
Установка амперметра на сварочный инвертор своими руками
Добавил пользователь Владимир З. Обновлено: 05.10.2024
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.

Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций. А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования. Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
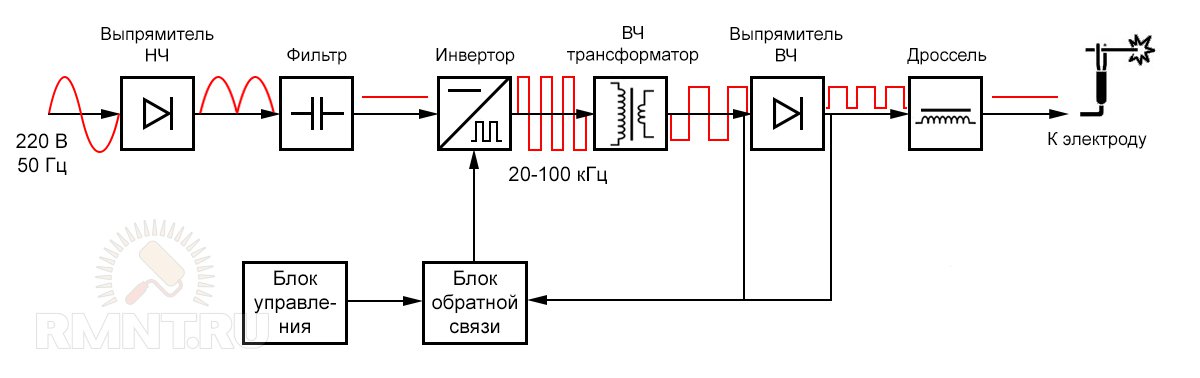
Схема работы сварочного инвертора
Далее по схеме находится непосредственно инвертор.
Эта часть также легко поддаётся идентификации, здесь располагается крупнейший алюминиевый радиатор. Инвертор строится на нескольких высокочастотных полевых транзисторах или IGBT-транзисторах. Довольно часто несколько силовых элементов объединены в общем корпусе. Инвертор снова преобразует постоянный ток в переменный, но при этом частота его существенно выше — порядка 50 кГц. Такая цепочка преобразований позволяет использовать высокочастотный трансформатор, который в разы меньше и легче обычного.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе. Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии. Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.
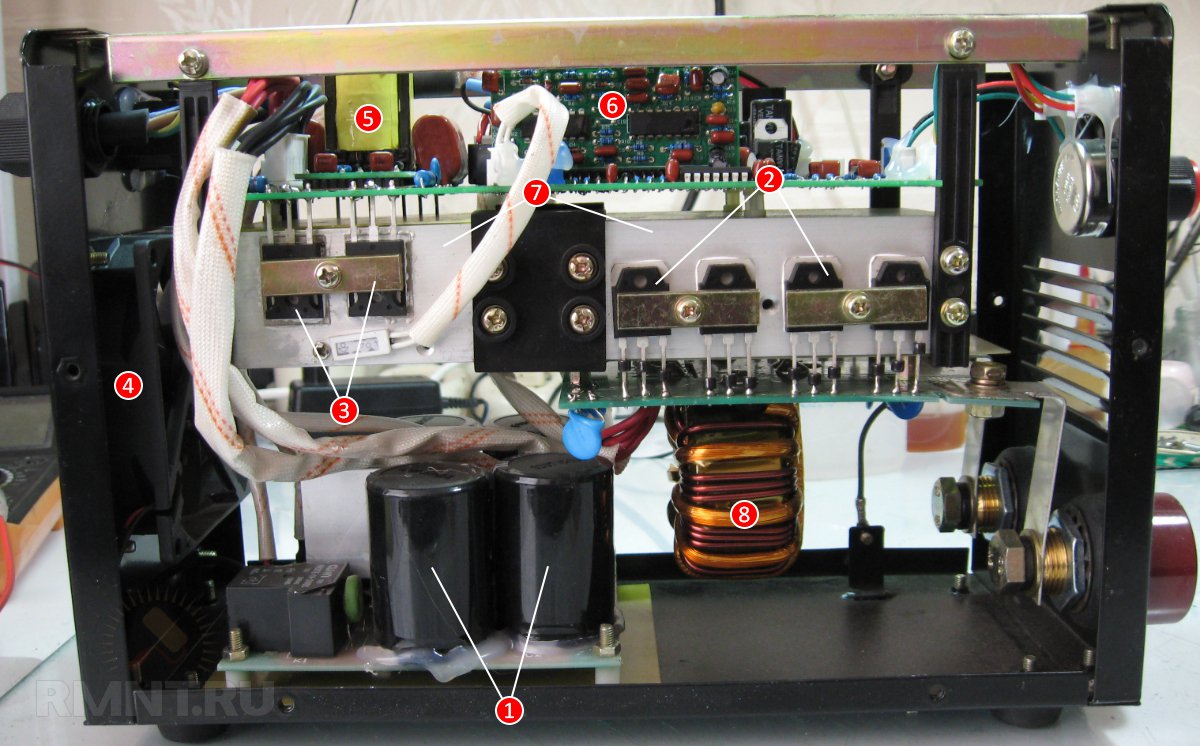
Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Узлы, пригодные к модернизации
Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Улучшение теплоотвода

Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.

Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.
В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.

Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.

Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.

О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.

Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.

Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.

Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.

Заключение
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
Подберите подходящую измерительную головку, лучше, если она будет с током полного отклонения стрелки 50 или 100 микроампер. Я нашел у себя на 50микроампер, на примере ее и будем рассчитывать нужный нам шунт для амперметра.

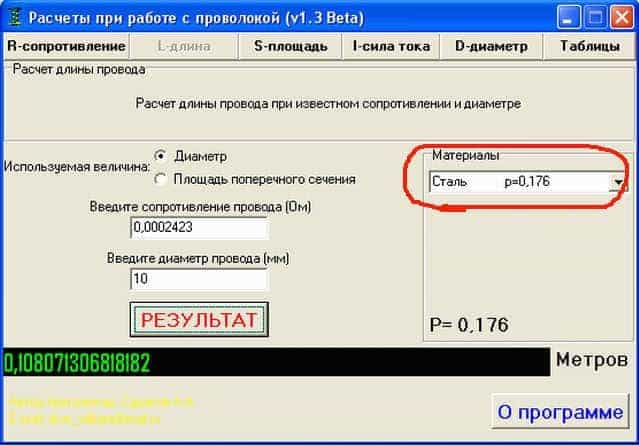
Выберем предел измерения тока нашим амперметром, ну пусть будет, например 300 ампер. Для самодельных сварочных самый раз.Теперь мультиметром измеряем активное сопротивление головки. У моей головки оно равно 1454 ома. Теперь мы знаем два параметра измерительной головки. Ток полного отклонения и сопротивление. Из формулы закона Ома — I=U/R, выводим формулу для определения напряжения — U=IxR. Открываем виндовский калькулятор. Умножаем значение тока в амперах 0,00005А на сопротивление в омах 1454 ома, получаем величину напряжения, которое необходимо приложить к измерительной головке, чтобы стрелка отклонилась на последнее деление шкалы. У меня получилось U=0,0727В или 72,7 милливольт. Опять идем к Ому. Выводим формулу для сопротивления: R=U/I . Теперь определяем сопротивление шунта. Делим 0, 0727вольт на сварочный ток 300 ампер. Получаем R шунта = 0,0002423 ома.Открываем программу для работы с проволокой. Скриншот на фото.

Меняя расстояние между лепестками, можно достаточно просто откалибровать амперметр. Лишнюю сталь потом можно отрезать.
Далее открываем программу FrontDesigner_3.0.
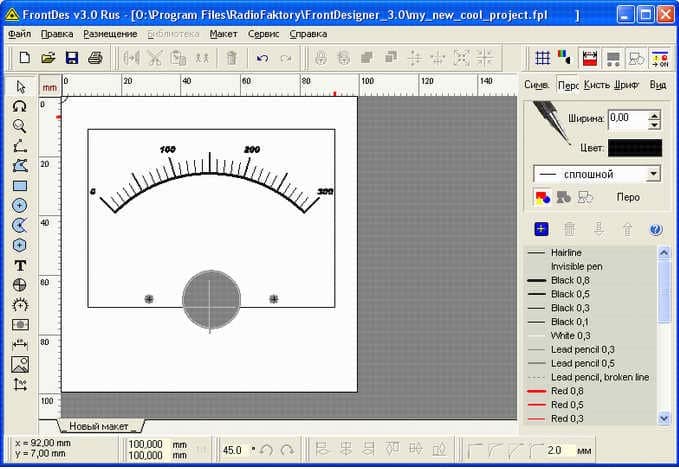

Программа имеет русский интерфейс, поэтому я думаю, вы спокойно разберетесь, что к чему. В результате у вас должно получиться примерно вот такой рисунок. Печатайте новую шкалу на бумагу для фотографий. В заключении хочу показать мое зарядное для автомобильных аккумуляторов. Правда за восемь лет оно уже по истаскалось. Здесь шкала и передняя панель, как раз начерчены с помощью этой программы. Печать велась на струйном принтере. Фотография передней панели, после приклейки, обязательно покрывалась автомобильным бесцветным лаком. Первый слой должен быть очень тонким, иначе могут расплыться чернила. Клеить все это дело можно с помощью ПВА. Надеюсь вам это пригодится. До свидания К.В.Ю.

Вы публикуете как гость. Если у вас есть аккаунт, авторизуйтесь, чтобы опубликовать от имени своего аккаунта.
Примечание: Ваш пост будет проверен модератором, прежде чем станет видимым.
Последние посетители 0 пользователей онлайн
Объявления




@Костя Замякин , помогаю: идёшь на Авито и за 7-9 тыр. покупаешь новую пару этих китайцев. Наслаждаешься их "др-пум"-звуком, а свои тем временем ремонтируешь(если найдёшь-таки динамики). Затем, накрасив губы своим вылеченным Соло-7, выставляешь их туда, где взял себе новую пару. Цена вопроса - пересылка новой пары с Авито, которая компенсируется тем, кто купит вылеченную тобой "новую пару"(для него это будет тоже новая Микролаб Соло-7)
Похожий контент
Добрый вечер.
Есть 4 вот таких модуля.
2 GAL и 2 GAR
Есть желание собрать на них сварочный инвертор \ полуавтомат.
Скажите, есть ли неочевидные ньюансы при работе с такими модулями?
Или при правильной схеме и разводке платы они работают так же как и обычные полевики в корпусе ТО220\ТО247 ?
В качестве выходных диодов планирую взять или народные 150ebu или что-то подходящее в форм-факторе как и эти транзисторные модули.
На форуме нашел две темы касаемо водородной сварки, но не нашел в них ответ на свой вопрос. В нете тоже об этом умалчивается.
В годах 94-95 собирал мощную водородно-гидролизную сварку. Рассол туда наливается щелочной.
Для диэлектрика между пластинами брал на заводе уже нарубленную кислотостойкую 3мм листовую резину. Сейчас их уже не найти.
Недавно достался по случаю неисправный "Эффект-80".1994г.р г.Керчь.
По электрической части полный ажур. А вот с гидролизером проблема. В нижней части гидролизера две или три резиновых изолятора толи рванные, толи разъедены. Не держат раствор и текут. Протяжка не помогает.
Вполне возможно, что была укупорка выходного соска солями щелочи, а резина усохла и гидролизер потерял свою герметичность. При включение прибора, внутри создалось избыточное давление, которое порвало засохшие резиновые прокладки. На данный момент вся система промыта и заменены капроновые шланги.
Вот думаю, какую листовую резину применить туда? Хотя в наличии ваще нет никакой резины.
Резина должна быть в меру упругой, но не пористой. Наверно около 3мм, все равно их придется стягивать в гидролизере. На данный момент, после протяжки, зазоры между пластинами стало около 2 мм. А от этого расстояния между платинами зависит нагрев гидролизера, ее производительность и ток аппарата. Похоже, резина со временем усохла и протяжка ослабла. Вычитал, что ее герметичность проверяют давление 1атм. На приборе стоит датчик давления , который срабатывает на 0,03-0,06 мПа.
Резина должна быть кислото и щелоче стойкой. Полагаю, рабочая температура в пределах -10*+90* и выше. О температуре в инструкции ничего не написано, кроме, что нельзя, что бы гидролизер нагревался выше +65*, а значит, может нагреться и выше..
Можно конечно убрать 2-3 пластины с резинками, но это не вариант.
В марках резины не разбираюсь.
Может кто нить уже сталкивался с этим и поможет советом?
Ps Пока гидролизер разбирать не стал. Собирать его больно геморойно.

Схема в sPlan:схемка .zip
В основе схемы лежит прямоходовый преобразователь с "размагничивающей" обмоткой и "фиксирующим" конденсатором.
Плата имеет небольшой размер (20 х 13см) и односторонний монтаж, что облегчает её изготовление в домашних условиях обычным "лазерно-утюжным" способом:
Плата в Lay:плата.zip
Для любителей моделировать, есть свежая модель в LTspice: модэль моего фикса.rar
Можно убедится что схема работает .Аппарат получился весом в 3.5 кг. ( "шланги" 2 х 2 м. ещё 1.5 кг.) Стоимость комплектующих составила немногим более 1000р. При правильной сборке работает сразу. Дополнительных настроек почти не требует. Максимальный выходной ток 120. 160А. (зависит от трансформатора и ёмкости электролитов).Радиаторы использованы от компьютерных кулеров. Силовой ключ и выходные диоды без прокладок. Диоды ТО-220 VD7,VD9 с фольги,( можно припаять). Выходной дроссель намотан на 2-х "строчниках" сложенных в Н. Намотан "литцем"(петля размагнитки от телека) в 3 слоя по 5 витков. Затем пропитан лаком.Корпус почти весь сделан из БП АТХ.
Несколько фоток:
Проволоки усиления дорожек, как можно теснее прижимайте к выводам силового трансформатора и выводам силовых элементов в соответствующих местах. Не полагайтесь на проводимость припоя! Она у него плохая.
Здравствуйте друзья. Пару дней назад отдали мне блок управления от механизма протяжки полуавтомата. Он собственно пошел на запчасти для другого аппарата, а вот корпус с измерительными приборами отлично подошел для нагрузочного резистора для проверки сварочных аппаратов постоянного тока, пока только постоянного.
Достаточно полезный прибор для определения реальных характеристик сварочных инверторов
Давно мечтал узнать какой ток у моего сварочного Procraft AWH-285, не вериться что там 285А
Вот так выглядит этот блок управления. Управлял блоком подачи проволоки Гранит ЗУЗ. Один рабочий, второй ушел на запчасти


А вот так он выглядит внутри, тот что мне достался на запчасти

Вот такой солидный шунт на 500А
Две измерительные головки Амперметр 500А и Вольтметр 75В
Изготовил три пружины из вязальной проволоки диаметром 1,5мм на оправке 35мм по 27 витков. Это примерно 3м проволоки. Все соединил на шпильке М8.

Оправка труба с прорезью вдоль. Край проволоки фиксируется в этой прорези и кручу трубу, придерживая проволоку, так что бы она ложилась плотней виток к витку. Потом при установке пружина сама растянулась на сколько надо.
Соединил минус медной шиной, а плюс гибким соединением из сварочного кабеля 50мм кв.

Решил проверить сварочником и сварочник заодно и картинка такая, напряжение 8В, ток 80А
Как то маловато видимо сопротивления, всего 0,07Ом, поэтому последовательно соединил еще 3 таких же пружин.

Но как оказалось мой аппарат всего 80А может отдать, а на индикаторе 295А. Купил его год назад за 4500 рублей на местном рынке. Рассчитывал на 160 хотя бы. То то я думал он не варит толком, а вот в чем дело то 80А всего

В итоге немного побаловавшись настроил аппарат свой на 120А, так же настроил индикатор. Хороший пример применения нагрузки.
Веря индикаторам и зная закон Ома, сопротивление резистора 0,19Ом. А это от того, что нагрелась проволока и повысилось сопротивление.
О настройке моей Китайской сварки расскажу в статье Настройка и честные характеристики ProCraft AWH-285, а вот нагрузкой очень доволен. Пружины хоть и греются, но не разу не покраснели за 3 минуты нагрузки. Думаю до 200А можно нагружать.
На счет крышки пока думаю, так же как и о кабеле соединения со сваркой. А если нравятся мои идеи, подпишитесь на обновления в группах Вконтакте или Одноклассниках и всегда будьте в курсе последних обновлений.
Удачи всем с ремонтами. С ув. Эдуард
Читайте также: