
Энкодер на шпиндель токарного станка своими руками
Обновлено: 06.07.2024
Также некоторые энкодеры имеют дополнительные дифференциальные сигналы(часто называемые "/А","/В","/Z") - инвертированные сигналы А, В и Z. Контроллер может сравнить данные соответствующих каналов("А" должен соответствовать инвертированному "/А"), для устранения ошибок передачи и помех. Дополнительно стабильность передачи дифф. сигналов повышается при использовании витой пары.
Характеристики энкодеров
Число импульсов на оборот (pulses per revolution, PPR):
инкрементальный энкодер выдает определенное число импульсов на оборот. чем больше PPR, тем меньший угол между соседними импульсами. Обычно PPR - фиксированная характеристика для энкодера, но существуют программируемые модели, где её можно подстроить под требования контроллера или управляющего ПО
При правильном подключении интерфейс Push-Pull может быть использован как замена открытому коллектору, с применением внешнего диода
B) RS422 (TTL)
RS422 (TTL) используется постоянное напряжение 5 В, вне зависимости от питающего напряжения. Существует 2 диапазона питающего напряжения: 4.75..5.5 В или 8..30 В. Использование дифференциальных сигналов полностью соответствует стандарту RS422
Описание станка, основные характеристики: станок 1967г выпуска) механика в норме !
переделан в чпу ! управляется масh3!
сейчас стоит асинхронник 3кв +частотник
точить можно но с резьбой не получилось!делал датчик на шпиндель с одной меткой-скорей всего из за не стабильных оборотов!
приводы осей серво-400ватт!
Рабочее поле:350х700мм
Обрабатываемые материалы:сталь и цвет.металлы
Вопросы: задумался над приобретением серводвигателя 2кв в качестве привода шпинделя !
вопрос -как правильней этим будет управлять? т.к вариантов много! желательно из программы ! хотелось бы наладить нарезку любой резьбы резцом за нескольно заходов! и режим постоянной скорости резания!
буду благодарен любой подсказке!
А вы точно станками загимаетесь, как у вас в профиле записано. ? Поставьте датчик импульсов минимум 100. Если не пойдёт, то ставить linuxcnc . дело у вас не в шпинделе, а в том, что не синхронизируется ПОДАЧА с вращением шпинделя.
Dmaster писал(а): А вы точно станками загимаетесь, как у вас в профиле записано. ? Поставьте датчик импульсов минимум 100. Если не пойдёт, то ставить linuxcnc . дело у вас не в шпинделе, а в том, что не синхронизируется ПОДАЧА с вращением шпинделя.
учиться чему то никогда не поздно!
да -сделал уже 4 станка фрезерные по дереву на серводвигателях! -клиенты довольны! теперь нужно токарным заняться чтоб работать без проблем! linuxcnc-это отдельная тема -требующая много времени для изучения! масh3 как то привычней!
пробовал -энкодер на 360имп.оборот показания оборотов-становятся 0 после 100 об.мин
стоит плата степмастер! индех взят -с 10пин конечника!
пробовал потом и с 4мя метками одна шире! потом с одной -обороты показывает верно -а в резьбу попадает через раз.
вот и возникла мысль -а что если серва будет шпиндель крутить -обороты будут уже стабильными и шпиндель крутить по степ диру!
ivan773 писал(а): задумался над приобретением серводвигателя 2кв в качестве привода шпинделя ! вопрос -как правильней этим будет управлять? т.к вариантов много!
Много это сколько? Можно услышать все варианты.
С Mach3 знаю вариантов: аналог, степ/дир. Другие я что то не припоминаю чтобы и обороты можно было менять на серве и включать
Дилетанту сложные вещи кажутся очень простыми, и только профессионал понимает насколько сложна самая простая вещь
Кто хочет - ищет возможности, кто не хочет - ищет оправдание.
Найди работу по душе и тебе не придется работать.
ivan773 писал(а): вот и возникла мысль -а что если серва будет шпиндель крутить -обороты будут уже стабильными и шпиндель крутить по степ диру!
Дилетанту сложные вещи кажутся очень простыми, и только профессионал понимает насколько сложна самая простая вещь
Кто хочет - ищет возможности, кто не хочет - ищет оправдание.
Найди работу по душе и тебе не придется работать.
Он походу использует датчик только с 1 меткой на оборот. Я так и не смог заставить его работать хотя бы с 10 метками. Более того он не подстраивает скорость движения даже когда сам отображает текущие обороты как 450 (заданные 500 об/мин) все равно ведет резец как если бы просадки не было. резьба получается с неверным шагом.
ivan773 писал(а): задумался над приобретением серводвигателя 2кв в качестве привода шпинделя !
вопрос -как правильней этим будет управлять? т.к вариантов много! желательно из программы ! хотелось бы наладить нарезку любой резьбы резцом за нескольно заходов! и режим постоянной скорости резания!
буду благодарен любой подсказке!
вам правильно сказали - нада не серву покупать. а нормально настроить систему и избавиться от мача. Мач НЕ работает с энкодером. Мач понимает 1 единственную индексную метку. и синхронизацию делает на основе данных за последние 3 оборота. со всеми вытекающими последствиями. по этому все ваши попытки скормить ему 10-20-100-500 импульсов на оборот ни к чему не приведут. ищите систему управления понимающую эту кучку импульсов. и будет вам счастье.
зы: если че - на токарных ЧПУ станках DMG CTX привод шпинделя - асинхронник. и как то спокойно они резьбы режут.
Опыт - это когда на смену вопросам: "Что? Где? Когда? Как? Почему?" Приходит единственный вопрос: "Нахрена?"
==========================================
фрезерная и токарная обработка на станках с чпу.
Резка, гибка, сварка и порошковая окраса.
ignv писал(а): Там всё уже разжевали и сделали рабочую схему, правда контроллер автономный без мачей.
Дилетанту сложные вещи кажутся очень простыми, и только профессионал понимает насколько сложна самая простая вещь
Кто хочет - ищет возможности, кто не хочет - ищет оправдание.
Найди работу по душе и тебе не придется работать.
Даже сильно подержанный токарный станок не по карману большинству любителей, которым он нужен только для обработки небольших заготовок. При необходимости выполнения незначительных объемов работ станок можно изготовить своими руками из металлопроката и нескольких заводских деталей.

Основные материалы:
- стальной уголок 20х20 мм;
- вал на алюминиевой опоре SBR20;
- каретки на линейных подшипниках под вал SBR20 – 12 шт.;
- стальной лист 10 мм;
- уголок 30х30 мм;
- длинная шпилька М10;
- стальной лист 3 мм;
- уголок 40х40 мм;
- токарный четырехкулачковый патрон;
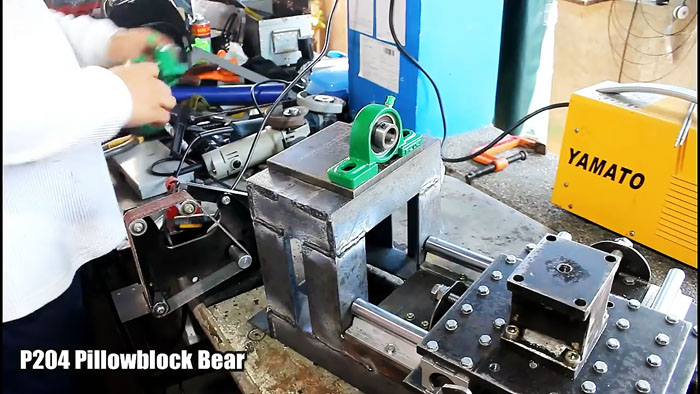
- подшипники в корпусе с лапками –3 шт.;
- вал под подшипники с лапками;
- шкив на вал;
- электродвигатель со шкивом;
- приводной ремень;
- резцедержатель и резцы
- болты М8.
Изготовление токарного станка
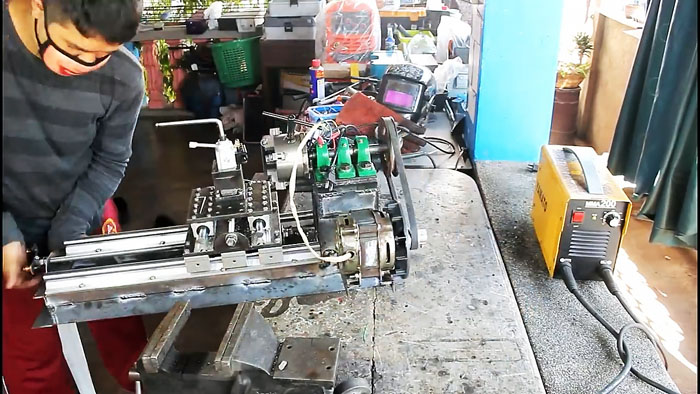
Из уголка 20х20 мм сваривается рама станка, как на фото. Верхнюю плоскость готовой детали нужно отшлифовать, чтобы иметь возможность ровного прикрепления остальной оснастки.

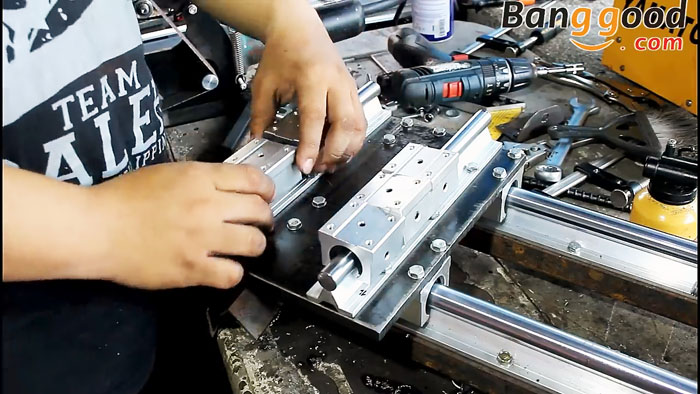
Вдоль рамы прикручивается 2 продольные салазки, изготовленные из вала на алюминиевой опоре SBR20. На них устанавливается по 3 каретки на линейных подшипниках.

Из листовой стали 10мм вырезается опорная плита, которая будет закрепляться на каретах. Она прикручивается с помощью 24 болтов по 4 на каждую каретку.


Далее необходимо закрепить вал подачи, который будет перемещать платформу вдоль станка. Для этого используется длинная шпилька диаметром 10 мм. Она закрепляется на торцах станка на прикрученные опоры из обточенного уголка 30х 30 мм.
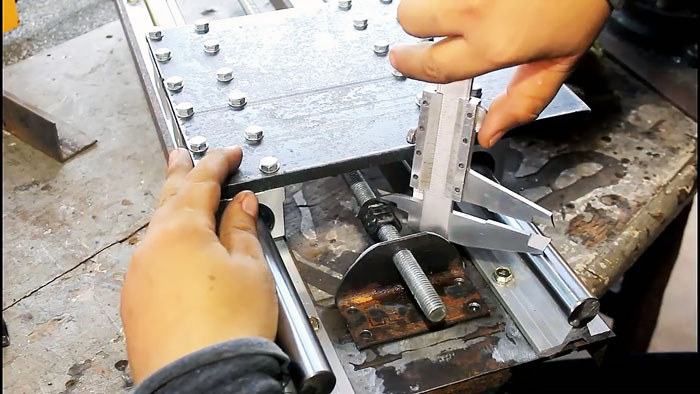
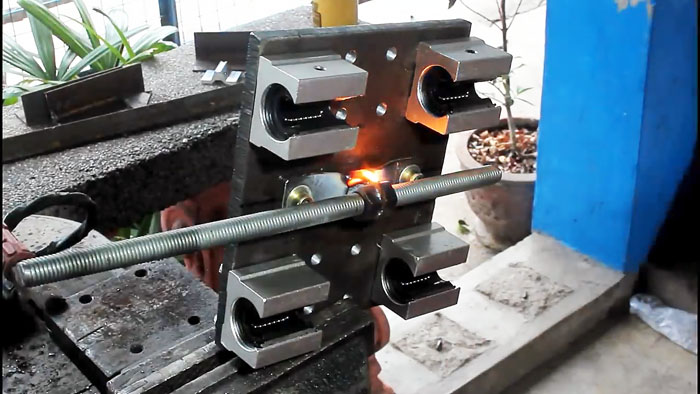
Чтобы присоединить платформу на каретах к валу, необходимо сделать на обратной стороне ее плиты выступ. Для этого выгибается скоба из полосы стали 3 мм. Ее нужно прикрутить к плите как на фото.


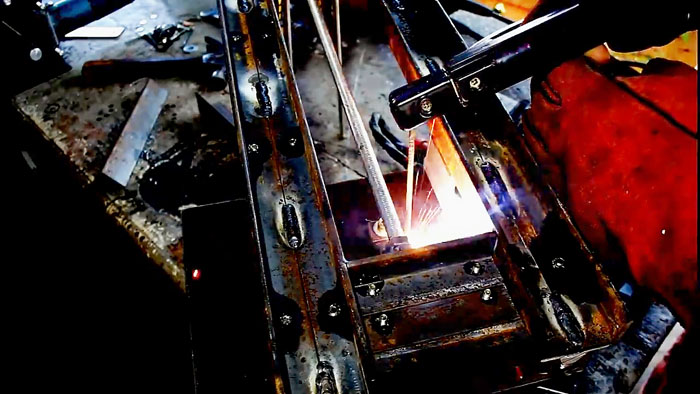
Далее сделанная скоба приваривается к 3-м гайка М10 накрученным на валу подачи из шпильки. Теперь при вращении вала платформа двигается вдоль станка.

На готовую платформу закрепляются 2 поперечные салазки из того же вала на алюминиевой опоре SBR20. На каждую салазку устанавливается по 3 каретки.


Для поперечного движения платформы тоже требуется установка вала подачи. Он изготавливается из той же шпильки М10 по аналогичному принципу, что и механизм нижней платформы. Для этого делается 2 опоры из обточенного уголка 30х30 мм и скоба из полосы 3 мм, которая приваривается к 3-м гайкам М10 на валу.


Далее необходимо сделать платформу куб под резцедержатель. Ее верхнюю и нижнюю часть можно изготовить из листовой стали 10 мм, а боковые стороны из листа 3 мм. Поскольку на этот узел оказывается нагрузка, то следует его укрепить еще одной боковой вставкой из листовой стали 3 мм. В верхней части полученного кубика делается центральное отверстие, в котором нарезается резьба. Оно используется для прикрепления заводского резцедержателя.



По периметру основания станка из уголка 20х20 мм приваривается уголок 40х40 мм. Продольные детали нового уголка делаются длиннее, чтобы слева получить основание для закрепления шпинделя.
На полученное основание наваривается уголок 40х40 мм, как на фото. Полученная конструкция укрепляется вставками, поскольку на нее будет оказываться сильная деформационная нагрузка.
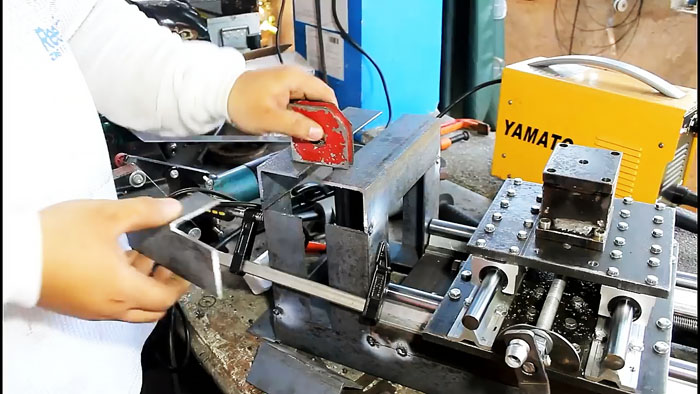
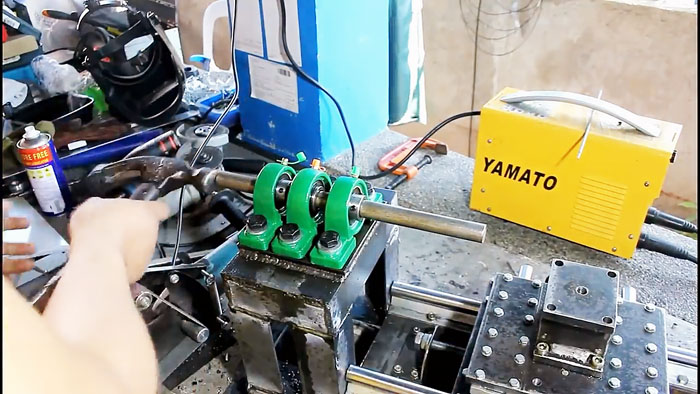
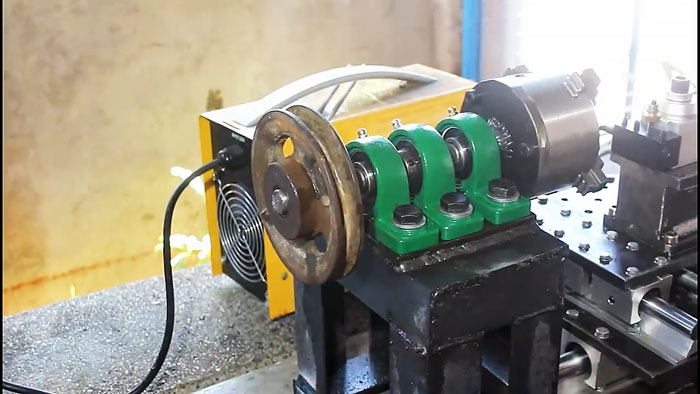
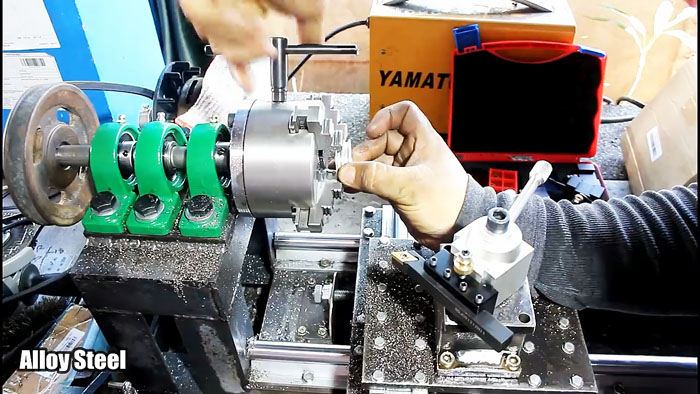
Сверху на полученный каркас наваривается платформа из листовой стали 10 мм. К ней прикрепляется 3 подшипника в корпусе с лапками. В подшипники вставляется стальной вал.
Из листовой стали 10 мм вырезается круг соответствующий диаметру заводского четырехкулачкового патрона. В его центре делается большое отверстие соответствующее диаметру вала. Изготовленная деталь насаживается на вал, закрепленный на подшипниках
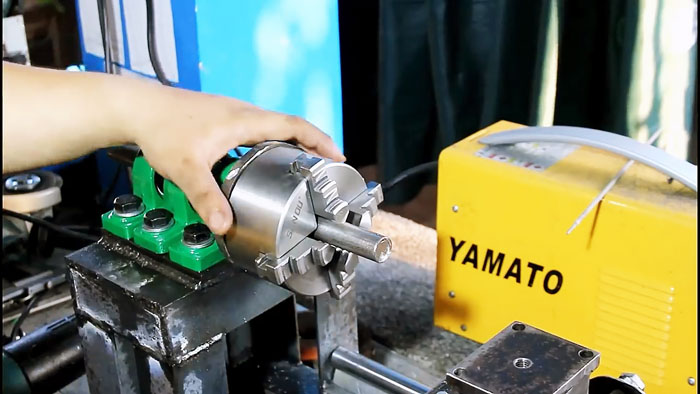
Установив и зажав на валу четырехкулачковый шпиндель необходимо прижать к нему вырезанный круг и стянуть его с патроном с помощью 3-х болтов. Это позволяет сбалансировать круг, перед тем как приварить его к валу.

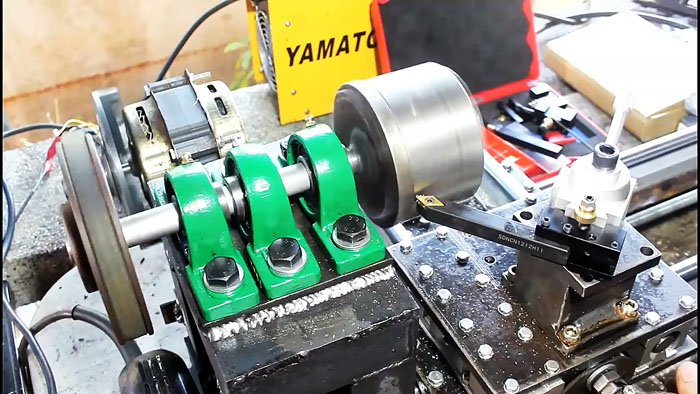
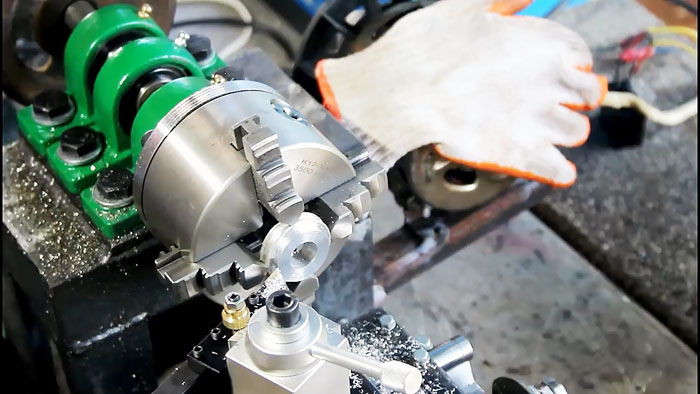
Далее нужно снять четырехкулачковый шпиндель и срезать лишнюю часть вала по линии приваренного круга. Токарный патрон устанавливается обратно на свое посадочное место и зажимается с помощью 3-х болтов.
На обратной стороне вала закрепляется шкив.
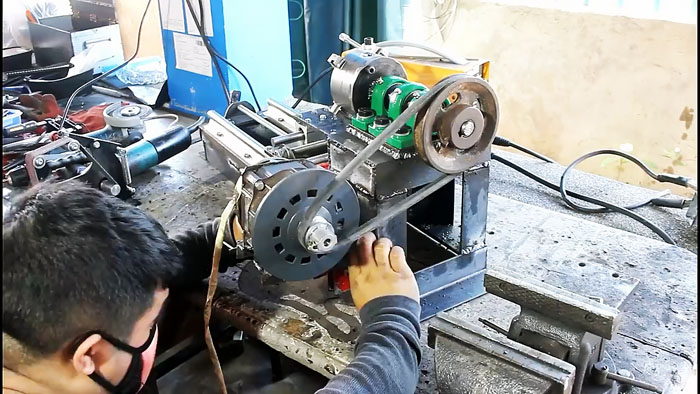
Для имеющегося электродвигателя варится рамка из уголка 20х20 мм. На мотор устанавливается малый шкив.

После этого натянув ремень между шкивами необходимо приставить двигатель к основанию платформы подшипников вала шпинделя. Каркас электродвигателя нужно изготовить таким образом, чтобы иметь возможность после его приваривания регулировать натяжение ремня.
Закрепив резец в резцедержателе станка уже можно использовать его по предназначению. Данная конструкция позволяет подобраться резцом к кругу, на котором крепится шпиндель, чтобы его обточить, сделав более аккуратным.
Полученный станок имеет возможность модернизации, к примеру, установки задней бабки, что позволит выполнять более серьезные задачи. Это довольно дорогой проект, но он обойдется дешевле заводского токарного станка.




Смотрите видео

Диаметр корпуса, мм: 58 Тип вала: цельный вал Диаметр вала: Ø 6 или 10 мм Тип выходного сигнала / Выходной интерфейс: TTL или Push-Pull Разрешение: до 1024 имп/об Напряжение питания: 5 VDC или 10…30 VDC

Диаметр корпуса, мм: 38 Тип вала: сквозной полый вал Диаметр вала: Ø 5, 8 или 10 мм или 3/8" Тип выходного сигнала / Выходной интерфейс: TTL или 1Vpp Разрешение: до 720 000 имп/об Напряжение питания: 5 VDC

Диаметр корпуса, мм: 50 Тип вала: сквозной полый вал Диаметр вала: Ø 6, 7, 8, 9, 10 мм; 1/4" или 3/8" Тип выходного сигнала / Выходной интерфейс: TTL, HTL или sin 1Vpp Разрешение: до 320 000 имп/об Напряжение питания: 5 VDC или 10…30 VDC


Диаметр корпуса, мм: 28 Тип вала: цельный вал Диаметр вала: Ø 3, 4 или 4,5 мм или 1/8" Тип выходного сигнала / Выходной интерфейс: TTL Разрешение: до 80 000 имп/об Напряжение питания: 5 VDC


Тип выходного сигнала / Выходной интерфейс: TTL или Push-Pull Напряжение питания: 24 VDC ±20 % или 5 VDC ±5 %

Диаметр корпуса, мм: 36,5 Тип вала: цельный вал Диаметр вала: Ø 3, 4, 4,5, 5 или 6 мм Тип выходного сигнала / Выходной интерфейс: TTL или 1Vpp Разрешение: до 720 000 имп/об Напряжение питания: 5 VDC








Диаметр корпуса, мм: 50 Тип вала: цельный вал Диаметр вала: Ø 6, 8 или 10 мм Тип выходного сигнала / Выходной интерфейс: TTL или Push-Pull или NPN Open Collector Разрешение: до 5000 имп/об Напряжение питания: 5 VDC ±5% или 11…30 VDC
Читайте также: