
Трубогиб для профильной трубы своими руками из домкрата
Добавил пользователь Алексей Ф. Обновлено: 18.09.2024
Необходимость согнуть стальную трубу под определенным углом с нужным радиусом возникает не так уж часто. Но, если такая задача появляется, то при отсутствии специального оборудования неизбежно превращается в сложно разрешимую проблему.
В случае с трубами круглого сечения иногда помогают фитинги. Для прямоугольных и квадратных труб таких решений не существует. Предлагается только крепеж на болтах.
Задавать трубе изгиб путем ее сварки из отдельных сегментов – не лучший выход из положения. Это сложно, и как правило, ненадежно.
Самым технологичным десятилетиями проверенным вариантом был и остается трубогиб, позволяющий согнуть трубу любого сечения, не нарушая ее качественных и эксплуатационных характеристик.
Сделать такой компактный станок с механическим приводом можно своими руками. Поработать придется, но он того стоит. Купить трубогиб дешево не получится. Минимальная цена в магазинах более-менее стоящего на вид приспособления стартует от нескольких тысяч рублей. При этом о его качестве и эксплуатационном ресурсе можно только догадываться.

Что нужно для самодельного трубогиба
Самодельный станок как минимум на 50% будет состоять из подручных материалов. Что-то обязательно найдется в личном хозяйстве, что-то в гаражах у соседей. Купить скорее всего потребуется только 8 подшипников 303 серии. Они призваны выполнять функцию валов, что исключает необходимость в токарных работах. Стоят такие подшипники недорого, а если поискать, то можно найти вообще за копейки. Если и придется докупать какое-то железо, то по сравнению с магазинной ценой трубогиба, это почти ничего.
Точно понадобятся отрезок швеллера 80х40 мм, стальной уголок 25х25 мм, профильная труба 20х20 мм, строительная шпилька диаметром 18 мм, 6 шайб М18 с увеличенным внешним диаметром – 56 мм, 9 гаек на 18 и еще кое-какая мелочевка, но о ней в процессе.
Основной инструмент – болгарка, сварочный аппарат, дрель.
Порядок выполнения операций
1. За основу конструкции берем швеллер 80х40 мм, размечаем и отрезаем заготовку примерно 40 см длиной.


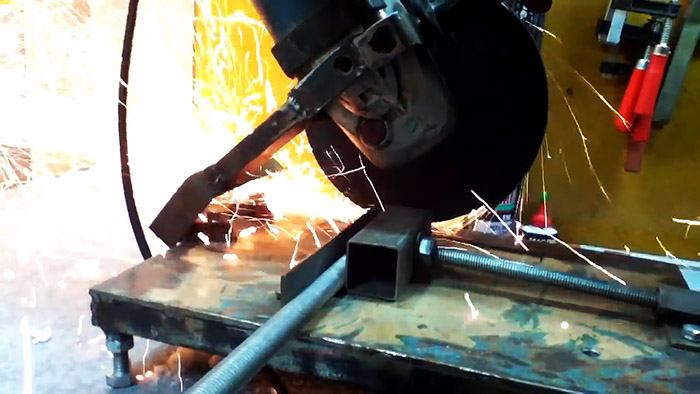
3. Болгаркой частично снимаем резьбу со шпильки – так чтобы на нее свободно, но плотно садились подшипники, внутренний диаметр которых составляет 17 мм.

4. Дисковой пилой или болгаркой отрезаем от шпильки три отрезка – они будут использованы для изготовления роликов. Длину отрезков берем с запасом (примерно 100-120 мм), учитывая ширину шайб, подшипников, гаек. Лишнее потом удалим.
5. С помощью оправки и молотка задаем небольшую конусность шайбам – в пределах 1 мм, что обеспечит свободное вращение роликов.



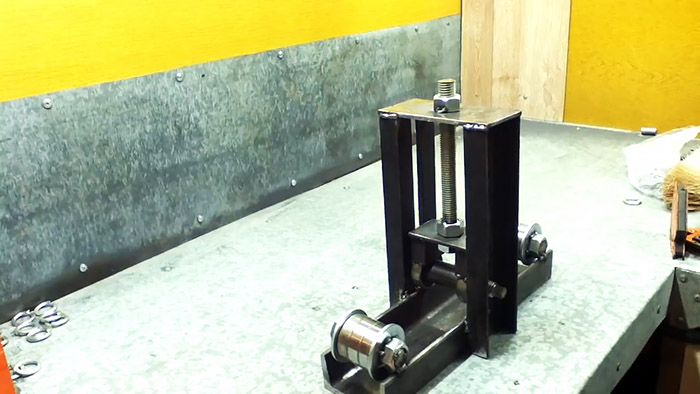
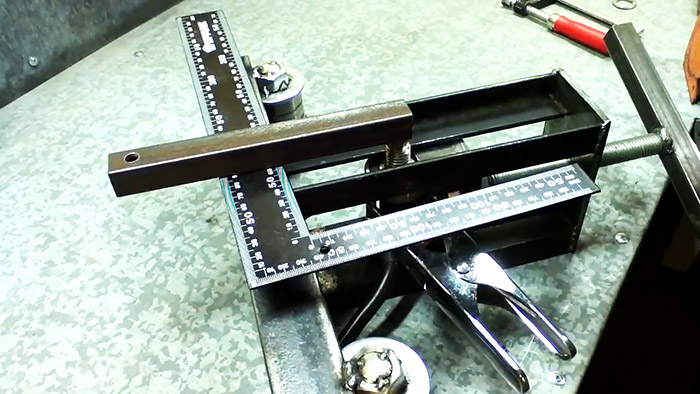
10. Размечаем и нарезаем из уголка 25х25 мм четыре отрезка длиной 25 см для изготовления направляющих ведущего и прижимного роликов.

11. Привариваем отрезки уголков к основанию из швеллера, сохраняя зазор для оси ведущего ролика (вала).

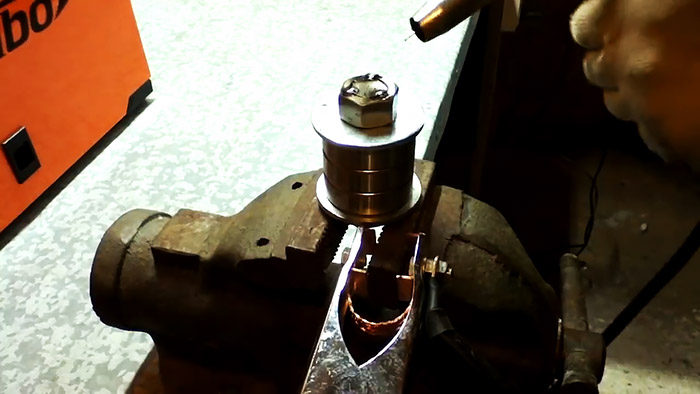
12. На одну из уже подготовленных частей шпильки надеваем отрезок трубы диаметром 27 мм длиной 40 мм. Внутренний зазор заполняем гвоздями на 40 без шляпок.


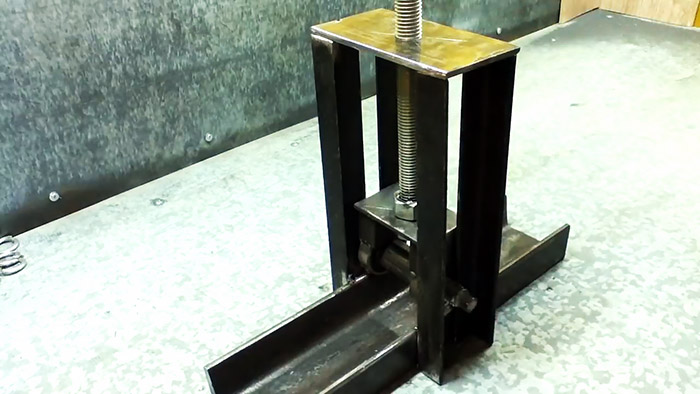
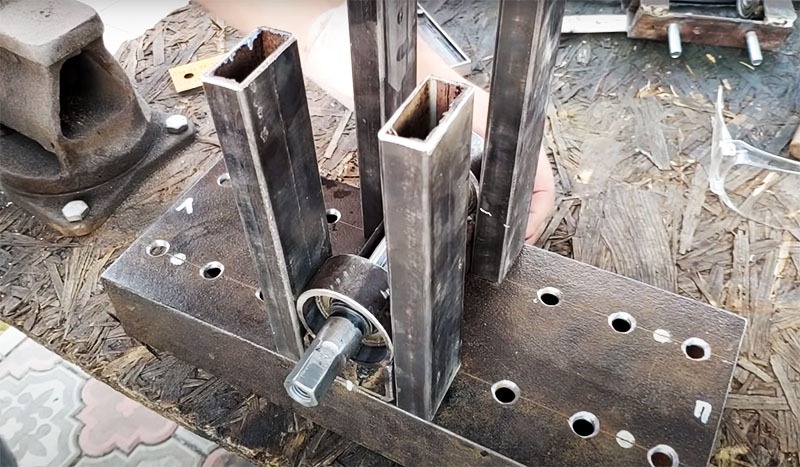
15. Изготавливаем подвижную каретку путем сваривания в единую конструкцию двух отрезков профильной трубы 20х40х30 мм, прямоугольной стальной пластины 80х50 мм и вала с подшипниками.

16. На пересечении диагоналей отмечаем керном центр и просверливаем в верхней части каретки отверстие диаметром 18 мм под шпильку с помощью сверла и развертки.

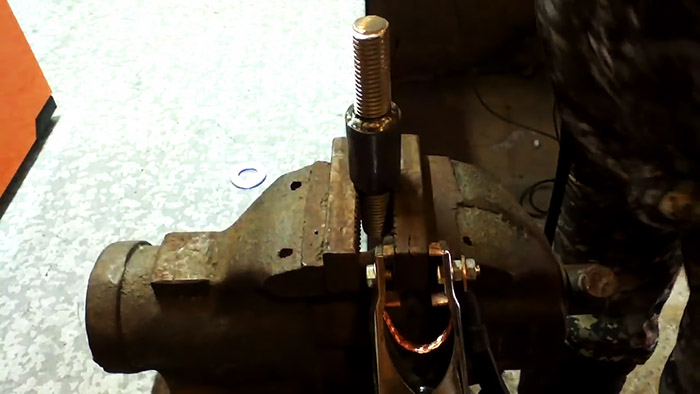
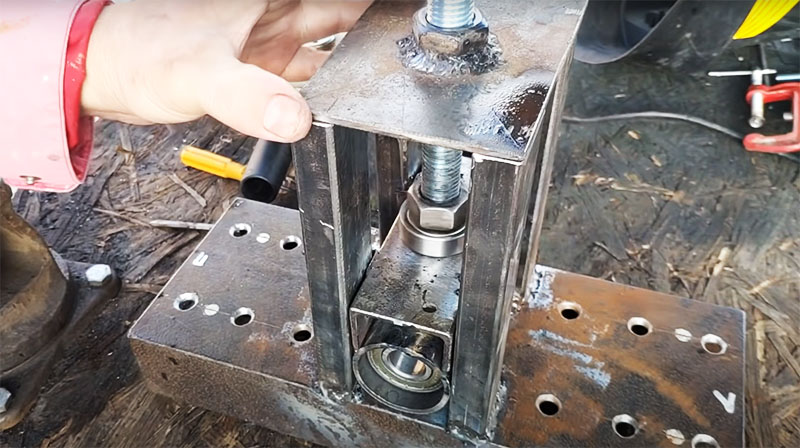
17. Собираем подъемный механизм, состоящий из шпильки и трех гаек М18, две из которых точечно привариваются к шпильке, продетой в отверстие площадки каретки.

18. Вырезаем из стального листа толщиной 5 мм прямоугольник примерно 70х130 мм, который будет использован в качестве упора для подъемного механизма. Отмечаем середину и просверливаем отверстие 18 мм по аналогии с основанием каретки.

19. Собираем изготовленные элементы в единую конструкцию. Для этого устанавливаем каретку с ведущим валом в направляющие.

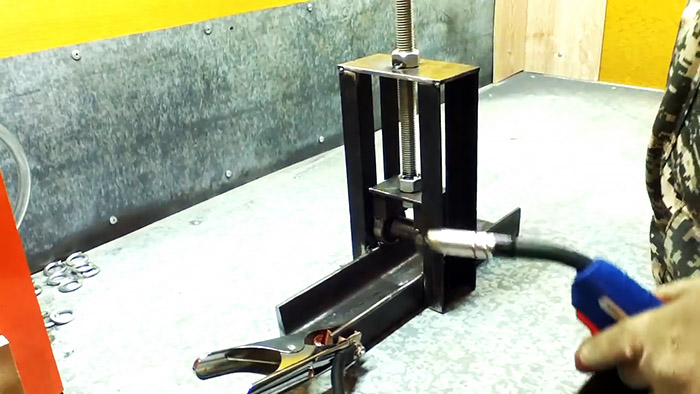

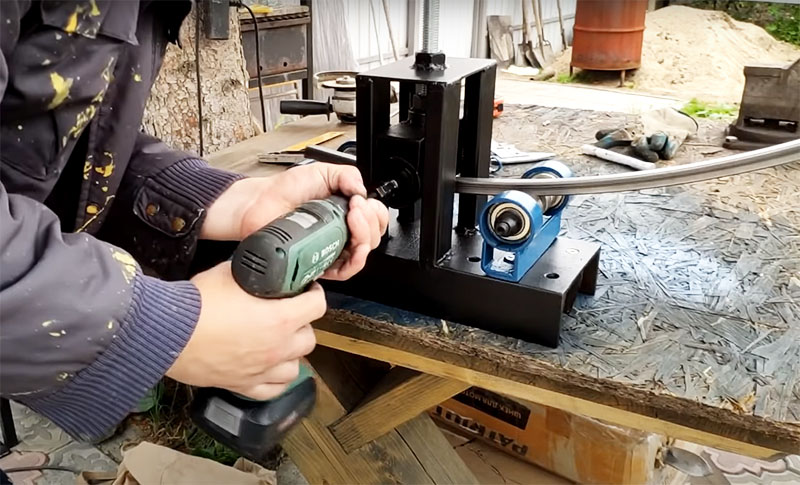
24. Из 20-25-сантиметрового отрезка профильной трубы 20х20 мм изготавливаем рычаг механического привода и привариваем его к ведущему ролику (шпильке). Ручку для привода можно позаимствовать от любого старого электроинструмента, предварительно просверлив под нее отверстие. Если таковой в наличии нет, можно вместо нее приварить к рычагу 12-14-сантиметровый отрезок трубы круглого сечения.

26. И наконец, финальный этап – покраска нашего трубогиба. Как же такому техническому шедевру ручной сборки не придать респектабельный вид.
Впрочем, это вопрос сугубо индивидуальный и подробно останавливаться на нем не будем. Отметим только, что предварительно нужно убрать напильником или болгаркой все шероховатости, хорошо обезжирить растворителем, покрыть грунтом. Но в любом случае, хоть душу и радует, на результат это никак не влияет.
Смотрите видео
При проведении работ в доме и на даче не редко нам необходимо гнуть трубы чтобы придать им нужную нам форму для исполнения нашей конкретной задачи. Чтобы изгиб трубы был правильным, и труба служила долго нам понадобится специальный станок, трубогиб. Эти станки продают в магазинах, есть множество разновидностей и моделей, но нашей задачей будет сделать трубогиб своими руками.

Класификация
Есть несколько видов конструкций и классификаций трубогибов:
- Мобильность (возможность переноса трубогиба, и на сколько она сложна);
- Привод с помощью которого производится работа, различают: ручной, электрический и гидравлический;
- По типу работы: шаблонный, роликовый, арбалетный, прокатка;
Изготовление трубогибов своими руками
Трубогиб шаблонного типа
- Тип применения: Для совершения гибки тонкостенных труб;
- Материалы: Деревянная доска или железные крюки, для улучшения может понадобится лебедка;

Алгоритм как сделать трубогиб своими руками:
Трубогиб с прижимным роликом
- Тип применения. В деревянном исполнении идеально подходит для труб из мягких металлов, он предотвращает их деформацию; Если трубогиб планируется использовать для жестких металлов, то его части следует делать из прочного металла.
- Материалы: метал или дерево;

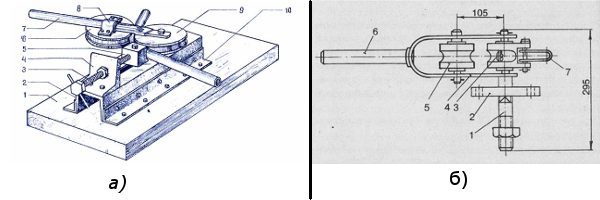
Чертеж “б”: 1 – ступица; 2 – плита; 3 – неподвижный ролик; 4 – скоба; 5 – подвижный ролик; 6 – рукоятка; 7 – хомут;
Алгоритм сборки трубогиба своими руками:
Трубогибы арбалетного типа (Гидравлический)
- Тип применения: Для гибки труб круглого сечения. Гнуть на таком трубогибе прямоугольный профиль не рекомендуется из-за высокой вероятности деформации.
- Материалы: металлический каркас, гидравлический домкрат;

Чертеж гидравлического трубогиба: 1 – домкрат; 2 – регулировочные отверстия; 3 – насадка на домкрат; 4 – валики;
Алгоритм сборки трубогиба арбалетного своими руками:
Профильный трубогиб
- Тип применения: профильные трубы, трубогибы этого вида наиболее мягко действуют при производстве загиба, происходит минимальная и наиболее качественная деформация трубы;
- Материалы: метал, домкрат;
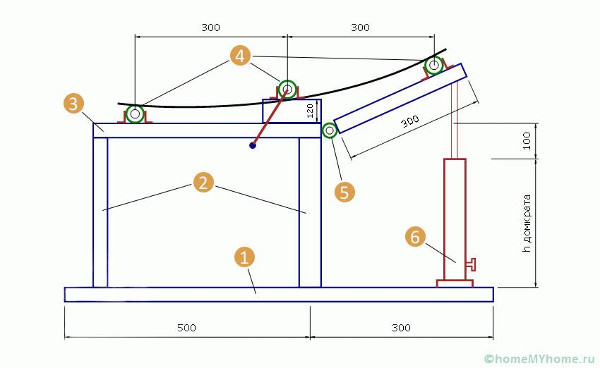
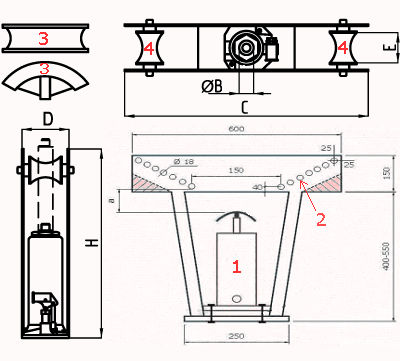
Чертеж 2. Трубогиб для профиля с домкратом. 1 – основание платформа; 2 – ножки основания; 3 – основание; 4 – ролики; 5 – шарнир; 6 – домкрат;
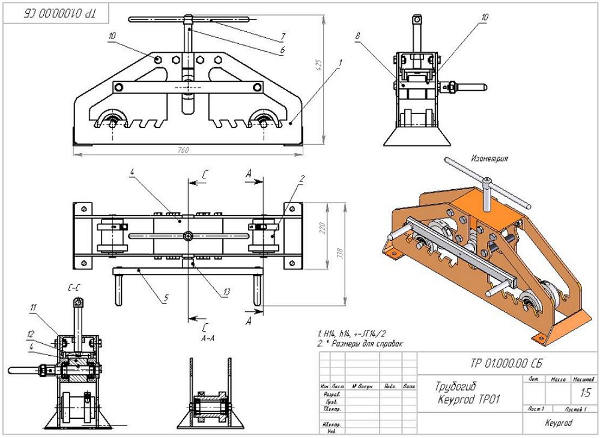
Чертеж 1. Трубогиб своими руками для профиля:
- Трубогиб своими руками ручной для профиля собирать стоит из метала заранее приготовив ролики, метал и сварочный аппарат. Главное это чертеж на рисунке приведен примерный, так как у каждых своих нужды и вам все равно придется поработать с чертежом чтобы сделать станок для гибки труб с опциями которые нужны именно вам.
- Работает он следующим образом труба ложится на нижние ролики, и прижимается верхним роликом. Затем осуществляется прокатка всей трубы через механизм трубы, в результате чего труба сгибается в дугу;
Чертеж 2. Трубогиб своими руками для профиля:
- Это примерная схема станка для гибки труб профильного с домкратом собранная своими руками, берите его за основу и конструируйте свой. Вам понадобится домкрат, столешница и ролики.
- Работает следующим образом, кладете профиль на два нижних ролика, верхний ролик находится над профилем и будет выполнять роль упора. Поднимаем домкрат, до нужной нам величины, и прогоняем профиль сквозь трубогиб крутя ручку.
Примечание: Многие умельцы дорабатывают данные модели каким-нибудь приводом, который крутит ручку, чаще всего электрические или бензиновые двигатели. Это делается для того чтобы ускорить работу и уменьшить силовые затраты оператора.
Вывод
Мы рассмотрели все возможные варианты конструкций трубогиба своими руками. Стало понятно, что резона покупать достаточно дорогое устройство не резонно, гораздо легче сделать его самим, темболее что вариантов масса. Если вы знаете какие-нибудь еще устройства трубогибов то обязательно напишите про них в комментарии.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию точно выполнит.
Данный станок еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
Гибка полосы на ребро.
Важные технические моменты при изготовлении профилегиба.
- Во время гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из её сторон образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки. Чем меньше радиус гибки, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.

Гибка профильной трубы с заломами.

Ролик с ребром по центру.
- Если прокатывать профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время прокатывания труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на станке, у которого большое расстояние между роликами. По этим причинам ролики делают съемными, чтобы их можно было переставить.
- Чем меньше диаметр роликов, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных станках ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.

Ролик для гибки круглой трубы.
Как сделать ролики для профилегиба.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.

Профилегиб с валами из велосипедных ступиц.

Вал трубогиба сделанный из лома.
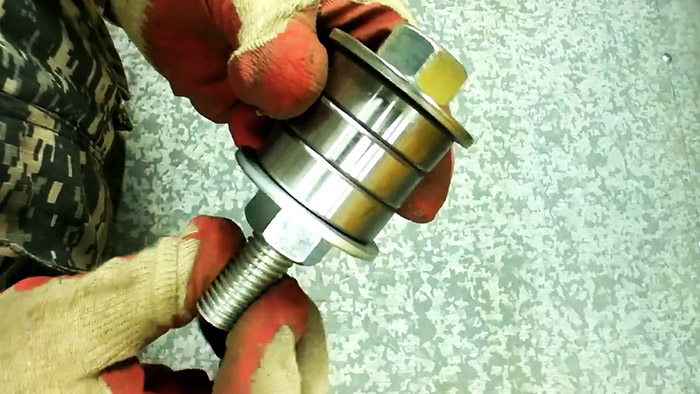
Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.

Ролик трубогиба.
Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.

Ролик профилегиба из трубы, шайб и металлического круга.
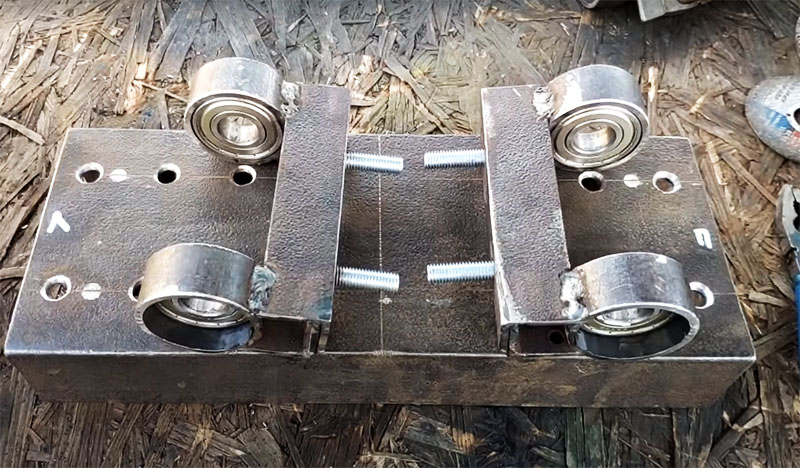
Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.

Профилегиб с переставными роликами.

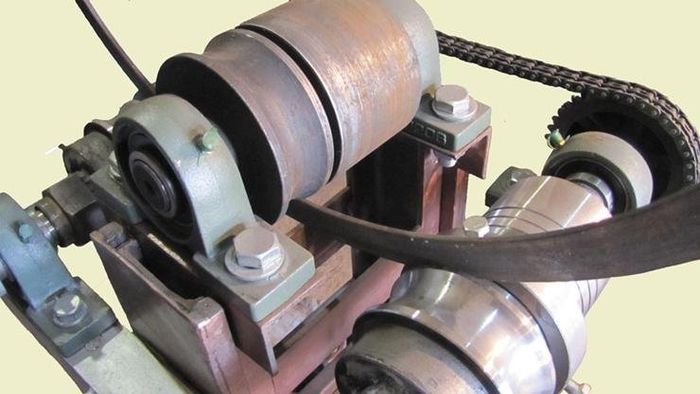
Станок для гибки профильной трубы.





Профилегиб сделанный с подшипниками в корпусе.
Конструктивные особенности профилегибов.
Такой станок можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов.
При изготовлении нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать станок с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать станок с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из станка.

Профилегиб со штурвалом.
Ниже представлено несколько фотографий с различными конструктивными особенностями.




Как сделать ручной профилегиб с обкатным роликом.
Данный вид станка позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.

Гибка круглой трубы методом обкатки.

Гибка профильной трубы методом обкатки.

Работа такого станка основана на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание её стенок и заломы исключены. Данный станок позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.

4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.

5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.

6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.

Готовый ролик сделанный из пяти кругов.
Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.

Трубогиб с отверстиями в кронштейне.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.

Труба с заломами.

Минимальный радиус гибки трубы.
Обустраивая хозяйство, рано или поздно сталкиваешься с необходимостью изогнуть трубу. В городской квартире – реже, но тоже. Цены на трубогибочные инструменты и приспособления, что продажные, что арендные, не то чтобы непомерны, но, мягко говоря, не радуют. Поэтому желающих сделать трубогиб своими руками более чем достаточно, а назначение настоящей публикации – помочь им подыскать подходящую для своей конкретной цели конструкцию и дать действенные практические рекомендации по ее изготовлению.
Мастера-любители делают самые разнообразные установки для сгибания труб, от простейших приспособлений до настоящих гибочных станов, см. рис.:

Примечание: далее в статье рассматривается холодная плоская производственно-технологическая и, частично, декоративно-художественная гибка. Так что, если вы горите желанием наладить в собственном сарае массовое механизированное производство, ну, скажем, гиперболических змеевиков для самогонных аппаратов, то – см. где-то еще.
Дефекты гибки
Типичные дефекты гнутья труб показаны слева на рис.:

Дефекты сгибания круглых и профильных труб
Для бытовых и др. трубопроводов общего назначения допустимы тянучка и волна, вместе уменьшающие площадь просвета трубы не более чем на 10% в самом узком месте. На трубах для газов и хладоагентов любая тянучка и, особенно, волна, нежелательны, т.к. там могут оказаться микротрещины. Волна, пусть и небольшая, недопустима в трубчатых силовых элементах строительных конструкций и механизмов, поскольку резко и непредсказуемо уменьшает их несущую способность.
Главные правила
Правила выбора радиуса изгиба трубы RИЗГ и длины технологического хвостовика L сведены в табл.:

- Если разница реального и ближайших табличных значение поперечника трубы П более 10%, значения исходных расчетных величин вычисляем интерполяцией. В противном случае – берем ближайшее.
- Приводят табличный RИЗГ к относительной величине rИЗГ, т.е. выражают его в диаметрах трубы D или ее высотах H.
- Для труб диаметром до 10 мм из rИЗГ вычитают 1.
- Для труб диаметром от 11 до 15 мм из rИЗГ вычитают 0,85.
- Для труб диаметром от 16 до 24 мм из rИЗГ вычитают 0,75.
- Для труб диаметром от 25 до 40 мм из rИЗГ вычитают 0,65.
- Для труб диаметром более 40 мм из rИЗГ вычитают 0,5.
- Переводят относительный rИЗГ обратно в численный (миллиметровый) RИЗГ.
- От полученного значения RИЗГ берут ближайшее практически удобное большее.
Просто – радиус
Конкретный трубогиб разрабатывается под радиус изгиба в определенных пределах. Но для выбора прототипа конструкции сразу нужно знать только его очень обобщенное значение:
-
на малые радиусы RИЗГ о , вершина которого должна приходиться на центр кривизны башмака на его рабочем выходе. Тогда гибка под 90 о будет чистой, а, если приемлемы допустимые дефекты, то можно согнуть и калач.

Правильное расположение установочных отверстий обводных роликов в раме арбалетного трубогиба
Дорновые
Дорном называется гибочный шаблон (кондуктор), к которому заготовка не прижимается, но обводится по его ручью. Применяются дорновые (обводные) трубогибы, во-первых, если изгиб малого радиуса должен быть максимально чистым и точным. С этой целью ручной привод делается храповым с понижающей передачей или электрогидравлическим. Ручные рычажные дорновые трубогибы используются, во-вторых, если нужен недорогой инструмент для быстрой гибки более чем на 90 о с удовлетворительным качеством (заготовки скоб, калачи, змеевики).
Устройство и принцип действия ручного дорнового трубогиба с поворотным кондуктором и шестеренчато-храповым механизмом показаны слева на рис.:

Обводные трубогибы с поворотным кондуктором
Вальцовые
С неподвижным столом
Устройство вальцового трубогиба показано на рис.:

Устройство вальцового трубогиба с неподвижным столом

Чертежи вальцового трубогиба с неподвижным столом
Недостаток данной конструкции – установка нижних вальцов в прямых продольных пазах, лучше бы предусмотреть косые, как показано на врезке там же. Оперативность перенастройки станка заметно не снизится, зато несимметрия и сбои настройки в работе исключаются.
Еще о приводе

Неправильное и правильное выполние привода вальцового трубогиба
С ломающимся столом
Распределение технологических напряжений заготовки в трубогибе с ломающимся столом изначально немного асимметрично. Простая мера борьбы с этим – одна-единственная, организационная: не крутить привод слишком быстро, выжимая производительность. Зато, во-первых, можно гнуть не только на большие, но и на средние радиусы: пределы регулировки RИЗГ в трубогибе с ломающимся столом много шире. Это обстоятельство существенно и при неподвижном столе, поэтому некоторые мастера-механики делают вальцовые трубогибы с неперемещаемым верхним вальцом, а установку RИЗГ производят подъемом исходящего реечным механизмом, см. рис.:

Регулировка радиуса изгиба вальцового трубогиба перемещением исходящего вальца
Во-вторых, располагая квалифицированным помощником, можно гнуть с плавно переменным радиусом, напр., стрельчатые полуарки: один крутит привод (или регулирует электрический), а второй подкачивает домкрат. А зачем лишняя красота? Настоящая красота лишней не бывает. К примеру, теплицы на стрельчатых арках более чем актуальны в северных регионах, где Солнце и летом-то не поднимается высоко. Прим. +15-20% прибавки урожая и 10-12% экономии на освещении это уже красота экономическая, материально очень ощутимо выражающаяся.
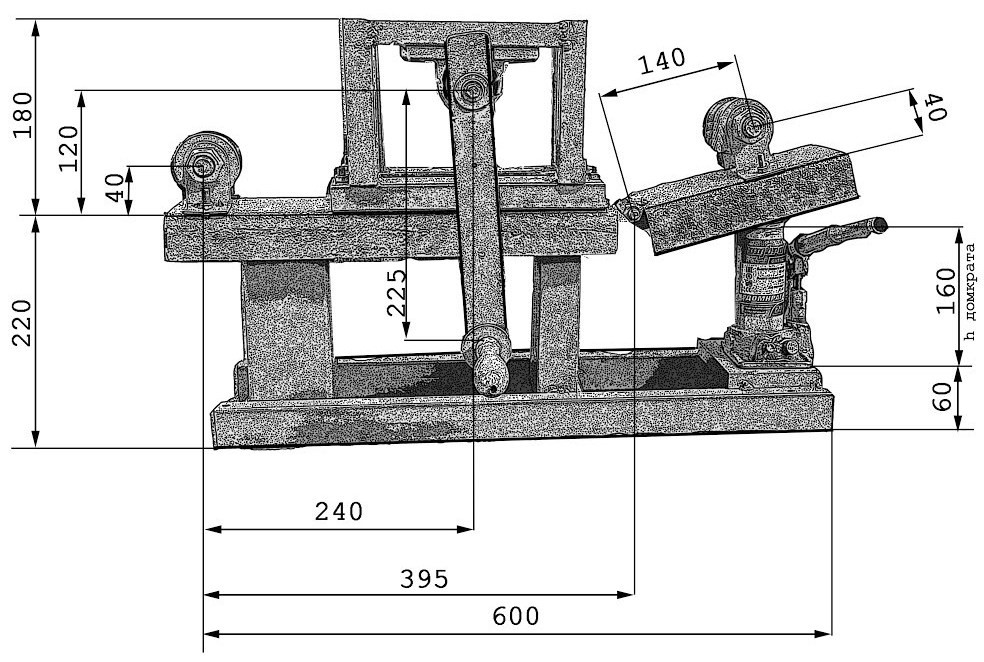
Устройство, приблизительные размеры и некоторые конструктивные особенности вальцового трубогибочного станка с ломающимся столом показаны на рис.:

Устройство и размеры трубогиба с ломающимся столом для профтрубы
Установка ведомых вальцов скользящими в продольных пазах – довольно-таки ценная находка. Расширение диапазона регулировки RИЗГ это, как говорится, еще семечки: раздвигая нижние вальцы несимметрично от верхнего, можно компенсировать асимметрию растекания напряжений. В принципе, потратив массу времени и материала на опыты, можно построить установочную кривую или таблицу для разных RИЗГ, по которой станок настраивается на бездефектную гибку. Правда, возможность изготовления полуарок переменного радиуса при этом, скорее всего, пропадет или существенно сузится. Что, конечно, не есть хорошо.
Примечание: дополнительно об изготовлении вальцового трубогиба с ломающимся столом см. ролик:
Видео: вальцевый трубогиб с ломающимся столом
В заключение
Производство арочных и полуарочных деталей строительных конструкций из профтрубы дело довольно прибыльное и не требующее существенных затрат на старт. Поэтому напоследок см. видео в 2-х частях, как своими руками сделать вальцовый трубогиб уровня, близкого к профессиональному, для изготовления из профильных труб арок для теплиц и хозпостроек, ч. 1:

Необходимость в гнутом профиле возникает довольно часто, особенно если у вас частное домовладение. Строительство теплицы, арок для калитки и ворот, обустройство беседки или навеса для машины – всё это может потребовать от вас арочных конструкций из металла. Тот, кто сталкивался с такой необходимостью, знает, что услуги по формованию металлического профиля стоят недёшево, а плюс ко всему придётся раскошеливаться на доставку нестандартного груза. Насколько проще было бы согнуть трубы по нужной вам дуге самостоятельно! Небольшие станки-профилегибы стоят от 10 000 руб. Не так дорого, но и не даром. А ведь есть вариант сделать такой станок своими руками, причём из материалов, бывших в употреблении. Своим опытом в этом направлении поделился автор YouTube-канала Master Sh. Вы вполне можете собрать такой же станок самостоятельно, если изучите этот материал.
Читайте в статье
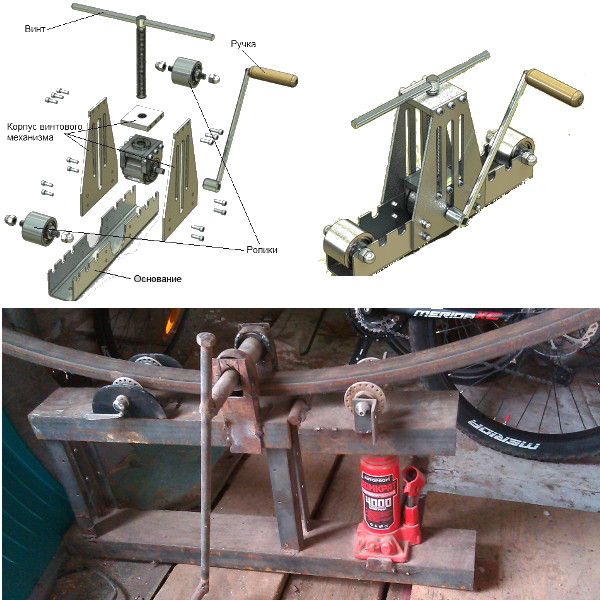
Что потребуется для изготовления трубогиба
Работа с металлическим профилем требует от станка исключительной прочности.





Кроме перечисленных материалов вам потребуется металлическая шпилька с резьбой, гайки, накидной гаечный ключ, 4 куска металлического профиля длиной 20-25 см.
Как собрать ролики для трубогиба
У самодельного станка будет 3 пары роликов: центральная и две боковых. Чтобы вставить подшипник в приготовленные металлические кольца, придётся надрезать и немного разогнуть трубу, а потом плотно забить в него деталь







Последовательная сборка станка-трубогиба
С установкой боковых роликов, в принципе, всё понятно, а вот с центральной частью ещё нужно многое сделать.







При наличии навыков работы со сваркой на всю работу по сборке станка у вас уйдёт от силы день, а прослужит такая конструкция не один десяток лет.
Это не единственный вариант самодельного трубогиба. Вот, к примеру, принципиально иная конструкция, не менее эффективная, судя по отзывам пользователей:
Читайте также: