
Хонинговальная головка своими руками
Обновлено: 07.07.2024
Делимся опытом, обсуждаем, советуемся
Всё обо всём у нас здесь
Веховодство
Для отщепенцев модели Isuzu VehiCross ;)
Исузу Аксиом
Всё о Isuzu Axiom
Исузу D-Max
Всё о Isuzu D-Max
Off-road
Бездорожье, подготовка машины
Покатушки
Совместные выезды для общения offline. Даты и места встреч.
Отчеты о путешествиях
Аккумулирование фото, видео и текстовых материалов мероприятий с участием членов клуба.
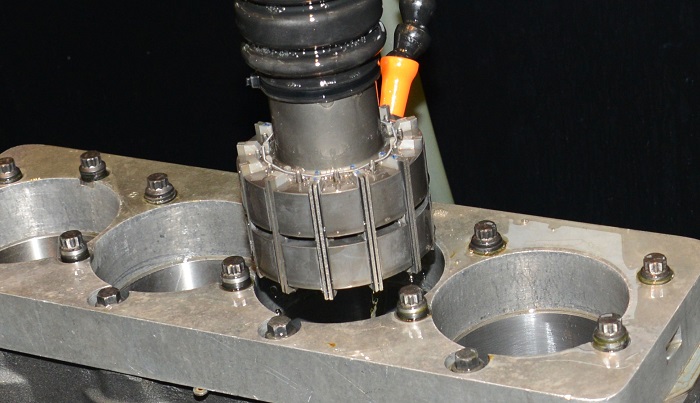
Увеличение диаметра цилиндра до следующего ремонтного размера, например на 0,4 мм, на таком оборудовании вообще не требует традиционной расточки. Все делает хонинговальная головка. Сначала увеличивает диаметр на 0,3 мм крупнозернистыми абразивными брусками. Затем еще на 0,1 мм — брусками с зерном помельче. Наконец, формирует плоские вершины мелкозернистыми брусками или специальными щетками с алмазным напылением.
Увеличение диаметра цилиндра при последней операции не превышает микрона и практического значения не имеет. Зато с верхушек шероховатостей удаляется часть поврежденного, разрыхленного при предыдущей обработке, металла и на их поверхности появляются зерна содержащегося в чугуне графита. Они снижают трение колец до минимума. Заметьте: обработка на таком станке обычного четырехцилиндрового блока занимает около 30 минут.
НАША СПРАВКА
Двигатель внутреннего сгорания – это сердце автомобиля. Для его беспроблемной работы нужна умеренная эксплуатация и своевременное обслуживание. Если условия соблюдены, то мотор будет выдавать заданные параметры на протяжении долгих лет. Затем подходит срок капитального ремонта, подразумевающего полную разборку и замену изношенных деталей. Важной операцией является хонингование блока цилиндров.
Что такое хонингование цилиндров двигателя
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.

Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
ДЛЯ ЧЕГО НУЖНО ХОНИНГОВАНИЕ ДВИГАТЕЛЯ?
Хониногование производят для уменьшения шероховатости стенок цилиндров и чтобы улучшить приработку поршневых колец и самим поршней. Оно увеличивает срок службы отремонтированного двигателя.
Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью.
Плосковершинное хонингование имеет ряд преимуществ. Его задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Особенность хонингования — образование на цилиндрах сетки, которую можно заметить при тщательном осмотре. Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
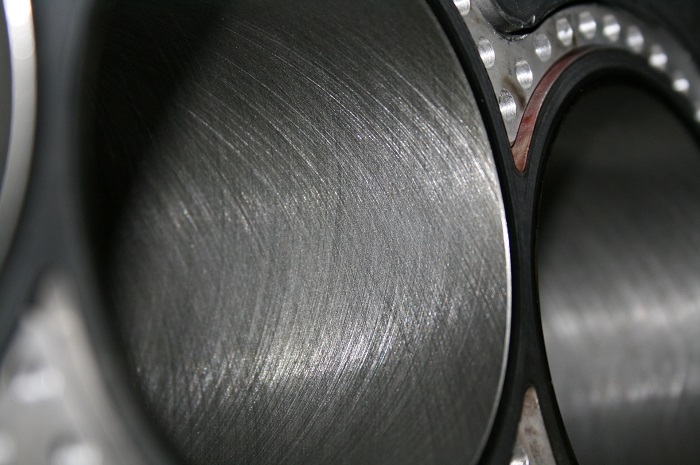
ХОН ИЛИ ЗЕРКАЛО?
Обработанная поверхность имеет гладкую глянцевую структуру, поэтому ее часто называют зеркалом. Хон – это приспособление для нанесения заданного рисунка сетки на рабочие стенки цилиндра. Отсюда происходит и название операции.
В условиях массового производства технология обработки несколько иная. Специально не выделяется операция хонингования. Расточка производится на токарном станке. Сначала фрезой, а затем для повышения точности размеров и формы, абразивным инструментом. При этом сетка на стенках является результатом движения абразивного бруска во время обработки. Процесс хонингования во время капитального ремонта выделяется в особую процедуру, потому что расточенный под ремонтный размер цилиндр имеет абсолютно гладкую поверхность.
Сетка хона играет важную роль в смазке цилиндро-поршневой группы. Она создает масляную пленку заданной толщины, которая увеличивается при движении поршня вверх и затем утончается при обратном ходе. Масло от коленвала и шатунов разбрызгивается внутри блока цилиндров, а затем за счет возвратно-поступательного движения поршней попадает на поршни и на кольца. Когда стенки цилиндра гладкие, то масло на них не задерживается. Наступает масляный голод и ускоренный износ двигателя.
Основная задача хонингования создать структуру поверхности, обеспечивающую хорошие условия для смазки деталей мотора. Попутно достигается дополнительное уплотнение между поршнем и цилиндром. Это благоприятно влияет на повышение компрессии двигателя, так как газы не прорываются в картер. Если не сделать качественную обработку поверхности, то все вышеперечисленные процессы затрудняются. Двигатель испытывает масляное голодание и, как следствие, быстро выходит из строя. Сначала появляются задиры, затем начинается эллипсообразный износ, увеличивается расход масла и появляется дымный выхлоп.
Опытным путем давно установлено, что идеально гладкая поверхность не дает хороших условий для движения поршня. Хонингование позволяет создать своеобразные углубления для сохранения в них масла. Масляная пленка предотвращает непосредственный контакт металла с металлом. Уменьшается трение и снижается износ деталей.
При работе мотора создается высокое давление в камере сгорания, и раскаленные газы прорываются в зазор между кольцами и цилиндрами. Масло, покрывающее стенки цилиндра, выступает своеобразным уплотнением, препятствующим выходу газов. Это повышает компрессию и эффективность работы двигателя.
Отшлифованная до гладкого состояния стенка плохо задерживает смазку. В отсутствие масляного клина происходит полусухое трение деталей. Повышается их температура и наступает преждевременный износ. Помимо смазки, масло обеспечивает дополнительное охлаждение, поскольку имеет более высокую теплоемкость, чем металл.
Хонингование и ремонт цилиндров Alusil и Nicasil
Хонингование блока цилиндров из алюминиевого сплава имеет свои особенности.
Ремкомплекты изготавливают специально для технологии расточки алюминиевых блоков. Несоблюдение технологии заканчивается быстрым выходом из строя отремонтированного двигателя.
Крупнейший мировой производитель инструмента Sunnen, в том числе выпускающий хонинговальные бруски, рекомендует при хонинговании блоков цилиндров из алюминиевых сплавов применять оснастку на основе абразивных частиц карбида кремния (SiC).

Последовательно применяются три типа брусков. Первый брусок типа С30-J55 снимает изношенный слой с припуском 0,04–0,08 мм после растачивания. Второй тип С30-J84 выполняет хонингование и увеличение ремонтного размера на 0,01-0,02 мм, а также удаляет дефекты от предыдущей операции. Третий тип С30-С03-81 осуществляет финишную шлифовку без изменения ремонтного размера.
После растачивания алюминиевого блока надо тщательно промыть его от стружки. Даже незначительные загрязнения приводят к тому, что алюминий налипает на стенки цилиндра и абразивный инструмент. Происходят задиры и вырывание абразивных частиц.
Хонингование осуществляется при выполнении трех условий. Во-первых, тщательная фильтрация охлаждающе-смазочной жидкости. Во-вторых, умеренный прижим абразивных брусков к стенке блока. В-третьих, точное соответствие диаметров бруска и поршня. Нарушение этих условий приводит к перегреву обрабатываемой поверхности и вырыванию абразивных зерен из бруска. Все это сопровождается образованием задиров и ухудшением качества обработки. Если вовремя не наладить процесс, то можно безвозвратно испортить всю работу.
Хонингование блока цилиндров позволяет добиться оптимального размера и точного зазора между трущимися деталями (от 0,01 до 0,02 мм). Однако рабочая поверхность еще не соответствует требованиям по шероховатости, поэтому ее нужно выгладить с помощью финишной обработки.
Полировка в процессе капремонта двигателя служит альтернативой химическому вытравливанию, применяемому в условиях производства. В результате полировки снимается очень малый слой алюминия (порядка 1 мкм) и обнажаются кристаллики кремния. Для этого применяются мягкие фетровые башмаки C30-F85, закрепляемые в хонинговой головке, и мягкая кремниевая паста на силиконовой основе AN-30, которая не затрагивает вкрапления кремния, но снимает лишний слой алюминия.
После полировки кремниевой пастой поверхность становится характерного темно-серого цвета, причем на ней не должно быть следов хона или другого режущего инструмента. В ее структуре присутствуют зерна кремния, а основной слой из алюминиевого сплава, являющегося связкой, находится глубже на 1-2 мкм. За счет хаотично разбросанных кремниевых вкраплений структура становится пористой. Благодаря этому масло в процессе работы двигателя задерживается в микропорах и создает пленку, обволакивающую трущиеся детали.
Германская фирма Gehring предлагает другую технологию обработки цилиндров из алюминиевых сплавов. Основное отличие присутствует на этапе черновой обработки. Так, вместо первого абразивного бруска на основе SiC на первом шаге обработки применяют бруски с алмазным покрытием, а затем на этапе чистового хонингования и на этапе финишной полировки применяют хонбруски и полировальную силиконовую пасту на основе карбида кремния.
Предлагаемые технологии расточки и хонингования применяются как для блоков на основе алюминиевых сплавов Alusil (Silumal), так и для более продвинутых вариантов Lokasil и Silitec (кремниевая гильза, залитая алюминиевым сплавом, состоящим на 25 % из соединений кремния). В любом случае геометрия и микроструктура цилиндров не отличается от заводской.
Если задиры или другие дефекты цилиндров превышают по глубине величину ремонтных размеров (до 0,7 мм или в некоторых блока до 1 мм), то такой ремонт нельзя произвести с помощью расточки и хонингования. Здесь надо использовать сменные гильзы. Подобные детали поставляются для некоторых видов блоков в виде запасных частей.
Сменные гильзы выполнены из материала, однородного по составу со сплавом цилиндров. Обычно это алюминий, содержащий до 17 % соединений кремния. Замена алюминиевых гильз, как правило, ничем не отличается от замены чугунных аналогов. Главное отличие алюминия заключается в его более высокой теплопроводности.
Практические рекомендации по замене гильз требуют их сильного охлаждения (например, в жидком азоте или в низкотемпературной морозильной камере) и сильного нагрева блока цилиндров. Гильза должна вставляться быстро, чтобы она не успела нагреться и от простого усилия рук без применения пресса или ударных инструментов.
Характерная черта алюминиевой гильзы – невозможность корректировки в случае неточной посадки в блок. Чугунную гильзу можно запрессовать, а алюминиевая в такой ситуации начинает деформироваться. Удалить ее можно только расточкой на токарном станке. Это фактически означает, что нужно покупать новую гильзу и при этом обычно ждать заказа несколько дней.
Учитывая отличную от других сплавов алюминия устойчивость к износу, данные блоки реже требуют ремонта. На основании этого большинство автозаводов не выпускает ремонтные поршни для данных моторов. Только владельцы некоторых моделей БМВ могут рассчитывать на ремонтные поршни и кольца, увеличенные на 0,07-0,08 мм. Если вам все-таки повезло и вы нашли ремонтные детали, а поверхность цилиндров не успела износиться до критической глубины, можно попробовать что-нибудь сделать.
Классическая расточка блоков Nicasil даже теоретически невозможна, потому что ни один резец не возьмет сплав карбида кремния. И к тому же, учитывая ремонтные размеры поршней менее +0,1 мм, вполне можно обойтись хонингованием блока цилиндров.
При обработке подобных блоков встречаются свои подводные камни. Подходят далеко не все хонинговальные бруски. Можно применять либо алмазные, либо на основе нитрида бора. Хонингование блока цилиндров проводится при минимальном нажатии, чтобы обеспечить целостность покрытия и не продавить его в наиболее тонких местах.
В целом процедура требует максимальной осторожности и наивысшей квалификации мастера. Но даже в этом случае успех не гарантирован. Критичной может стать эллипсность блока даже при отклонении 0,03–0,05 мм. Минимальное усилие бруска не позволяет полностью устранить неправильную геометрию, а повышение усилия может привести к сколу в тонком месте эллипса. Поэтому вернуть блок к идеальной геометрии удается не во всех цилиндрах.
Поврежденное покрытие (в том числе получившееся в процессе хонингования блока цилиндров) может стать приговором для замены детали. Производители обычно не регламентируют ремонтные работы таких дефектов. В среде автомехаников ходят байки о возможности повторно покрыть поверхность цилиндров никасилом. Долгая практика показывает, что повторять производственную технологию дорого и нецелесообразно. Поэтому в большинстве случаев не удается провести хонингование.
В случае повреждения рабочей поверхности в блоке, выполненном по технологии Nicasil, есть несколько вариантов решения проблемы.
Самый радикальный путь – замена блока цилиндров или двигателя в сборе. Такой вариант подойдет для новой гарантийной машины, но для десятилетнего автомобиля стоимость мотора может превышать его собственную цену.
В Европе полно авторазборок, где можно обзавестись б/у мотором. Это дешевый вариант. Но в нашей стране пока еще этот рынок недостаточно развит. Кроме того, помимо покупки мотора, предстоит возня с документами и регистрацией.
Производители категорически не рекомендуют такую замену. Но если их не слушать и обладать достаточной квалификацией, то вполне реально провести подобную гильзовку. Существует уже достаточно большой опыт и наработаны технологии применения чугунных гильз в блоках из алюминиевых сплавов.
Сопоставление хонингования серого чугуна с хонингованием алюминия
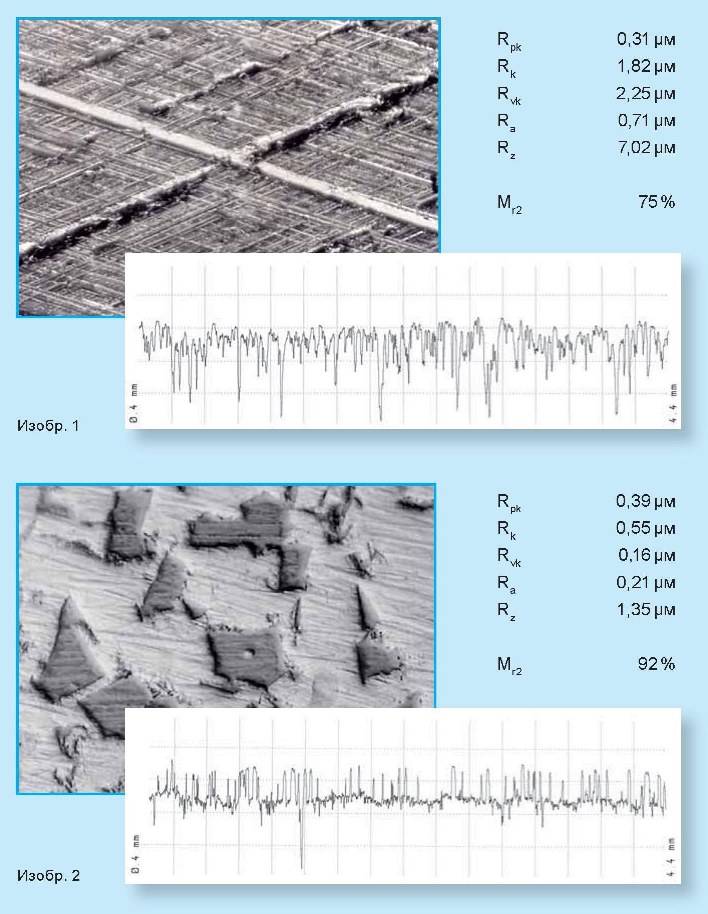
В отличие от хонингования серого чугуна, шероховатость внутренней поверхности цилиндра у алюминиево-кремниевых рабочих поверхностей не зависит от величины зерна применяемых абразивных брусков и достижимой тем самым глубины обработки структуры хонингования (перекрёстная сетка шлифовочных штрихов). Профиль шероховатости определяется намного более размером зерна имеющихся при ALUSIL первичных кристаллов кремния и глубины их раскрытия
Различия между хонингованной поверхностью цилиндра из серого чугуна и поверхностью ALUSIL представлены ниже. На изображении 1 показана рельефная хонингованная поверхность из серого чугуна и соответствующий рисунок шероховатости, в то время как на изображении 2 показана поверхность ALUSILc рисунком шероховатости.
Характерная для рабочих поверхностей цилиндра структура поверхности (перекрёстная сетка шлифовочных штрихов) — это углубления (долины) для задержания масла, и возвышенности (плато), образованные при хонинговании на различных рабочих операциях. Плато, представляющие собой рабочие поверхности для поршневых колец, образуются при последней рабочей операции, хонинговании возвышенностей, обрезкой вершин профиля. Поэтому давление прижима брусков, угол хонингования, величина зерна и скорость хонингования являются при хонинговании серого чугуна важными параметрами для достижения правильной топографии поверхностей.
Для получения безукоризненных результатов при хонинговании ALUSIL следует тщательно следить за тем, чтобы кристаллы кремния резались чисто и не вырывались из внутренней поверхности. Это достигается только применением подходящих хонинговальных брусков и правильных параметров обработки.
При последующем раскрытии кристаллов кремния важным является, главным образом, глубина раскрытия. При механическом раскрытии зёрна кремния несколько округляются, что положительно влияет на скольжение поршневых колец. При раскрытии травлением возникающие при резании острые края кристаллов кремния не округляются, что при приработке ведёт к несколько большему износу поршневых колец.
У ALUSIL-рабочих поверхностей цилиндров форма и величина интегрированных в алюминии кристаллов кремния образуют возвышения, по которым скользят поршни и поршневые кольца. Расстояние кристаллов кремния друг от друга определяет ширину и форму углублений профиля, в то время как глубина раскрытия соответствует глубине углублений профиля.
Хонингование применяется после растачивания, развертывания и шлифования. Преимущественно для отделки отверстий с целью повышения точности его формы и размера. Для уменьшения шероховатости, а также для создания специфического микропрофиля обработанной поверхности. Обработка производится с помощью абразивных или алмазных брусков, закрепленных в хонинговальной головке (хоне).
Хонингование, конструкции хонов с разными способами крепления в шпинделе станка, хонингование при отделке наружных поверхностей шеек коленчатых валов.
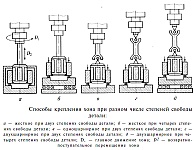
Хонингование с жестким креплением хона в шпиндель станка при двух степенях свободы детали применяется для обработки деталей с параллельными верхней и нижней плоскостями и перпендикулярной к ним осью отверстия. В случае обработки мелких и среднегабаритных деталей применяется схема с жесткой связью хона и шпинделя станка при четырех степенях свободы детали.
Если несоосность шпинделя и обрабатываемого отверстия менее 0,05 мм, то применяют одношарнирное крепление хона. Если несоосность более 0,05 мм — то двухшарнирное, а детали придают четыре степени свободы.
Хон, как правило, совершает три движения:
— Вращательное (главное) движение D1.
— Возвратно-поступательное движение D2.
— Радиальное движение подачи брусков.
Способы крепления хона при разном числе степеней свободы детали.
Совокупность этих трех движений создает условия срезания микростружки и самозатачивания инструмента. На обработанной поверхности остаются характерные следы траектории движения зерна в виде сетки. Характер траектории зависит от сочетания величины скоростей поступательного и вращательного перемещения и угла а наклона вектора скорости резания. Конкретные значения скоростей резания определяются размерами детали и условиями обработки.
Диапазон размеров хонингуемых отверстий:
— По диаметру 2,5-1 000 мм.
— По длине 5-25 000 мм.
Разновидностью обычного хонингования является вибрационное хонингование. При нем хону или детали придается дополнительное круговое или возвратно-поступательное движение с малой амплитудой (1-4 мкм) и частотой до 20 дв. х./мин.
Скорость главного движения D1:
— Для обработки стали составляет 45-60 м/мин.
— Чугуна — 60-75 м/мин.
Соотношение скоростей движений D1 и D2 равно 1,5-10,0. Производительность вибрационного хонингования значительно выше обычного хонингования. А в ряде случаев приближается к производительности шлифования.
На рисунке ниже показаны траектории движения абразивного бруска при обычном и вибрационном хонинговании. Крайнее верхнее 1 и нижнее 3 положения абразивных брусков устанавливают с перебегом Д2, необходимым для точной обработки отверстия. Минимальные отклонения формы получаются при перебеге, равном 0,33 длины бруска, и при длине бруска, равной 0,50-0,75 длины обрабатываемого отверстия. При каждом двойном ходе бруски оказываются в положении 2, т. е. смещаются на величину перекрытия А.
Вибрационное хонингование изменяет вид сетки, что обусловлено размахом колебаний бруска 2А, продольной подачей S бруска на один оборот и углом сетки а. Как показывает схема движения абразивных зерен, при вибрационном хонинговании резко уменьшается длина стружки, снимаемой зерном. А короткая стружка сравнительно легко удаляется из зоны резания. Это позволяет применять более твердые бруски, которые выдерживают большие давления без затупления или налипания металла.
Скорость резания при обычном хонинговании является геометрической суммой скорости вращения и скорости поступательного перемещения хона. С изменением угла а изменяется сетка рисок и царапин, образуемых абразивными зернами при относительном движении хона.
Траектория движения абразивного бруска при обычном и вибрационном хонинговании.
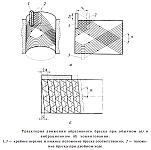
При малых углах а абразивное зерно может снимать более длинную стружку. Это затрудняет ее удаление из зоны резания. Минимальная длина стружки получается при угле 45 градусов. То есть при равенстве скоростей вращения и продольного перемещения хона. Поэтому для обеспечения оптимальных условий стружкообразования необходимо использовать достаточно высокие скорости поступательного движения хона.
Однако реверсивный характер этого движения в период изменения направления перемещения хона вызывает большие инерционные нагрузки в системах станка. Результаты хонингования и протекание самого процесса обработки зависят от его цикличности. Существенным фактором, влияющим на цикличность, является исходная шероховатость поверхности детали.
В начале обработки осуществляется интенсивный съем металла, что ведет и к интенсивному износу брусков. С уменьшением шероховатости обрабатываемой поверхности поверхность брусков сглаживается и интенсивность съема металла снижается.
Первоначальная режущая способность брусков и высокая интенсивность резания восстанавливаются в начале обработки следующей детали с исходной шероховатостью поверхности. Поэтому целесообразно выбирать наименьшее время хонингования.
Хонингование с нормированной радиальной подачей брусков.
В последнее время широкое распространение получает хонингование с нормированной радиальной подачей брусков. Величина подачи составляет 2-5 мкм/дв. х. хона. Для такой обработки целесообразно использовать алмазные и эльборовые бруски. Их износ за время обработки одной детали очень мал. Применение обычных абразивных брусков, кроме съема припуска требует компенсации износа брусков, который на протяжении цикла обработки меняется.
Поэтому подача должна быть переменной, что значительно усложняет конструкцию станка. В отличие от других способов отделочной обработки при хонинговании определяющее влияние на точность и шероховатость поверхности оказывает хон, который проектируется для конкретного случая обработки определенной детали.
Конструкции хонов с разными способами крепления в шпинделе станка.
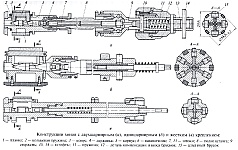
Корпус 5 типового хона с двухшарнирным креплением имеет равномерно расположенные по окружности пазы, в которых размещаются державки 4 с напаянными на них алмазными брусками. В центральном отверстии корпуса перемещаются конусы 3, на которых лежат опорные поверхности державок 4. Радиальная подача державкам с брусками сообщается продольным перемещением конусов 3.
При входе в отверстие детали хон направляется планками с радиусной поверхностью. Хон шарнирно соединен с полой штангой 8, имеющей в нижней части шаровой наконечник 6. Внутри штанги движется шток 7, сообщающий осевое перемещение конусам 3 головки от гидромеханизма подачи станка. Шток 7 связан с конусами головки с помощью сферического шарнира через шток 13, промежуточный стержень 9, детали 12 компенсации износа брусков и штифт 10.
Подача станка действует лишь в одну сторону (вниз). Отвод конусов 3 и всех передаточных звеньев в верхнее положение происходит под действием пружины 11. При подъеме конусов алмазные бруски убираются внутрь корпуса хона с помощью кольцевых пружин 2. Обычно станок настраивают на определенную длину хода штока. Для быстрого снятия и установки хона предусмотрен байонетный замок.
Штанга со штифтом 14 входит в патрон, который запирается поворотом кольца. Хон подвешен на двух шарнирах, с помощью которых он самоустанавливается по обрабатываемому отверстию. Более упрощенную конструкцию имеют хоны с одношарнирным креплением и с жестким креплением.
По характеру крепления брусков в хоне различают:
— Хоны с подпружиненными брусками. При обработке отверстий не исправляются такие погрешности формы, как непрямолинейность оси отверстия.
— Хоны с жестким креплением брусков. При обработке происходит исправление всех погрешностей формы с потерей точности обработки.
Для обеспечения базирования хона по обрабатываемой поверхности число брусков в нем должно быть кратным трем. Процесс хонингования обычно осуществляется при обильном охлаждении, необходимом для удаления микрочастиц срезаемого металла и отходов абразивных брусков, снижения трения и предотвращения адгезионного схватывания абразивных частиц с обрабатываемым металлом.
Так как процесс проходит при невысоких температурах (50-100 градусов), то охлаждающие свойства жидкости (СОЖ) здесь не так важны, как при шлифовании. Состав СОЖ выбирают с учетом характеристик обрабатываемого материала и абразивных брусков, требований к качеству поверхности и производительности труда. Чаще всего используется СОЖ на основе керосина с добавлением минерального масла, олеиновой кислоты или скипидара.
При обработке чугуна в качестве СОЖ обычно используют чистый керосин или керосин с добавкой 10-20 % масла индустриального И-20А. Подробно выбор СОЖ при хонинговании описан в технической литературе.
Хонингование при отделке наружных поверхностей шеек коленчатых валов.
В практике хонингование применяется и при отделке наружных поверхностей тел вращения, в частности шеек коленчатых валов. Хонинговальное устройство в этом случае состоит из разжимных скоб 4 и 5 и инструмента — абразивной головки (разрезанного полого цилиндра), колодок 3 и 6, вдоль образующих которых укреплены абразивные бруски 1, 2, 7 и 8.
Хонинговальное устройство для отделки шеек коленчатых валов.

При вращении коленчатого вала обрабатываемая поверхность охватывается разжимными скобами, которые прижимают колодки с брусками к шейкам вала, осуществляя тем самым их обработку. При хонинговании применяются бруски из электрокорунда, карбида кремния или синтетических алмазов. Зернистость абразива от 8 до М20. Для алмазных брусков зернистость от 400 до 14.
Читайте также: