
Вальцеватель для гофрированных труб своими руками
Добавил пользователь Morpheus Обновлено: 18.09.2024
Основной инструмент для работы с гофронержавейкой. Источник: Вячеслав Дружинин с канала всё обо всём.
Универсальная гибкая подводка на все случаи жизни. Сделать гибкую подводку из нержавейки очень просто, а как её .
Гибкая подводка из нержавеющей стали - гофрированная трубка для подключения смесителя и бытовой техники.
Телеграмм канал ИНТЕРЕСНЫЕ ИДЕИ СВОИМИ РУКАМИ: t.me/interesnieideisvoimiruka. Мой резервный канал .
Расширитель труб Sorex-Technic MUF - 100. Предлагаем уникальный инструмент для расширения труб из тонколистового .
Нержавеющая гофрированная труба очень легка в монтаже, но что бы все было сделано правильно и Ваш трубопровод .
Гофротруба нержавеющая - удобный материал. Какие плюсы использования трубы гофрированной. На что следует .
Изготовление гибкой подводки из гофрированной нержавеющей стали вальцеванием самостоятельно на месте монтажа.
На канале DNStroyka только обьективные обзоры и тесты современных строительных материалов и технологий.
В данном видео показан процесс создания соединений из нержавеющей стали для монтажа выхлопных систем при .
В этом видео я покажу, как развальцевать медную трубку, без специального инструмента, а также покажу где взять гайку.
Инструкция по вальцовке тормозных трубок Если не найдете на месте можно купить на алиэкспрессе alii.pub/5wux4u .
Много раз слышал, что сильфонная подводка может потечь, но верить в это не спешил. И вот менее чем через год потекла .
тел. для связи : Теле2 = 89515130508 МТС = 89885761816 Мегафон = 89287769768 Такая ситуация может получиться .
Припой медно-фосфорный П-14к офлюсованный Описание. Состав: Медь 90%, Фосфор 5,5-6 %, Олово 3,5-4 %, Цирконий .
В ролике показан процесс монтажа гофрированных нержавеющих труб с помощью универсальных латунных фитингов, .
Нержавеющая гофрированная труба из нержавеющей стали, для систем отопления, водоснабжения, пожаротушения, .
Ещё одна интересная работа: нужно увеличить наружный диаметр нержавеющей трубы D25 мм до D26,4 мм для .
В этом видео показываю дом, в котором, вся система отопления и водоснабжения сделаны с использованием .
Как изготовить колено трубы из оцинковки для водостока, которое можно использовать как переходник для газового котла.
Развальцовка нержавеющих труб различного диаметра под кламповые хомуты быстро и качественно. Получаются .
Беспрокладочные высокотемпературные фитинги под гофрированную трубу специально созданы для простого и быстрого .
Существует множество способов соединения труб. Иногда возникают сложности в применении какого-либо из них. Причиной тому может быть незаметное на первый взгляд различие в диаметре, неравномерно сформированные стенки. Решением вопроса может стать вариант стыковки с помощью накидных муфт. Но для этого необходимо разобрать такое понятие как развальцовка торца труб.
Что собой представляет развальцовка
Под развальцовкой понимают процесс получения на конце трубы конической юбки. Диаметр такого образования превышает диаметр исходного материала. Это возможно за счет растяжения металла. Чем сечение развальцованного участка больше, тем меньше толщина его стенки. Любые трубы из мягкого материала (алюминий, медь, их сплавы, некоторые марки нержавейки) можно развальцевать ручным способом. Твердый металл подвергают машинной обработке. Не следует путать развальцовку с вальцовкой труб.

В каких случаях применяют развальцовку
Есть несколько причин, по которым необходимо обращаться к этому методу.
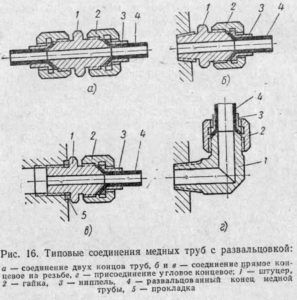
Чтобы получить разъемный стык. В кондиционерах, холодильных установках, гидравлических и других системах, где положен контроль за рабочей жидкостью, применяют соединение труб при помощи муфт. Если нужно уйти от сварки цветных металлов или сварки в целом.

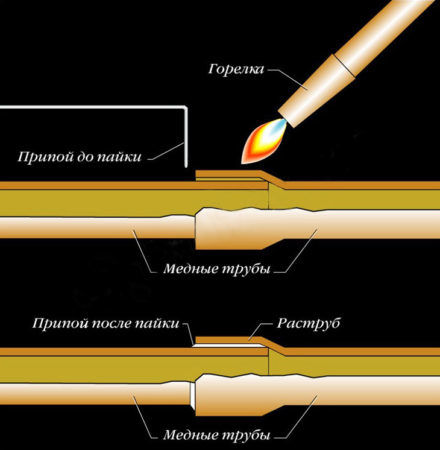
Применение пайки на медных трубках. Эффективно спаять две трубы можно только при условии достаточного соприкосновения их поверхностей. Это достигается либо вставкой одного диаметра в другой, либо (при одинаковых диаметрах) развальцовкой торцов и увеличением площади прилегания элементов. В противном случае соединение труб разорвется под действием вибрации или стороннего усилия.
Для упрощенной фиксации торца трубы. В декоративных и других целях, когда трубу следует зафиксировать, например, торцом к плоскости, применяют развальцовку и фиксацию шайбой.

В сложных конфигурациях. В тех случаях, если внутри трубы прокладывают электрические жгуты и необходимо прохождение через различные изгибы. Тогда всю трассу разбивают на отдельные элементы и стыкуют муфтами.
Инструменты для проведения работ
Развальцовку труб можно осуществить двумя способами: ручным и машинным. Первый применим для мягких металлов с небольшим диаметром. Второй – для больших диаметров сталей с возможным разогревом торца заготовки.
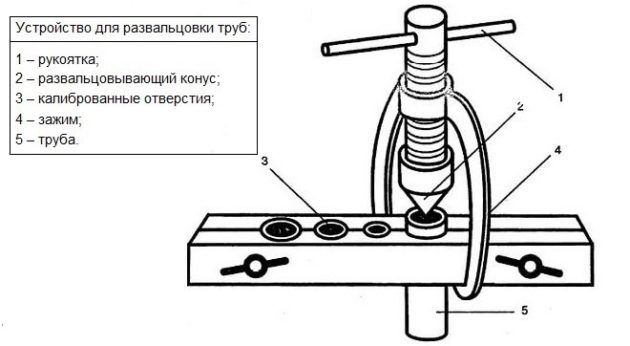
Стандартный ручной развальцовывающий станок состоит из:
- Рукояти и направляющего стержня. С их помощью осуществляется поступательно — вращательное движение конуса для развальцовки.
- Направляющего зажима. Удерживает стержень напротив заготовки.
- Конуса развальцовывающего. Непосредственно воздействует на торец трубы, формируя юбку.
- Станины тисочного типа. Она имеет калиброванные отверстия под разный диаметр трубок.

Экспандер для увеличения диаметра торца трубы. Представляет собой ручной рычажный инструмент. Его рабочим органом является специальная головка, которая имеет возможность расширяться при воздействии на рычаг. С помощью этого устройства также можно делать развальцовку, но юбка будет не конусной. В обработанный таким образом край трубы можно вставить другую трубу и дальше применить пайку либо сварку.

Молоток с головкой из латуни плюс вальцовочный инструмент, изготовленный из твердой стали. Комплект предназначен для создания раструбов с углом в 45 градусов, но с помощью него сложно идеально развальцевать трубу.

Профессиональная установка для развальцовки снабжена электрическим приводом. Основной элемент устройства – головка конусовидной формы. Рабочая деталь, вращаясь, прокатывается по внутренней плоскости торца трубы. Таким образом, торец постепенно раскрывается, образуя юбку.

Получения конического раструба
Для понимания технологии процесса можно взять пример развальцовки трубок из меди. Порядок проведения работ следующий:

- Трубу тщательно торцуют. Для качественной развальцовки угол между торцом и плоскостью должен быть строго 90 градусов.
- Обработка металла рабочей части заключается в зачистке и удалении заусениц и окислов.
- На трубку надевают резьбовую муфту.
- Заготовку зажимают в станине в посадочном отверстии соответствующего диаметра. Конец трубы (рабочая часть) на несколько миллиметров должен выступать над станиной.
- Завинчивая винт, упирают развальцовывающий конус в торец и производят давление до тех пор, пока деформация участка не достигнет предела – будет образована юбка, скошенная под углом в 45 градусов.
- Вынимают заготовку из станины, муфту перемещают к обработанному краю.
Чтобы легче воздействовать конусом на заготовку, рабочую поверхность лучше покрыть смазочным материалом. Винт перемещать вперед- назад, постепенно достигая нужного результата – это поможет избежать возможного разрыва металла в районе деформации.
Работа ручным экспандером имеет свой алгоритм действий:
- Торец заготовки насаживают на подходящий диаметр головки до упора (диаметров в наличии несколько).
- Удерживая стационарную рукоять, подвижную перемещают по окружности, тем самым разводя губки головки. Работу проводят без насилия, чтобы не разорвать трубу.
- После получения расширения диаметра снимают заготовку с инструмента.
- Проверяют легкость вхождения второй трубы в полученный раструб.
Изготовление самодельного вальцовочного инструмента
Не всегда нужно приобретать заводской станок для развальцовки труб, тем более, если операция единичная. В этом случае можно воспользоваться обычным конусом и молотком, но для большей точности результата работы лучше изготовить простой самодельный инструмент. Основные части приспособления:
- Станина. ЕЕ изготавливают из стального уголка длинной 200 мм, шириной полки в 32 мм и толщиной стенки – 5 мм.
- Болты М8 два штуки. С помощью них стягивают станину.
- Тиски. В них зажимают станину.
- Конусные оправки (развальцовывающий конус). Заказывают у токаря, либо самостоятельно вытачивают из стальной болванки.
Инструмент для проведения работ:
- Электрический наждак;
- Дрель;
- Болгарка с обрезным кругом по металлу.



Полученный инструмент готов к работе, его применяют так же, как и заводской.
Заключение
Описанные в статье материалы не исчерпывают знаний в области работы с трубами и правильной организации соединений. Но все же некоторые освещенные практические моменты помогут избежать сложностей, используя метод развальцовки.
Видео по теме: Развальцовка трубок
Основной инструмент для работы с гофронержавейкой. Источник: Вячеслав Дружинин с канала всё обо всём.
Универсальная гибкая подводка на все случаи жизни. Сделать гибкую подводку из нержавейки очень просто, а как её .
Гибкая подводка из нержавеющей стали - гофрированная трубка для подключения смесителя и бытовой техники.
Телеграмм канал ИНТЕРЕСНЫЕ ИДЕИ СВОИМИ РУКАМИ: t.me/interesnieideisvoimiruka. Мой резервный канал .
Расширитель труб Sorex-Technic MUF - 100. Предлагаем уникальный инструмент для расширения труб из тонколистового .
Нержавеющая гофрированная труба очень легка в монтаже, но что бы все было сделано правильно и Ваш трубопровод .
Гофротруба нержавеющая - удобный материал. Какие плюсы использования трубы гофрированной. На что следует .
Изготовление гибкой подводки из гофрированной нержавеющей стали вальцеванием самостоятельно на месте монтажа.
На канале DNStroyka только обьективные обзоры и тесты современных строительных материалов и технологий.
В данном видео показан процесс создания соединений из нержавеющей стали для монтажа выхлопных систем при .
В этом видео я покажу, как развальцевать медную трубку, без специального инструмента, а также покажу где взять гайку.
Инструкция по вальцовке тормозных трубок Если не найдете на месте можно купить на алиэкспрессе alii.pub/5wux4u .
Много раз слышал, что сильфонная подводка может потечь, но верить в это не спешил. И вот менее чем через год потекла .
тел. для связи : Теле2 = 89515130508 МТС = 89885761816 Мегафон = 89287769768 Такая ситуация может получиться .
Припой медно-фосфорный П-14к офлюсованный Описание. Состав: Медь 90%, Фосфор 5,5-6 %, Олово 3,5-4 %, Цирконий .
В ролике показан процесс монтажа гофрированных нержавеющих труб с помощью универсальных латунных фитингов, .
Нержавеющая гофрированная труба из нержавеющей стали, для систем отопления, водоснабжения, пожаротушения, .
Ещё одна интересная работа: нужно увеличить наружный диаметр нержавеющей трубы D25 мм до D26,4 мм для .
В этом видео показываю дом, в котором, вся система отопления и водоснабжения сделаны с использованием .
Как изготовить колено трубы из оцинковки для водостока, которое можно использовать как переходник для газового котла.
Развальцовка нержавеющих труб различного диаметра под кламповые хомуты быстро и качественно. Получаются .
Беспрокладочные высокотемпературные фитинги под гофрированную трубу специально созданы для простого и быстрого .
Изогнутая профильная труба находит широкое применение в строительстве различных конструкций. Гнутый профиль придает крыше обтекаемую форму, эстетически привлекателен при строительстве арочных конструкций, проемов, выдерживает серьезные динамические нагрузки. Купить профиль необходимого диаметра не представляет проблемы. Придать прямолинейной металлической профильной трубе нужный изгиб без использования специальной техники невозможно.

Согнуть профиль можно вручную, используя газовую горелку и прикладывая физическое усилие. Но даже для такой простой операции необходимо трубу прочно закрепить, выбрать безопасное место для проведения нагрева, приспособить рычаги для приложения усилия. Еще труднее сделать несколько симметрично изогнутых профилей.
Решается эта задача использованием специальной методики – вальцевания профильной трубы.
Что такое вальцевание трубы
Для строительства металлических конструкций используют специальные трубы с квадратным или прямоугольным сечением, которые обладают повышенной прочностью к статической нагрузке. Придание этим трубам изгибов необходимой формы при помощи специального станка называется вальцеванием. Сам станок носит название вальцы (вальцеватель, трубогиб).

Когда говорят о вальцевание трубы в промышленных масштабах, под этим термином подразумевают операцию по изготовлению профильной трубы. Заготовкой для получения профиля служит круглая сварная труба, которую путем прокатывания на вальцах, преобразуют в трубу с квадратным или прямоугольным сечением.
Вальцевание на производстве состоит из следующих операций:
- Получение трубы с круглым сечением из плоского металлического проката — лист сворачивают и заваривают соединительный шов.
- Круглую трубу протягивают через вальцеватель, деформируя и придавая ей сечение заданных размеров
- Проводят контроль качества соединительного шва полученного профиля.
- Дополнительным прокатыванием снимают остаточное напряжение металла после деформации.
Вальцы или трубогиб производственный – это станок, состоящий из 3 или пяти металлических валиков, которые соединяются в единый механизм приводной цепью. Используется такой станок в трубопрокатной промышленности, прежде всего, для изготовления самого профиля.
На трубопрокатном производстве или в профессиональном строительстве используют электрический вальцеватель. Это устройство, которое состоит их нескольких специальным образом закрепленных валиков и системы направляющих. Между ними, усилием извне, протягивается металлический профиль.
При изготовлении труб вальцеватель имеет вид стационарного многотонного станка. В промышленном строительстве вальцеватель это изготовленный промышленным способом станок для радиусной деформации трубы.
Вальцы промышленного производства
Промышленность выпускает станки для самостоятельного вальцевания профильной трубы для нужд частного строительства. Стоимость таких устройств начинается от 25 тысяч рублей.
Это переносные, компактные станки:
- с ручным приводом;
- электрические аппараты.
Обратите внимание! Станки с гидравлическим приводом используются в промышленном производстве. Это тяжелые стационарные станки, которые имеют большую мощность.

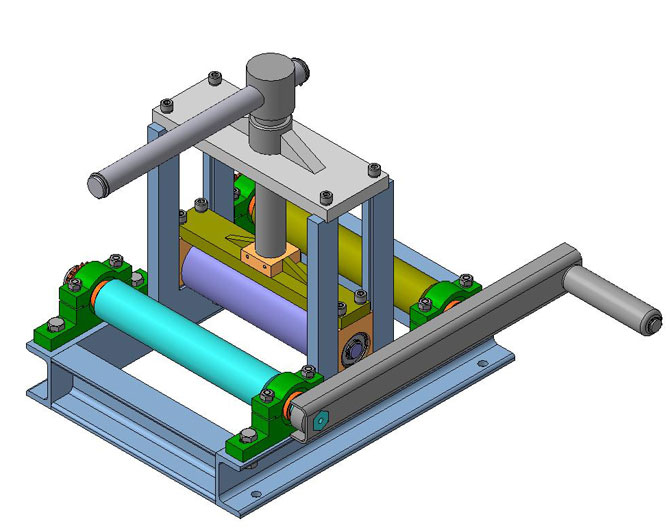
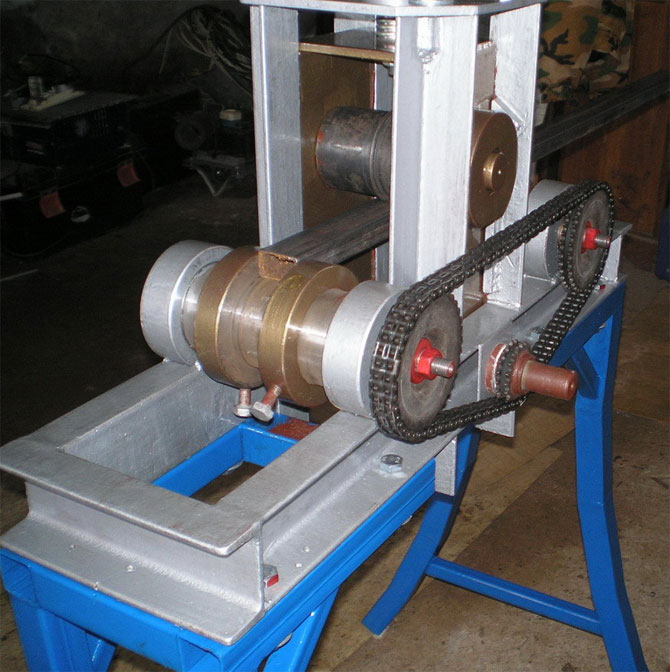
Стандартно вальцы для домашнего использования состоят из:
- Трех закаленных металлических валиков. Два нижних являются подающими. Верхний, прижимной валик, давит на трубу, деформируя ее.
- Прижимного устройства на резьбе.
- Устойчивой станины.
- Крепкого металлического корпуса.
- Рукоятки для приведения в действие цепной передачи.
Ручной станок просто оборудовать электроприводом. У некоторых промышленных вальцов такая модификация предусмотрена производителем. По желанию потребителя электропривод устанавливается при покупке.
Однако приобретать для домашнего использования промышленный станок является роскошью для большинства потребителей. Изготовить самостоятельно такое устройство возможно, при условии владения некоторыми навыками и наличием составляющих частей.
Самодельные приборы для вальцевания
Трубогиб в арсенале домашнего мастера не является устройством, которое часто бывает задействовано. Однако для тех умельцев, которые занимаются обустройством собственного участка самостоятельно, периодически вальцы необходимы.

Выполнение ремонтных, строительных работ с использованием гнутого профиля позволяет создавать легкие, прочные конструкции из современных материалов. На гнутый металлический профиль хорошо ложится, например, поликарбонат, который широко используется в обустройстве теплиц, беседок, козырьков, крыш.
Самодельный трубогиб – это компактное устройство с размерами: длина – 500 мм, ширина – 220 мм, высота 340 мм.
Для изготовления понадобятся:
- устойчивое основание;
- крепкий корпус;
- валики металлические;
- цепь для передачи крутящего момента на валики;
- струбцина для регулировки давления;
- направляющая труба.
Обратите внимание! Экономить на составляющих элементах недопустимо. Станок для вальцевания должен обладать достаточной прочностью и быть безопасным в применении.
Чтобы изготовить самостоятельно качественный трубогиб, необходимо иметь навыки работы с металлом, уметь составить и прочитать чертеж. Приложив немного усилий, в домашних условиях можно собрать вальцы, которые по своим эксплуатационным качествам не будут отличаться от промышленных аналогов.
Как изготовить вальцы своими руками?
Самодельные вальцы для профильной трубы должны быть:
- надежными;
- мобильными;
- экономичными.
В зависимости от частоты использования самодельный станок можно оснастить электроприводом, после его изготовления. Мощность мотора должна быть не больше 1,5 кВт (для работы от стационарной сети).
Обратите внимание! Электрические вальцы для профиля нельзя назвать экономичным прибором. Если подобный станок используется нечасто, то можно обойтись ручным приводом.
Изготовление станка для домашнего вальцевания следует начинать со сборки его корпуса. Для этого рекомендуется использовать швеллер или профильную трубу. Основание должно быть достаточно широким, устойчивым. Корпус жесткий, рабочая часть П-образная. Вверху корпуса приваривают гайку для установки струбцины для регулировки прижима деформирующего валика. Второй вариант – установка гидравлического домкрата.
Домкрат устанавливают под подающим валиком снизу. Подача давления на трубу в этом варианте оказывается снизу, для чего половина установочной платформы (с одним подающим вальцом) делается подвижной.

Прокатный механизм имеет свои особенности. Валики должны быть прочнее, чем трубы, которые предполагается деформировать. Их изготавливают из закаленной стали и закрепляют подшипниками качения. Два вальца устанавливают на нижней платформе, на одной плоскости. Они будут протягивать трубу.
Деформирующий валик устанавливают сверху в П-образной части корпуса. Его положение регулируется струбциной. Соединяется и приводится в действие прокатный механизм при помощи цепной передачи. Цепь можно использовать от большого велосипеда. Звездочки устанавливаются на прокатный и деформирующий валик и соединяются с ручкой, с которой и подается крутящий момент.
Для удержания трубы по центру монтируется направляющая труба.
Рекомендации специалистов
Основные моменты, которые следует учитывать при изготовлении вальцов для профильной трубы:
- при сборке станка рекомендовано установить радиальную регулировку, что при работе позволит регулировать зазор;
- следует предусмотреть регулировку углового зазора;
- для безопасной работы станка, особенно с электроприводом, следует использовать защиту на движущиеся части механизма.
При правильном подходе вальцы, изготовленные в домашних условиях, ничем не уступают промышленным станкам.
Читайте также: