
Чем залить якорь электродвигателя своими руками
Добавил пользователь Дмитрий К. Обновлено: 18.09.2024
Во многих бытовых устройствах и самодельных конструкциях в качестве привода используются электрические машины небольшой мощности. Несмотря на высокую надежность электромоторов, их выход из строя по ряду причин — не редкость. Учитывая относительно высокую стоимость этих устройств, практичнее осуществлять их ремонт, а не замену. Предлагаем рассмотреть возможность перемотки электродвигателей в домашних условиях.
Виды электродвигателей и особенности их ремонта
Как правило, в быту используются коллекторные моторы постоянного тока и бесколлекторные асинхронные двигатели переменного тока. Именно ремонт этих приводов мы и будем рассматривать. Информацию о принципе действия и конструктивных особенностях асинхронных и коллекторных машин можно найти на нашем сайте.
Что касается синхронных приводов, то в быту они практически не используются, поэтому в данной публикации эта тема не затрагивается.
Особенности ремонта асинхронной машины
Проблемы с двигателем любого типа могут иметь механический или электрический характер. В первом случае свидетельствовать о неисправности может сильная вибрация и характерный шум, как правило, это говорит о проблемах с подшипником (обычно в торцевой крышке). Если вовремя не устранить неисправность, вал может заклинить, что неминуемо приведет к выходу из строя обмоток статора. При этом тепловая защита автоматического выключателя может не успеть сработать.
Исходя из практики, в 90% выход из строя асинхронных машин возникают проблемы с обмоткой статора (обрыв, межвитковое замыкание, КЗ на корпус). При этом короткозамкнутый якорь, как правило, остается в рабочем состоянии. Поэтому даже при механическом характере повреждений необходимо произвести проверку электрической части.
Проверка обмотки
В большинстве случаев проблема может быть обнаружена по внешнему виду и характерному запаху (см. рис. 1). Если эмпирическим путем неисправность установить не удается, переходим к диагностике, которая начинается с прозвонки на обрыв. Если таковая обнаруживается, выполняется разборка двигателя (этот процесс будет описан отдельно) и тщательный осмотр соединений. Когда дефект не обнаружен, можно констатировать обрыв в одной из катушек, что требует перемотки.
Если прозвонка не показала обрыва, следует переходить к измерению сопротивления обмоток, при этом учитывать следующие нюансы:
- сопротивление изоляции катушек на корпус должно стремиться к бесконечности;
- у трехфазного привода обмотки должны показывать одинаковое сопротивление;
- у однофазных машин сопротивление пусковых катушек превышает данные показания рабочих обмоток.

Схема для измерения сопротивления обмоток
Методика измерений следующая:
- Подключается катушка привода к схеме, представленной выше.
- Потенциометром устанавливается ток 1 А.
- Производится расчет сопротивления катушке по следующей формуле: , где RК и UПИТ были описаны на рисунке 2. R – сопротивление потенциометра, – падение напряжения на измеряемой катушке (показывает вольтметр на схеме).
Стоит также рассказать о методике, позволяющей определить место межвиткового замыкания. Это делается следующим образом:

Тестирование стальным шариком
Особенности ремонта коллекторных приводов
У данного типа электромашин чаще возникают механические неисправности. Например, стирание щеток или засорение контактов коллектора. В таких ситуациях ремонт сводится к чистке контактного механизма или замене графитовых щеток.
Тестирование электрической части сводится к проверке сопротивления обмотки якоря. В этом случае щупы прибора двум соседним контактам (ламелям) коллектора, после снятия показаний производится измерение далее по кругу.

Проверка обмотки якоря коллекторного электродвигателя
Отображенное сопротивление должно быть примерно одинаковым (с учетом погрешности прибора). Если наблюдается серьезное отклонение, то это говорит, что имеет место быть межвитковое КЗ или обрыв, следовательно, необходима перемотка.
Обмоточные данные электродвигателей
Это справочные данные, поэтому самый надежный способ получить такую информацию – обратиться к соответствующим источникам. Эти данные также могут приводиться в паспорте к изделию.
В сети можно встретить советы, в которых рекомендуют при перемотке вручную пересчитать витки и измерить диаметр провода. Это трата времени. Значительно проще и надежней по маркировке двигателя найти всю необходимую информацию, в которой будут указаны следующие параметры:
- номинальные рабочие характеристики (напряжение, мощность, потребляемый ток, число оборотов и т.д.);
- количество проводов для одного паза;
- Ø проволоки (как правило, в данном показателе изоляция не учитывается);
- информация о внешнем и внутреннем диаметре статора;
- количество пазов;
- с каким шагом выполняется обмотка;
- размеры ротора и т.д.
Ниже представлен фрагмент таблицы с намоточными данными для электромашин типа 5A.

Пример таблицы с намоточными данными
Пошаговая инструкция перемотки электродвигателя своими руками
Необходимо сразу предупредить, что без спецоборудования и навыков работы перемотка катушек будет, скорее всего, бесполезным занятием. С другой стороны отрицательный опыт это тоже опыт. Понимание сложности процесса является лучшим объяснением его стоимости.
Первый этап — демонтаж
Мы приводим алгоритм действий для асинхронных машин, он следующий:
Данный процесс можно существенно облегчить, если использовать специальное устройство – съемник. С его помощью легко освободить вал двигателя от шкива или шестерни, в также снять торцевые крышки.

Съемник для демонтажа
Мы не будем приводить инструкцию по разборке коллекторного двигателя, поскольку особо не отличается. Строение электромашины данного типа можно найти на нашем сайте.
Этап второй — снятие обмотки
Очередность действий следующая:
- При помощи ножа снимаем бандажный крепеж и изоляционное покрытие с мест соединений проводов. В некоторых инструкциях рекомендуется зафиксировать схему соединений, например, сделав фотоснимок. Делать это особого смысла нет, поскольку это справочная информация и узнать ее по марке двигателя не составляет проблемы.
- Используя зубило, сбиваем верхушки проводов с каждого торца статора.
- Освобождаем пазы, используя пробойник соответствующего диаметра.
- Очищаем статор от грязи, копоти, лака пропитки.
На этом этапе мы рекомендуем остановиться, взять корпус и отвезти его специалистам. Самостоятельный демонтаж позволит снизить стоимость восстановительных работ. Как уже упоминалось выше, без спецоборудования качественно перемотать катушки довольно сложно. Для понимания сложности процесса опишем его технологию, что позволит облегчить выбор.
Перемотка статора (финальная фаза)
Процесс состоит из следующих действий:
- Установка изоляторов в каждый паз (гильзование).
- Толщина материала и его характеристики подбираются по справочнику.
- Определяются обмоточные данные по марке двигателя.
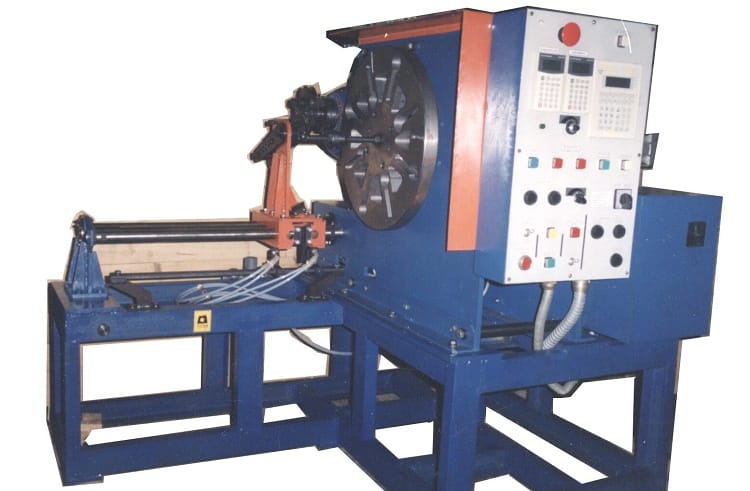
- На специальном станке производится намотка необходимого количества витков всыпных катушек. В сети можно найти фото и параметры самодельных ручных станков, но качество их работ довольно сомнительное. Станок для намотки всыпной обмотки
- Катушечные группы укладываются в пазы, после чего производится их обвязка и соединение. Эти процессы довольно сложные и выполняются вручную.
- Осуществляется пропитка. Для этого корпус нагревается до температуры 45°С – 55°С и полностью погружается в емкость с пропиточным лаком. Заливать лаком провода не имеет смысла, поскольку в этом случае все равно останутся пустоты.
- После пропитки корпус помещают в специальную камеру, где осуществляется сушка при температуре 130-135°С.
- Финальное тестирование катушек омметром.
- Сборка и пробный запуск (если в ремонт передавались на только корпус, а и остальные детали и крепления).
Если на восстановление сдавался только корпус, рекомендуем перед тем, как включать мотор, проверить катушки.
Перемотка якоря
Процесс замены обмотки коллекторного двигателя несколько похож за исключением небольших нюансов, связанных с особенностью исполнения. Например, на перемотку отправляют якорь, а не корпус, при условии, что проблема возникла не с катушками возбуждения. Помимо этого имеются следующие отличия:
- Для намотки применяется специальный станок, более сложной конфигурации.
- Обязательно необходима проточка, балансировка якоря (в финальной части процесса), а также его чистка и шлифовка.
- При помощи специального фрезерного станка производится нарезка коллектора.
Для перечисленных процессов требует спецоборудование, без него перемотка электродвигателей — пустая трата времени.

Ротор – один из самых сложных конструктивных элементов болгарки. При этом находится в постоянном вращающемся состоянии, что создает дополнительные проблемы в поддержании нормальных условий его эксплуатации. Поэтому причиной неисправности болгарки может служить поломка якоря. Однако, не стоит выбрасывать такую болгарку, реально выполнить ремонт своими руками. Перемотать вышедшие из строя катушки не такая сложная задача и многим сделать это вполне по силам.
Диагностика
Необходимые инструменты

Мультиметр Зубр. Фото 220Вольт
Для перемотки обмоток ротора требуются следующие основные материалы, инструменты и приспособления.
1. Перемотка может осуществляться двумя способами:
- полностью в ручном режиме без применения какой-либо оснастки;
- производительность сильно повышается с применением простейших приспособлений.
2. Мультиметр или другие приборы.
3. Пользователь должен уметь обращаться с электрическим паяльником.
4. Наличие обмоточного провода, диаметр которого должен соответствовать проводу вышедшему из строя.
5. Электроизоляционный картон или другой подобный материал.
6. Наждачная бумага, текстолитовые пластины, дерево мягких пород и другие материалы для выполнения вспомогательных работ.
7. Эпоксидная смола или другой пропиточный лак.
8. Другой слесарный инструмент: молотки, набор отверток, ножовочные полотна, острые предметы, типа хорошо заточенного ножа, зубила и другие инструменты.
Схема укладки, намотка Интерскол 230, Макита 9558HN или 9558BN и прочих моделей
Порядок намотки обмоток ротора зависит от количества пазов в сердечнике ротора и ламелей коллектора. В число параметров, определяющих расположение намоточного провода на роторе, входит направление и шаг намотки. Вращение вала шпинделя (правое или левое) как раз связано с выбором того, в какую сторону укладывается провод. При выполнении ремонта ротора необходимо зафиксировать вышеуказанные данные сгоревшей обмотки.
Важно: определить визуально самую верхнюю катушку и от нее начать разматывать конец с целью определения схемы укладки обмоточного провода. Сохранение старой схемы является определяющим фактором в успешном ремонте якоря.
Количество витков и диаметр проволоки фиксируется после снятия лобовой части вышедшей из строя обмотки, что позволит аккуратно достать комплектный пучок провода, находящегося в пазу.
Большинство эксплуатируемых болгарок независимо от модели (Интерскол, Макита и другие) конструктивно выполнены с ламелями в количестве 24 штук и сердечником с 12 пазами. Шаг намотки выбирается равным 6.
12 пазов и 24 ламели

Ротор для ИНТЕРСКОЛ УШМ-2300M, HAMMER. Фото 220Вольт
Обмотка ротора с такими конструктивными параметрами выполняется следующим образом.
- Устанавливается направление обмотки (обычно по часовой стрелке, если смотреть со стороны коллектора).
- В очищенные пазы устанавливается изоляция из электрокартона и другого аналогичного материала. Обмоточный провод припаивается к ламели №1 в соответствии со старой схемой укладки.
- Провод укладывается в паз №1 напротив обозначенной первым номером ламелью и согласно шага намотки направляется в паз №6 возвращаясь обратно. Количество таких укладок соответствует величине витков обмотки.
- Схема с 12 пазами и 24 ламелями выстраивается после припаивания середины обмотки к ламели №2 и продолжением намотки обмоточного провода в тот же паз. Выдерживается требуемое количество витков и производится припаивание к ламели №3. Так получается первая комплектная катушка.
- Далее намотка производится в пазах №2 и №7 с припаиванием середины обмотки к ламели №4 и конца обмотки к ламели №5.
- Выполняя вышеперечисленным способом намотку катушек, последняя из которых заканчивается на ламели №1, все 12 пазов и 24 ламели будут задействованы в схеме укладки.
Как снять
Как перемотать УШМ в домашних условиях, подробная инструкция, видео
В следующем видео описан ремонт болгарки модели Макита с повышенным искрообразованием в щеточно-коллекторном узле. Для определения причин дефекта была проведена полная диагностика электрической части болгарки.
Причиной повышенной искры оказался обрыв одной из обмоток якоря болгарки. Автор устраняет дефект перемоткой вышедшей из строя обмотки. После определения необходимых параметров укладки старых катушек и последующего их удаления, производится намотка новой обмотки. Она производится с помощью специального приспособления.
Если обрывов, пробоев и межвиткового замыкания не обнаружено, выполняется операция пропитки обмотки эпоксидной смолой. Для создания условий для качественной пропитки ротор предварительно нагревают. Автор достаточно подробно описывает технологические приемы способствующих лучшему протеканию смолы внутрь катушек.
Так как ротор вращается на больших оборотах, важно для уменьшения нагрузок на подшипниковые узлы обеспечить его хорошую балансировку. Автор видео лишь обозначает наличие данной технологической операции, более подробная информация не предоставляется. После балансировки коллектор протачивается в рабочем положении, то есть с базированием на подшипниковых узлах. При выполнении указанной обработки возможно попадание механических частиц на обмотку, поэтому следует провести проверку приборами на наличие обрывов и замыканий.
В отличие от предыдущего видео, в этом автор конкретно демонстрирует свои действия при работе на токарном станке во время устранения старой обмотки, освобождения пазов от оставшихся пучков проводов и действия при намотке проволоки. Автор профессионально занимается ремонтом электроинструмента, поэтому в арсенале имеет специальное приспособление для намотки.
После нагрева ротора около 100°С (показания пирометра), выполняется пропитка обмотки эпоксидной смолой.
Важно: показан метод балансировки ротора, который основан на устранении действий заводской технологии. Выполняется проверка методом статической балансировки — прокручиванием ротора на токарном станке с фиксацией биения на индикаторной головке. Для динамической балансировки требуется специальное оборудование.
В следующем видео намотка обмотки якоря производится без применения приспособления, чисто вручную. В ручной намотке есть свои особенности, связанные с закреплением провода. В видео он закрепляется петлей на валу ротора сразу за коллектором. Концы обмоток к ламелям автор крепит без применения технологий пайки и сварки. Крючки ламелей осаживаются в местах соединения проводов с помощью специальных надставок ударным способом.
Пропитка обмоток электродвигателя (в дальнейшем ЭД) во многом определяет надёжность этой машины. Лаковое покрытие обмоточных проводов повышает электрические и механические изоляционные качества, от него зависит теплопроводность, влагостойкость и устойчивость к нагреву.
Однако все эти свойства во многом зависят от выбранных лаков.
Лак для пропитки обмоток электродвигателей
Лаки, которыми пропитываются обмотки ЭД, по составу подразделяются на три группы:
- Маслосодержащие;
- Синтетические (на базе полимеров искусственного происхождения);
- Природные (на базе смол естественного происхождения).
Но стоит учесть, что маслосодержащие лаки имеют высокое время сушки, которое составляет до 360 минут при температуре 105-110 градусов Цельсия.
Синтетические лаки этого недостатка лишены. Кроме того, они обладают превосходными цементирующей способностью и качеством отверждения в толстых слоях. Синтетические лаки крайне разнообразны, на рынке представлено более десятка марок, и различаются они эксплуатационными качествами и сферами применения.
Тем не менее, в абсолютном большинстве случаев для пропитки обмоток электродвигателей используются именно синтетические лаки.
А вот лаки на базе смол естественного происхождения применяются достаточно редко. Как показала практика, использование такого материала обеспечивают те же эксплуатационные качества, однако стоят значительно дешевле. Например, лак на основе полиэфиримидизоцианурата марки ИД-9152 служит прекрасной альтернативой для кремнийорганических лаков.
Способы пропитки и сушки обмоток электродвигателя
Существуют следующие способы пропитки статора электродвигателя:
- Пропитка погружением. Обмотки погружают в разогретый до 70-80 градусов лак. Эта технология наилучшим способом подходит для пропитки электродвигателей в домашних условиях, однако требует повышенных мер безопасности, а также занимает много времени;
- Пропитка давлением. Катушки или же часть статора размещают в автоклаве. Затем его заполняют лаком под давлением. Давление в автоклаве сначала повышают до 5-7 кПа на 5-10 минут, затем на 5-10 минут понижают до атмосферного, потом повторяют 2-4 раза;
- Вакуумная пропитка электродвигателей производится в соответствующей установке. Обмотки размещают в специальном баке. Затем из него откачивают воздух, а после этого заполняют пропиточным лаком. Затем давление повышается до 0.2-0.3 мПа. Следующий этап – снятие давления и долив лака. После нескольких таких циклов катушка полностью пропитывается.
Наилучший способ пропитки – это, конечно, вакуумная технология, которая обеспечивает глубокое проникновение лака. Тем не менее, в домашних условиях без специального автоклава выполнить её не получится. Приходится довольствоваться пропиткой погружением, которая также обеспечивает достаточное качество обработки. А сушка пропитанных обмоток производится в печах с регулируемой температурой.
Собственно хочу здесь немного приблизить к вопросу перемотки электродвигателей, всех тех, кто с этим не знаком, и тех, кто по той или иной причине интересуется этим вопросом, хотя бы из любопытства.
Ну что ж, начнём.
Вот собственно тот самый мотор, который и надо перемотать:

Для начала разбираем электродвигатель, снимаем с него крышку вентилятора, сам вентилятор, крышки и ротор:

Затем, если необходимо, снимаем намоточные данные двигателя. После этого срубаем лобовую часть со стороны схемы и разбираем электродвигатель. После удаления обмотки очищаем пазы от старой изоляции и продуваем статор.

Вырубаем лобовую часть обмотки двигателя:

Так выглядит срубленная лобовая часть обмотки:

Вид на статор с вырубленной лобовой частью обмотки:



Полностью очищенный статор:

Здесь показан принцип замера длины железа статора:

После того, как сделаны замеры длины статора, надо определить ширину пазовой изоляции. Для этого делаем пробную гильзовку паза и определяем ширину пазовой изоляции, при которой изоляция будет максимально плотно лежать в пазе, не выступая за границы самого паза. Примерно вот так:

Вид одной уже вставленной гильзы пазовой изоляции в пазе:

После этого расчерчиваем по размерам всё количество заготовок гильз пазовой изоляции, необходимое для гильзовки пазов:

Затем нарезаем расчерченный шаблон и отрезаем уголки заготовок, чтоб при укладке провода не поранить себе пальцы (особенно под ногтями) об острые углы.
Вид готовой нарезанной изоляции перед вложением в пазы:

Затем производим гильзовку пазовой изоляции, т.е. вкладываем эту изоляцию в пазы.
Вид вложенной в пазы изоляции:


После того как, готова вся пазовая изоляция, необходимо снять шаблон для катушек. Шаблон выбирается исходя из шага обмотки и изготавливается из проволоки. В данном случае для этого двигателя шаг 1-11, и выбираем шаблон так, чтоб катушки при укладке сильно не выпирали в лобовых частях и чтобы избежать касания лобовой части обмотки на корпус.
Вид готового шаблона:

Для намотки катушек прежде всего нужен провод необходимого диаметра и, если обмотки двигателя наматываются в параллельные проводники, необходимое количество катушек с нужными диаметрами.
Вид бухт с эмальпроводом:

Для намоток катушек используется ручной намоточный станок. Он может быть оборудован счётчиком количества витков, или без счётчика. В данном случае показан простой намоточный станок с установленным на нём шаблоном под РАВНОСЕКЦИОННЫЕ катушки:

После установки шага штырей намоточного станка по проволочному шаблону, устанавливаем между штырями деревянную распорку, которая не даст стягиваться деревянному шаблону при намотке на него провода и исключает изменение размеров намотанных катушек. Вид готового к намотке ручного намоточного станка:

После этого можно наматывать катушки с нужным количеством витков, равномерно распределяя его по ширине шаблона и стараясь избегать перехлёста проводников при намотке, иначе всыпание проводов в пазы статора будет затруднено. Вид намотанных катушек на шаблоне:

После этого можно начинать укладывать катушки в пазы статора.
Вид уже намотанных катушек, готовых к укладке:


Пример всыпания проводников в паз статора:

После всыпания вставляем стрелки в пазы:

Вставленные в пазы статора стрелки:

Таким образом, по заданному шагу со смещением по электрическому градусу укладываются все остальные катушки. В данном случае у нас их 6 штук по 2 секции:

Вид уложенных катушек со стороны схемы:

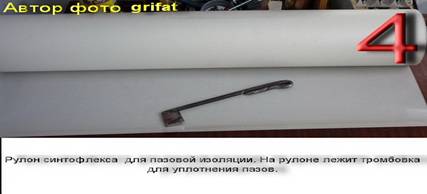
Далее нам предстоит вложить между фазными катушками изоляцию, называемой МЕЖФАЗНО. Изготавливать её мы будем из электроизоляционного материала - плёнкоэлектрокартона.
Плёнкоэлектрокартон в рулоне:

Нарезаем его на заготовки такого вида:

И собственно вкладываем его между катушками, отделяя катушки разных фаз друг от друга:

Далее проводим обвязку лобовой части. Для этого нам понадобится обвязочный шнур, тафтяная лента, либо капроновая нить. Также для придания формы лобовой части и для её отбивки необходим резиновый молоток.

Обвязка лобовой части:

Обвязанная и сформованная лобовая часть:

Далее вкладываем межфазную изоляцию между катушками и со стороны сборки схемы.
Вид вложенной межфазной изоляции со стороны схемы:

Теперь нам надо собрать схему соединения фазных катушек.
Для изоляции эмальпровода в схеме используются трубки разного диаметра. Предпочтительней трубки ТКР, чем ПХВ, так как они не оплавляются, т.е. более стойкие к температуре.


Далее соединяем выводы в звезду, втягиваем паянные соединения в трубки большего диаметра и проводим последнюю, перед обвязкой, укладку схемы.
Вид собранной схемы:

Производим пайку или сварку схемы. Сварка производится посредством понижающего трансформатора с угольной насадкой. Либо, как в данном случае, просто спаивается с помощью паяльника обычным припоем.

После этого аналогично производим обвязку лобовой части.

Вид перемотанного статора:

Перед этапом пропитки перемотанного статора необходимо произвести сборку мотора, прозвонить мегомметром сопротивление между обмотками и корпусом и провести замеры тока электродвигателя на холостом ходу токовыми измерительными клещами.
Лишь после этого вновь разбираем электродвигатель , при необходимости трамбуем стрелки и производим пропитку лаком. Рекомендую производить пропитку электроизоляционным лаком МЛ-92. После пропитки (окунания в лак) статор электродвигателя подвешивается для стекания излишков лака, после чего производится сушка готового пропитанного статора в печи с естественной вентиляцией при температуре не ниже 120 градусов в течении не менее 2 часов.
В бытовых условиях можно также использовать быстросохнущий лак НЦ, без водных добавок. После пропитки таким лаком требуется его вентиляция на воздухе и сушка в печи около 20 минут. Хотя сушку можно провести и без печи на открытом воздухе в течение 3 часов.
Вид готового просушенного после пропитки лаком статора электродвигателя:


Далее производим сборку электродвигателя. После сборки ещё раз прозваниваем обмотки статора мегомметром, так как в процессе сушки статора в печи может происходить некоторая деформация (от сжатия при сушке лака) лобовых частей обмотки, что может привести к касанию корпуса обмоткой.

После чего мотор подключается к сети и производится измерение потребляемого электродвигателем тока.

В итоге получаем перемотанный электродвигатель, к чему мы так и стремились:
Читайте также: