
Фотополимерная смола своими руками
Обновлено: 07.07.2024
В ходе развития 3D-технологий в индустрии промышленной печати начали появляться доступные и совершенные материалы, с заданными физическими и механическими свойствами. К наиболее высококачественным материалам относятся фотополимеры, в частности смола, изменяющие свои свойства под воздействие ультрафиолетовых лучей.
Где и в каком виде применяется фотополимерная смола
Фотополимерная смола может быть использована в промышленном и профессиональном производстве. Разнообразие видов жидкого полимера позволяет использовать материал в совершенно противоположных сферах жизни: от производства обуви до разработки авиакосмических устройств.
В основном ее применяют для двух типов принтеров: на основе стереолитографии (SLA/DLP/LCD) или устройств многоструйной печати (MJP).
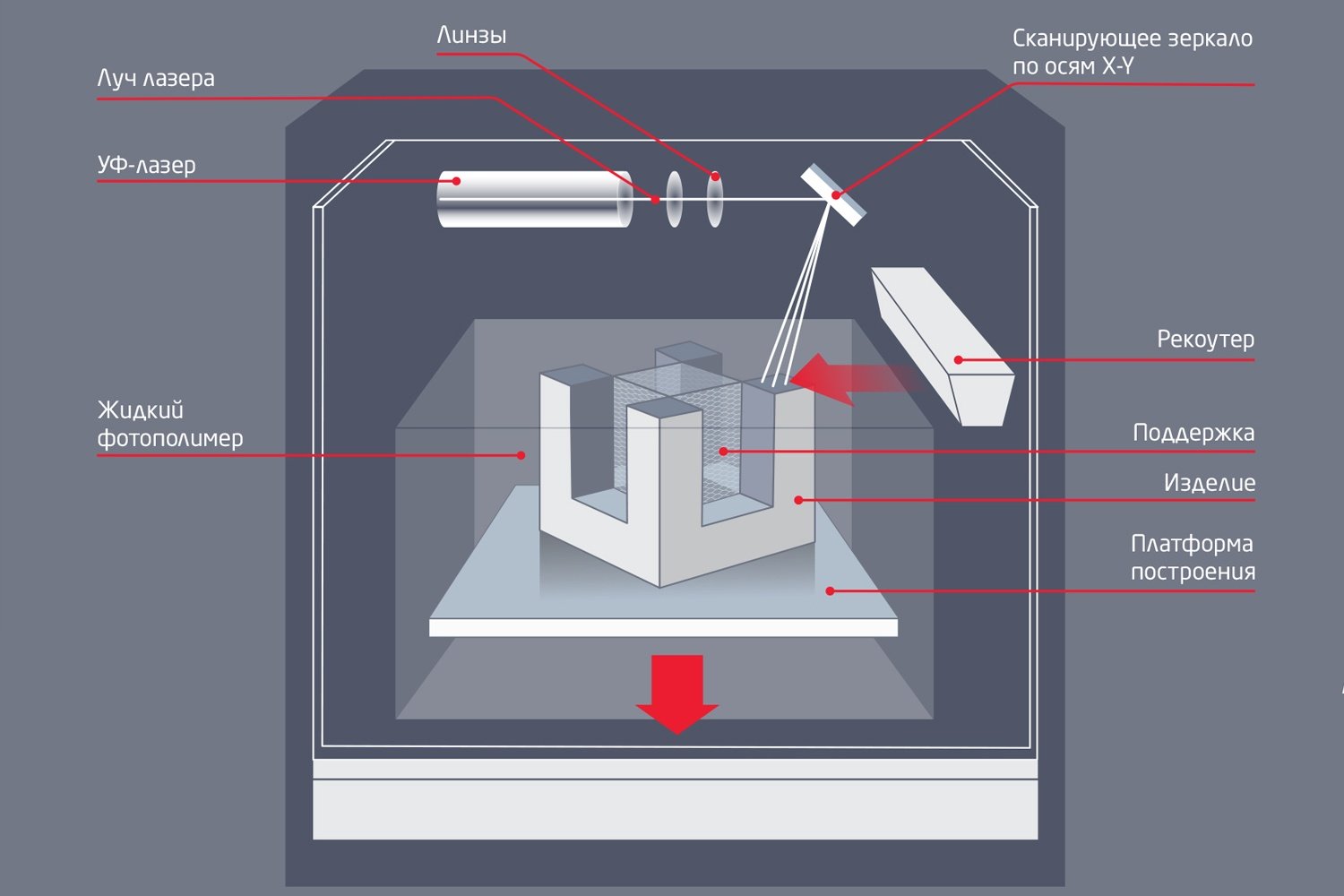
SLA/DLP/LCD – смола находится в специализированной ванне принтера, в ходе работы засвечивается лазарем или матрицей ультрафиолетового типа.
MJP – смола автоматически подается в аддитивную установку, в процессе распределяется и накладывается тонкими слоями, приобретая прочность под воздействием ультрафиолетовых лучей.
Преимущества смолы в сравнении с другими материалами для 3D принтеров
Выделим основные плюсы материала:
- напечатанные объекты обладают гладкой поверхностью и высокой детализацией;
- с помощью смолы можно менять геометрическую прогрессию объектов и прорабатывать мелкие детали;
- низкий расход материала по сравнению с другими жидкостями для принтеров;
- удобство в работе – объекты легко склеивать, окрашивать и комбинировать между собой.
Классификация фотополимерной смолы
Благодаря разнообразию свойств, фотополимерную смолу можно назвать действительно универсальным материалом. Классифицировать жидкий полимер можно следующим образом:
- Цвет: может быть выполнен в любой цветовой гамме;
- Гибкость: смола может быть как эластичной, так и жесткой;
- Прозрачность: выставляется любой тип прозрачности вплоть до матового;
- Стойкость: материал термостойкий, композитный, может быть выполнен с характеристиками ABS-пластика.
Каждая модель производится индивидуально и характеризуется определенной группой свойств. Для 3D печати используются:
- Инженерные полимеры – имеют механические и температурные свойства;
- Стоматологические и медицинские фотополимеры – оснащены сертификатами биосовместимости;
- Литьевые полимеры – подходят для прототипирования.
Инженерные полимеры
В основном используются для изготовления прочные материалов, заменяющий пластик и пластмасс. Различают 3 вида фотополимерных смол для производства инженерных деталей: прочная, тугоплавкая и резиноподобная.
- Прочная – изделия выдерживают высокие нагрузки, отличаются прочностью и стойкостью к внешним раздражителям, не деформируются и обладают гладкой поверхностью. Материал не подходит для изготовления деталей с тонкими стенками, а так же гибких изделий. В основном из прочной смолы производят втулки, подшипники и функциональные соединения различных типов.
- Тугоплавкая – изделия, изготовленные из данного типа смолы выдерживают высокие температуры (до 238 °C), обладают гладкой поверхностью. Используется для производства детализированных объектов, которые требуют высокой термостойкости.
- Резиноподобная – изделия отличаются гибкостью, мягкостью и высоким уровнем ударопрочности. Несмотря на название, материал практически не имеет ничего общего с резиной и ее свойствами, он требует обширной поддержки на этапе производства и теряет свои свойства в процессе воздействия ультрафиолетового излучения. Подходит для изготовления деталей, которые будут сжиматься или гнуться. Применяется так же как дополнительный материал для изготовления ручек, штампов, накладок и резинок.
Керамическая смола
Тип смолы, который используется для проработки или печати сложных и тонких элементов в 3D формате. С помощью фотополимерного материала производятся автомобильные детали и зажимные приспособления.
Материал плохо гнется, но при этом выдерживает воздействие высоких температур, обладает ударопрочными свойствами. Позволяет прорабатывать тонкие стенки, требующие жесткой опоры.
Стоматологические и медицинские фотополимеры
Смолы данного типа бывают двух видов: для изготовления медицинских приборов и для производства стоматологических систем.
- Смола для медицинских приборов и оборудования характеризуется высокой точностью, а также гладкой поверхностью. Изделия подлежат стерилизации для применения в операционных. Недостаток состоит в том, что детали со временем изнашиваются.
- Долгосрочная стоматологическая смола подходит для изготовления деталей с которыми человек контактирует на протяжении нескольких лет: шплинты и фиксаторы в брекет системах, имплантах и протезах. Материал обладает высокой прочностью, устойчив к износу и внешним раздражителям, в процессе проходит стерилизацию.
Литьевая фотополимерная смола
Применяется для изготовления ювелирных изделий. С помощью смолы можно проработать мелкие детали, добиться идеально гладкой поверхности украшения и предотвратить остатки пепла после выжигания.
Из недостатков можно выделить низкую устойчивостью к повреждениям и дополнительной обработки по истечению определенного срока носки.
Постобработка позволяет вам в полной мере использовать преимущества вашего 3D принтера. Соблюдение правильных подходов повысит качество и механические характеристики ваших отпечатков.
В этот статья рассмотрим различные методы для достижения наилучшего результата.
Техника безопасности
Фотополимерные смолы токсичны при неправильном обращении, поэтому следует избегать прямого контакта с кожей и попадания в область лица. Не аккуратное обращение может привести к неприятным последствия, поэтому убедитесь, что у вас есть свободная рабочая зона.
Что вам понадобится:
- Защитные очки
- Нитриловые перчатки
- Рабочее пространство
Если смола случайно попала на кожу, немедленно промойте ее водой с мылом. Не оставляйте следов смолы на предметах, которых вы касаетесь. Если фотополимер разлился, очистите поверхность загрязнённых предметов до того, как смола затвердеет, нужно помнить, что в обычном свете то же присутствует УФ-диапазон.

Когда ваша модель только что напечатана, она покрыта не отверждённым фотополимером. Вам нужно его обязательно смыть, прежде чем продолжать постобработку.
Метод №1: Ультразвуковая ванна
Ультразвуковая ванна, как и для чистки ювелирных изделий, — это профессиональный способ чистки ваших отпечатков. Наполните ванну чистой жидкостью и оставьте на пару минут, это снимет тонкий слой не отверждённой смолы.
Метод 2: Ополаскивание
Если у вас нет ультразвуковой ванны, можно просто окунуть модель в ванну с IPA (изопропиловый спирт). Этот метод прост и быстр, но он не обеспечивает такой тщательной очистки, как ультразвуковая ванна.
Шаг № 2: Удаление поддержек 3D модели

Затем удалите опорные конструкции в ручную или кусачками. Это можно сделать до или после отверждения модели под УФ-излучением, но будет проще сделать это до.
Обычная шлифовка мест присоединения опорных конструкций (поддержек )

Процесс: шлифуются только выступы опоры. Этот процесс подходит для плоских поверхностей. Поскольку поверхность шлифуется только на опорных выступах, общая геометрия деталей, как правило, не изменяется.
- Точность (дает геометрию, близкую к модели в САПР)
- В результате матовая поверхность скрывает недостатки
- Может привести к образованию неровностей на той стороне, где находилась опора (из -за неравномерного шлифования)
- Неэстетична (особенно на прозрачной смоле)
Мокрая шлифовка
Процесс: Мокрая шлифовка обычно обеспечивает наиболее гладкую поверхность (в зависимости от использованных градуировок наждачной бумаги). На неподдерживаемой стороне модели необходимо отшлифовать только линии сборки. Обычно этого можно достичь с помощью одной наждачной бумаги высокой зернистости. Сторона с опорами более трудоемка, обычно требуется как минимум 4 градации наждачной бумаги. Поэтому рекомендуется размещать опоры на наименее видимой части модели. В зависимости от размещения опоры может наблюдаться некоторая потеря точности, поскольку часть материала удаляется в процессе шлифования.
- Отличная гладкая отделка
- Идеально подходит для сложной геометрии
- Лучшая подготовка поверхности под покраску
- Более низкая точность на поддерживаемой стороне
- Вода, использованная при шлифовании, может привести к появлению белых / светлых пятен на отпечатке.
Обработка минеральным маслом

Процесс: Эта обработка похожа на шлифовку мокрым способом, за исключением слоя минерального масла, добавляемого после шлифования. Минеральное масло помогает скрыть белые / светлые пятна на модели, создавая красивую ровную поверхность. Эта отделка хорошо подходит для механических деталей, снижая трение и смазывая поверхность.
Полировки до глянцевой поверхности
Процесс: Поверхность шлифуется наждачной бумагой повышенной зернистости (от 2000). Затем поверхность полируется полиролью. В результате получается максимально гладкая поверхность, но это требует очень много времени и возможно только на поверхностях, которые можно легко отшлифовать.
Эта обработка может не подходить для жестких и гибких смол.
- Трудоемкая обработка
- Невозможна для деталей со сложной геометрией
- Не подходит для инженерных фотополимеров

Последний этап постобработки — это УФ-отверждение вашего отпечатка. Оно необходимо для многих функциональных смол, потому что этот процесс делает напечатанный 3D модели прочнее и полностью отвержденными.
Метод №1: Заводские камеры для УФ отверждения
Многие производители фотополимерных 3D принтеров, производят камеры для УФ отверждения. Они специально оптимизированы для производимых ими смол. Это необходимо для больших отпечатков в коммерческом и профессиональном использовании.
Метод №2: Лампа для отверждения лака для ногтей
Это недорогой и доступный метод. Просто поместите его под лампу и оставьте на ночь. Использование поворотного стола может помочь получить более равномерную засветку.
Метод №3: Камера для УФ отверждения своими руками
Многие любители собирают свои собственные недорогие камеры для УФ отверждения. Это легко сделать, поместив ультрафиолетовую лампу в бокс, выложенный алюминиевой фольгой. Модель можно поместить на поворотный стол, чтобы получить ровную засветку.
Метод № 3: Солнце
Можно использовать солнечную энергию. Главный недостаток такого подхода, то что он требуется гораздо большего времени для получение приемлемого результата.
После выполнения данных процедур, смело можно приступать к грунтовке и покраске модели , гальванике или сразу использовать её по назначению.

Здравствуйте! Это обзор доступных фотополимеров для стереолитографической 3D-печати. Стереолитография, по сравнению с FDM, дает куда большую точность и лучшее качество поверхностей, но сами стереолитографические 3D-принтеры и материалы для них были, до недавнего времени, непомерно дороги. Ситуация изменилась с появлением на рынке Wanhao Duplicator 7, самого недорогого фотополимерника. Вместе с ростом его популярности, повысился спрос и на недорогие фотополимерные смолы. Здесь мы рассмотрим несколько образцов таких материалов.

Мы решили сравнить три марки недорогих смол для стереолитографии: Fun To Do, Harz Labs и UV Res. Цены в статье приводятся ориентировочные и могут изменяться.
Параметр, который мы не укажем в характеристиках, так как у этих полимеров он одинаковый — длина волны, при которой происходит полимеризация — общепринятые и самые распространенные 405 нанометров.
Fun To Do
Fun To Do — фотополимерная смола голландского производителя, уже достаточно популярная среди любителей 3D-печати. Это недорогой и качественный продукт, который можно использовать с подавляющим большинством стереолитографических принтеров. К нам на обзор попало три материала этой серии: Standard Blend — для прототипирования и декора, Industrial Blend — для функциональных деталей и Castable Blend — выжигаемый полимер для литья.
Fun to do Standard Blend

Емкость, л: 1
Технология печати: DLP/LCD/SLA
Производитель: Fun To Do
Твердость по Шору, D: 35
Страна производства: Нидерланды
Цена, руб: 4 900
Fun To Do Standard Blend отлично подойдет для бюджетной 3D-печати различного назначения. У смолы высокая скорость полимеризации. Материал совместим почти со всеми стереолитографическими 3D-принтерами. Минимальная толщина слоя — 20 микрон.
Полимер поставляется в трех цветах — красный, натуральный и черный.
Параметры засветки Fun To Do Standard Blend на Flashforge Hunter, а мы печатали именно на нем:
Слой, с: 2
Первый слой, с: 10
Толщина слоя, мм: 0,05
Отпечатанные изделия на ощупь резиноподобные, но хрупкие. Благодаря этому, поддержки очень легко отламываются, не нанося повреждений самой модели. После финальной засветки, “запекания” готовой модели, полимер становится твердым.
Если плохо взболтать черный полимер перед заливкой в принтер, изделия носят зеленоватый оттенок. Такой эффект обнаружился у нас ближе к концу бутылки. Очевидно, полимер надо встряхивать перед каждым применением. Впрочем, как и любой другой.
Если полимер оставить на две недели в принтере, то пигмент полностью осядет на дно. Вообще, конечно, никакой полимер лучше не оставлять на две недели в емкости принтера. Но, вот — есть у нас и такой опыт.
Полимер не прилипает к Fep-пленке, что порадовало, и достаточно легко смывается, модель без затруднений снимается с платформы построения.
Fun To Do Industrial Blend

Емкость, л: 1
Технология печати: DLP/LCD/SLA
Производитель: Fun To Do
Цвет: Натуральный
Твердость по Шору, D: 75
Страна производства: Нидерланды
Цена, руб: 5900
Fun To Do Industrial Blend — промышленный фотополимер высокой прочности с широким температурным диапазоном. Напечатанные им детали не теряют свойств при температурах от -45°С до +225°С. Используется, помимо прочего, для создания мастер-моделей и литьевых форм для работы с силиконом. Поставляется в тех же цветах — красный, черный и натуральный.
Параметры засветки на Flashforge Hunter:
Слой, с: 1,5
Первый слой, с: 12
Толщина слоя, мм: 0,05
Полимер изначально обладает повышенной жесткостью и требует обязательного “запекания” изделий УФ-лампой или интенсивным солнечным светом — без этого они могут потрескаться и загнуться. Полимеризуется качественно и точно, модели внешне ничем не отличаются от Standard и Castable.
Fun To Do Castable Blend

Емкость, л: 1
Технология печати: DLP/LCD/SLA
Производитель: Fun To Do
Цвет: Красный
Твердость по Шору, D: 73
Страна производства: Нидерланды
Цена, руб: 5900
Fun To Do Castable Blend используется для печати литьевых моделей применяемых при литье из различных металлов, в том числе благородных. Прекрасное подспорье в ювелирном деле, при изготовлении произведений искусства, игрушек или утилитарных металлических изделий. Полимер дает высокую детализацию и имеет низкую зольность.
Каких-то специфических требований по работе с Fun To Do Castable Blend нет. Основное отличие — самая долгая, среди полимеров Fun To Do, засветка.
Параметры засветки на Flashforge Hunter:
Слой, с: 2
Первый слой, с: 15
Толщина слоя, мм: 0,05
Все три вида полимеров Fun To Do отличаются высокой точностью, твердостью (после “запекания”), высокой скоростью полимеризации, приятными и яркими цветами.

На фото представлены Catable (красный полимер), Standard (черный) и Industrial (желтый полимер).



Усадка — в пределах заявленных производителем норм.

Модели со сложной структурой получаются хорошо.



Очень аккуратные фигурки.


Такие кубики мы использовали для замера отклонений в размерах.



Всё в пределах нормы.
UV Res

UV Res — фотополимер российского производства. Продолжаем успешное импортозамещение!
На тестах у нас было два полимера этого производителя, о чем читайте ниже.
Также компания выпускает инициатор для полимеров, значительно ускоряющий время полимеризации — на 40-50%, при добавлении около 1% от массы полимера.
Он доступен по предзаказу, ориентировочная цена за упаковку в 5г — 2690 рублей.
Пигментная паста для окрашивания полимера выпускается в упаковке по 10г, ориентировочная стоимость — 1090 рублей за упаковку. Также доступна по предзаказу.
UV Res M001

Емкость, л: 1
Технология печати: DLP/LCD/SLA
Твердость по Шору, D: 55-60
Страна производства: Россия
Цена: по предзаказу, около 10 990 руб.
Фотополимер отечественного производства UV Res M001 предназначен для печати моделей различного назначения. Сохраняет идеальное соотношение жесткости и функциональности в готовых изделиях. Подходит для печати мастер-моделей. Сохраняет прочность и твердость при температуре до 120 градусов Цельсия.
Один из самых точных полимеров, что были на тестах.
Отличия от Fun To Do — прилипает к пленке, приходится использовать шпатель для слива полимера из ванны. Средний по густоте. Выпускается в одном цвете.
Параметры засветки на Flashforge Hunter:
Слой, с: 5
Первый слой, с: 20
Толщина слоя, мм: 0,05
UV Res M111

Емкость, л: 1
Технология печати: DLP/LCD/SLA
Твердость по Шору, D: 75-80
Страна производства: Россия
Цена: по предзаказу, около 12290 рублей.
Отличие от полимера M001 — изделия из M111 способны сохранять прочность и жесткость при температурах до 200 градусов. Менее точный и более медленный.
Параметры засветки на Flashforge Hunter:
Слой, с: 8
Первый слой, с: 30
Толщина слоя, мм: 0,05







Harz Labs

HARZ Labs Model

Полимеры Harz Labs на тестах были представлены одним наименованием — HARZ Labs Model, но в трех цветах: Красный, Вишневый и Черный.
- смолы
- стереолитография
- 3d-печать
- 3d-принтер
- фотополимерный 3d принтер
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
В течении нескольких месяцев наша команда занимается разработкой фотополимерной смолы. В настоящее время мы вплотную подошли к испытаниям. Практически все компоненты фотополимера изготавливаются в России. Цена на него не будет зависеть от курса доллара или евро.
При производстве смолы перед сотрудниками лаборатории ставилась задача получить после полимеризации твёрдый, абс подобный материал, способный к максимально быстрой полимеризации с минимальной усадкой. При этом нужно было предусмотреть возможность добавления красителей без потери этих свойств.
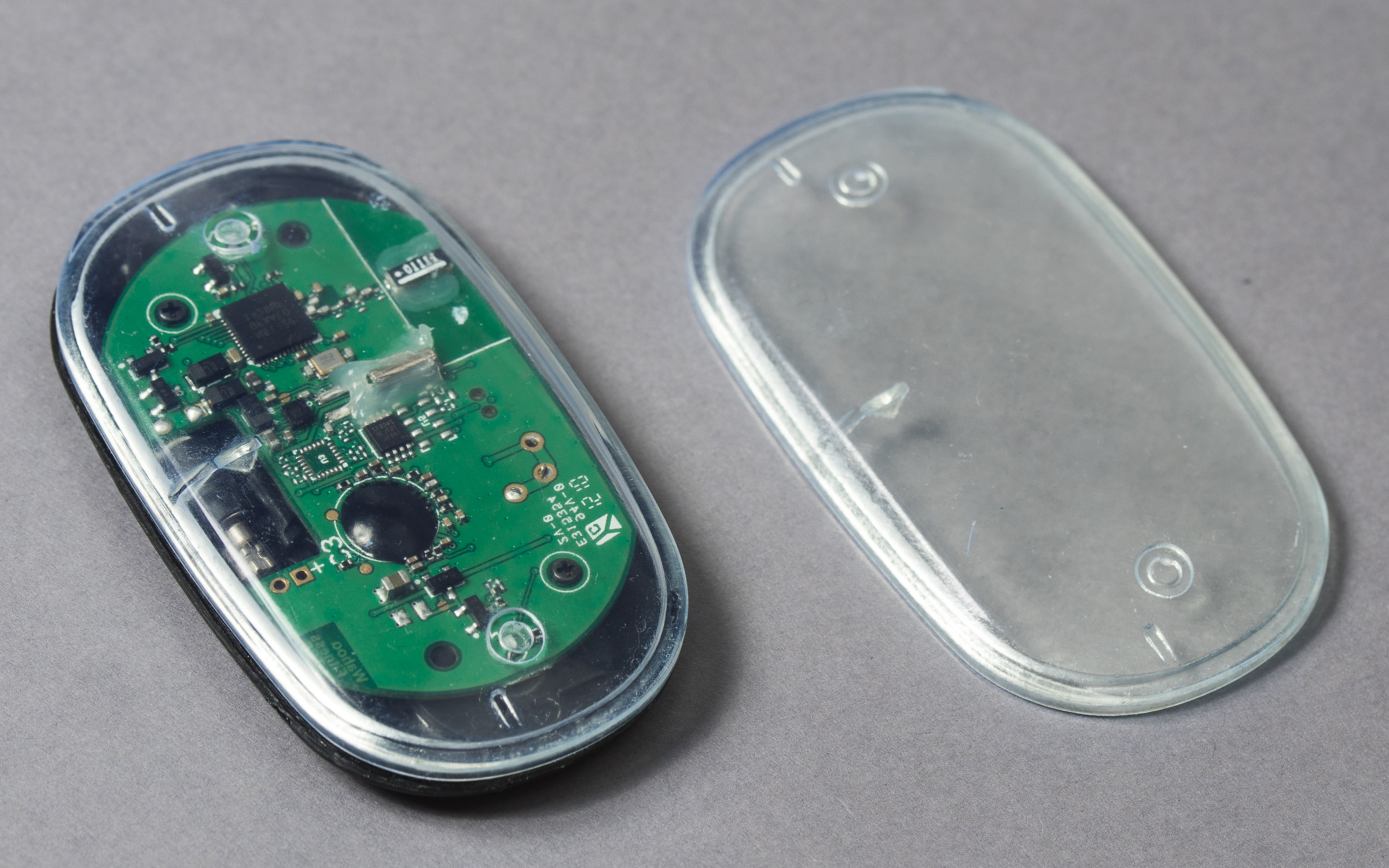
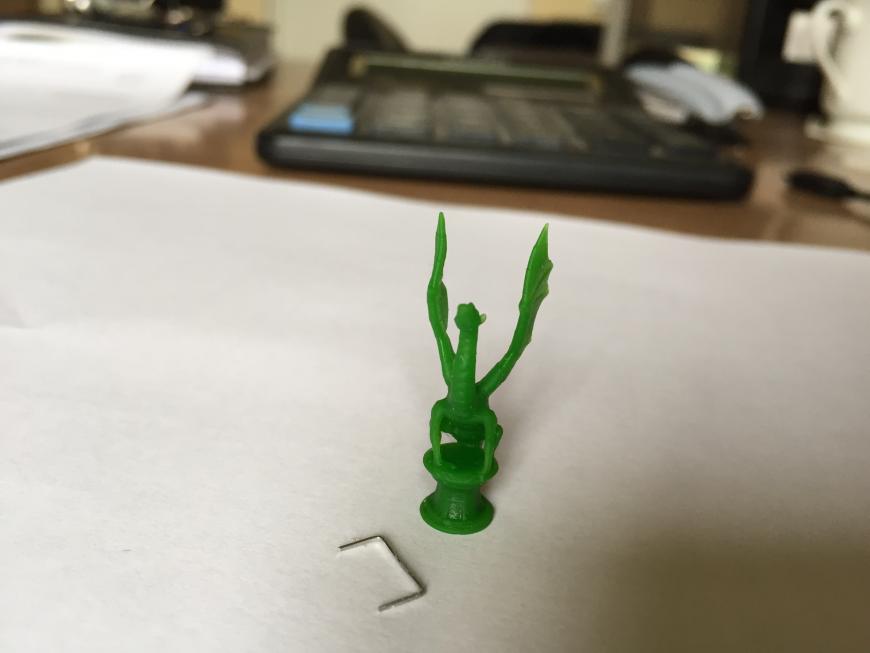
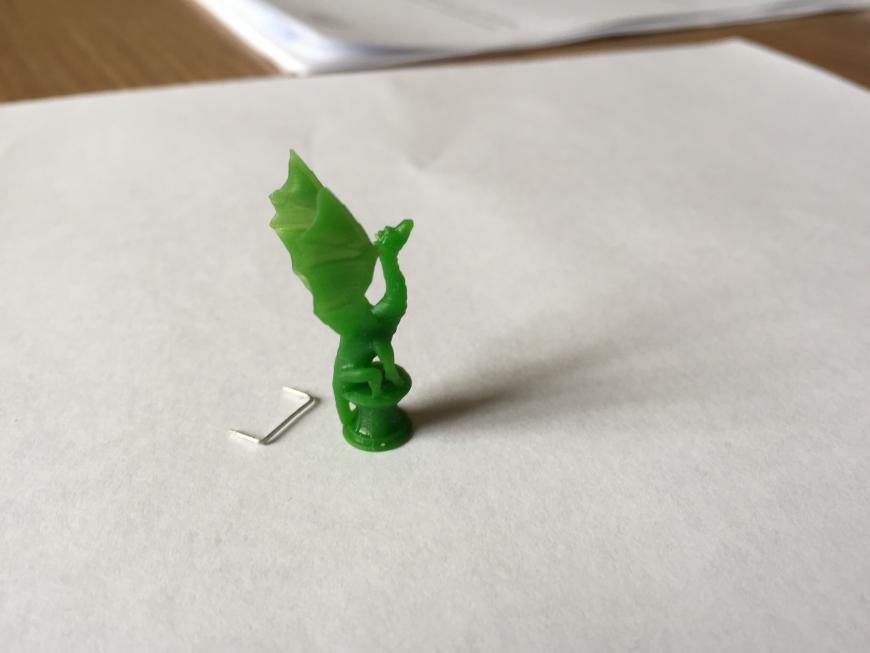
Первые эксперименты показали, что сделать подобный материал из российских компонентов возможно. Главные трудности были связаны с паразитной засветкой и слишком глубоким отверждением. Но вот эта проблема решена. Выкладываю несколько фотографий готового изделия, напечатанного из нашей смолы на b9creator. Толщина слоя — 50 мкр. Время засветки — 3.487. Засветка первых двух слоёв — 15 сек.
1-ая модель тестовая. Диаметр около 5 мм, толщина около 2 мм. Качество фотографий оставляет желать лучшего, но пока возможность снять на нормальный фотоаппарат нет. Модель можно найти здесь

Фотополимер не требует постобработки и последующего облучения УФ.
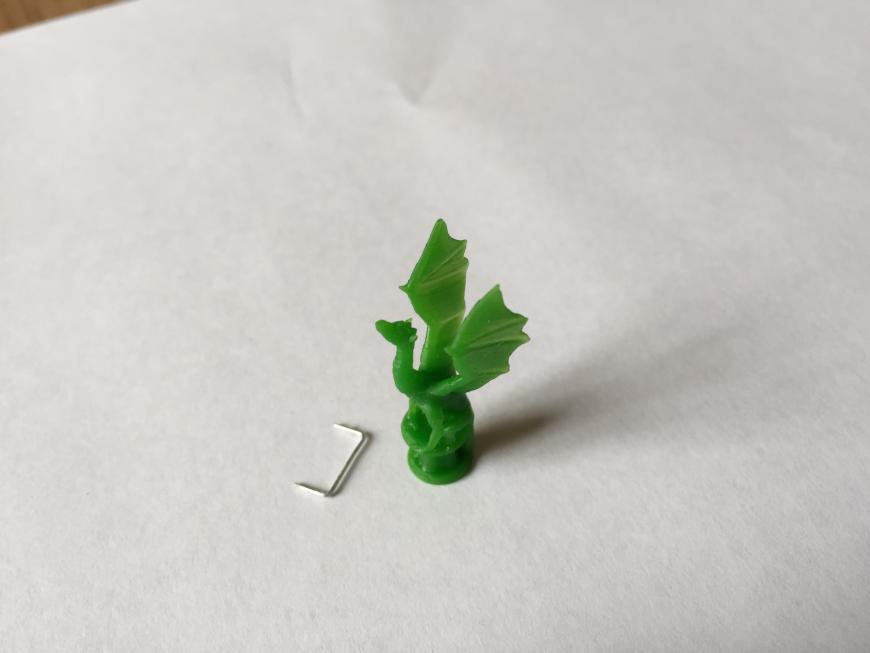
Выпускаться фотополимер будем в 5 цветовых решениях: зелёный, красный, жёлтый, синий, чёрный. По цене скажу чуть позже. Будет зависеть от стоимости производственной линии.
Ищем людей, имеющих возможность протестировать фотополимер на своём принтере. В дальнейшем обещаю хорошие скидки и подарки.
Также ищем партнёров и дилеров для продажи фотополимера.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
После очередного свидания с наждачкой, шпатлевкой и PLA пластиком я всё-таки решился купить фотополимерный 3d принтер (DLP). Это такая штуковина, которая печатает, засвечивая ультрафиолетом специальную смолу. Известны сравнительно высоким качеством печати, и до недавнего времени абсолютно неподъемные для бюджета среднего гражданина. Недавно на пикабу был пост про такой, так что я решил немного добавить информации и показать пару новых штук, которые на нём напечатал.
Основательно прошерстив интернет, выбрал Anycubic Photon (не реклама. или реклама. хз, я просто расскажу как есть). Вышло весьма бюджетно для такой техники. Принтер уже собранный, и довольно симпатичный, компактный. Не заставляя вас ждать, покажу что из этого дела вышло:
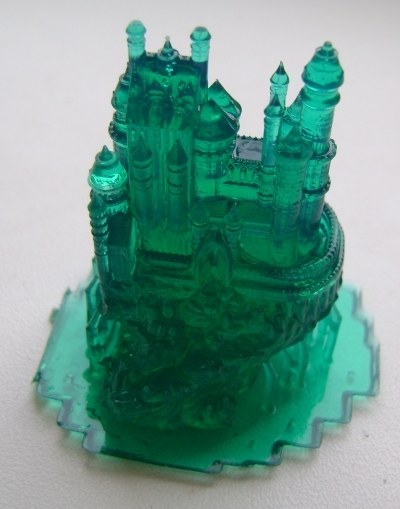
В оригинале этот замок был раз в 100 больше, а потом кому-то пришло в голову распечатать его как тестовую модель для фотополимерника, то что на фото высотой около 4см. Очень красивая полупрозрачная смола.

Сделанный в подарок Железный Трон из Игры Престолов, высота


Ведьмачий медальон для себя любимого, ибо фанат.
Всё это не подвергалось никакой обработке, помимо отламывания и зашкуривания небольшого количества поддержек. Трон был без поддержек вообще, медальон — только сзади. Так что поверхность на фото — "честная". Слои 0.022-0.025мм, и это даже не предел. Видно, что качество просто офигительное, я на такое даже не надеялся!
Из минусов, как я уже писал в коментах:
— стойкий запах смолы (сожители вас возненавидят, да и вряд ли это химическое чудо полезное, надо делать вытяжку)
— общая "грязь" процесса извлечения модели (готовьте перчатки и респиратор!)
— относительно дорогие расходники (4-5к+ за литр смолы)
— пересылка таких жидкостей через границу запрещена, так что заказывать придётся "дома"
— сложно заметить запоротую печать вовремя
— хрупкий итоговый материал (но хорошо шкурится)
— периодические крэши (видимо из-за кривой китайской флешки).
В целом, я в восторге и всячески рекомендую данный агрегат, если вы всерьёз занялись этим грязным делом. Из полезного могу посоветовать использовать Photon File Validator, способный исправлять мелкие косяки не самого умного на свете слайсера.
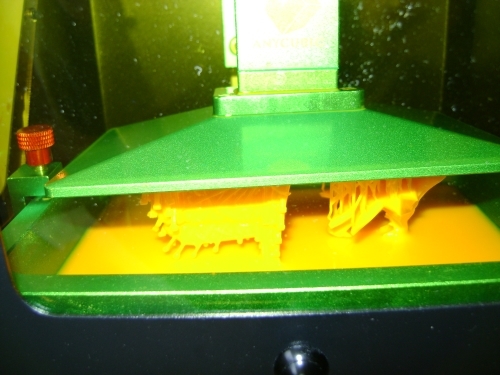
Выглядит процесс печати как-то так (печатает оно вверх ногами, оранжевая — это смола):
Также была приобретена УФ диодная лента для сушки деталей (народ также использует сушилки для ногтей для этого), на нашем "палящем" солнце всё застывает уж слишком долго:

По процессу есть одно клёвое отличие от FDM принтеров: засвечивается сразу весь слой, а значит скорость печати зависит только от высоты и толщины слоя. Т.е. можно "упаковать" кучу мелочи в один файл рядом и запустить, не тратя лишний раз время. Что я, собственно, и делал.
Ещё одна особенность: печатать "стенку" с небольшим процентом infill’а, как FDM принтеры обычно делают, просто так нельзя, нужно специально готовить модель (напр. с помощью Meshmixer), и делать дырки для слива смолы из полостей. Увы, софт любит нещадно глючить при обработке сложных моделей, и вообще довольно требователен к её "корректности", так что иногда приходится как следует посидеть за редактором.
А теперь конкурс, кто угадает, детали чего напечатаны на следующей фотке, получит от меня плюсик)
В последние годы все большую популярность набирает внедрение фотополимерных принтеров в различные сферы производства. Для того чтобы принтер мог раскрыть свой потенциал в полной мере, необходимо правильно подобрать материал - фотополимерную смолу.
Сейчас появилось большое разнообразия смол, призванных решать широкий спектр задач. Иногда бывает сложно не запутаться в таком разнообразии материалов. Условно можно разделить фотополимерные смолы на несколько видов - стандартные, инженерные, стоматологические, ювелирные (выжигаемые).
Стандартные смолы
Стандартные смолы хорошо подходят для изготовления декоративных моделей. Они достаточно прочные и твердые для изготовления миниатюр, мастер моделей, фигурок под покраску или макетов, но их прочности обычно не достаточно для функциональных изделий.
Но стандартные смолы отличаются друг от друга. Некоторые из них можно промывать не спиртом, а простой водой, есть прозрачные виды смол или,например, с широкой цветовой палитрой.
Стандарт
От других видов фотополимеров, стандартные смолы отличаются более богатой цветовой палитрой. Основные преимущества - это недорогая цена, хорошая детализация и быстрое время отверждения.
ESUN Standard
Хорошая смола для профессионалов и новичков, которые только знакомятся с фотополимерной печатью. Преимущества ESUN Standard - это большая палитра цветов, отсутствие запаха и быстрая скорость печати.
ESUN Standard подойдет для печати декоративных моделей или любых других изделий, которые не будут подвергаться сильной физической нагрузке.
Технология печати: DLP/LCD/LED
Длина УФ волны: 395-405 нм (прозрачная 395-410 нм)
Твердость по Шор: 80-82 D
Ударная прочность по Изоду: 18 - 40 Дж/м
Прочность на изгиб: 46-72 Mpa
Модуль упругости: 1000 - 1400 MPa
Время засветки на слой (рекомендуемая): 5-10 сек.
Цветовая палитра: белый, черный, серый, красный, голубой, желтый, зеленый, светло-зеленый, телесный, оранжевый, прозрачный.
Объем: 0,5 кг, 1 литр.
Фигурка Дедпула
Бюст военного
Ходячий замок, миниатюра
Пользователи отмечают неплохую детализацию, хороший баланс прочности и легкой эластичности и отличную адгезию к платформе. Время печати слоя соответствует заявленному производителем (5-10с) даже на 3D принтерах со слабым УФ источником.
Из минусов - иногда смолу бывает сложно размешать и попадается мелкая взвесь. Это не снижает качество печати, но заставляет понервничать. Серый цвет слегка прозрачный, многим пользователям хотелось бы, чтобы цвет был более “плотный”.
ESUN eResin-PLA
В основе eResin-PLA используется мономер PLA, знакомый многим по FDM-печати. Это делает смолу безопасной для окружающей среды, а готовые изделия получаются очень жесткие и устойчивые к царапинам.
Смола хорошо подойдет для декоративных изделий, мастер моделей или функциональных моделей без нагрузки.
Технология печати: DLP/LCD/LED
Длина УФ волны: 395-405 нм
Твердость по Шор: 75-80 D
Удлинение на разрыв: 20-50 %
Модуль упругости: 600 - 800 MPa
Ударная прочность по Изоду: 15 - 32 Дж/м
Прочность на разрыв: 35-50 Mpa
Время засветки на слой (рекомендуемая): 15-20 сек.
Цветовая палитра: белый, черный, серый, красный, голубой, желтый, зеленый, светло-зеленый, телесный, оранжевый, прозрачный.
Макет обуви
Статуэтка мультяшной девочки
Игровая миниатюра
Нестандартные фокусировочные кольца для объектива
Phrozen Aqua 4K
Phrozen Aqua 4K создана специально для раскрытия всех возможностей фотополимерных принтеров с разрешением 4к. Приятным бонусом можно считать почти полное отсутствие усадки.
Смола хорошо подойдет для точной печати декоративных моделей. Производитель уточняет, что все свойства смолы раскрываются при использовании принтеров с высоким разрешением, например Sonic Mini 4K / Sonic Mighty 4K.
Технология печати: DLP/LCD/LED
Длина УФ волны: 395-405 нм
Твердость по Шор: 77 D
Цветовая палитра: серый, слоновая кость.
Доспехи, напечатанные из серой смолы Phrozen Aqua 4K
Бюст хищника
Статуэтка война с медведем, для демонстрации возможностей Phrozen Aqua 4K
Phrozen Beige Low-Irritation
Особенностью этой смолы является гипоаллергенность. Phrozen Beige Low-Irritation прошла тест ISO-10993 10, а это значит, что смола не содержит тяжелых металлов и готовые модели могут напрямую контактировать с телом человека.
Смолу можно использовать в стоматологии или для изделий, которые будут контактировать с кожей.
Технология печати: DLP/LCD/LED
Длина УФ волны: 395-405 нм
Цветовая палитра: бежевый
Декоративная фигурка
ESUN Precesion Model
Смола предназначена для быстрой печати высокоточных моделей. Помимо этого готовые изделия получаются жесткими и могут выдерживать нагрев до 80 градусов.
ESUN Precesion Model станет удачным выбором для моделей, которым нужна высокая детализация.
Технология печати: DLP/LCD/LED
Длина УФ волны: 405 нм
Твердость по Шор: 85 D
Удлинение при разрыве: 12,1 %
Прочность на изгиб: 77 Mpa
Прочность на разрыв: 335-410 Mpa
Голова Загадочника из вселенной DC
Миниатюрный макет ДВС
Прозрачные смолы
Прозрачные смолы присутствуют в линейках других фотополимеров, но со временем они могут желтеть или мутнеть. Если в готовой модели важна оптическая прозрачность без желтизны, то стоит обратить внимание на специальные полимеры.
Phrozen SC-801 Clear
Основное преимущество Phrozen SC-801 Clear - это оптическая прозрачность. Модели из Phrozen SC-801 Clear не мутнеют и не желтеют при пост отверждении и в процессе эксплуатации.
Этот фотополимер подойдет для изготовления прочных и точных моделей, для которых важна оптическая прозрачность.
Технология печати: DLP/LCD/LED
Длина УФ волны: 405 нм
Твердость по Шор: 70 D
Цветовая палитра: прозрачный
Модель для демонстрации прозрачности материала
Слева изделие, изготовленное из Phrozen SC-801 Clear, справа RESINMAGIC3D High-Grade Clear
Фигурка, напечатанная из Phrozen SC-801 Clear
Миниатюрные бутылочки, напечатанные для шарнирной куклы. Слева изготовленная из Phrozen SC-801 Clear, справа из другого полимера.
Washable
Готовые модели, изготовленные на фотополимерном принтере, рекомендуется промывать от остатков фотополимера, спиртом. Бывают ситуации, когда это неприемлемо, например когда принтер используется в школах. Для таких случаев производители создали линейку Washable. Washable - это смолы, которые можно промывать обычной водой.
ESUN Water Washable
ESUN Water Washable ничем не уступает по прочности и точности смолам серии ESUN Standart. Единственное отличие - готовое изделие можно промывать не спиртом, а обычной водой.
ESUN Water Washable хорошо подойдет для печати дома или в учебных учреждениях, благодаря своей низкой токсичности и отсутствию запаха.
Технология печати: DLP/LCD/LED
Длина УФ волны: 395-410 нм
Твердость по Шор: 76 D
Прочность на разрыв: 68 МПа
Удлинение при разрыве: 5-10%
Прочность на изгиб: 45-70 МПа
Модуль упругости при изгибе: 900-1400 МПа
Цветовая палитра: белый, прозрачный, телесный, серый, черный.
Кольца и подвеска напечатанные прозрачным ESUN Water Washable
Статуэтка лисицы
Phrozen Water Washable
Phrozen Water Washable выгодно отличается от других водовымываемых смол прочностью, долговечностью и небольшим временем засветки слоя.
Смола подойдет для изготовления прототипов и других моделей дома и в образовательных учреждениях, где нежелательно использовать сильно пахнущие спирты для промывки.
Технология печати: DLP/LCD/LED
Длина УФ волны: 405 нм
Твердость по Шор: 80 D
Цветовая палитра: серый, черный.
Бюст, изготовленный из Phrozen Water Washable
Чужой, напечатанный из Phrozen Water Washable
Бюст человека паука
Wanhao Water washable
Это смола с высоким разрешением и хорошей твердостью. У Wanhao Water washabl e совсем небольшая усадка и большая палитра цветов.
Смола хорошо подойдет для печати мастер моделей и декоративных моделей, когда нет возможности использовать для промывки финального изделия спирт.
Технология печати: DLP/LCD/LED
Длина УФ волны: 395 ~ 420 нм
Твердость по Шор: 75D
Цветовая палитра: белый, прозрачный, черный, серый
Объем: 0,5 кг, 1 кг
Хан Соло из прозрачного Wanhao Water washable
Тестовая модель из прозрачного Wanhao Water washable
Тестовые модели из разных цветов Wanhao Water washable
Инженерные
Раньше фотополимерные принтеры использовались в основном для изготовления мастер моделей и изделий с высокой точностью. Сейчас перед ними ставится более широкий спектр задач. Гораздо удобнее изготовить сразу готовую, функциональную модель. Для этого были разработаны инженерные фотополимерные смолы с улучшенными характеристиками. В зависимости от необходимых задач они могут быть более твердые, термостойкие и прочные чем стандартные смолы.
Усиленные
Это полимеры с улучшенными характеристиками - например высокая термостойкость или ударная прочность. Из них можно изготавливать функциональные прототипы, инженерные модели и т.д.
Phrozen TR250-LV
Phrozen TR250-LV разрабатывалась специально для решения инженерных задач. Помимо высокой прочности и твердости смола обладает повышенной термостойкостью и выдерживает нагрев до 150 градусов.
Phrozen TR250-LV подойдет для изготовления моделей для последующей термоформовки или изделий, для которых требуется повышенная термостойкость.
Технология печати: DLP/LCD/LED
Длина УФ волны: 405 нм
Твердость по Шор: 79D
Предел прочности на разрыв 25 МПа
Ударная прочность по Изоду: 6,31 кДж/м2
Цветовая палитра: серый
Макет челюсти
Phrozen ABS-like
Это смола по характеристикам приближенная к ABS пластику, знакомому многим по FDM печати. В палитре есть белый цвет, это позволяет, при необходимости, легко покрасить готовое изделие.
Phrozen ABS-like подойдет для печати функциональных моделей и прототипов.
Технология печати: DLP/LCD/LED
Длина УФ волны: 405 нм
Твердость по Шор: 79D
Ударная прочность по Изоду: 2,32 кДж / м2
Цветовая палитра: серый, белый
Модель черепа
Оружие для миниатюрных фигурок
1/4 часть маски
Phrozen Rock-Black Stiff
При создании Rock-Black Stiff был сделан упор на прочность, износостойкость и термостойкость (до 97 градусов). Модели получаются прочными и немного гибкими, что бы выдерживать ударные нагрузки.
Технология печати: DLP/LCD/LED
Длина УФ волны: 405 нм
Твердость по Шор: 81D
Удлинение при разрыве: 4%
Ударная прочность по Изоду: 2,68 кДж/м2
Цветовая палитра: черный
Бюст эльфийки
Бюст, напечатанный из Phrozen Rock-Black Stiff
Phrozen Nylon Green Tough
Фотополимер является аналогом нейлона. Нейлон это очень прочный и износостойкий материал, знакомый многим по FDM печати. Изделия получаются очень прочные и стойкие к нагрузкам. Готовые модели, напечатанные из Nylon Green Tough, можно сгибать.
Подойдет для изготовления готовых изделий или функциональных прототипов.
Технология печати: DLP/LCD/LED
Длина УФ волны: 405 нм
Твердость по Шор: 68D
Удлинение при разрыве: 130%
Предел прочности на разрыв: 19 МПа
Ударная прочность по Изоду:23,79 кДж/м2
Цветовая палитра: зеленый
Ваза из Phrozen Nylon Green Tough
Тестовая модель
Оправа для очков
Phrozen TR300 Ultra-High Temp
TR300 Ultra-High Temp позволяет быстро изготавливать прочные, ударо и термостойкие изделия (до 160 градусов). От конкурентов фотополимер выгодно отличается небольшим временем засветки (на 3D-принтерах серии Phrozen Sonic 1,3 секунды на слой).
Phrozen TR300 подойдет для изготовления термостойких и прочных изделий. Например, это может быть модель для последующей термоформовки или изготовление промышленные макета.
Технология печати: DLP/LCD/LED
Длина УФ волны: 405 нм
Твердость по Шор: 80D
Предел прочности на разрыв: 32 МПа
Ударная прочность по Изоду: 8 кДж/м2
Удлинение при разрыве: 2%
Цветовая палитра: серый
Phrozen Onyx Rigid Pro410
Основные свойства моделей изготовленных из Onyx Rigid Pro410 - это изумительная детализация и прочность. Смола разработана в партнерстве с Henkel и предназначена, в первую очередь, для домашних мастерских.
Фотополимер отлично подойдет для моделей с обилием мелких деталей, которым нужна высокая детализация. Или для инженерных/функциональных моделей, в которых важна высокая точность и прочность.
Технология печати: DLP/LCD/LED
Длина УФ волны: 405 нм
Цветовая палитра: Черный
Подставка для планшета
Ваза для фруктов
Настенный держатель для специй
Настенная вешалка
Гибкие
Изделия из таких смол будут похожи на силиконовые или резиновые. Такие фотополимеры позволяют получить гибкие и прочные функциональные изделия, стойкие к разрывам.
Phrozen Biege Flex
Это смола, разработанная для изделий, которые должны быть прочными и немного гибкими. Phrozen Biege Flex подойдет для функциональных моделей, которые должны иметь небольшую гибкость.
Технология печати: DLP/LCD/LED
Длина УФ волны: 405 нм
Твердость по Шор: 65D
Предел прочности на разрыв: 40 МПа
Модуль упругости: 192 МПа
Цветовая палитра: бежевый
Бюст Харли Квин
Миниатюра из Phrozen Biege Flex
HARZ Labs Industrial Flex
По своим свойствам, готовые изделия из HARZ Labs Industrial Flex, напоминает полиуретан. Изделия из него получаются эластичные и очень прочные.
HARZ Labs Industrial Flex подойдет для изготовления прокладок или любых других моделей, в которых важна мягкость и прочность на разрыв.
Industrial Flex можно использовать как добавку для других смол HARZ Labs. Это позволяет повысить гибкость и прочность готовой модели. В зависимости от соотношения смолы можно добиться разной степени гибкости готового изделия.
Технология печати: DLP/LCD/LED
Длина УФ волны: 405 нм
Твердость по Шор: 63D
Удлинение при разрыве: 103%
Прочность на растяжение: 13 Н/мм2
Цветовая палитра: прозрачный
Объем: 0,5 кг 1 кг
Различные прокладки, напечатанные из HARZ Labs Industrial Flex
ESUN Flex
Гибкий и прочный материал с хорошей износостойкостью. Хорошее сопротивление на разрыв и точность позволяют использовать ESUN Flex в инженерных моделях.
Например изделия, которые должны быть прочными и гибкими одновременно. Это могут быть инженерные прототипы или функциональные модели.
Развитие 3D-технологий способствует появлению все более доступных и совершенных материалов, которые позволяют получать высококачественные и точные модели с заданными физическими и механическими свойствами.
К наиболее передовым и распространенным в аддитивном производстве материалам относятся фотополимеры – вещества, изменяющие свои свойства и агрегатное состояние при попадании на них ультрафиолетовых лучей.
В зависимости от сферы применения, профессиональной или промышленной, фотополимерные смолы используются в двух типах 3D-принтеров – на базе стереолитографии (SLA/DLP/LCD) или многоструйной печати (MJP). В первом случае материал находится в специальной ванне принтера и засвечивается лазером или ультрафиолетовой матрицей. Во втором – жидкий фотополимер, подаваемый в аддитивную установку, накладывается тонкими слоями и приобретает прочность под действием ультрафиолетовой лампы.
Многообразие свойств делает эти материалы по-настоящему универсальными. Фотополимерные модели могут иметь различные цвета, быть эластичными и жесткими, матовыми и прозрачными, композитными, термостойкими, биосовместимыми, схожими по свойствам с полипропиленом и ABS-пластиками и обладать многими другими характеристиками. Благодаря такому разнообразию они используются в широком спектре отраслей – от производства обуви до авиакосмической промышленности.
Преимущества фотополимеров в сравнении с другими материалами для 3D-печати
- Высокая детализация и идеально гладкие поверхности напечатанных объектов.
- Возможность выращивать геометрически сложные изделия (точность – до 0,1 мм на детали Напечатаем прототип из фотополимера за один-два дня.Тестовая печатьбесплатно!
Основные преимущества фотополимеров для SLA-печати:
- высокая скорость и точность печати;
- создание сложных моделей (в том числе с тонкими стенками и мельчайшими деталями);
- легкая постобработка;
- свойства материалов для 3D-принтера позволяют использовать выращенный прототип в качестве готового изделия;
- низкий расход материала поддержки.
Области применения:
-
; отрасль;
- промышленное производство (оснастка, литье); , в том числе стоматология;
- ювелирная промышленность.
Керамонаполненные фотополимеры

В современной 3D-печати, помимо УФ- и фотоотверждаемых фотополимеров, все шире используются керамонаполненные. Керамику можно рассматривать как один из особо перспективных материалов для аддитивного производства. Она используется, в частности, как наполнитель фотополимерной смолы в лазерной стереолитографии.
После этапа печати полимерная составляющая такого материала подвергается выжиганию, что позволяет получить керамические изделия с уникальными свойствами: с заданной пористостью, повышенной жесткостью, прочностью и термостойкостью.
Керамонаполненные фотополимеры эффективно применяются в НИОКР и на производстве для быстрого изготовления оснастки, создания шаблонов, при функциональном тестировании, испытаниях в аэродинамической трубе и низкотемпературной вулканизации. Материалы могут быть использованы в большинстве аддитивных установок на базе технологии SLA.
Фотополимерные 3D-принтеры и материалы
Мы предлагаем вам купить фотополимерный принтер от надежных производителей. iQB Technologies является эксклюзивным дистрибутором в России компании ProtoFab (Китай), выпускающей промышленные SLA-принтеры и материалы. Оборудование ProtoFab обеспечивает б ыструю, высокоточную и экономичную печать прототипов и литейных мастер-моделей для различных отраслей. Компания предлагает широкий выбор фотополимерных материалов собственной разработки с уникальными характеристиками.

Также наша компания представляет на российском рынке профессиональные 3D-принтеры и материалы такого известного производителя, как Sharebot (Италия). В линейку оборудования входят фотополимерные машины BIG и VIKING на базе технологии LCD/LSL. В отличие от SLA, засветка расходного материала осуществляется не лазером, а светодиодной ультрафиолетовой матрицей через маску ЖК-экрана.
Перспективы индустрии фотополимеров
Как видим, выбор фотополимеров, доступных сегодня на рынке, весьма обширен. Их многообразие и возможность приобретать нужные свойства уже доказали свою высокую эффективность во многих производственных отраслях – не только в прототипировании, но и в серийном производстве. Например, компания Adidas планирует к 2018 году продать 100 тысяч пар кроссовок Futurecraft 4D, в изготовлении которых используется 3D-печать фотополимерами. При этом не прекращаются усиленные исследования этих материалов, появляются инновационные разработки для решения все более широкого круга задач и более массового внедрения технологии.
У фотополимерных материалов и 3D-принтеров есть и свои минусы – прежде всего, достаточно высокая на сегодняшний день стоимость оборудования и сложность используемых технологических процессов. Необходимо понимать, что крупные инвестиции окупаются не сразу и за счет снижения стоимости конечного изделия и ускорения самого процесса изготовления. Сроки возврата вложений зависят от поставленных задач на конкретном производстве, а также от специфики интеграции аддитивных методов в текущий технологический процесс предприятия. Однако мировая индустрия, во многом благодаря достижениям в области 3D, движется к упрощению производственных процессов и сокращению технологических и логистических цепочек.
С прогрессом аддитивного производства, освоением новых свойств материалов и появлением новых типов фотополимеров доступность технологии будет расти. Фотополимеры – неотъемлемая составляющая Индустрии 4.0.
Статья опубликована 11.12.2017 , обновлена 26.11.2021
Об авторе
Читайте также: