
Фигурные ножи для деревообрабатывающих станков своими руками
Добавил пользователь Дмитрий К. Обновлено: 04.10.2024
Строгальные ножи требуют своевременного ухода потому что:
- тупые поверхности некачественно обрабатывают древесину;
- при обработке мягких пород затупленными ножами поверхность покрывается ворсом и неровностями;
- стертые кромки крошатся;
- во время строгания тупыми кромками перегружается двигатель и силовые узлы.
Попытки заточить лезвия своими руками с помощью алмазных брусков, как правило, дают кратковременный результат. Из-за некачественной правки лезвия приходится скоро перетачивать. Поэтому профессиональные столяры используют только механическую заточку.
Основные правила заточки ножей в ножевых головках
В этой публикации сделана попытка подробно и в доступной форме рассмотреть вопросы повышения качества заточки ножей и приводятся рекомендации по увеличению стойкости и ресурса ножей в производственных условиях.
Ножевые головки подразделяются на фуговальные и профильные. Различаются они в основном по типу применяемых ножей, конструктивным особенностям крепления ножей и способам крепления головок на шпинделях станков. Имеются также ножевые головки, оснащенные сменными пластинками твердого сплава, но они используются, как правило, для изготовления высокоточных и высококачественных погонажных изделий и не перетачиваются (по мере износа пластинки заменяются новыми). Правда, следует отметить и то, что в условиях российской действительности и псевдоэкономии некоторые производители предпочитают их перетачивать по передней плоскости один — три раза.
По способу крепления на валах головки разделяют на инструмент с механическим креплением (гайкой) и гидрозажимной.
Фуговальной называется ножевая головка, в корпусе которой устанавливаются прямые ножи, предназначенные для создания плоских обработанных (фрезерованных) поверхностей на деталях и заготовках.
Допускается профилирование фуговальных ножей для получения неглубоких профилей, с глубиной фрезерования не более 3 мм. Это связано с недостаточной прочностью данных ножей и возможностью их разрушения в процессе обработки заготовок, особенно при перегрузках, что весьма опасно. Фуговальные головки оснащаются, как правило, тонкими импортными ножами толщиной 3 мм и шириной 30, 35 мм и отечественными — в соответствии с отечественным ГОСТ 6567-75 — шириной 25, 32, 40 мм (длина зависит от ширины обработки).
Профильной называется ножевая головка, в корпус которой устанавливают толстые профильные ножи. Толщина ножей отечественного производства (по ГОСТу) — 6 мм, импортных — 5, 8, 10 мм, ширина — 50, 60 или 70 мм (в зависимости от глубины профиля), длина зависит от ширины обработки. Это относится как к отечественным, так и к импортным ножам. У импортных ножевых головок, как и у профильных ножей (бланкет) мелкое прецизионное рифление на базовых поверхностях, позволяющее устанавливать ножи правильно и качественно в ножевых головках без применения специальных устройств.
Ножи в зависимости от условий применения (фрезерования материалов мягких или твердолиственных пород) изготавливаются из быстрорежущей инструментальной стали (HSS) или с применением твердых сплавов (НМ).
Ножи в ножевых головках перетачивают только по задней поверхности. Правда, и здесь бывают исключения, т. к. некоторые российские производители, не располагая специальным оборудованием или не имея возможности заточить инструмент в каком-либо сервисе, точат его по передней грани ножа, резко снижая его ресурс, поскольку стачивать по толщине более чем на 1/3 толщины нельзя, это небезопасно.
По способу заточки ножевые головки можно разделить на фуговальные прямые и профильные.
Алгоритм заточки фуговальной ножевой головки таков. На специальном приспособлении (правиле) ножи в ножевой головке устанавливаются так, чтобы все их вершины (лезвия) располагались строго на одной окружности при вращении головки. Затем ножи закрепляются в теле головки специальными болтами. Ножевая головка устанавливается на заточном станке таким образом, чтобы задняя поверхность ножа (затачиваемая задняя кромка) была строго параллельна плоскости шлифовального круга.
Абразивный инструмент подводится к задней поверхности ножа. Положение абразивного инструмента определяется по искре, которая образуется, когда круг слегка касается затачиваемого инструмента по всей плоскости задней кромки. Если этого не происходит (то есть если нет искры), то в процессе заточки произойдет изменение угловых параметров режущего инструмента, что приведет либо к снижению стойкости ножа, либо к снижению качества получаемой поверхности (что свидетельствует о неправильных настройках станка).
Если на предприятии нет заточного оборудования для заточки фуговальных ножей непосредственно в ножевой головке, ножи могут быть заточены на плоскошлифовальных заточных станках, оборудованных приспособлениями для крепления ножей и выставки углов заточки на ноже, после чего ножи могут быть также выставлены и закреплены на головке с помощью правила или другого приспособления (специального шаблона). Однако нужно понимать, что такой точности заточки инструмента, качества получаемой поверхности и стойкости ножей, как при использовании вышеуказанного способа, добиться невозможно.
Абразивный круг на заточном станке выполняет три движения: вращательное, возвратно-поступательное движение вдоль оси ножевой головки, прямолинейное движение перпендикулярно оси ножевой головки.
При заточке фуговальных ножевых головок следует обращать внимание на ряд особенностей. У ножей в обычных и гидрозажимных строгальных ножевых головках разные задние углы. Задний угол ножей в обычных строгальных ножевых головках 45°. Задний угол ножей в гидрозажимных ножевых головках составляет 60° (не путать с углом заострения на ножах, стандарт которого 40°, но могут быть и другие значения — в зависимости от условий и режимов резания).
Таким образом, у ножей в обычных и гидрозажимных ножевых головках различные углы заострения. От величины угла заострения зависит сила резания, необходимая для отделения стружки от обрабатываемой детали и обеспечения правильных режимов резания. Чем меньше угол заострения, тем меньше силы резания, однако при уменьшении угла заострения режущая кромка начинает терять свою стойкость, что приводит к частой замене режущего инструмента в процессе работы. Необходимо помнить, что головки с острыми углами целесообразны при обработке мягкой древесины, а с тупыми — при обработке твердой древесины. Целесообразно в каждом конкретном случае при выборе угла заострения экспериментировать, как правило, в пределах ±5°. Иногда для увеличения стойкости ножа на его задней грани делают небольшую фаску шириной 1-2 мм под более тупым углом, чем у самого лезвия (этот угол может отличаться от основного на 5-7°). Эта фаска позволяет увеличить прочность режущей кромки (лезвия) и стойкость инструмента. В результате в процессе резания изменится задний угол, что приведет к увеличению площади соприкосновения задней грани с обрабатываемой заготовкой и некоторому увеличению нагрева ножа от сил трения, что допустимо, но следует помнить, что фаска не должна быть больше рекомендованной, в противном случае это приведет к интенсивному разогреву ножа и уменьшению его стойкости при работе.
Виды и конструкции станков
Представленные на рынке станки различают по механизму подачи ножа:
Станок для заточки строгальных ножей с ручной подачей состоит из:
- основания;
- абразивного камня;
- каретки для фиксации ножа.
Во время обработки резец перемещается поступательно с помощью рукоятки. Поперечное передвижение резака обеспечивается маховиком.
Автоматические станки отличаются размерами и набором опций. Механизмы для промышленного применения устанавливают на мощную чугунную станину. Каретка оборудована суппортом. Можно выставить скорость перемещения лезвия и толщину снимаемого слоя металла. Промышленные станки позволяют одновременно затачивать несколько строгальных лезвий, не меняя настройки.
| Корвет К-470 | WTG-163 | GA-630 | GA-850 | ZX-1000 | |
| Максимальная длина ножей, мм | 630 | 630 | 640 | 850 | 1000 |
| Диаметр абразивного диска, мм | 100 | 150 | 125 | 125 | |
| Угол заточки, град | 35…55 | до 30 | 35…45 | 35…45 | До 30 |
| Мощность двигателя, Вт | 550 | 550 | 850 | 850 | 1500 |
| Габариты, см | 90 х 48 х 42 | 100 х 60 х 65 | 100 х 54 х 120 | 120 х 54 х 120 | 190 х 56 х 150 |
| Масса, кг | 75 | 60 | 112 | 125 | 250 |
| Доп. сведения | Оснащен асинхронным мотором возможна заточка мокрым способом | Обрабатывает фрезы, дисковые пилы | Возможна мокрая заточка | Может точить до 4 лезвий, мокрый способ | Предусмотрен мокрый способ, шлифовальный диск чашечного типа, управляется через вынесенный пульт |
Читать также: Тяжелые цветные металлы список
Таблица 1. Характеристики некоторых моделей станков для заточки строгальных ножей
Компактные автоматические станки для дома и небольших мастерских рассчитаны на обработку одного резака за один заход. Они также предусматривают регулировку скорости и автоматическую подачу инструмента.
Перед началом работы на любом оборудовании по заточке, следует убедиться в прочном креплении станины. Вибрация станка ухудшает качество заточки и может привести к травмированию мастера.
Как сделать станок своими руками?
Схема заточки ножа на станке.
Чтобы наточить фуговальный нож, необходимо использовать специальные точильные станки. Это особенно важно, когда фуговальное, строгальное и прочее деревообрабатывающее оборудование используется часто. Точильный станок имеет компактные размеры, его можно установить даже в гараже или небольшом сарае на дачном участке. Перед началом сборки необходимо приготовить соответствующие инструменты, которые будут использоваться во время сборки точильного станка:
- стол, на котором будет проводиться работа;
- планшайба;
- пылесос;
- двигатель;
- кожух для станка.
Начинать сборку станка надо с поиска подходящей планшайбы. Она является одной из важнейших деталей для точильного станка. Все фуговальные ножи довольно узкие, поэтому точить их можно только при помощи планшайбы подходящего типа. Тогда работа по заточке будет качественной, безопасной, быстрой. Планшайба занимает основную часть стоимости всего оборудования. Сделать точильный станок самостоятельно выгоднее, дорогих деталей для него не потребуется. Изготовление вполне будет оправдано, если придется часто проводить деревообработку.
Планшайбы надо покупать новые, рекомендуется брать элементы американского либо немецкого производства. У них самое высокое качество, а стоимость колеблется на уровне 25 000 руб. Далее необходимо подобрать двигатель для будущего точильного станка, лучше всего брать мотор на 1-1,5 кВт, можно использовать даже подержанный элемент. Для станка отлично подходят моторы от старых стиральных машин, но предварительно надо убедиться в работоспособности двигателя.
Мотор крепится под столешницей, планшайба монтируется к движущейся части.
Необходимо обязательно предусмотреть наличие кнопки для включения/выключения станка. Располагаться она должна в зоне доступности руки. Планшайба сверху накрывается кожухом, который изготавливается в виде квадрата. Один угол кожуха надо срезать, так как с этой стороны будет производиться заточка фуговальных ножей своими руками. В нижней части столешницы делается отверстие, оно будет предназначено для трубы пылесоса, при помощи которого будут удаляться все загрязнения, возникающие во время заточки. Кроме заточки фуговальных ножей, подобный станок можно использовать для других работ, например, для обработки лезвий топора, пил и прочих инструментов, используемых на дачном участке.
Заточка фуговальных ножей может производиться различными методами. Для этого подходят специальные точильные камни. Однако компактный точильный станок можно собрать и самому. Он будет использоваться для заточки разнообразных инструментов, включая пилы и топоры.
Основные правила использования оборудования с ручной подачей
Такие станки используют при разовых работах и затачивания своими руками небольших партий лезвий, так как процесс обработки достаточно длительный.
- Перед началом работы необходимо удостовериться в том, что точильная поверхность чистая, без пятен и разводов.
- Движение каретки должно быть плавным, без рывков и толчков. Запрещено останавливать ее в момент приближения резца к точилу.
- Чем быстрее перемещается каретка, тем ниже качество заточки. Оптимальная скорость движения — 5 — 6 мминуту.
- Для правильной заточки важна амплитуда движения каретки. За проход в каждую сторону она должна перемещаться на 10 — 13 см дальше конца ножа. Так достигается оптимальный контакт между резцом и точилом, который должен прерываться перед движением в обратную сторону.
Самодельный станок для заточки строгальных ножей
Конструкция, сделанная в домашних условиях своими руками, позволяет быстро и качественно затачивать ножи под один установленный угол. Заводской угол при этом изменится, поэтому все лезвия необходимо будет переточить. Качество строгания не ухудшится, а может и улучшиться.
Читать также: Как отрегулировать карбюратор на бензопиле хускварна 135
Чтобы своими руками сделать устройство для заточки прямых лезвий строгальных, фуговальных и рейсмусовых машин, требуется:
- металлический уголок №50;
- труба круглого сечения диаметром не более 50 мм;
- электродвигатель от стиральной машинки;
- мощная пружина;
- болт с гайкой;
- пластиковая ручка (набалдашник);
- болгарка;
- сварочный аппарат.
Изготовление станка своими руками.
- Отрезаем уголок длинной около 50 см.
- Два куска трубы изгибаем таким образом, чтобы получилось устойчивая подставка под уголок, привариваем ножки. Уголок должен располагаться вертикальной плоскостью к мастеру.
- На левом конце за уголком прикрепляем электродвигатель. Он размещается на двух точках: жесткой оси и мощной пружине; Пружина затягивается и отжимается с помощью регулировочного винта, передвигая двигатель ближе или дальше от направляющей-уголка.
- На вал электродвигателя надеваем абразивный круг.
- Двигатель запускается выключателем, размещенным на станине в удобном месте.
- Подаем инструмент с помощью самодельных тисочков из отрезка трубы длиной 25 см, прижимной пластинки, болта с гайкой и набалдашника. Зажимаем нож в тисках и перемещаем его по направляющей, держа за набалдашник.
Видео обзор этой модели станка:
Читать также: У8а расшифровка марки стали
Заточка инструмента
Заточка ножей фуганка представляет собой простой процесс, вам нужно лишь перемещать держатель из стороны в сторону относительно точильного камня. Старайтесь не давать лезвию выходить за края камня. Зафиксируйте держатель в 12 мм от окончания круга. При осуществлении работы нужно наладить подачу водяного охлаждения. Будьте готовы к тому, что нужно будет регулярно пополнять запас жидкости в бачке и не допускать осушения резервуара. Чтобы обезопасить работу нужно добиться, чтобы влага не стекала на пол под ноги.

Заточка фуговальных ножей довольно длительная процедура. Периодически проверяйте чистоту точильного камня, поскольку тот может быстро засаливаться. Чтобы его очистить, нужно воспользоваться специальным бруском, как только будет обнаружено загрязнение. Кстати, выбор камня во многом зависит от разновидности инструмента. Фуговальный станок может включать ножи из различных типов твердости, так что осторожно выбирайте точильный камень.
Обычно ножи для фуговального станка точатся в течение 20 минут, после чего нужно выполнить доводку. Эта процедура осуществляется при помощи специальной пасты. Полировка проводится для того чтобы на лезвие не было малейших шероховатостей, заусенцев, иначе работы с таким ножом не будет полноценной. Проверяют эффективность заточки при помощи разрезания им листка бумаги. Если срез выполнен аккуратно, то нож полностью готов к работе.
Читать также: Как проверить зарядку аккумулятора в домашних условиях
Качество строгания и надлежащая рабочая устойчивость ножа зависят главным образом от его заточки: от состояния режущей кромки (лезвия) ножа и угла резания. Мшистость, шероховатость, неровность на строганых плоскостях материала вызываются исключительно этими двумя факторами: Ножи с тупым лезвием не перерезают, а перерывают, перетирают волокна, которые при этом мнутся, изгибаются и создают лишнее сопротивление резцу. Во избежание этого необходимо тщательно затачивать ножи, стремясь получить идеально плоские грани режущей кромки, пересекающиеся под заданным углом.
Выдвинув нож вперед от центра, можно несколько увеличить угол резания и, наоборот, сдвинув нож к центру, – уменьшить его, однако лишь в небольших размерах (выдвижение ножа на 1 мм увеличивает угол резания на 4-6°). В утрированном виде это показано на рис. 237.
Углы резания и заточки строгальных ножей, приведены в табл. 97. Они в одинаковой степени относятся как к фуговальным, так и к рейсмусовым ножам.
Таблица 101 – Таблица фактических скоростей подач (при автоматической подаче материала)

Оборудование
Острота ножа – один из главных параметров, влияющих на качество обработки древесины. Кроме того, данная характеристика влияет и на степень безопасности при работе на станке.
Зачастую человек не желает раз за разом бегать в поисках места, где бы он мог привести свои режущие инструменты в надлежащее состояние. В таком случае ему впору задуматься об изготовлении самодельного заточного станка, который бы решил вопрос остроты строгальных ножей раз и навсегда.
Устройство точильных станков
Развитие промышленного оборудования не стоит на месте. Постоянно происходит стремительный рост требований к скорости и, самое главное, к качеству обработки материалов. В связи с этим возникает необходимость в создании режущего инструмента с высокими параметрами.
Одной из основных проблем, появляющихся в процессе работы, является заточка ножей. Именно это определяет основные возможности станков и их пригодность к эксплуатации.

Самодельный точильный станок.
В зависимости от решаемых задач, подобные аппараты подразделяются на два типа: универсальные и специальные. Первые – это точильные устройства для поверхностей большинства режущих элементов. Они оснащаются разнообразными приспособлениями, позволяющими закреплять, устанавливать и точить ножи.
Вторая категория предназначена для работы с червячными фрезами, сверлами, дисковыми пилами и другими специализированными инструментами.
Все агрегаты оснащаются различным оборудованием, которое определяет степень автоматизации и контроль точности выполняемой работы. Конструкции станков также бывают разные. Это могут быть стационарные приспособления или же временные, которые можно размещать на любых горизонтальных поверхностях.
Несмотря на широкий ассортимент предлагаемых видов оборудования, с целью экономии средств станок для заточки ножей может быть изготовлен своими руками.
Самодельные агрегаты могут в некоторых случаях даже быть более удобными, чем покупные варианты. Это связано с тем, что мастер самостоятельно решает, какие именно характеристики должны быть у данного устройства.
Хотя, конечно, множество моделей универсальных аппаратов позволяет выбрать наиболее подходящий тип оборудования, способного решить поставленные задачи.
Самодельный станок для заточки ножей

Изготовление самодельных станков чаще всего обусловлено двумя причинами. Первая – жажда сэкономить свои средства. Вторая – проявить свое мастерство и сделать все своими руками именно так, как того желает душа. Чертеж устройства станка.
Например, очень часто можно столкнуться с необходимостью приведения в порядок только определенных инструментов. Это могут быть сверла, фрезы, пилы или же фуговальные ножи.
В каждом конкретном случае необходим отдельный подход. Самостоятельная сборка станка позволит сделать удобный агрегат для работы с определенными элементами.
Кроме всего прочего наличие точильных агрегатов существенно сэкономит расходы, направленные на покупку новых ножей либо на их восстановление в сторонних мастерских.
Если же необходимо профессионально точить перечисленные выше инструменты, тогда все-таки следует отдать предпочтение покупным устройствам. Они являются более продуманными и проработанными.
Кроме того покупка в магазине гарантирует то, что аппарат будет решать поставленные задачи продолжительный срок. Также следует вспомнить о степени автоматизации. Конечно, в профессиональных устройствах применяется электроника, которую изготовить в домашних условиях без должного опыта просто невозможно.
Вариант 1
Самодельный станок для заточки строгального станка позволит не только поддерживать инструмент в надлежащем состоянии, но и сэкономит время на походы в другие мастерские.
Одним из вариантов создания подобного устройства является использование двигателя с абразивным кругом, наждаком либо приспособлением для заточки с зафиксированным в нем ножом.

Самодельный станок для заточки строгальных ножей.
Изготовить данный аппарат можно частично из алюминия, металла и дерева. При этом используются подшипники и направляющие, сделанные из подручных материалов, например, уголков трубы или др.
При ровной установке ножей их можно затачивать на большом абразивном бруске. Если такового нет в наличии, следует использовать наждачную бумагу, наклеенную на ровную поверхность.
В зависимости от требований к конечному результату, можно варьировать скорость данного процесса. При наличии выщерблин необходимо предварительно использовать ленточно-шлифовальную машину, а в завершающем этапе обработать инструмент абразивным бруском либо самодельным из наждачной бумаги.
По конструкционным особенностям станки также могут отличаться друг от друга. Первый вариант – устройство с неподвижной основой. Угол ее наклона может быть изменен, однако в остальном она находится в фиксированном положении.
Установка ножа осуществляется посредством двух стальных пластин, закрепленных на неподвижной площадке. Ослабив крепеж вставляют лезвие и зажимают его. Затем регулируют высоту бруска так, чтобы был выставлен требуемый угол.
Вариант 2
Второй тип конструкции предусматривает подвижную площадку, а также магнитный держатель. Этот вариант лишен недостатков предыдущего агрегата. Неподвижной в данном устройстве оказывается рама с бруском, определяющая угол.
Важное требование к такому оборудованию – движение столика с режущим инструментом по строго горизонтальной поверхности. В качестве нее лучше всего использовать полимерную или мраморную столешницу.

Принцип заточки ножей на станке.
Как видите, самому сделать станок для заточки ножей не так уж и сложно. Если возникают какие-либо проблемы, можно всегда воспользоваться помощью обучающих видео из интернета. При правильном соблюдении всех инструкций изготовить подобное оборудование сможет каждый.
Точильный станок для ножей – необходимое оборудование в мастерской каждого мастера, работающего с деревом. Своевременное решение проблемы заточки ножей поможет не только ускорить процесс обработки материала, но и сэкономит время и деньги.
Зачем ходить по другим мастерским, если можно самостоятельно изготовить необходимое оборудование своими руками?
Строгальные ножи требуют своевременного ухода потому что:
- тупые поверхности некачественно обрабатывают древесину;
- при обработке мягких пород затупленными ножами поверхность покрывается ворсом и неровностями;
- стертые кромки крошатся;
- во время строгания тупыми кромками перегружается двигатель и силовые узлы.
Попытки заточить лезвия своими руками с помощью алмазных брусков, как правило, дают кратковременный результат. Из-за некачественной правки лезвия приходится скоро перетачивать. Поэтому профессиональные столяры используют только механическую заточку.
Основные правила заточки ножей в ножевых головках
В этой публикации сделана попытка подробно и в доступной форме рассмотреть вопросы повышения качества заточки ножей и приводятся рекомендации по увеличению стойкости и ресурса ножей в производственных условиях.
Ножевые головки подразделяются на фуговальные и профильные. Различаются они в основном по типу применяемых ножей, конструктивным особенностям крепления ножей и способам крепления головок на шпинделях станков. Имеются также ножевые головки, оснащенные сменными пластинками твердого сплава, но они используются, как правило, для изготовления высокоточных и высококачественных погонажных изделий и не перетачиваются (по мере износа пластинки заменяются новыми). Правда, следует отметить и то, что в условиях российской действительности и псевдоэкономии некоторые производители предпочитают их перетачивать по передней плоскости один — три раза.
По способу крепления на валах головки разделяют на инструмент с механическим креплением (гайкой) и гидрозажимной.
Фуговальной называется ножевая головка, в корпусе которой устанавливаются прямые ножи, предназначенные для создания плоских обработанных (фрезерованных) поверхностей на деталях и заготовках.
Допускается профилирование фуговальных ножей для получения неглубоких профилей, с глубиной фрезерования не более 3 мм. Это связано с недостаточной прочностью данных ножей и возможностью их разрушения в процессе обработки заготовок, особенно при перегрузках, что весьма опасно. Фуговальные головки оснащаются, как правило, тонкими импортными ножами толщиной 3 мм и шириной 30, 35 мм и отечественными — в соответствии с отечественным ГОСТ 6567-75 — шириной 25, 32, 40 мм (длина зависит от ширины обработки).
Профильной называется ножевая головка, в корпус которой устанавливают толстые профильные ножи. Толщина ножей отечественного производства (по ГОСТу) — 6 мм, импортных — 5, 8, 10 мм, ширина — 50, 60 или 70 мм (в зависимости от глубины профиля), длина зависит от ширины обработки. Это относится как к отечественным, так и к импортным ножам. У импортных ножевых головок, как и у профильных ножей (бланкет) мелкое прецизионное рифление на базовых поверхностях, позволяющее устанавливать ножи правильно и качественно в ножевых головках без применения специальных устройств.
Ножи в зависимости от условий применения (фрезерования материалов мягких или твердолиственных пород) изготавливаются из быстрорежущей инструментальной стали (HSS) или с применением твердых сплавов (НМ).
Ножи в ножевых головках перетачивают только по задней поверхности. Правда, и здесь бывают исключения, т. к. некоторые российские производители, не располагая специальным оборудованием или не имея возможности заточить инструмент в каком-либо сервисе, точат его по передней грани ножа, резко снижая его ресурс, поскольку стачивать по толщине более чем на 1/3 толщины нельзя, это небезопасно.
По способу заточки ножевые головки можно разделить на фуговальные прямые и профильные.
Алгоритм заточки фуговальной ножевой головки таков. На специальном приспособлении (правиле) ножи в ножевой головке устанавливаются так, чтобы все их вершины (лезвия) располагались строго на одной окружности при вращении головки. Затем ножи закрепляются в теле головки специальными болтами. Ножевая головка устанавливается на заточном станке таким образом, чтобы задняя поверхность ножа (затачиваемая задняя кромка) была строго параллельна плоскости шлифовального круга.
Абразивный инструмент подводится к задней поверхности ножа. Положение абразивного инструмента определяется по искре, которая образуется, когда круг слегка касается затачиваемого инструмента по всей плоскости задней кромки. Если этого не происходит (то есть если нет искры), то в процессе заточки произойдет изменение угловых параметров режущего инструмента, что приведет либо к снижению стойкости ножа, либо к снижению качества получаемой поверхности (что свидетельствует о неправильных настройках станка).
Если на предприятии нет заточного оборудования для заточки фуговальных ножей непосредственно в ножевой головке, ножи могут быть заточены на плоскошлифовальных заточных станках, оборудованных приспособлениями для крепления ножей и выставки углов заточки на ноже, после чего ножи могут быть также выставлены и закреплены на головке с помощью правила или другого приспособления (специального шаблона). Однако нужно понимать, что такой точности заточки инструмента, качества получаемой поверхности и стойкости ножей, как при использовании вышеуказанного способа, добиться невозможно.
Абразивный круг на заточном станке выполняет три движения: вращательное, возвратно-поступательное движение вдоль оси ножевой головки, прямолинейное движение перпендикулярно оси ножевой головки.
При заточке фуговальных ножевых головок следует обращать внимание на ряд особенностей. У ножей в обычных и гидрозажимных строгальных ножевых головках разные задние углы. Задний угол ножей в обычных строгальных ножевых головках 45°. Задний угол ножей в гидрозажимных ножевых головках составляет 60° (не путать с углом заострения на ножах, стандарт которого 40°, но могут быть и другие значения — в зависимости от условий и режимов резания).
Таким образом, у ножей в обычных и гидрозажимных ножевых головках различные углы заострения. От величины угла заострения зависит сила резания, необходимая для отделения стружки от обрабатываемой детали и обеспечения правильных режимов резания. Чем меньше угол заострения, тем меньше силы резания, однако при уменьшении угла заострения режущая кромка начинает терять свою стойкость, что приводит к частой замене режущего инструмента в процессе работы. Необходимо помнить, что головки с острыми углами целесообразны при обработке мягкой древесины, а с тупыми — при обработке твердой древесины. Целесообразно в каждом конкретном случае при выборе угла заострения экспериментировать, как правило, в пределах ±5°. Иногда для увеличения стойкости ножа на его задней грани делают небольшую фаску шириной 1-2 мм под более тупым углом, чем у самого лезвия (этот угол может отличаться от основного на 5-7°). Эта фаска позволяет увеличить прочность режущей кромки (лезвия) и стойкость инструмента. В результате в процессе резания изменится задний угол, что приведет к увеличению площади соприкосновения задней грани с обрабатываемой заготовкой и некоторому увеличению нагрева ножа от сил трения, что допустимо, но следует помнить, что фаска не должна быть больше рекомендованной, в противном случае это приведет к интенсивному разогреву ножа и уменьшению его стойкости при работе.
Виды и конструкции станков
Представленные на рынке станки различают по механизму подачи ножа:
Станок для заточки строгальных ножей с ручной подачей состоит из:
- основания;
- абразивного камня;
- каретки для фиксации ножа.
Во время обработки резец перемещается поступательно с помощью рукоятки. Поперечное передвижение резака обеспечивается маховиком.
Автоматические станки отличаются размерами и набором опций. Механизмы для промышленного применения устанавливают на мощную чугунную станину. Каретка оборудована суппортом. Можно выставить скорость перемещения лезвия и толщину снимаемого слоя металла. Промышленные станки позволяют одновременно затачивать несколько строгальных лезвий, не меняя настройки.
| Корвет К-470 | WTG-163 | GA-630 | GA-850 | ZX-1000 | |
| Максимальная длина ножей, мм | 630 | 630 | 640 | 850 | 1000 |
| Диаметр абразивного диска, мм | 100 | 150 | 125 | 125 | |
| Угол заточки, град | 35…55 | до 30 | 35…45 | 35…45 | До 30 |
| Мощность двигателя, Вт | 550 | 550 | 850 | 850 | 1500 |
| Габариты, см | 90 х 48 х 42 | 100 х 60 х 65 | 100 х 54 х 120 | 120 х 54 х 120 | 190 х 56 х 150 |
| Масса, кг | 75 | 60 | 112 | 125 | 250 |
| Доп. сведения | Оснащен асинхронным мотором возможна заточка мокрым способом | Обрабатывает фрезы, дисковые пилы | Возможна мокрая заточка | Может точить до 4 лезвий, мокрый способ | Предусмотрен мокрый способ, шлифовальный диск чашечного типа, управляется через вынесенный пульт |
Читать также: Тяжелые цветные металлы список
Таблица 1. Характеристики некоторых моделей станков для заточки строгальных ножей
Компактные автоматические станки для дома и небольших мастерских рассчитаны на обработку одного резака за один заход. Они также предусматривают регулировку скорости и автоматическую подачу инструмента.
Перед началом работы на любом оборудовании по заточке, следует убедиться в прочном креплении станины. Вибрация станка ухудшает качество заточки и может привести к травмированию мастера.
Как сделать станок своими руками?
Схема заточки ножа на станке.
Чтобы наточить фуговальный нож, необходимо использовать специальные точильные станки. Это особенно важно, когда фуговальное, строгальное и прочее деревообрабатывающее оборудование используется часто. Точильный станок имеет компактные размеры, его можно установить даже в гараже или небольшом сарае на дачном участке. Перед началом сборки необходимо приготовить соответствующие инструменты, которые будут использоваться во время сборки точильного станка:
- стол, на котором будет проводиться работа;
- планшайба;
- пылесос;
- двигатель;
- кожух для станка.
Начинать сборку станка надо с поиска подходящей планшайбы. Она является одной из важнейших деталей для точильного станка. Все фуговальные ножи довольно узкие, поэтому точить их можно только при помощи планшайбы подходящего типа. Тогда работа по заточке будет качественной, безопасной, быстрой. Планшайба занимает основную часть стоимости всего оборудования. Сделать точильный станок самостоятельно выгоднее, дорогих деталей для него не потребуется. Изготовление вполне будет оправдано, если придется часто проводить деревообработку.
Планшайбы надо покупать новые, рекомендуется брать элементы американского либо немецкого производства. У них самое высокое качество, а стоимость колеблется на уровне 25 000 руб. Далее необходимо подобрать двигатель для будущего точильного станка, лучше всего брать мотор на 1-1,5 кВт, можно использовать даже подержанный элемент. Для станка отлично подходят моторы от старых стиральных машин, но предварительно надо убедиться в работоспособности двигателя.
Мотор крепится под столешницей, планшайба монтируется к движущейся части.
Необходимо обязательно предусмотреть наличие кнопки для включения/выключения станка. Располагаться она должна в зоне доступности руки. Планшайба сверху накрывается кожухом, который изготавливается в виде квадрата. Один угол кожуха надо срезать, так как с этой стороны будет производиться заточка фуговальных ножей своими руками. В нижней части столешницы делается отверстие, оно будет предназначено для трубы пылесоса, при помощи которого будут удаляться все загрязнения, возникающие во время заточки. Кроме заточки фуговальных ножей, подобный станок можно использовать для других работ, например, для обработки лезвий топора, пил и прочих инструментов, используемых на дачном участке.
Заточка фуговальных ножей может производиться различными методами. Для этого подходят специальные точильные камни. Однако компактный точильный станок можно собрать и самому. Он будет использоваться для заточки разнообразных инструментов, включая пилы и топоры.
Основные правила использования оборудования с ручной подачей
Такие станки используют при разовых работах и затачивания своими руками небольших партий лезвий, так как процесс обработки достаточно длительный.
- Перед началом работы необходимо удостовериться в том, что точильная поверхность чистая, без пятен и разводов.
- Движение каретки должно быть плавным, без рывков и толчков. Запрещено останавливать ее в момент приближения резца к точилу.
- Чем быстрее перемещается каретка, тем ниже качество заточки. Оптимальная скорость движения — 5 — 6 мминуту.
- Для правильной заточки важна амплитуда движения каретки. За проход в каждую сторону она должна перемещаться на 10 — 13 см дальше конца ножа. Так достигается оптимальный контакт между резцом и точилом, который должен прерываться перед движением в обратную сторону.
Самодельный станок для заточки строгальных ножей
Конструкция, сделанная в домашних условиях своими руками, позволяет быстро и качественно затачивать ножи под один установленный угол. Заводской угол при этом изменится, поэтому все лезвия необходимо будет переточить. Качество строгания не ухудшится, а может и улучшиться.
Читать также: Как отрегулировать карбюратор на бензопиле хускварна 135
Чтобы своими руками сделать устройство для заточки прямых лезвий строгальных, фуговальных и рейсмусовых машин, требуется:
- металлический уголок №50;
- труба круглого сечения диаметром не более 50 мм;
- электродвигатель от стиральной машинки;
- мощная пружина;
- болт с гайкой;
- пластиковая ручка (набалдашник);
- болгарка;
- сварочный аппарат.
Изготовление станка своими руками.
- Отрезаем уголок длинной около 50 см.
- Два куска трубы изгибаем таким образом, чтобы получилось устойчивая подставка под уголок, привариваем ножки. Уголок должен располагаться вертикальной плоскостью к мастеру.
- На левом конце за уголком прикрепляем электродвигатель. Он размещается на двух точках: жесткой оси и мощной пружине; Пружина затягивается и отжимается с помощью регулировочного винта, передвигая двигатель ближе или дальше от направляющей-уголка.
- На вал электродвигателя надеваем абразивный круг.
- Двигатель запускается выключателем, размещенным на станине в удобном месте.
- Подаем инструмент с помощью самодельных тисочков из отрезка трубы длиной 25 см, прижимной пластинки, болта с гайкой и набалдашника. Зажимаем нож в тисках и перемещаем его по направляющей, держа за набалдашник.
Видео обзор этой модели станка:
Читать также: У8а расшифровка марки стали
Заточка инструмента
Заточка ножей фуганка представляет собой простой процесс, вам нужно лишь перемещать держатель из стороны в сторону относительно точильного камня. Старайтесь не давать лезвию выходить за края камня. Зафиксируйте держатель в 12 мм от окончания круга. При осуществлении работы нужно наладить подачу водяного охлаждения. Будьте готовы к тому, что нужно будет регулярно пополнять запас жидкости в бачке и не допускать осушения резервуара. Чтобы обезопасить работу нужно добиться, чтобы влага не стекала на пол под ноги.
Заточка фуговальных ножей довольно длительная процедура. Периодически проверяйте чистоту точильного камня, поскольку тот может быстро засаливаться. Чтобы его очистить, нужно воспользоваться специальным бруском, как только будет обнаружено загрязнение. Кстати, выбор камня во многом зависит от разновидности инструмента. Фуговальный станок может включать ножи из различных типов твердости, так что осторожно выбирайте точильный камень.
Обычно ножи для фуговального станка точатся в течение 20 минут, после чего нужно выполнить доводку. Эта процедура осуществляется при помощи специальной пасты. Полировка проводится для того чтобы на лезвие не было малейших шероховатостей, заусенцев, иначе работы с таким ножом не будет полноценной. Проверяют эффективность заточки при помощи разрезания им листка бумаги. Если срез выполнен аккуратно, то нож полностью готов к работе.
Читать также: Как проверить зарядку аккумулятора в домашних условиях
Качество строгания и надлежащая рабочая устойчивость ножа зависят главным образом от его заточки: от состояния режущей кромки (лезвия) ножа и угла резания. Мшистость, шероховатость, неровность на строганых плоскостях материала вызываются исключительно этими двумя факторами: Ножи с тупым лезвием не перерезают, а перерывают, перетирают волокна, которые при этом мнутся, изгибаются и создают лишнее сопротивление резцу. Во избежание этого необходимо тщательно затачивать ножи, стремясь получить идеально плоские грани режущей кромки, пересекающиеся под заданным углом.
Выдвинув нож вперед от центра, можно несколько увеличить угол резания и, наоборот, сдвинув нож к центру, – уменьшить его, однако лишь в небольших размерах (выдвижение ножа на 1 мм увеличивает угол резания на 4-6°). В утрированном виде это показано на рис. 237.
Углы резания и заточки строгальных ножей, приведены в табл. 97. Они в одинаковой степени относятся как к фуговальным, так и к рейсмусовым ножам.
Таблица 101 – Таблица фактических скоростей подач (при автоматической подаче материала)
Всем привет сегодня хочу поговорить о ножах а ножи для фуганка меня станок jet 292 это аналог покажем 3 store покажем 3 .
Очень простой способ как заточить ножи фуганка и рейсмуса используя циркулярный станок. Заточка фуговальных ножей .
Самый простой способ заточить ножи фуганка, рейсмуса. How to sharpen jointer knives Я ВК id344376728 Я .
Можно считать, что проблема заточки ножей рейсмуса и строгального станка без крутых и сложных приспособ, решена.
В этом видео я покажу как очень просто и ровно заточить ножи фуганка или рейсмуса без помощи специального заточного .

Опубликовал(а): Евгений Афанасьев
Обновлено: 26.11.2019

Самодельные станки и приспособления для домашней мастерской
Но народные умельцы находят выход из положения, изготавливая самостоятельно такие станки и приспособления, некоторые из которых вполне могут конкурировать с заводскими моделями. Причем, для создания подобного оборудования идут в ход вполне доступные материалы, зачастую просто пылящиеся в сарае. А в качестве приводов широко используются ходовые электроинструменты, обычно имеющиеся в любой мастерской.
В этой публикации будут рассмотрены лишь некоторые самодельные станки и приспособления для домашней мастерской. Следует правильно понимать, что охватить все имеющееся многообразие подобного оборудования – попросту невозможно в рамках одной статьи. Здесь впору отводить такой теме вообще отдельный сайт. Так что будет дан в основном общий обзор. Но изготовление двух моделей, весьма важных, наверное, для любой мастерской – маятниковой пилы и заточного станка для режущего инструмента, рассмотрим пошагово, со всеми нюансами, от первых наметок до проведения испытаний.
Основа основ – удобный верстак и организованное хранение инструментов и принадлежностей
Речь идет о верстаке и о продуманной системе хранения необходимых для работы инструментов, принадлежностей, расходного материала и прочей мелочи.
Верстак подбирается или изготавливается самостоятельно в зависимости от основного направления работ в мастерской.
Если хозяин больше нацелен на обработку древесины, то ему потребуется столярный верстак. Существует давно используемая и всесторонне проверенная общая концепция такого рабочего места. Наверное, и при самостоятельном изготовлении верстака имеет смысл ее придерживаться.
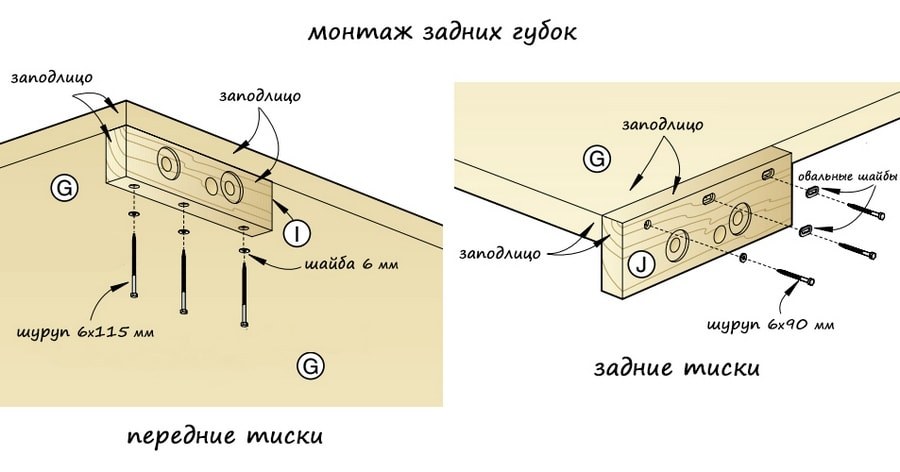
Верстак базируется на мощных деревянных ножках (поз. 1), которые снизу, в основании, обычно попарно связаны опорами-перемычками (поз. 2). Сверху располагается крышка – верстачная доска (поз. 3). Как правило, предусматривается углубленный участок – так называемый лоток (поз. 4), чтобы в ходе работы необходимые под рукой инструменты или комплектующие не падали на пол.
Обычно с правой стороны располагается боковой иди задний зажим (поз. 5). По сути, это винтовые тиски, в который предусмотрен выдвигающийся вверх клин (поз. 6). По линии этого клина вдоль верстачной доски расположен ряд гнезд (поз. 7) для аналогичных клиньев (они могут прятаться в этих гнездах или храниться отдельно и вставляться по мере необходимости). Это позволяет жестко закрепить для обработки деревянную заготовку между клиньями стола и боковых тисков.
Для фиксации длинномерной детали, которая не может быть закреплена между крайними клиньями, используется передний зажим (поз. 8). Это тоже винтовые тиски, которые способны зажать заготовку между передним торцом верстака и подвижной деревянной губкой. А для того чтобы длинная деталь имела необходимые точки опоры снизу, из торца верстака выдвигаются спрятанные там в пазах пальцы или выдвижные опоры (поз. 9).
Нижняя область верстака называется подверстачьем (поз. 10). Как правило, здесь расположены мощные перекладины (проножки), связывающие попарно ножки верстка в продольном направлении. На этих перекладинах часто организуются полки для хранения инструмента или заготовок, или даже, как показано в демонстрируемой схеме – закрытый шкафчик.
Ниже будет представлен чертеж верстака. Тот, кто умеет читать схемы и владеет навыками столярных работ, вполне сможет изготовить такую модель самостоятельно.
Для начала — общая монтажная схема столярного верстака с размерами.
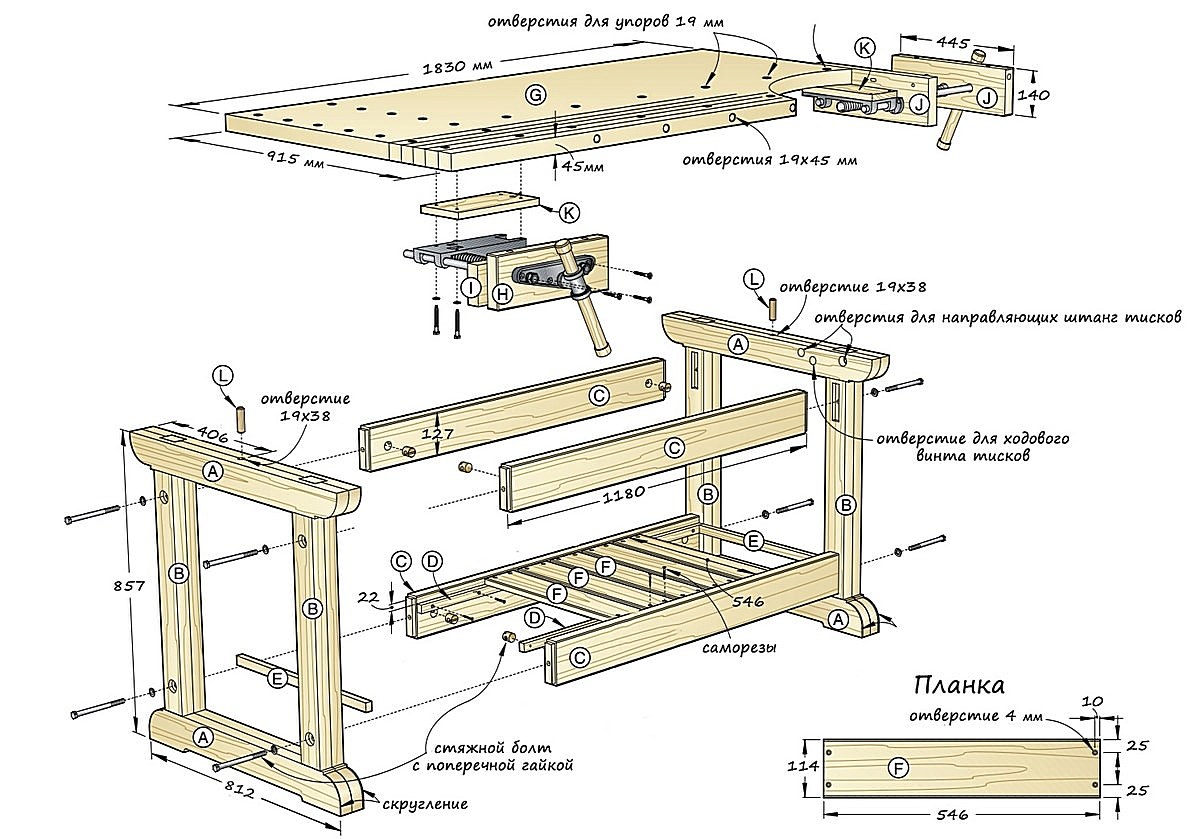
Общий сборочный чертеж верстака.
Теперь – ряд чертежей по отдельным деталям и узлам конструкции.
Для изготовления деталей подверстачья (основания) используется, как правило, качественная древесина хвойных пород с остаточной влажностью не более 12%.
Стойки, верхние и нижние перекладины-опоры – размеры, принцип сборки и крепления. Схема соединительного узла проножий.
Верстачную доску (крышку) преимущественно изготавливают из древесины твердых пород – это может быть бук или дуб, ясень или клен. Изготовить самостоятельно столь массивную габаритную панель – задача крайне непростая, поэтому часто в столярной мастерской заказывается или приобретается уже готовый клееный щит. Вряд ли это покажется слишком дорогим решением, учитывая и стоимость материала, и трудоемкость процесса. Так что выгоднее приобрести готовое изделие, а потом его уже доработать под верстачный стол.
Кстати, при выполнении различных обрабатывающих операций, так или иначе, поверхность рабочего стола будет повреждаться. Чтобы максимально продлить срок эксплуатации верстака, крышку нередко закрывают фанерным или ДВП-листом (естественно, по размерам стола и со всеми необходимыми пазами и гнездами). По мере износа такого покрытия его можно будет заменить на новое – это не столь трудно и недорого.
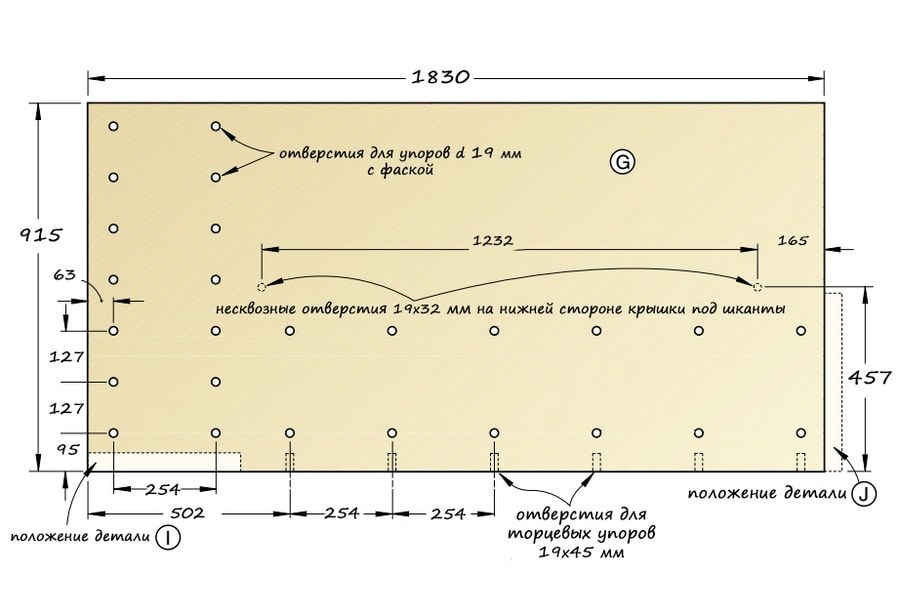
Чертеж крышки верстака. В данной модели лоток не предусмотрен, но его при необходимости можно на свободной участке выбрать фрезером.
Особую сложность обычно приставляет монтаж переднего и заднего (бокового) зажимов. Чтобы получились действительно работоспособные и удобные приспособления, сам винтовой механизм тисков лучше приобрести в готовом, собранном виде. В продаже представлено немало подходящих для этой цели моделей.

Вот такой готовый механизм для столярных тисков можно приобрести в магазине. Потребуется две штуки.
Для сборки этих зажимных узлов можно руководствоваться следующим чертежом:
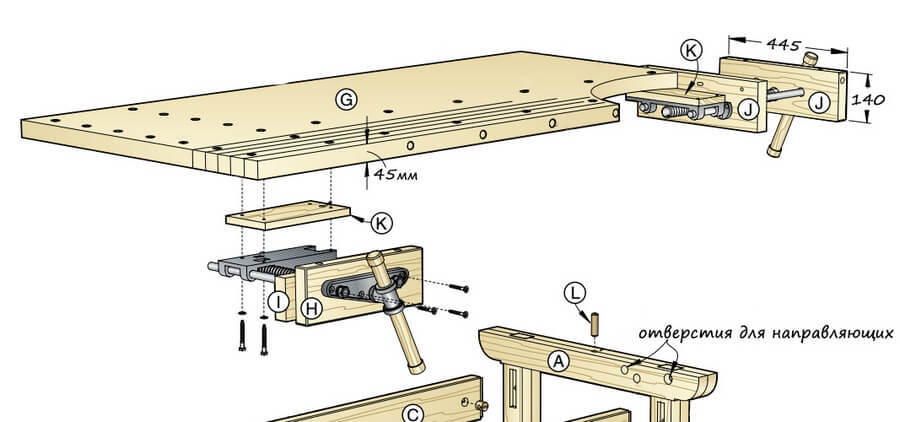
Сборочный чертёж переднего и заднего зажимов верстака.
Губки для тисков должны изготавливаться исключительно из древесины твердых пород, размеры и расположение отверстий показаны на чертеже. (Следует правильно понимать, что расположение и диаметр отверстий должны соответствовать приобретённому винтовому механизму).
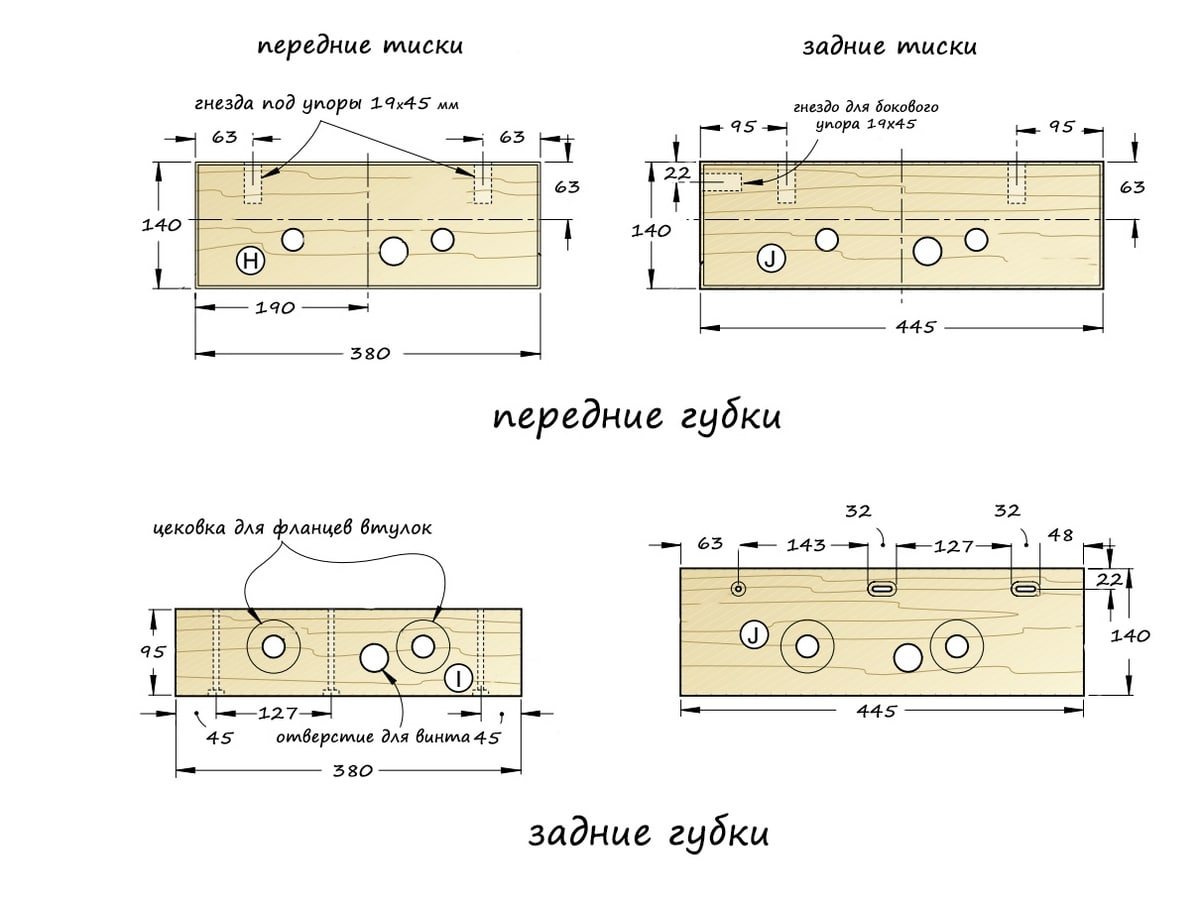
Чертеж губок для передних и задних (боковых) тисков верстака.
И, наконец, последняя схема демонстрирует способ крепления задних неподвижных губок обоих тисков к крышке верстака.
Задняя кубка передних тисков крепится снизу стола, боковых тисков – по торцу стола.
Видео: слесарный верстак своими пуками
Важной составляющей комфорта работы в мастерской всегда является оптимизированная расстановка и система хранения инструментов и принадлежностей. Но на этом останавливаться не станем, так как на страницах нашего портала такой теме отведена отдельная статья.

Как сделать мастерскую максимально комфортной для работы?
Самодельные станки и оборудование
Как уже говорилось, разнообразие самодельных станков – чрезвычайно велико, и о всех рассказать попросту невозможно. Поэтому в этом разделе статьи читателю будет предложено несколько видеообзоров. И, кроме того, в подробностях, пошагово будет рассмотрено изготовление двух моделей станков.
Видео — миниатюрный токарный станок по дереву на базе электродрели
В хозяйстве частенько возникает необходимость выточить ту или иную деревянную деталь круглого сечения. Если не заниматься этим профессионально, то приобретать настоящий токарный станок – совершенно нерентабельно. Да и места он займёт немало. А вот иметь в своём распоряжении миниатюрный станок, который можно хранить в шкафу и собирать по мере надобности – никогда не помешает. Тем более что его изготовление – не столь сложное дело.
В этом можно убедиться, посмотрев предлагаемый видеосюжет. Несмотря на то что автор говорит по-английски, все его действия подробно показаны и вполне понятны. И такой станочек, руководствуясь это видео-подсказкой, по силам сделать каждому.
Видео — циркулярный станок на базе ручной вертикальной электрической пилы
Если возникает необходимость заготовки немалого количества деревянных деталей одного размера, то ничего лучше стационарной циркулярной пилы не придумать. И вполне можно изготовить такой станок, причем, опять же — в разборном варианте, который по ненадобности вообще не занимает практически нисколько места.
Потребуется всего лишь лист фанеры, несколько брусков и саморезов. А главным элементом конструкции становиться ручная вертикальная пила
В показанном сюжете мастер удаляет часть защитного ограждения ручной циркулярки. Это – не всегда обязательно. Вполне возможно, что свободного выхода пилы и так будет достаточно, если предполагается распил не слишком толстых заготовок.
При нарезке заготовок или древесины или металла, в том числе – и профильных или круглых труб, нередко требуется высокая точность. Причем точность не только в линейных размерах, но и в величине угла среза. Характерный пример — когда необходимо точно нарезать заготовки для какой-либо рамы, в которой стыковка деталей идет или строго перпендикулярно, или под углом 45 градусов.
Принцип устройства маятниковой пилы
Выполнить такую операцию позволяет маятниковая пила. На схеме выше в упрощенном виде показан принцип ее устройства и работы.
В любом случае имеется надежное основание (станина, рама), обеспечивающее устойчивость станка (поз. 1). Во многих моделях поверх станины организован рабочий стол с системой направляющих, упоров и струбцин, позволяющих точно выставлять обрабатываемую заготовку. Обязательно имеется прорезь (поз. 2), точно в которую опускается вращающийся круг или пила.
На станине жестко крепится опора (поз. 3) качающейся части станка. Она оснащена блоком подшипников и осью (поз. 4), относительно которой проворачивается качающаяся платформа—коромысло (поз. 5). На этой платформе размещен электропривод (поз. 6), передающий вращение напрямую или через систему передачи (поз. 7) на режущий инструмент – отрезной круг или круглую пилу (поз. 8). Предусматривается рычаг (поз. 9) или рукоятка, с помощью которого мастер может плавно опускать отрезной диск вниз, на закрепленную на рабочем столике над прорезью заготовку.
Обязательно предусматривается механизм возврата режущей части в исходное верхнее положение. Так, в показанном примере это обеспечивается массивностью привода, который выступает в роли противовеса. Но часто подобная функция возложена на пружинный механизм.

Маятниковая (отрезная, торцовая) пила заводского изготовления
Как уже говорилось, в зависимости от типа установленного круга (пилы), такой станок позволяет проводить работы с металлом, древесиной, пластиком. Если устанавливается диск с корундовым или алмазным напылением – можно резать керамическую плитку или керамогранит.
Схема, как видно – незамысловатая, надежная, и широко открытая для усовершенствования. В частности, некоторые умельцы изготавливают самодельные каретки на рабочем столе станка, позволяющие точно выставлять любой угол реза.
Видео — самодельный фрезерный стол из фанеры
Но возможности этого инструмента станут неизмеримо шире, если изготовить для него специальный фрезерный стол. Один из вариантов такого самодельного станка – в предлагаемом видео.
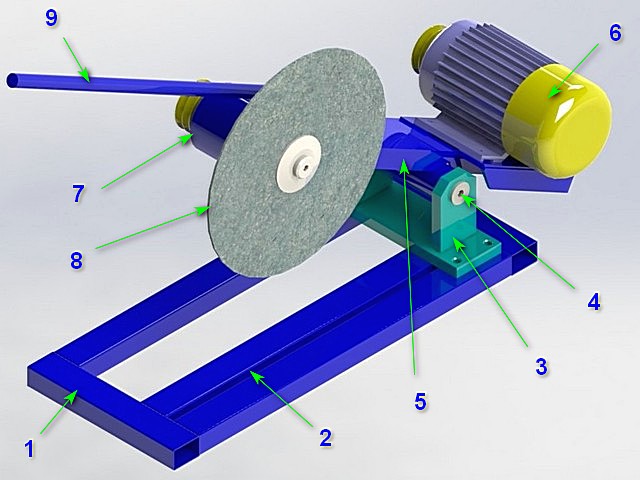
Самодельный станок для заточки режущего инструмента – пошагово
И в мастерской, и на кухне, и просто по хозяйству используется масса режущего инструмента, нуждающегося в регулярной заточке. Ходовые дисковые точилки для ножей дают очень непродолжительный эффект остроты режущей кромки, так как снимают металл вдоль кромки лезвия, а по всем канонам требуется – перпендикулярно ей. При заточке вручную с помощью брусков или на вращающемся точиле очень сложно точно выдержать оптимальный угол, тем более, чтобы он был равным по все длине лезвия. Кстати, этот полный угол заточки – отличается для различных типов режущего инструмента – на эту тему немало отдельных публикаций в интернете.
Значит, чтобы качественно заточить, например, нож, требуется приспособление, которое позволяло бы прикладывать усилие с поступательным направлением плоского абразива перпендикулярно режущей кромке последовательно по всей ее длине с единым, предварительно вставленным углом наклона. И чтобы обеспечивался визуальный контроль за ходом формирования и заточки этой режущей кромки.

Станок для качественной заточки ножей. Это – выпускаемая промышленностью модель. Но подобное приспособление вполне можно изготовить и своими силами.
Таких приспособлений предлагается в продаже немало. Но если есть желание, то аналогичный станок вполне можно изготовить и самостоятельно, используя для этого материалы, которые, возможно, отыщутся в мастерской или гараже. Да если и приобретать необходимое – то выйдет совсем недорого. Пример пошагово показан в таблице ниже.
Имеет смысл добавить еще несколько штрихов.
- Многие модели заводского изготовления оснащаются шкалой, по которой выставляется необходимый угол заточки режущей кромки. Несложно придумать и самому подобное приспособление, например, такое, как показано на иллюстрации. Перпендикулярная плоскости опорной площадки пластинка, и съемная линейка с прикрученным к ней транспортиром.
После зажатия ножа в струбцине достаточно приложить линейку к режущей кромке и к точке шарнира, совместить центральную риску транспортира с платиной, и по той же платине снять показания угла, отсчитывая его от 90 градусов.
Важно – полный угол заточки составляется из углов с обеих сторон лезвия. То есть если требуется угол в 30°, то заточка с одной стороны должна вестись под углом 15°.
Еще один вариант – это отметки на вертикальной стойке. Правда, в этом случае требуется единообразие в размещении ножей в струбцине – чтобы режущая кромка выступала всегда на одном расстоянии от края. Не вполне удобно.
А самый простой вариант – сделать несколько шаблонов из плотного картона или тонкой фанеры, подписав их, для какого режущего инструмента этот угол предназначен.
Одним словом, проявив сообразительность несложно значительно упростить приведение станка в нужное рабочее положение.
- Можно сделать замечание и по креплению брусков. Если предполагается их смена по ходу заточки, то они обязательно должны иметь одинаковую толщину, иначе изменится угол. Многие мастера советуют и иные подходы. Вместо брусков у них подготовлено несколько стальных пластин одинакового размера. На пластины наклеивается абразивная бумага. Две стороны – это уже два разных уровня зернистости. То есть можно подготовить комплект на все стадии заточки: от грубого формирования режущей кромки — до ее полировки.
Еще одна интересная идея на этот счет – не пластина, а отрезок профильной квадратной трубы 20×20 мм. Четыре стороны – это четыре разных абразива. В ходе работы — только переворачивай нужной стороной…
- Еще один нюанс: не помешает обеспечить себе и безопасность в работе. Будет очень неприятно, если при поступательном движении вперед рука сорвется – и в аккурат пальцами по режущей кромке. Так что здесь не помешает какая-то защитная гарда, придумать которую можно на свой вкус.
Сделанный собственноручно станок для заточки инструмента наверняка окажется очень полезным в любом хозяйстве.
Читайте также: