
Уголок из профильной трубы своими руками
Добавил пользователь Дмитрий К. Обновлено: 18.09.2024
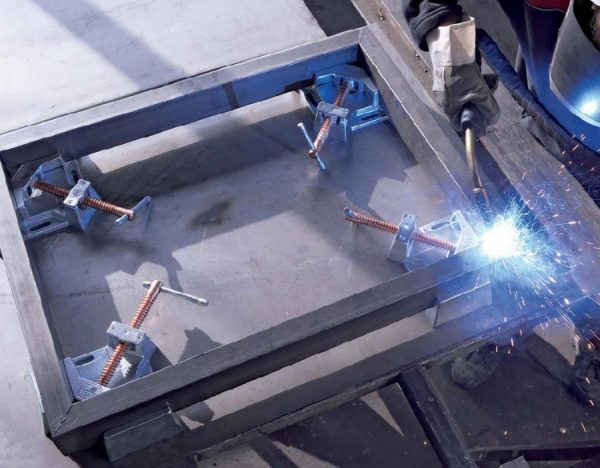
На днях, ко мне обратился знакомый, который занимается изготовлением мебели и попросил изготовить основание под столешницу. Металл на пару с деревом сейчас довольно распространённый вариант среди частных заказов, а называется этот стиль - "Loft" .
На фото выше - техническое задание, которое я получил. Как видно, заказчик захотел сделать скрытые кольцевые соединения труб с резом торцов под 45° , а также пожелал зачистить все сварные швы, за исключением внутренних.
Кроме столешниц и прочих атрибутов мебели, таким же образом изготавливаются рамы под различные входные и технические двери .
Работа несложная, однако имеет множество подводных камней и уверен начинающим будет что почерпнуть полезного и научиться качественно изготавливать подобные рамы - самую настоящую нестареющую классику. Предлагаю детально разобраться на примере данной работы!
Разметка профильной трубы и рез под 45°:
Первое, что необходимо сделать - это ровно нарезать наш профиль. Режем строго по заданным размерам и укладываем прямоугольником (или квадратом в другом варианте) на ровной поверхности вот таким образом :
На этом этапе у новичков, конечно, сложится закономерный вопрос: как ровно и быстро отрезать торцы труб, чтобы соединить их ровно под 90°❓
На самом деле тут всё очень очень просто и не требует каки-то долгих замеров, специальных станин для болгарки и прочего лишнего арсенала. Всё что Вам нужно - это линейка с маркером и "болгарка" с отрезным кругом:
Как видно на предыдущих фотографиях, я состыковал трубы таким образом, чтобы они образовали прямые углы (90 градусов), а торцы внутренних труб стали вровень с окончанием внешних. Таким образом, соединяя линейкой противоположные уголки обеих труб, мы получаем идеальную гипотенузу - это и будет линия нашего реза и будущего соединения .
Далее, убрав трубу в сторону, делаем глубокий рез болгаркой прямо по этой самой линии - сверху вниз под прямым углом:
Фото автора. Выполненный рез болгаркой по заранее отмеченной линии на полный вылет отрезного круга. *Советую использовать ТОНКИЕ отрезные круги (0.8 мм) - с ними погрешность реза не будет критически превышена, а скорость работы будет существенно выше.
Фото автора. Выполненный рез болгаркой по заранее отмеченной линии на полный вылет отрезного круга. *Советую использовать ТОНКИЕ отрезные круги (0.8 мм) - с ними погрешность реза не будет критически превышена, а скорость работы будет существенно выше.
На фото Выше показано, что нам необходимо срезать уголочек от нашего незаконченного реза, который будет служить в качестве лекала к разметке всех остальных торцов труб. Такая небольшая хитрость сэкономит Вам кучу времени и позволит сделать точную разметку!
Фото автора. Просто прикладываем наше получившиеся лекало из уголочка вровень с гранями трубы и быстро размечаем линии реза!
Фото автора. Просто прикладываем наше получившиеся лекало из уголочка вровень с гранями трубы и быстро размечаем линии реза!
Советую сделать разметку с помощью этого уголка полностью на одной стороне по периметру рамы, затем всё отпилить по разметке и уже приниматься за вторую сторону. Это нужно для того, чтобы Вы случайно не запутались и не отрезали не так как нужно, по собственной рассеянности (со сной бывает частенько:)).
Фото автора. Выполняйте рез с обоих сторон по разметкам, а середину между ними выпиливайте отдельно ровной линией "на глаз", поскольку они ровно друг с другом не "встретятся". Минутное дело!
Фото автора. Выполняйте рез с обоих сторон по разметкам, а середину между ними выпиливайте отдельно ровной линией "на глаз", поскольку они ровно друг с другом не "встретятся". Минутное дело!
Если Вы подумали, что на этом дело сделано, то я могу сказать, что мы проделали лишь 50% работы и важные нюансы всё ещё впереди. Продолжим!
Подготовка к сварке:
После удачного и быстрого нарезания торцов труб - самое время их собрать во едино для сварки. Для этого нам также понадобится всё та же ровная поверхность и рулетка:
Как видно на фото выше, все срезанные углы отлично соединились вместе и я подкрепил их прямоугольными монтажными магнитами, однако их наличие у Вас под ругой совсем необязательно - плоские стенки трубы и так отлично становятся на ровной поверхности.
Что действительно обязательно и хорошо знает любой опытный сварщик или слесарь - так это ПРОВЕРКА ДИАГОНАЛЕЙ и я не даром выделил это словосочетание заглавными буквами.
Чтобы прямоугольная (или квадратная) рама не получилась кривой, стремясь выполнить фигуру ромба, Вам необходимо выставить одинаковую длину диагоналей . По простому: измерить рулеткой крест-накрест, от кончика до кончика раму и добиться одинаковой длинны обоих диагоналей. Выставляя "на глаз" и даже используя подобные магниты, Вы с огромной долей вероятности можете досадно ошибиться.
Сварка
Теперь можно доставать "держак" с электродами или брать в руки горелку "полуавтомата" и начинать делать прихватки:
Фото автора. Прихватки лучше делать на углах или больших зазорах. Для того, чтобы будущий шов не лёг буграми, в случае если вы поленитесь зашлифовывать свои "точки".
Фото автора. Прихватки лучше делать на углах или больших зазорах. Для того, чтобы будущий шов не лёг буграми, в случае если вы поленитесь зашлифовывать свои "точки".
После прихваток на одной стороне, нужно аккуратно перевернуть рамку и проверить все контрольные размеры на другой, потому-что обратная сторона может "сидеть" не совсем ровно.
После довариваем необходимые прихватки и снова сверяем диагонали, ведь после прихваток конструкцию могло повести.
Поверьте - глупее всего экономить время на проверке контрольных размеров, поэтому не поленитесь! "Сто раз отмерь, 50 раз прихвати и один раз завари!" :)
Как правильно сваривать? Тут есть определённый классические нюансы, которые может не учесть новичок и пренебрегать которыми НИ В КОЕМ СЛУЧАЕ НЕЛЬЗЯ!
Профильная труба для таких работ, как правило, выбирается с тонкой стенкой, да и в моём примере стенка также не толстая - всего полтора миллиметра.
Сварочные швы при застывании, могут существенно "повести" в сторону основной металл и поэтому, если Вы не хотите по итогу получить из ровной рамки пропеллер Карлсона - сварку нужно производить ПО ДИАГОНАЛИ (крест - накрест).
Начинать лучше всего с внешних угловых швов, один из которых я показал на фото выше, а затем перевернуть рамку и сварить противоположный по диагонали угол и так далее. Да! Ворочать и кантовать рамку туда сюда придётся много раз, но это важный момент, который отразится на результате .
К сварке внутренних угловых соединений (выше на фото) следует приступать после сварки внешних, а затем сваривать все остальные швы (в стык) - также "крест-накрест" (по диагонали).
Соединения скорее всего будут иметь небольшие зазоры в отдельных местах, что хорошо и плохо одновременно. Хорошо то, что шов с зазором получит обратный валик и будет крайне крепким, а плохо то, что если Вы забыли сваривать по правилу диагоналей - изделие значительно погнётся при остывании. Поэтому ещё раз заостряю на этом ваше внимание!
Советую сваривать все швы на таком тонком металле - с отрывом дуги . Об этом, а также о лучшем и простом способе зачистки сварных швов - Вы можете прочесть и даже посмотреть видео в статье по этой ссылке .
* Правильный метод сварки с отрывом дуги, который я описал в этой статье, также подойдёт и для обычной ручной дуговой сварки электродом - принцип один и тот же.

Опубликовал(а): Олег Грищук
Обновлено: 02.04.2020
Если под рукой нет инвертора или вам просто нужно сделать из профильной трубы разборную конструкцию, рекомендуется использовать элементы с болтовым крепежом. С помощью таких крепежей можно собирать не только мобильные, но и стационарные конструкции. А для работы понадобится только набор слесарных инструментов с гаечными ключами!

5 легких способов соединить профильную трубу
Как соединить профильную трубу без сварки?
Есть несколько методов соединения, которые в зависимости от способа выполнения делятся на:
Рассмотрим каждый из способов более детально.

Есть разные способы соединения профильной трубы
Цены на профильные трубы
Способ №1. Краб-элементы

Краб-крепление для профильной трубы
Существуют такие виды краб-элементов:
Домашние мастера используют краб-системы, чтобы без сварки собирать:
На заметку! Еще краб-системы используют для временного соединения деталей при ремонте сварных конструкций. В целом, это достаточно надежный способ соединения, едва ли уступающий сварке по прочности.
- большой срок службы (до 50-ти лет);
- конструкции можно многократно собирать/разбирать;
- доступная стоимость краб-элементов;
- со сборкой справится даже неквалифицированный работник;
- универсальность.
- нельзя соединять трубы больше 40х40 мм;
- места соединений нужно защищать от коррозии, т. к. в них скапливается влага;
- трубы можно соединять лишь под углом 90 градусов;
- если возникнет большая нагрузка на разрыв, может произойти вытаскивание труб из краб-элементов;
- гайки нужно регулярно подтягивать.
Цены на краб-системы для профильных труб
Видео – Краб-системы для профильной трубы
Способ №2. Хомуты
Для соединения труб с ограждениями используются хомуты с болтами, состоящие из 2-х половин. Одна часть устанавливается на потолок/стену. Вставляется труба, ее положение фиксируется второй половиной за счет стягивание болтов. Данный способ соединения называется клипсой.

Хомут для соединения квадратных труб
Если правильно подобрать размеры, элементы собираются без провисов. С помощью регулируемых хомутов можно соединять трубы с любым сечением. Но важно помнить, что стальные профили нужно соединять хомутами из стали, а полимерные – элементами из пластика.
Способ №3. Фитинги
Если профильные трубы необходимо соединить с загибами и ответвлениями, на торцы ставятся специальные крепежи – фитинги. Есть фитинги для наружного и внутреннего применения, а по своему назначению они делятся на:
Алгоритм сборки выглядит следующим образом:
- вначале на торцы нужно надеть обжимные гайки;
- затем нужно установить кольца – зажимные/прижимные/уплотнительные;
- после этого надевается фитинг;
- в конце нужно затянуть гайки на торцах, чтобы скрепить детали.
Цены на соединитель для профильных труб
Способ №4. Фланцы
Такой крепеж состоит из пары прямоугольных или круглых металлических пластин с отверстиями под болты и трубы. Алгоритм сборки выглядит так:
Чтобы соединение получилось долговечным и надежным, при сборке нужно следовать нескольким несложным правилам.
- Прокладка должна быть одна, не больше, иначе снизится герметичность.
- Каждые один-два года состояние прокладки следует проверять.
- Гайки лучше закручивать диаметрально расположенными парами – это также повысит герметичность.
- Важно, чтобы прокладка не касалась болтов.
- Если собирается водопровод, то прокладки должны быть из картона, пропитанные олифой.
- Резьба болта не должна выходить из гайки больше, чем на ½ часть длины.
- Для герметизации стыков в отопительных системах используется асбестовый картон.
Какой способ соединения выбрать?
Выбирая способ соединения, учитывайте тип и назначение будущей конструкции:
- если выберите фитинги, то помните, что соединения все же лучше усилить сваркой по причине недостаточной прочности;
- краб-системы больше подходят для сборки небольших хозяйственных или садовых конструкций;
- фланцы применяют для профильной трубы большого сечения в конструкциях, которые часто приходится разбирать/собирать.
Покупая крепежные элементы, обращайте внимание не следующие моменты:
- первый этап работы – это создание эскиза, по которому будет подсчитываться количество требуемых материалов;
- не покупайте краб-элементы, стенки которых имеют толщину меньше 1,5 мм (такие не обеспечат требуемой прочности);
- крепежи не должны иметь вмятин, трещин, отклонений по размерам или конфигурации;
- детали с пятнами ржавчины или с поцарапанной поверхностью долго не прослужат;
- очень важен и производитель, отдавайте предпочтение продукции хорошо зарекомендовавших себя компаний.
Для создания построек своими руками оптимальным вариантом являются краб-системы. Но он применим далеко не во всех случаях, когда требуется собрать конструкцию из профильной трубы. К примеру, сварной трубопровод в стене или сварные ворота будут более надежными в эксплуатации.
Иногда сварка все же более предпочтительна
Видео – Как соединить профильную трубу без болтов и сварки
Начну с того, что после монтажа софитов у крыши из металлопрофиля встал вопрос о том, чем закрыть углы стыковочной части двух листов металлопрофиля под 90 градусов. Крышу, конечно, можно было оставить как есть, но она выглядела неаккуратно.

Я обратился к изготовителям листов металлопрофиля, чтоб они изготовили необходимые уголки шириной 30*30 мм. Но когда услышал их расценки на уголки для металлопрофиля, меня передёрнуло, ведь там работы совсем ничего. Так я решил их сделать сам. В данной статье я расскажу, как сделать уголки для металлопрофиля своими руками. После покраски эти уголки выглядят практически как заводские. И ими вполне можно закрыть места стыков листов металлопрофиля под прямым углом.
Как сделать уголки для металлопрофиля: материалы и инструменты
- Оцинкованная жесть толщиной 0,5мм;
- Два уголка 35*35мм/2м;
- Краска необходимого оттенка;
- Саморезы;
- Гвозди, три штуки;
- Молоток.
Как сделать уголки для металлопрофиля: пошаговая инструкция
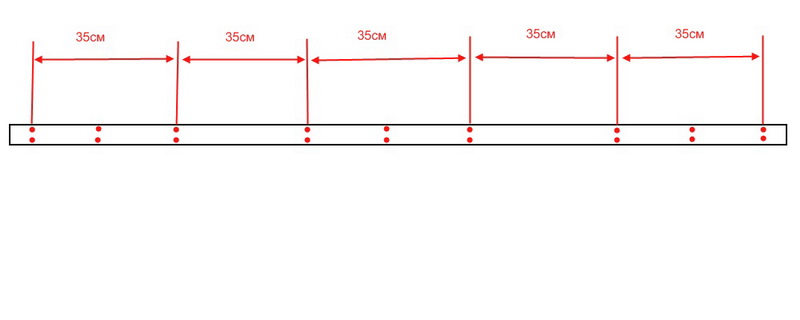
Для начала возьмём уголок размерами 35*35мм/2м и просверлим в нём отверстия для ограничения и фиксации оцинкованной жести.
Первое отверстие сверлим с отступом в 1см от края угла уголка и отступом от начала уголка 10см. Так же сверлим и второе отверстие, но с отступом в 3см

Сверлим подобные отверстия по всей длине уголка с расстоянием между ними в 35см.

Такие же отверстия сверлим в трёх местах в середине между отверстиями расположенными в 35см.
Эти отверстия будут служить ограничителем для оцинкованной жести.
Крепим уголок к жёсткому основанию.
Я, например, прикрепил к старому дверному полотну.
В промежуточные отверстия, просверленные между 35см, вставляем гвозди для ограничения и упора оцинкованной полосы



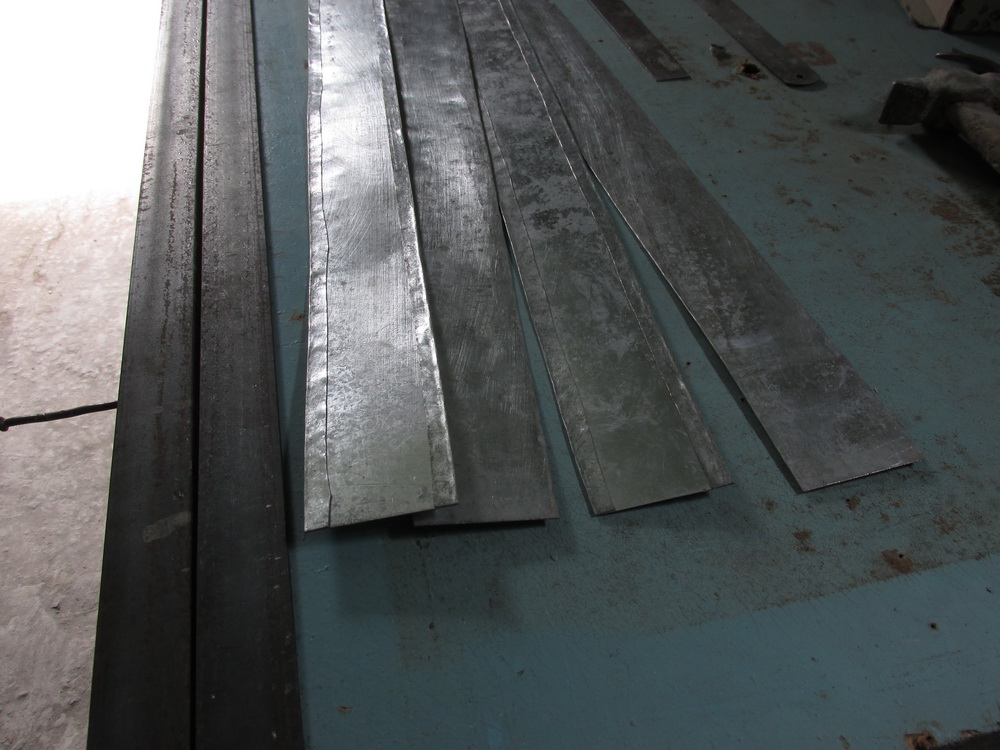
Для изготовления уголка 30*30 нарезаем полоски из оцинкованной жести шириной 8см.


Вставляем полосу в промежуток между двумя уголками до первого упора из гвоздей, на глубину 1см и фиксируем саморезами


Далее постепенно, не спеша прогибая жесть, делаем первый загиб и отчеканиваем его молотком




Вынув жесть, отчеканиваем изгиб в параллель с основной полосой

Итак, у нас получилась полоса с одним загибом шириной 7 см.
Аналогичную операцию проделываем с противоположной стороны полосы.






После этих процессов получилась полоса шириной 6см)


Далее, выкрутив саморезы и вынув гвозди из первого ограничения в 1см, переставляем всё на следующие ограничители в 3см и фиксируем


Постепенно, прижимая и отчеканивая, загибаем середину у полосы




Чтоб его выпрямить, я взял стальной уголок 50×50 и вложил в него изготовленный уголок. Приложив небольшой кусок уголка 50×50, лёгкими постукиваниями по всей длине выпрямил сам изготовленный уголок
При изготовлении различных металлических конструкций, стальной угловой прокат (уголок) относится к наиболее часто применяемым материалам. Кроме сварки угловых заготовок между собой, часто возникает необходимость приварить уголок к трубе или к плоской поверхности. Такие соединения используют при строительных и монтажных работах, изготовлении мебели и поделок.

Виды соединения
Сварка стальных изделий с применением уголка сводится к нескольким основным видам соединений:
- стыковая сварка заготовок из углового проката;
- сварка угловых заготовок под углом 90 °;
- сварка угловой стали с другими изделиями.
Создавая конструкцию, хороший сварщик решает как минимум, две задачи. Первая заключается в том, чтобы сварить прочное изделие, успешно выдерживающее определенные нагрузки. Вторая задача в том, чтобы выполненная работа смотрелась эстетично. Ведь работа настоящего мастера всегда радует глаз.
Рассмотрим типовые примеры, показывающие, как сваривать железные уголки между собой, а также с другими поверхностями.
Стыковое соединение
Можно сварить куски углового профиля встык. Такой вид сварки часто требуется для того, чтобы удлинить имеющийся отрезок стали. Технология выполнения такого соединения проста и в основном не отличается от стыкового соединения листовых заготовок. Но некоторые особенности всё же имеются.
Вначале следует произвести ровную обрезку соединяемых участков. Этой процедуре должна предшествовать тщательная разметка материала. Вообще, это должно быть правилом при работе с металлом, если есть цель качественно выполнить работу. Острые края срезов нужно обработать напильником, удалив с них заусенцы и обрезки металла.
Для того чтобы сварить металлические детали ровно, лучше всего предварительно совместить их, зажать в специальной струбцине. Тщательно проверив и при необходимости скорректировав положение заготовок с помощью уровня, можно сделать первые прихватки.
Не следует начинать сварку с наложения чистового шва по одной из полок углового проката. При интенсивном нагревании в процессе сварки, металл деформируется, в результате чего стык по второй полке угловой заготовки может разойтись. Правильней сначала сварить металл прихватками по краям полок и в середине уголка, а уже после этого окончательно приварить заготовки друг к другу.
Сварка профилей под углом 90 °

Когда появляются вопросы, подобные тому, как сварить рамку из уголка, необходимо уметь правильно соединять детали под углом 90 °. Существует три варианта исполнения.
Первый способ заключается в том, что наружная часть одной из полок одного уголка накладывается на внутреннюю часть полки второго. Этот способ наиболее прост, но при его выполнении один уголок оказывается выше другого на толщину полки.
Второй способ состоит в предварительной обрезке полки одного из уголков на величину высоты полки. После этого второй уголок можно приложить к вырезу заподлицо и сварить с первым.
Третий способ сварки также позволяет сварить заготовки на одном уровне. Для этого каждая из заготовок предварительно обрезается под углом 45 °C, после чего они соединяются углами, образуя в итоге прямой угол.
Чтобы сварить рамку, необходимо взять четыре заготовки из углового проката, подготовленные для сварки под прямым углом по одному из приведенных способов. Для предварительного закрепления лучше использовать с струбцины.
Совместив все заготовки, необходимо проконтролировать геометрические размеры будущего изделия. Затем, сделав прихватки по четырём углам, вновь сделать замеры диагоналей рамки, при необходимости подкорректировав их легкими ударами молотка вдоль большей диагонали. После этого можно осуществлять сварку стыков.
Приварка к трубам и плоскостям

Наиболее удобно сваривать уголок с профильной трубой, так как её плоские поверхности плотно прилегают к полкам уголка и при сварке образуют надежное соединение.
Например, если надо сварить верстак, стол для мастерской или подставки, то основой будущей столешницы может служить рамка из уголка, а ножками – отрезки труб.
В этом случае рамку можно ориентировать плоскостью вверх, а стальные трубы – ножки приварить к её внутренним углам. При выполнении этой работы также полезно применять струбцины нужной формы и трубы круглого сечения.
Если прочность предполагаемого соединения недостаточна, можно сварить усиливающие элементы в виде треугольных косынок из листового металла или отрезков уголка.
Соединение уголка с плоской поверхностью не вызывает затруднений. Если требуется приварить уголок с прилеганием полки к плоскости, швы вдоль полки надежно крепят уголок.
Если угловую заготовку нужно приварить торцом, сварка выполняется как при классическом тавровом соединении, которое подробно описывает ГОСТ.
Читайте также: