилась дома из того что было. А был лист металла 2 мм толщиной и подходящей площади. Также имелась жаба зеленая отдавать за переднюю тройную звезду из магазина аж 500 рублей, тем более что износ убил только среднюю звезду на 38 зубьев. А почему я сделал на 36? Да всё просто как ясный день! Разметка через 10 градусов по окружности. Фото разметки не прилагаю. Там и так всё просто. Если есть знания по работе с чертежами на компе, то разметку сделать на любое количество зубов нет проблем. Я же чертил карандашом и транспортиром. Поехали!
1 фото: Разметка острым керном и начало сверления в два этапа, 1 этап 4 мм сверлом, 2 этап 8 мм сверло. (2-е фото) Сверлил ручной дрелью. У кого есть сверлильный станок, тому легче конечно. Но что было. Сверление в два этапа было продиктовано тем, что сразу сверлить 8 мм во первых, ручной дрелью тяжеловато, и второе, что риск соскакивания большого сверла с метки нанесённой керном очень велик. А ошибка в самом начале хотя бы на 1 мм сведет все старания и усилия на нет!
Вложения окончательной сверление по отметкам 8мм сверлом Разметка острым керном будущих отверстий, начало сверления 4 мм сверлом по отметкам
Самостоятельное изготовление звёздочек для вело конструкций
Едем далее. не забываем про технику безопасности тоже. Всю стружку от сверлений лучше сразу на магнит, при работе болгаркой маска ОБЯЗАТЕЛЬНА!
Далее зажимаю лист с отверстиями в тиски и вырезаю по верх отвестий, по окружности заготовку. Работал маленькой болгаркой. надрезы сквозные, но между собой надрезы почти не соединяются, оставляю немного металла. Потом выламываю деталь. Это легко делается, при минимальном риске разрыва диска по металлу.
После всё той же болгаркой вырезал примерный профиль зуба по существующим оверстиям. ВНИМАНИЕ: при этом вырезании образуется много ОЧЕНЬ ОСТРЫХ небольших кусочков металла пот ногами. Не забываем их магнитом собирать.
После грубого вырезания примерно выравниваю высоту и профиль зубьев, Меряю новую цепь, прокручивая деталь в руках. Вроде совпадает и нигде не закусывает. По любому цепь притрется со временем. Высоту зубьев сделал высокую, как у советских звезд. Это кстати идин из факторов, почему советские звездоцепные передачи ходили дольше современных цепных передач с низким зубом. Помимо конечно качества металла звезд и цепей. Принимая во внимание еще толщину самодельной звезды в 2 мм надеюсь ресурс будет как минимум на 5+ тысяч км. но время покажет, в конце концов раз в год-два, потратить день на изготовлений звездочки не проблема. Конечно еще нужно было бы сделать закалку звезды, но так как такого опыта я не имел, а людей которые могли бы сделать её я не нашел, рисковать первым экземпляром я не стал. конечно твердость металла не на высоте.
Вырезаю центр в звездочке, сверлю 5 крепёжных отверстий, и меняю звезду. Здесь один момент есть. Заводская звезда имеет тарельчатую форму. Повторить её дома мне не представлялось возможным. поэтому моя звезда плоская, это скажется на расстоянии между средней и большой звездой.
Так уж вышло, что передний перекидыватель цепи у меня не работает. Поэтому как будет происходить перекидывание цепи со средней на большую звезду, я сказать не могу, единственно, что могу сообщить по итогам 1000 км эксплуатации звезды, так это то, что цепь идеально при сильной тряске соскакивет ложится в зазор между маленькой звездой на 28 и средней, при этом абсолютно не застревая там. Таких ситуаций можно избежать если не доводить цепь до такой экстремальной встряски. При максимальных оборотах передних звезд по более менее ровным поверхностям (асфальт, гравий средней убитости) соскакивания цепи не происходило. ЕЩЕ при установке самодельной звезды пришлось применить толстые шайбы для регулировки нормального зазора меж средне и большой звездой. (иначе они слишком близки друг к другу получаются)
далее выложу фото всего этого дела. И еще, просьба к модератору, я не создал отдельной темы для материала о самодельной передней звезде, не нашел как начать новую тему, её-то нет у вас на форуме. Откроете тему, с перемещением моих постов и фоток о звезде?
ГОСТ 591—69 устанавливает профиль зубьев звездочек для цепей с геометрической характеристикой λ ≤ 2.
Диаметр окружности выступов Dе вычисляют с точностью до 0,1мм; остальные линейные размеры — до 0,01мм, а угловые — до 1'.
Для определения диаметров ddи Dе следует пользоваться табл. 14.
12. Значения величин для расчета и построения профиля зубьев звездочек
Обозначение цепей
r
е
Обозначение цепей
r
е
Табличные значения dd, De ,Di, Dc, Lx, r2, x1, y1 в зависимости от z и типов цепей даны в приложении к ГОСТ 591-69.
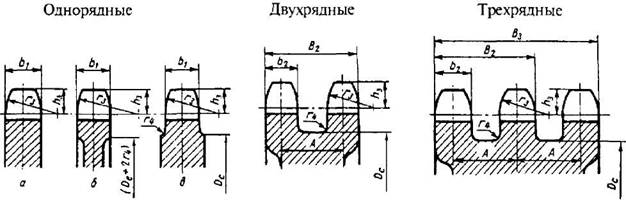
Расчет и построение основных размеров зубьев и венцов однорядной, двухрядной и многорядной звездочки в поперечном сечении следует выполнять в соответствии с табл. 13.
13. Зубья и венец звездочки в поперечном сечении
Параметр
Расчетная формула
1. Диаметр элемента зацепления цепей Dц:
2. Ширина пластины цепи (наибольшая) h
3. Расстояние между внутренними пластинами цепи b3
4. Расстояние между осями цепи А
5. Радиус закругления зуба (наименьший) r3
6. Расстояние от вершины зуба до линии центров дуг закруглений h3
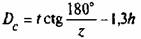
7. Диаметр обода (наибольший) Dc*
8. Радиус закругления r4
при шаге t > 35мм
9. Ширина зуба звездочки
двухрядной и трехрядной b2
10. Ширина венца многорядной звездочки Вn
Размеры зуба и венца звездочки в поперечном сечении вычисляют с точностью до 0,1мм; для варианта а допускается округление величины b1 до 1мм в меньшую сторону. Размер Dc округляют до 1мм.
Для определения диаметра Dc пользоваться табл. 14.
14. Значение cosec(180º/zи ctg(180º/z) в зависимости от z

Размеры зубьев и венцов звездочек для — приведены в табл. 16.
Допуски. ГОСТ 591—69 устанавливает три группы точности размеров зубьев и венцов звездочек. Предельные отклонения размеров зубьев и венцов звездочек по группам точности должны соответствовать приведенным в табл. 15.
Параметр шероховатости поверхности зубьев Ra следует принимать в зависимости от окружающей скорости до 8м/с не более 6.3мкм, свыше 8м/с — не более 3,2мкм.
Предельные отклонения диаметра отверстия ступицы звездочки следует принимать не ниже Н8.
15. Предельные отклонения и допуски на размеры зубьев и венцов звездочек
Параметры
Группы Точности
А
В
С
Отклонения и допуски, мкм, при диаметре звездочки, мм
До 120
Св. 120 до 260
Св. 260 до 500
Св. 500 до 800
Св. 800 до 1250
Св. 1250
До 120
Св. 120 до 260
Св. 260 до 500
Св. 500 до 800
Св. 800 до 1250
Св. 1250
До 120
Св. 120 до 260
Св. 260 до 500
Св. 500 до 800
Св. 800 до 1250
Св. 1250
Разность шагов Δt(одной звездочки) при шаге t, мм
До 20
25
32
40
50
60
60
80
100
120
160
160
200
250
320
400
Св. 20и 35
32
40
50
60
80
80
100
120
160
200
200
250
320
400
500
Св.35 до 55
40
50
60
80
100
120
100
120
160
200
250
320
250
320
400
500
630
800
Св. 55
60
80
100
120
160
160
200
250
320
400
400
500
630
800
1000
Диаметр окружности выступов De
Диаметр окружности впадин Diи наибольшая хорда Lx
Диаметр впадин зуба2r
Радиальное биение окружности впадин и осевое биение зубчатого венца
* Допуск для варианта а (см. рис. к табл. 13) ГОСТом не нормируется.
16. Размеры зубьев и венцов звездочек для ![формула]()

Обозначение цепей по
H
Обозначение цепей по
H
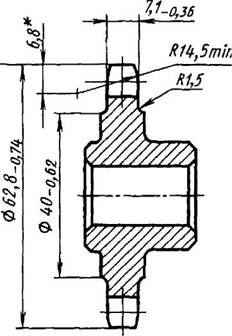
17. Пример выполнения чертежа венца звездочки для приводной однорядной цепи (ГОСТ 2.408—68 в ред. 1996г.)
Число зубьев
z
14
Сопрягаемая цепь
Шаг
t
12,7
Диаметр ролика
8,51
Профиль зуба по ГОСТ 591-69
Группа точности по ГОСТ 591-69
Диаметр окружности впадин
Допуск на разность шагов
Допуск радиального биения окружности впадин
Допуск торцового биения зубчатого венца
Диаметр делительной окружности
Ширина внутренней пластины
Расстояние между внутренними пластинами
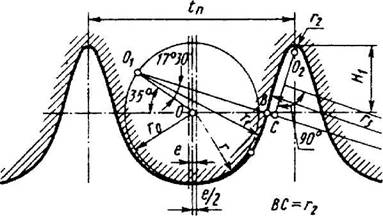
18. Расчет и построение профиля дисковой фрезы для нарезания звездочек с числом зубьев z ≥ 7
Профиль зуба звездочек, получаемый методом деления при нарезании дисковыми фрезами, полностью соответствует теоретическому (исходному) профилю только при расчетном числе зубьев z1 данной группы.
Линейные размеры червячных и дисковых фрез вычисляют с точностью до 0,01мм, а угловые — до 1'.
Параметры
Расчетная формула и величина
Диаметр элемента зацепления цепей Dц: втулочных Dц = d2
Номер группы (фрезы)
Число зубьев нарезаемой звездочки z
Расчетное число зубьев для группы z1
Радиус головки фрезы r
Радиус сопряжения r1
Радиус впадины фрезы r2
Половина угла головки фрезы а
Угол сопряжения β
Прямой участок профиля FG
Смещение центров дуг головки фрезы е*
Ширина фрезы В, не менее
* При расчете дисковых фрез для нарезания звездочек без смешения центров дуг впадин величину е следует принимать равной нулю
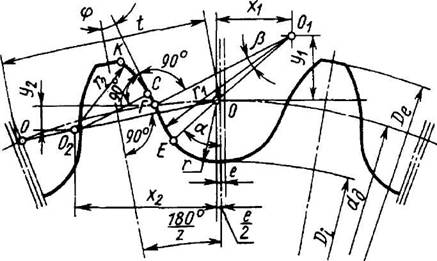
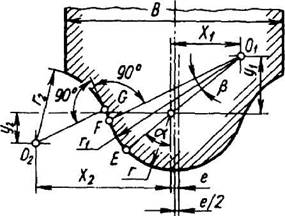
19. Расчет и построение профиля инструмента для нарезания звездочек с числом зубьев z ≥ 9\
Расчет и построение профиля основной рейки в нормальном сечении при изготовлении зубьев звездочки методом обкатки по диаметру делительной окружности dd даны в таблице и на рисунке. Центр дуги радиуса r3 лежит на пересечении перпендикуляра, восстановленного из середины отрезка O2C, с продолжением линии О1ВС.
Профиль зуба звездочек, получаемый методом огибания, на участке EFCK (см. рисунок к табл. 11) отклоняется от теоретического (исходного) профиля. Величина отклонения зависит от числа зубьев и не превышает в нормальном направлении к теоретическому профилю на участке EFC — 0,01t и на участке СК — 0,015t.
Шаг цепи t
Диаметр элемента зацепления цепей Dц:
роликовых Dц = d3
Шаг основной рейки tn
Радиус вспомогательный r0:
Радиус впадины зуба r2
Высота ножки зуба Н1
Смешение центров дуг радиуса г головки зуба е*
Технические требования на звездочки для приводных роликовых и втулочных цепей с шагами до 25,4мм включительно. Число зубьев звездочек выбирают из следующего ряда: 9, 10, 11, 12, (13), 14, (15), 16, (17), 18, (19), 20, (22), 25, (28), 32, (36). 40, (45), 50, (56), 63, (71), 80.
Рекомендуется принимать число зубьев не менее 13; при больших скоростях и для ответственных передач принимают большие значения, но не свыше 120. При четном числе звеньев цепи следует выбирать нечетное число зубьев звездочки.
Посадочные отверстия звездочек под вал выполняют с предельными отклонениями по Н8.
Звездочки изготовляют изстали марок 40 и 45 или 40Л и 45Л, группа II.
Твердость поверхностного слоя венцов в пределах 42 . 52HRC на глубину не менее:
1,0мм — при ширине зуба звездочки до ;
1,5мм — при ширине зуба звездочки более 3 до 6мм;
2.5мм — при ширине зуба звездочки более 6мм.
Допускается изготовление звездочек:
а) изстали марок 15 и 20 (глубина слоя цементации на венцах 1,0—1,5мм, твердость 54 . 62HRC).
б) из чугуна не ниже марки СЧ 18 с термической обработкой (твердость венца 363 . 429НВ при шаге до 25,4мм и окружной скорости до 2м/с.
Основные условия применения передач приводными цепями. Передаточное отношение i должно быть не более 7; при скорости цепи v≤ 3м/спри постоянстве рабочей нагрузки можно брать i≤ 10. Для цепных передач металлорежущих станков рекомендуется выбирать i из следующего ряда: 1; 1,12; 1,25; 1,4; 1,6; 1,8; 2; 2,25; 2,8; 3,15; 3,5; 4; 4,5; 5; 5,6; 6,3; 7,1.
Частота вращения звездочки, мин -1 , наибольшая для втулочно-роликовых цепей, приведена в табл. 20. Она соответствует наибольшей скорости цепи v = 18м/с. При низком качестве изготовления цепи указанную в табл. 20 частоту вращения следует уменьшать на 25—30%.
Скорость набегания цепи на звездочку или средняя скорость цепи, м/с:
где z— число зубьев звездочки; n— частота вращения звездочки, мин -1 ; t — шаг цепи, мм.
Шаг цепи t в зависимости от частоты вращения меньшей звездочки и ее числа зубьев - следует принимать по табл. 20.
Для выбора шага можно также руководствоваться зависимостью
где А — межосевое расстояние, мм.
Следует стремиться к выбору меньшего шага, так как работоспособность цепной передачи с малым шагом выше, чем цепи с большим шагом.
Частота ударов звеньев цепи сильно влияет на ее работоспособность. Число ударов звена в секунду определяют по формуле
где m— число звеньев цепи.
Для проверки допустимого числа ударов для втулочно-роликовой цепи можно пользоваться табл. 21.
Среднее значение КПД цепной передачи (без учета потерь в подшипниках валов) η=0,97.
Конструкция звездочек. Звездочки диаметром свыше 200мм рекомендуется делать составными, как показано на рис. 1, при этом втулка может быть из чугуна; или сварными, как показано на рис. 2.
Положение цепной передачи. Горизонтальное или наклонное (с углом не свыше 45° к горизонту) положение цепной передачи является наиболее благоприятным. Вертикальных установок следует избегать ввиду необходимости частого регулирования провисания ветвей цепи.
Для регулирования провисания и создания нужного предварительного натяжения, а также для компенсации вытяжки цепей применяют устройства с натяжными или оттяжными звездочками или роликами. Число зубьев регулирующей звездочки рекомендуется принимать не менее числа зубьев малой звездочки передачи. Ролики, как правило, применяют при вертикальном или близком к нему расположении цепи.
Наиболее желательны для регулирования провисания передвижные опоры передачи .
Люди начали использовать зубчатые передачи еще в античности. Идея передавать момент вращения не при непосредственном контакте двух зубчатых колес, а на большое расстояние с помощью бесконечной цепи принадлежит гениальному художнику и изобретателю Леонардо да Винчи. На практике такие приводы были реализованы в начале 19 века. Чтобы механизм работал эффективно, необходим точный расчет всех ее элементов, а прежде всего- звездочек.

Размеры венца звездочек
При конструировании звездочки цепных передач учитывают, что она должна выполнять ряд основных функций:
- передавать момент вращения с ведущего вала на ведомый;
- захватывать и высвобождать звенья цепи без рывков и ударов;
- удерживать механизм в плоскости вращения.
Для этого ее форма и размеры должны строго соответствовать результатам расчета.
Согласно рекомендациям ГОСТ 591-69, регламентирующего звездочки к приводным роликовым и втулочным цепям при проектировании исходят из следующих начальных параметров:
- шаг цепи t;
- количество зубцов z;
- диаметр окружности зацепления d1;
Основные размеры, определяющие геометрическую форму изделия, это:
- диаметр делительной окружности D дел;
- диаметр окружности выступов D выст;
- радиус впадин r;

Расчет параметров звездочки цепной передачи по заданному шагу цепи осуществляется в следующей последовательности:
При построении чертежа звездочки для цепной передачи D выст рассчитывают с точностью до 0,1 миллиметра, другие параметры-с точностью до 0,01 мм.
Конструкция ступицы и диска звездочек цепных передач
Ступица и диск звездочки чаще всего отливаются или фрезеруются в качестве единой детали. Ступица служит для крепления изделия на ведущем или ведомом валу механизма. Она должна обеспечивать надежную фиксацию, исключающую осевые и радиальные биения детали на валу. Поэтому к качеству внутренней поверхности предъявляются высокие требования. Крепление осуществляется с помощью:
- шлица для скоростных и высоконагруженных цепных приводов;
- шпонки для тихоходных цепных приводов.

Диаметр ступицы должен удовлетворять двум требованиям:
- обеспечивать прочность конструкции;
- не утяжелять ее сверх необходимого.
Для чугунных деталей его обычно выбирают равным 1,65 от диаметра вала, для стальных коэффициент расчета снижается до 1,55.
Длина ступицы определяется характером фиксации на валу- шпонкой или шлицем и обычно расчет делают в диапазоне 1,2-1,5 от диаметра вала.
Для звездочек малых размеров ширина диска выбирается равной ширине зубца. Для изделий больших размеров, особенно высоконагруженных, ширину увеличивают до 5%, в зависимости от радиуса закругления основания зубца.
Рассчитанные размеры округляются до ближайшего числа из стандартного ряда размеров.
Материалы звездочек цепных передач
Изделия подвергаются большим ударным нагрузкам, поэтому для их изготовления применяют стальные сплавы:
- со средним содержанием углерода и с легирующими добавками, закаляемые до твердости 45-55 ед.;
- подвергаемые цементированию на глубину 1-1,5 мм и последующему закаливанию до 55-60 ед.
Для малошумных цепных приводов применяют такие материалы, как текстолит, полиамидные и полиформальдегидные пластмассы. Они амортизируют удары звеньев роликовой цепи, снижают шумы и вибрацию и продлевает срок службы цепей. Это происходит за счет снижения динамических нагрузок на звенья. Такие детали менее прочны, чем стальные, поэтому цепные приводы с ними ограничены по передаваемой мощности. Точный расчет передачи углового положения зубчатой цепью проводится при проектировании механизмов систем управления, в том числе для летательных аппаратов.
Для цепных приводов с низкой скоростью хода (не более 2 метров в секунду) и малыми динамическими нагрузками применяют также чугун. Термообработкой твердость изделий доводят до 350-430 единиц по HB. В тяжелых условиях эксплуатации, в сельхозмашинах и дорожных механизмах, используют упрочненные чугуны с пониженным коэффициентом трения.
Для снижения динамических нагрузок, уровней шума и вибрации в высокоскоростных цепных передачах применяют также специальные покрытия- как наплавка металлов, так и напыление тефлонового слоя.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Классификация передач. Приводные роликовые цепи различают (рис. 77): однорядные нормальные (ПР), однорядные длиннозвенные облегченные (ПРД), однорядные усиленные (ПРУ), двух (2ПР)-, трех (ЗПР)-и четырехрядные (4ПР) и с изогнутыми пластинками (ПРИ).









Рис.77. Виды приводных цепей: а – втулочная однорядная, б – роликовая однорядная, в – роликовая двухрядная, г – роликовая с изогнутыми пластинами, д – зубчатая, е – фасонозвенная крючковая, ж – фасонозвенная штыревая.
Назначение. Цепные передачи относится к механическим передачам зацепления с гибкой связью и применяют для передачи вращательного вращения между валами расположенным на значительных расстояниях и при необходимости обеспечить постоянное передаточное отношение. Цепная передача состоит из расположенных соосно на некотором расстоянии друг от друга звездочек, и охватывающей их цепи. Вращение ведущей звездочки преобразуется во вращение ведомой благодаря сцеплению цепи с зубьями звездочек. В связи с вытягиванием цепей по меpe их износа натяжное устройство цепных передач должно регулировать натяжение цепи. Это регулирование, по аналогии с ременными передачами, осуществляют либо перемещением вала одной из звездочек, либо с помощью регулирующих звездочек или роликов.
Преимущества. Благодаря зацеплению отсутствует скольжение тягового органа. Возможность передачи движения между валами на большие расстояния (до 8М). Меньшие габариты, чем у ременных передач, особенно по ширине. Меньшие нагрузки на опоры валов передачи. Возможность передачи вращения одной цепью нескольким валам. Больший КПД.
Недостатки. Повышенный шум и вибрации вследствие удара звеньев цепи по звездочкам, которые повышаются с увеличением ее скорости. Увеличение шага цепи в процессе эксплуатации в связи с ее износом. Необходимость устройств для натяжения цепей. Отсутствие жидкостного трения в шарнирах увеличивает их износ поэтому необходима смазка периодическая или постоянная. Скорость цепи неравномерна, особенно при малых числах зубьев звездочек, что создает дополнительные динамические нагрузки и колебания передаточного числа.
Сферы применения. Цепные передачи применяют в транспортных, сельскохозяйственных, строительно-дорожных, горных и нефтяных машинах, а также в металлорежущих станках.
По мощности передачи применяются при 100КВт, (в некоторых передачах до 3000КВТ), по окружной скорости — 15М/с, по передаточным числам 7, КПД цепных передач 0,94…0,97.
Геометрический расчет. Центры шарниров цепи при зацеплении с зубьями звездочки располагаются на делительной окружности звездочек, который определяется
Где Р — Шаг цепи; — Число зубьев звездочки.
Для приводных цепей зубья звездочек определяют все размеры зубьев, а также диаметр вершин И впадин зубьев этих звездочек (рис. 78).
Минимальное межосевое расстояние Атіп Цепной передачи принимают в зависимости от передаточного числа И Передачи и условия, что угол обхвата цепью меньшей звездочки составляет не менее 120°, т. е. при И Расчет цепной передачи — 3.0 out of 5 based on 12 votes
Форсировка двигателя обычно приводит к необходимости подбора передаточного отношения в задней цепной передаче или замене цепи на более мощную. Для этого необходимо изготавливать новые звёздочки.Прежде, чем приступать к их изготовлению, надо определится с типом цепи, которую вы хотите использовать, отечественные цепи можно выбрать из таблицы:
Выбрав необходимую цепь и задавшись необходимым числом зубьев на звёздочке, переходим к расчёту звёздочки.
1. Расчитаем диаметр делительной окружности:
Do=t*cosec(180/z) где t — шаг цепи, z — число зубьев звёздочки
Значения cosec(180/z) приведены ниже:
| z | cosec180 0 /z | ctg180 0 /z | z | cosec180 0 /z | ctg180 0 /z | z | cosec180 0 /z | ctg180 0 /z |
| 9 | 2.9238 | 2.7475 | 30 | 9.5668 | 9.5144 | 51 | 16.2439 | 16.2131 |
| 10 | 3.2361 | 3.0777 | 31 | 9.8846 | 9.8339 | 52 | 16.5616 | 16.5314 |
| 11 | 3.5495 | 3.4057 | 32 | 10.2023 | 10.1532 | 53 | 16.8809 | 16.8512 |
| 12 | 3.8637 | 3.7321 | 33 | 10.5203 | 10.4727 | 54 | 17.1984 | 17.1693 |
| 13 | 4.1786 | 4.0572 | 34 | 10.8379 | 10.7916 | 55 | 17.5163 | 17.4877 |
| 14 | 4.4939 | 4.3813 | 35 | 11.1560 | 11.1111 | 56 | 17.8354 | 17.8073 |
| 15 | 4.8097 | 4.7046 | 36 | 11.4737 | 11.4301 | 57 | 18.1535 | 18.1260 |
| 16 | 5.1258 | 5.0273 | 37 | 11.7913 | 11.7488 | 58 | 18.4817 | 18.4446 |
| 17 | 5.4423 | 5.3496 | 38 | 12.1093 | 12.0679 | 59 | 18.7693 | 18.7626 |
| 18 | 5.7588 | 5.6713 | 39 | 12.4248 | 12.3875 | 60 | 19.1073 | 19.0811 |
| 19 | 6.0756 | 5.9927 | 40 | 12.7455 | 12.7062 | 61 | 19.4254 | 19.3996 |
| 20 | 6.3925 | 6.3137 | 41 | 13.0639 | 13.0251 | 62 | 19.7429 | 19.1776 |
| 21 | 6.7095 | 6.4347 | 42 | 13.3820 | 13.3446 | 63 | 20.0613 | 20.0363 |
| 22 | 7.0266 | 6.9550 | 43 | 13.6993 | 13.6628 | 64 | 20.3800 | 20.3555 |
| 23 | 7.3439 | 7.2755 | 44 | 14.0178 | 13.9821 | 65 | 20.6987 | 20.6745 |
| 24 | 7.6613 | 7.5958 | 45 | 14.3356 | 14.3007 | 66 | 21.0168 | 20.9930 |
| 25 | 7.9787 | 7.9158 | 46 | 14.6536 | 14.6194 | 67 | 21.3338 | 21.3103 |
| 26 | 8.2863 | 8.2358 | 47 | 14.9720 | 14.9395 | 68 | 21.6537 | 21.6306 |
| 27 | 8.6138 | 8.5555 | 48 | 15.2898 | 15.2571 | 69 | 21.9717 | 21.9489 |
| 28 | 8.9319 | 8.8742 | 49 | 15.6085 | 15.5767 | 70 | 22.2895 | 22.2671 |
| 29 | 9.2490 | 9.1948 | 50 | 15.9260 | 15.8945 | 71 | 22.6068 | 22.5847 |
2. Расчитаем диаметр окружности выступов:
De=t*(Kb + ctg(180/z)) где
| число зубьев звёздочки | коэффициент Kb |
| до 11 | 0,58 |
| свыше11 до 17 | 0,56 |
| от17 до 35 | 0,53 |
| свыше 35 | 0,50 |
3. Расчитаем диаметр окружности впадин:
r- радиус впадины (r= 0,5025 dp + 0.05mm)dp- диаметр ролика цепи.
По расчитанным значениям диаметров можно приступать к изготовлению звездочки.
Как изготовить звёздочку без специального оборудования.
Изготовить звёздочку можно и в гаражных условиях без специального оборудования. Для этого нужно подобрать необходимую заготовку по толщине, расчитать диаметр делительной окружности и диаметр окружности выступов. Заготовка должна быть больше диаметра выступов на 10-15 мм. Затем прочертить делительный диаметр и диаметр окружности выступов. Взять звено из цепи и подобрать к нему два керна по диаметру втулок. Просверлить отверстие на делительном диаметре, равное диаметру керна, вставить керно со звеном, а во второе отверстие звена второе керно. Накернить и просверлить второе отверстие в заготовке. Вынуть первое керно и переместить звено на втором керне для изготовления следующего отверстия и т. д. Если делительный диаметр прочерчен правильно, то последнее отверстие должно совпасть с первым и звено с кернами должно вставляться во все отверстия. Затем отверстия рассверлить до диаметра втулки цепи +0,5-0,8мм. Заготовку обработать до диаметра выступов и в тисках изготовить профиль зуба. Цепь должна свободно обхватывать звёздочку.

В различных самодельных механизмах или устройствах часто может использоваться цепной привод, который состоит из куска цепи и звездочек. И если на роликовую цепь для самоделки еще можно потратиться, то вот покупать звездочки — не обязательно. Их вы можете сделать самостоятельно.

Для этого потребуется кусок стальной пластины, некоторый инструмент и немного свободного времени. Причем звездочки можно сделать абсолютно любого диаметра, какой вам необходим. Теперь давайте рассмотрим процесс изготовления самодельных звездочек более подробно.
И первым делом необходимо замерить расстояние между двумя валиками (пинами) велосипедной цепи. Такое же расстояние должно быть между отдельными зубьями самой звездочки.

Основные этапы работ
Сначала автор делает черновой шаблон, который будет использоваться для изготовления самодельных звездочек. Для этого он рисует на куске доски (можно фанеру использовать) четыре окружности круга разного диаметра: 12, 24, 36 и 48 мм.

После этого, используя циркуль, делает разметку. Далее нужно будет перенести размеры на заготовки из стальной пластины. Затем сверлим отверстия нужного диаметра — по разметке и по центру заготовки.

На последнем этапе работ останется лишь обрезать все лишнее с помощью болгарки и немного обработать звездочки на шлифовальном станке.

Подробно о том, как сделать звездочки для цепи из стальной пластины, смотрите в видеоролике на нашем сайте.
Началось с того, что в 80-е годы прошлого века изобрели овальные ведущие велозвезды. Мне хотелось такую. Никто сделать не мог. Женщина-технолог сказала - не бывает таких. Дядя слесарь-инструментальщик не стал связываться. Пришлось самому. Эта технология позволяет построить звезду просто разметив ее штангелем, обойдя накопленные погрешности.
1. Берем заготовку и ЛЕГОНЬКО, только чтобы не скользила ножка штангеля отмечаем центр:

2. Считаем угловой шаг 360:n (УШ)
3. Считаем делительный диаметр: D=S/sin(180/n), где S - шаг цепи, n - количество зубьев.
4. Рисуем делительный диаметр:

5. Теперь на делительной окружности надо выбрать три точки, более-менее равномерно распределенные. Число зубьев нашей звезды может быть не кратно 3-м, например 37). Делим через 12, 12, 13. Считаем хорду:
В нашем случае для 12, 13 и наносим точки:

Считаем хорды для 2, 3, 4, 5, 6, 7 и т.д. угловых шагов, чтобы строить таким образом:
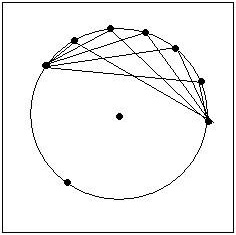
Делительная окружность теперь выполняет лишь справочную функцию - убеждаемся, что хорды правильные и точки попадают на делительную.
Так из просчитанных дуг была составлена овальная звезда.
Далее сверлим. Начинать надо со сверла 1-2мм, потом 5мм и далее на 0.5-0.7мм больше диаметра ролика цепи.
Потом отсечь лишнее. Идеальный инструмент - циркулярная пила, где вместо пильного диска установлен круг от болгарки. Но сойдет и болгарка, и зубило с напильником.
Если посмотреть различные звезды, заострения - кто во что горазд. Мне лично нравятся зубья кассет гоночных велов. Там нет заострения, просто наружный радиус на 2-2.5мм больше делительного. Я так и делаю.

Сталь для малой звезды желательно знать. Она проходит термообработку. Для большой - лишь бы обрабатывалась. Она термообработку не проходит и не калёная переживает насколько малых.
Использовать лазерно-утюжную технологию не желательно. При распечатке на бумаге погрешность непредсказуема. Пусть у одной точки 0,1 мм. Где гарантия , что у второй тоже 0,1 и не в ту же сторону?
Я размечаю штангелем. Там на каждую точку минимум две перестановки штангеля. Уже 0,2 мм. Плюс если штангель ставится по керновке, то накопительная погрешность ещё больше. Но немного исправляет дело то, что риски должны попасть на делительную окружность.
Андрей Стеканов (Linil)
Это кто как привык.В разных местностях штангенциркуль называют по разному:и штангеН,и штангеЛЬ,и колумбик(от названия фирмы "Колумбус");в родном СКБ называли маузером - был у кого-то из старых мастеров и такой.Щас по привычке ляпнешь - все удивляются,приходится объяснять. )
Говорить можно как угодно. Писать желательно грамотно. ГОСТ 166-89 ШТАНГЕНЦИРКУЛИ. ТЕХНИЧЕСКИЕ УСЛОВИЯ.
В AutoCAD есть возможность предварительно откалибровать принтер. Распечатываем прямоугольник, измеряем и вводим в программу полученные размеры сторон. AutoCAD при следующих распечатках вносит поправку. Таким образом можно получить очень точный шаблон для разметки, если использовать одну и ту же бумагу.
Использую лазерный принтер. Заметил, что по вертикали размер существенно "плавает" из за изменения влажности в помещении. Чтобы снизить влияние влажности, предварительно "распечатываю" пустой лист, чтобы подсушить его. После вновь заправляю в принтер и распечатываю шаблон. Тоже самое делаю при калибровке.
Читайте также: