
Формовочный станок для керамики своими руками
Обновлено: 08.07.2024
Давным давно, лет так 6 назад загорелся я идеей изготавливать пластиковые маски, не знаю почему но мне была интересна эта идея.
Долго перебирая способы изготовления, от жидкого пластика до стекловолокна с эпоксидной, я остановился на самом простом варианте изготовления - вакуумная формовка пластика.
Что это такое "вакуумная формовка" - это когда тонкий лист ПВХ или другого материала, нагревается в печи до такого состояния, что-бы он мог растянуться. Далее помещают мастер-модель под лист, накрывают им и откачивают компрессором воздух. Лист плотно обтягивает модель, и вот у нас уже готова точная копия из пластика.
К сожалению фотографий процесса изготовления у меня не осталось, но я нарисую 3D модель самой формовочной машины, которую я изготовил.
Саму "машину" я сделал из пары брусочков толщиной 30х30мм и куска фанеры и ДВП. Раму, которой накрывается формовщик брусочками - 30х20.
Из чего она состоит (не знаю как по умному все части обозвать, буду писать по своему):
Вакуумный пресс – это устройство, с помощью которого из такого материала как МДФ можно заниматься изготовлением мебельных фасадов с пленкой ПВХ и декоративных накладок для дверей. Такой агрегат продается в магазинах, но вы достаточно легко можете сделать его своими руками.
Для чего нужен вакуумный пресс и как он работает
Корпусная и мягкая мебель часто производится из пленочных мебельных фасадов, поскольку последние сочетают в себе такие достоинства как:
• широкий спектр цветов;
• различные формы;
• невысокую стоимость.
Для изготовления таких фасадов применяется специальное оборудование, и главный инструмент в этом производстве – вакуумный пресс. Устройство позволяет усадить пленку ПВХ на заготовку с МДФ основой.
Пресс состоит из следующих ключевых элементов:
• вакуумной камеры или стола;
• термомодуля.
Камера обычно выполнена в прямоугольной форме, для нее используется жесткий материал – когда изнутри искусственно создается отрицательное давление, этот материал не сжимается. С наружной стороны происходит укладка пленки ПВХ, и герметизация ее краев с рамой.
Пленка усаживается в таком порядке действий:
• заготовки укладываются на стол;
• процесс герметизации;
• пленки разогреваются;
• откачивается воздух;
• процесс охлаждения;
• вырезаются заготовки, излишки пленки с фасада удаляются.
Как сделать вакуумный стол
Вакуумная ванна
В качестве дна в вакуумной ванне используется 2-миллиметровый стальной лист. Чтобы максимально уменьшить прогибы листа, на который будет воздействовать отрицательное внутреннее давление, и сделать поверхность стола как можно более ровной, приступаем к изготовлению каркаса жесткости. Эту конструкцию делаем из той же профильной трубы 60х40х2.
Предварительно нарезанная труба, как указано в проекте, укладывается на стапель, жестко закрепляется при помощи струбцин, все примыкания провариваются. Когда каркас жесткости готов, поверх него приваривается лист стали. На этом наиболее ответственном этапе сварочных работ следует обеспечить непрерывный герметичный сварной шов. Его рекомендуется делать с двойным проваром.
Чтобы лист не коробило из-за продолжительного воздействия высокой температуры, можно использовать нижеследующий альтернативный способ, как приварить лист к каркасу. Прежде, чем уложить стальной лист на каркас жесткости, по периметру листа наносим состав для герметизации, который рассчитан на действие высоких температур. Здесь можно воспользоваться, к примеру, силиконовым высокотемпературным герметиком. Сварка же проводится не в виде сплошного шва, тут мы делаем регулярные фиксирующие прихватки – шаг примерно 50 мм.
Этот способ предусматривает то, что из-за кратковременных локальных воздействий сварки весь герметик не будет поврежден, выжжен, а только небольшая часть непосредственно у прихваток. В большей своей части герметик, после того как отвердеет, будет выполнять свою функцию.
Как делаем каркас жесткости и собираем вакуумную ванну:
• варим каркас жесткости;
• к нему привариваем лист стали;
• по периметру листа герметично привариваем стационарную нижнюю раму, которая включает часть шарнирного соединения, что фиксирует подъемную верхнюю раму.
Как сделать подъемную, прижимную, верхнюю раму
В качестве материала изготовления рамы применяем профильную трубу 60х40х2 мм. Прижимную раму выполняем точно в тех размерах, что и у вакуумной рамы. Если ровный профиль – не погнутый и не покрученный достать не удалось, тогда отбираем попарно самые ровные листки. Из них мы изготовим части вакуумного стола, которые плотно примыкают между собой.
Подъем прижимной рамы будет осуществляться за счет регулируемых шарнирных соединений. Шарниры можно регулировать, когда будет наклеен уплотнитель в виде полос листовой резины со средней жесткостью – толщина примерно 2 мм.
Приваренные шайбы требуются, чтобы увеличить площадь трения. Шкворень шарнирного соединения в виде стального прута D12, на концах которого имеется резьба.
Чтобы удерживать прижимную раму поднятой, можем воспользоваться газовыми лифтами.
Зажимы
Чтобы надежно и герметично удерживать пленку, когда происходит вакуумное прессование, мы плотно и равномерно прижимаем верхнюю раму к периметру вакуумной рамы. Таким образом резиновый уплотнитель будет полностью прилегать.
Самодельные зажимы, которые работают по принципу эксцентрика, изготовляются из следующего стального металлопроката:
• 1 труба ДУ50: 0,5 м, со внешним диаметром примерно 60 мм;
• прут: 2 м, диаметр 10 мм;
• профильная труба: 2 м, 20х20х2 мм.
Зажимы настраиваем, установив комбинированные гайки в нужное место резьбы шпильки, и зафиксировав с помощью контргаек. Эту операцию выполняем на завершающей стадии изготовления вакуумного стола, после того как будет наклеен резиновый уплотнитель.
Вот и готов термовакуумный пресс. Теперь просто добавляем вакуумную систему, термомодуль, и блок электроуправления.
Глиняная масса в зависимости от количества воды может быть текучей, пластичной или камневидной и для разной влажности существуют разные способы формования глиняных изделий.
1. Если воды в глине мало (влажность от 1 до 15%) — мы имеем чуть влажные на ощупь комья (если масса слипшаяся) или гранулы — сыпучий порошок (если масса измельчена), гранулы почти не лепятся, при сжимании сминаются и немного трескаются. Такой материал формуется методом прессования, например облицовочная настенная плитка и керамогранит изготавливаются методом полусухого прессования. Такие изделия сушатся быстро, при этом почти не меняются в размере и не деформируются.

2. Если влажность от 12 до 25% — мы наблюдаем пластичную массу. Податливую, прилипающую к рукам. Ее можно скатать в шарик или колбаску и лепить из нее все что захочется. Из пластичной массы лепят вручную, на гончарном круге, получают слепки и оттиски, на производстве выдавливанием (экструзией) производят кирпичи, раскаткой тарелки. Сушат такие изделия осторожно, накрывая влажной тряпкой или пленкой, ведь при неравномерной сушке могут возникать трещины и изделие может деформироваться. Линейный размер при сушке уменьшается на 5-7%, то есть изделия усыхают (вода испаряется, и частицы приближаются друг к другу).

Производство формовочных станков запущено в 2020 году. Производство данного оборудования выросло из нашей непрерывной работы на протяжении 20 лет - производства оборудования в различных областях и производства металлических изделий, чем мы занимаемся и по сей день. В нашем штате есть консультанты, которые занимаются производство керамических изделий. Мы плотно с ними сотрудничаем и совершенствуем себя и своё оборудование каждый день. Наша цель: познакомить наших клиентов с удобной, быстрой и экономически выгодной технологией.
Наши преимущества
Технология формования глины
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь c политикой конфиденциальности.
Фартук предназначен для работы с глиной, красками и другими маркими материалами. Фартук подходит для гончаров, керамистов, скульпторов, художников, реставраторов.
Низ фартука с раздвоенными полами, которые защищают ноги и одежду при работе сидя за гончарным кругом. Грудка сшита в размер нижней части и закрывает грудь и одежду от грязи.
Бретели из ременной ленты шириной 2,5 см регулируются по длине от 36 до 61 см. Завязки на поясе также из ременной ленты длиной 52 см с каждой стороны.
Размер М: Длина 96 см, Ширина 75 см. Вес 310 грамм
Материал: оксфорд 600 ден
Фартук предназначен для работы с глиной, красками и другими маркими материалами. Фартук подходит для гончаров, керамистов, скульпторов, художников, реставраторов.
Низ фартука с раздвоенными полами, которые защищают ноги и одежду при работе сидя за гончарным кругом. Грудка сшита в размер нижней части и закрывает грудь и одежду от грязи.
Бретели из ременной ленты шириной 2,5 см регулируются по длине от 43 до 75 см. Завязки на поясе также из ременной ленты длиной 58 см с каждой стороны.
Размер L: Длина 110 см, Ширина 77 см. Вес 345 грамм
Материал: оксфорд 600 ден
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь c политикой конфиденциальности.
Доброго дня мозгоремесленники! Понадобился как-то нашей команде стол вакуумной формовки для создания разнообразных самоделок, но в продаже крупногабаритного стола не оказалось. Недолго думая мы сделали его сами своими руками!

Шаг 1: Коробка стола





Вакуумный стол это, по сути, полая коробка с множеством небольших отверстий, через которые откачивается воздух из рабочего пространства. Для создания этой коробки мы выбрали МДФ, но подойдет любой прочный листовой материал. Итак, из МДФ создаем короб стола и в лицевой панели сверлим маленькие отверстия, можно на станке, а можно как мы обычной мозгодрелью.
К коробу крепим ножки, и устанавливаем перегородки с большими отверстиями, около 7.5см. Эти перегородки будут держать плоскость стола, и не будут позволять ей прогибаться.
Шаг 2: Источник тепла

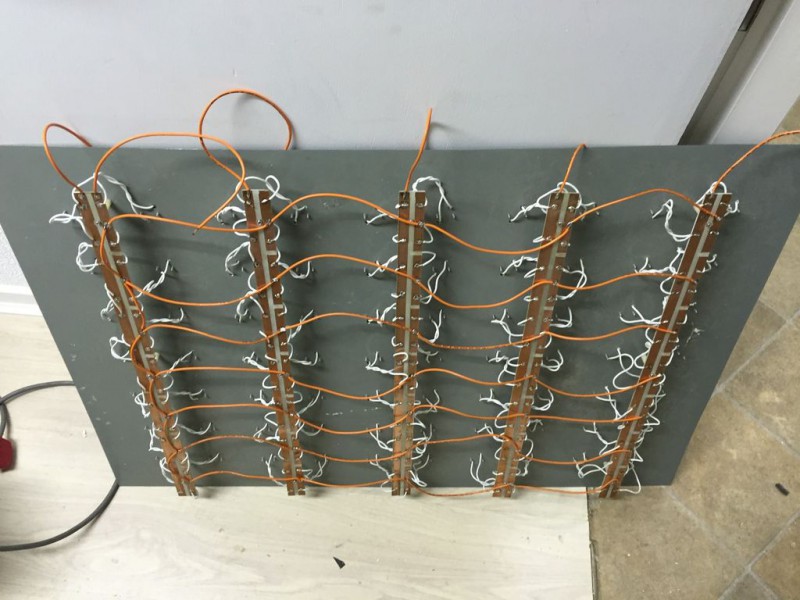

Изначально мы планировали использовать нихромовую проволоку в качестве нагревателя, но это достаточно дорого, да и труднодоступно. Поэтому мы остановились на галогеновых лампах GU10, которые дают мало света, но вот тепла дают достаточно.
В металлическом листе высверливаем отверстия под керамические патроны ламп и устанавливаем эти патроны. Далее для простоты монтажа цепи, чтобы уменьшить количество пайки, создаем из печатных плат токопроводящие дорожки, монтируем их, а уже дорожки спаиваем в цепь. Для этой панели с лампами из МДФ делаем короб со съемной мозгокрышкой для обслуживания, и соответственно помещаем световую панель в этот короб.
Шаг 3: Управление


Выбранный нами вариант источника тепла позволяет нагревать не только весь стол, но и если нужно, только некоторые его участки при формовании небольших поделок. Конечно подключение ламп при этом становиться более сложным.
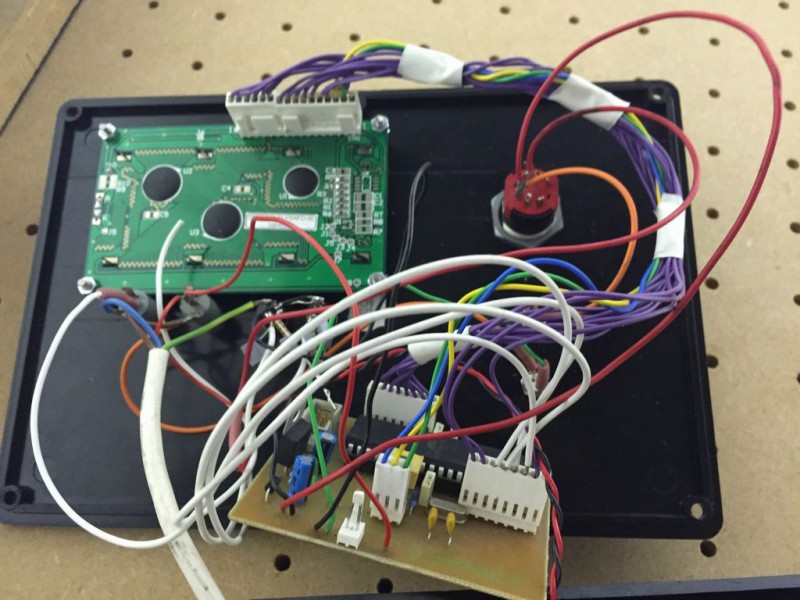
Блок управления столом состоит из нескольких элементов:
- Передняя панель на которой установлены буквенно-цифровой ЖК-дисплей, светодиодная индикация каждого нагревательного ряда, ключ включения стола, кнопка аварийной остановки работы стола, и включатели режимов работы стола.
- Плата микроконтроллера ATmega644, который работает с прошивкой, написанной на С. К этой плате подключаются датчик температуры в столе, датчик давления, ЖК-дисплей, включатели режимов с передней панели, а также реле управления мощностью нагревателей (линиями лампочек).
- Плата контроллера переменного тока, которая синхронизирует сигнал от микроконтроллера, симистор и линию переменного тока.
- Плата с реле, которая состоит из 6-ти электромеханических реле, управляемых микроконтроллером. Одна из реле включает вентилятор, а остальные линии нагревателей.
- Плата реле нейтрали, которая состоит из 7 реле, управляемых микроконтроллером и подключающие линии нагревателей к нейтральному проводу, а также датчик температуры в пространстве стола.
- Симистор, состящий из двух оптоизолированных тиристорных твердотельных реле, рассчитанный на 20А, 240В, который регулирует вентилятор и нагрев пространства стола.
Шаг 4: Установка опор
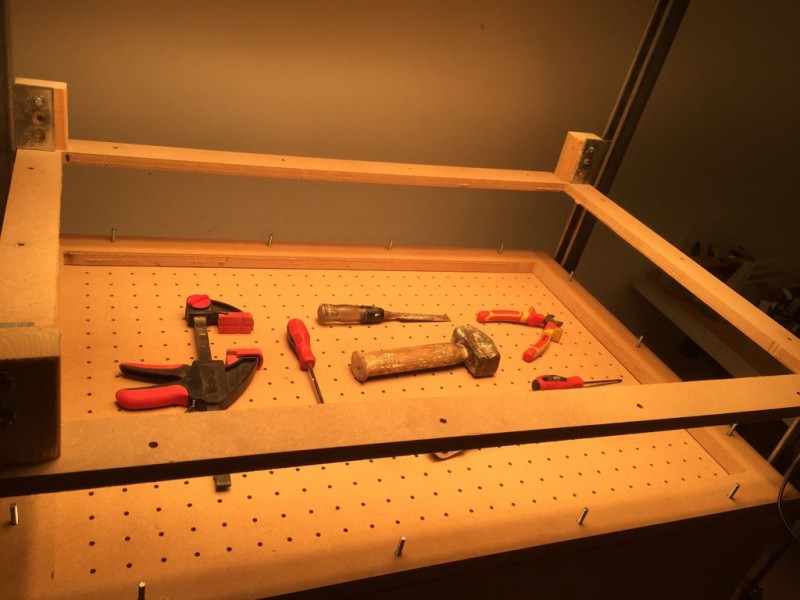


На наш короб стола поделки, а он, кстати, размером 600х900мм, монтируем опоры для панели нагревателей и устанавливаем саму панель с лампами. Так же делаем рамку для пластика и вставляем ее в опоры на подшипники, места соединения короба стола и рамки уплотняем изоляционной пористой лентой.
Шаг 5: Вакуумный вентилятор


К нижней стороне короба мозгостола крепим источник вакуума, попросту вентилятор. Для своего вакуумного вентилятора мы сделали дополнительную пластину из МДФ и с ее помощью, а так же с помощью неопреновых прокладок, установили его.
Шаг 6: Окончательная сборка и тестирование
На заключительном этапе подсоединяем все элементы, проверяем все ли правильно установлено и переходим к тестированию. В рамку вставляем лист пластика для формования, включаем стол и формуем!


А вот как функционирует наш стол:
Удачных самоделок и надеюсь, наше руководство поможет вам в этом!
Читайте также: