
Сварка труб трением своими руками
Добавил пользователь Валентин П. Обновлено: 05.10.2024
Изобретённая сравнительно недавно сварка трением, быстро заняла достойное место среди множества иных методов сварки. Сегодня благодаря минимальной энергозатратности, высокому качеству сварочных швов, отсутствию расходных материалов и значительной экономии времени фрикционный метод распространён в атомной энергетике, кораблестроении и машиностроении.
Что это такое?
Технологии и понятийный аппарат метода регламентируются ГОСТ 260184. Указанный процесс стоит несколько особняком от прочих способов сварки, что обусловлено технологическими особенностями способа. Для нагрева соединяемых элементов используется тепловая энергия, выделяемая в ходе трения заготовленных элементов.
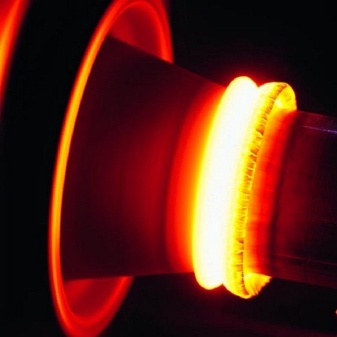
Наиболее актуальным и распространённым здесь является трение вращения, при котором вращается один из свариваемых элементов. В ходе процесса элементы с усилием прижимаются друг к другу, с постепенным ростом силы прижатия. Одновременно с нагревом подвергаются разрушению поверхностные окисные пленки, а также остатки различных загрязнений. Поверхности элементов постепенно плотно притираются между собой, удаляются выступы и неровности, а атомы свариваемых материалов получают доступ к тесному взаимодействию.
При этом контакты на уровне кристаллических структур быстротечны и скоро разрушаются за счет энергичного вращения элементов.
Обсуждаемый способ в значительной мере проще, чем, например, газовый.
Среди особенностей технологии отмечают ряд факторов.
- Возможность качественного соединения неоднородных материалов. При этом нет необходимости применять присадки и более сложное оборудование.
- Возможность создать качественное и плотное соединение элементов из меди, свинца, титана, избегая деформаций деталей.
- Наибольшая продуктивность метода фиксируется при обработке заготовок диаметром 6-100 мм.
- Возможность соединять плохо свариваемые металлы. Например, детали из алюминия и стали.
Метод широко применяется и для соединения предметов из термопластика.
Преимущества и недостатки
У этой уникальной технологии множество преимуществ.
- Высокий уровень производительности. Сварочный цикл длится несколько секунд, иногда минут. Значительно меньше времени уходит и на подготовку операций. Таким образом, обсуждаемая технология выгоднее контактной электросварки.
- Экономия энергии. Нагрев обрабатываемых областей проявляется крайне скоро и в весьма локализованных районах, поэтому энергозатраты в десятки раз меньше, чем в иных технологиях.
- Высококачественные сварные швы. При оптимально выбранном режиме исполнения зона шва и его близлежащие края остаются абсолютно идентичными базовому материалу. Более того, в теле шва не остаётся дефектов (трещинок, инородных проявлений и прочего).
- Качественные и стабильные характеристики швов в партиях финишной продукции сохраняются – окончательные параметры изделий в них отличаются минимально, что предоставляет возможность реализации выборочного контроля, экономя время и средства.
- Не требуется предварительных механических зачисток шовной зоны и около неё, выполняемых в начальной фазе процесса.
- Возможность сваривания неоднородных материалов.
- Экологичность.
- Метод прекрасно поддается автоматизации, что актуально при крупных производственных сериях.

Стоит сказать и о недостатках.
- Применимость способа лежит в небольшой области форм деталей-заготовок. Метод не применяется для соединения удлиненных швов (прямых и кривых), непростых конфигураций, при монтаже стройконструкций, крупных корпусных элементов.
- Громоздкость агрегатов. Агрегаты требуют стационарной установки и электропитания.
- Ограничения в габаритах деталей, длина которых соизмерима с вылетом бабки агрегата, а диаметр — с выносом кулачков патрона.
- Появление возможных радиальных нарушений текстуры в зонах швов и около них. При значительных динамических нагрузках появляются места усталостных напряжений, возникают микротрещины и иные дефекты. Снижается и уровень антикоррозионной устойчивости. Во избежание таких последствий на деталях оставляют грат, на снятие которого уходит некоторое время.
Основными фазами процесса являются:
- удаление оксидных пленок;
- разогрев соединяемых поверхностей до температуры создания и разрушения элементов кристаллических решеток (температура пластичности);
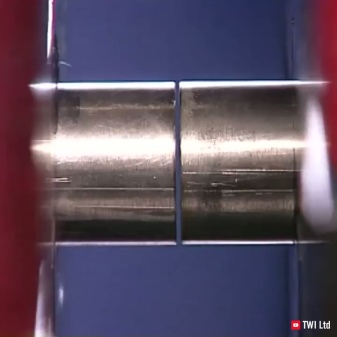
- прекращение вращательного движения, кристаллизация области контакта, формирование сварочного шва.
Обзор видов
На сегодняшний день разработаны и активно реализуются несколько специализированных (по области применения) методов фрикционной сварки, которая бывает:
- перемешивающая;
- радиальная;
- штифтовая;
- линейная;
- ротационная (для сварки тонкого листового металла);
- точечная;
- орбитальная и другие.
Перемешивающий способ
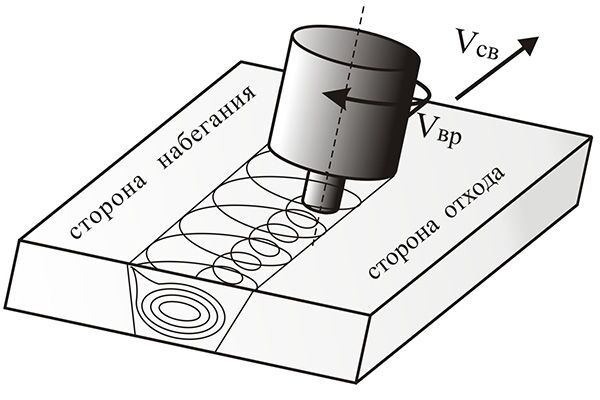
Технология с перемешиванием изобретена и применяется с конца прошедшего века. Суть способа состоит в применении особого штыря с заплечиками, изготовленного из высокопрочного сплава. Нагревая при вращении материал, штырь проходит в него по назначенной траектории. Благодаря его вращению в процесс вовлечены размякшие слои металла, которые перемешиваются. Таким образом достигается однородность структуры и параметров шва.
Радиальная
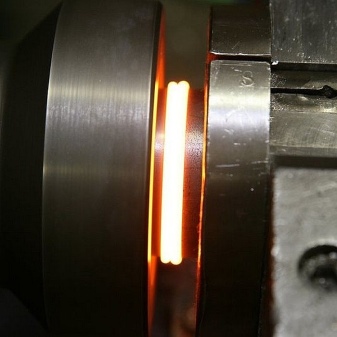
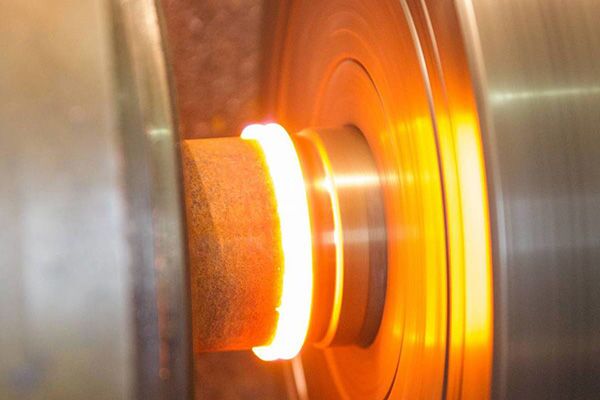
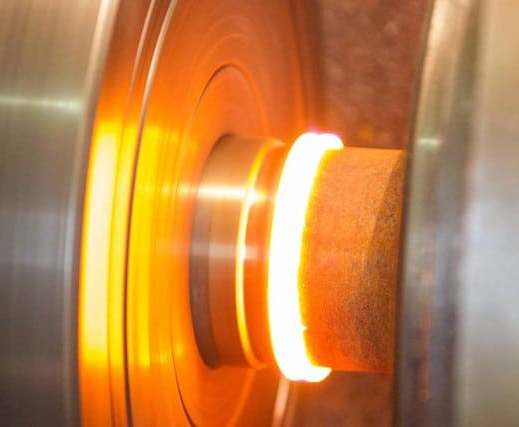
Этот способ используется при монтаже труб. В местах стыковки на них с малым зазором надевают кольцевую конструкцию из металла, которой придают ускоренное вращение. За счет возникающих фрикций появляется интенсивный нагрев торцов свариваемых труб. Кольца производятся из аналогичного трубам сплава.
Штифтовая
Технология штифтового способа используется для осуществления ремонтных работ. В детали для ремонта просверливают отверстие, в которое вводится штифт из подобного сплава. В процессе его вращения возникает значительное количество тепла, которое и обеспечивает процесс соединения. Это уникальный и мобильный способ фрикционной сварки.
Линейная
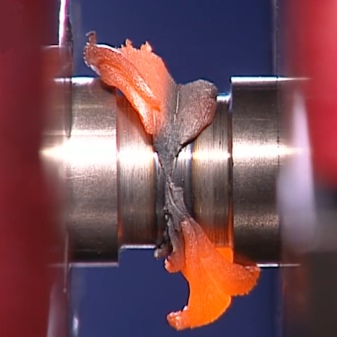
Этот вид сварки производится без вращения – свариваемые элементы, совершая встречные возвратно-поступательные движения, нагреваются. В критический момент движение прекращается, и детали сильно прижимаются друг к другу. Металлические излишки (грат), ставшие пластичными, выдавливаются из сварочной зоны, образуя шов.
Есть технологии, когда оба соединяемых предмета неподвижны, а в зоне шва о них трется особый инструмент.
Оборудование
Комплект сварочного оборудования может состоять из сварочной машины, мини-компьютера с программами заданных режимов, станка для устранения грата, погрузочно-разгрузочных манипуляторов и транспортировочных устройств.
Машины комплектуются рядом рабочих узлов (как на токарном станке): вращающийся привод, фрикционная муфта, шпиндель с ременной передачей, тормоз.
Фрикционный метод сварки предполагает использование и иных конструкций. Например, агрегатов для микро- и прецизионной сварки. В небольших агрегатах шпиндель развивает частоту вращения 80-650 с-1, которая является одним из главных параметров установки. При её повышении сварочный шов становится более однородным, а его прочность увеличивается. Оптимальная скорость вращения подбирается под конкретный металл.

Технология
Основной технологической операцией фрикционной сварки является нагрев соединяемых деталей за счёт сил трения, возникающий главным образом при вращательном движении заготовок.
Эта продуктивная технология широко применяется в машиностроении и прежде всего в инструментальной его сфере. Нередко её применяют и при сборочных работах в атомной энергетике. Популярен метод и при сварке алюминиево-магниевых сплавов в электротехнике и аэрокосмической области, в машиностроении.
Относительно недавно получил он своё развитие в судостроении. Тенденции развития способа тяготеют к вытеснению иных методов сварки в операциях по замене:
- пайки и клепки;
- электросварки;
- восстановительных операций узлов и сложного инструментария;
- в приваривании заготовок к различным, заранее обработанным элементам.
Технология полностью себя оправдывает там, где предъявляются высокие требования к экологичности сварочного цикла. Повышенный уровень энергоэффективности, отсутствие брызг раскалённого металла, неприятных выделений и результатов сгорания, ультрафиолета и низкий уровень пожарной опасности делают метод очень целесообразным.
Подготовка
В ходе проектирования заготовок для последующей сварки важно учитывать ряд факторов:
- возможности сварочного оборудования;
- степень свариваемости материалов;
- закрепление заготовок в сварочной машине;
- стоимость подготовительных мероприятий к сварке заготовок и последующей обработки сварных швов;
- соблюдение необходимой степени соосности и углового размещения заготовок;
- формирование равномерного температурного режима и одинаковых условий деформации;
- правильный выбор припусков по длине и диаметрам заготовок.
Обеспечение требуемой соосности зависит от степени надёжности закрепления деталей в зажимных устройствах агрегата. В этом контексте актуальным параметром становится уровень жёсткости свариваемых элементов по длине их выхода из зажимов. Если длина выхода меньше необходимого размера, то это приводит к температурному отпуску зажимных устройств.
При фрикционной сварке состояние соединяемых поверхностей в наименьшей степени влияет на качество сварных соединений, чем при иных методах сварки давлением. Поверхности для соединения могут быть получены в процессе резки на гильотине, дисковой пилой. Неровности можно устранить, используя притирку, или увеличением времени нагрева.
Небольшие коррозийные участки, остатки покраски, масла и других загрязнений на поверхностях устраняются в ходе нагрева.
Процесс
Начальная фаза процесса включает разрушение и устранение окисных плёнок, что достигается трением. Во второй фазе процесса рабочие кромки разогреваются до пластичного состояния, появления временного контакта. По достижении температуры плавления вращение прекращают, затем увеличивают силу прижатия поверхностей. Далее происходит выдавливание из стыковочного пространства пластичных объёмов металла.
К третьей фазе относят прекращение вращения и формирование сварочного соединения в целом.
Наглядная инструкция сварки трением в видео ниже.
Сварка трением – это разновидность сварки давлением (ГОСТ Р ИСО 4063-2010), при которой расплав соединяемых поверхностей достигается за счет преобразования механической энергии силы трения деталей в тепловую.
Сначала поверхности деталей нагреваются и расплавляются от взаимного трения за счет вращения или возвратно-поступательного движения относительно друг друга, потом детали плотно прижимаются друг к другу с давлением 50-450 МПа, и в месте контакта формируется сварное соединение, проковка которого достигается путем прекращения трения и остывания шва под продолжающимся давлением.
Область применения и виды сварки трением
Сварка трением применяется для следующих операций:
- соединения металлов и сплавов с температурой плавления до 1800 градусов;
- сварки плоских деталей одинаковой толщины под развернутым углом;
- продольной сварки труб;
- изготовления болтов;
- замены пайки мелких деталей с обработанными поверхностями.
Сварка трением подходит для соединения загрязненных деталей, так как не требует их предварительной очистки – окисная пленка и жировой налет снимаются в начале взаимного трения соединяемых поверхностей.
Заготовки из алюминия, титана и магнийсодержащих сплавов хорошо поддаются сварке трением из-за легкоплавкости.
Существуют следующие основные виды сварки трением:
Вид сварки выбирается в зависимости от назначения готового изделия и технологических возможностей производства.

Схема сварки трением
Колебательная сварка
С помощью данной технологии сваривают детали из легкоплавких металлов и сплавов. Одна деталь закрепляется неподвижно, а второй придаются возвратно-поступательные движения с одновременным прижатием к первой детали, в результате чего на стыке деталей металл нагревается, расплавляется и перемешивается, образуя однородное сварное соединение.
Для колебательной сварки потребуется оборудование:
- массивное основание;
- крепления (зажимы, болты);
- двигатель с коленчатым валом;
- гидравлическая установка;
- шлифовальная машинка.
Сначала детали нужно подготовить к сварке – очистить от ржавчины и зашлифовать крупные неровности (окисная пленка снимается трением в процессе сварки).
Далее первая деталь прикрепляется зажимами к основанию, а другая деталь соединяется с коленчатым валом двигателя, при этом амплитуда колебания коленвала должна составлять 0,3-0,7 от длины линии сваривания.
После закрепления деталей включается двигатель с коленвалом, детали разогреваются от трения, устанавливаются в нужное положение и придавливаются друг к другу гидравлической установкой на несколько секунд, после чего давление снижается, шов остывает и обрабатывается от заусенцев.
С перемешиванием
При сварке металлов с перемешиванием обе детали закрепляются неподвижно, а трение для расплава создается вращающимся штырем из тугоплавкого сплава, плавно перемещающимся вдоль линии сварки и перемешивающим горячую поверхность деталей, оставляя однородный шов.
Для сварки с перемешиванием потребуется:
- плоское основание;
- детали и крепления;
- тугоплавкий штырь с заплечиками и электроприводом.
Детали закрепляются неподвижно на основании, соприкасаясь поверхностями, которые нужно сварить. Штырь начинает вращаться со скоростью от 600 об/мин, после чего погружается перпендикулярно линии сваривания между деталями, пока заплечики не коснутся поверхности деталей. Вокруг вращающегося штыря образуется область с расплавленным металлом обеих деталей.
Продолжая вращаться, штырь перемещается вдоль линии сварки, перемешивая металл на стыке деталей. После прохода штыря металл остывает и образуется сварной шов, выровненный сверху заплечиками. В конце линии сварки штырь вынимается из деталей, оставляя отверстие. Деталь остывает, отверстие закрывается заглушкой из материала деталей и шов зачищается.
Радиальная
Радиальная сварка применяется для соединения труб. Шов формируется из внешнего металлического кольца, которое плотно прижимается к вращающимся трубам, расплавляется от трения и перемешивается с металлом труб на их стыке.
Для радиальной сварки потребуются крепления для труб и соединительного кольца и двигатель для вращения деталей. Процесс сварки включает следующие шаги:
- Два отрезка трубы соединяют поперечными разрезами, которые требуется сварить, и закрепляют в двигателе.
- Металлическое кольцо закрепляется на месте будущего сварного шва.
- Трубы начинают вращаться.
- Место соединения труб и кольцо расплавляются.
- Вращение замедляется и формируется сварной шов.
Кольцо должно быть сделано из того же металла, что и трубы. Для радиальной сварки не требуется дополнительного давления на детали, но расходуется металл для шва (кольцо).
Орбитальная
При орбитальной сварке поверхности деталей расплавляются за счет трения от их взаимного вращения, но не вокруг своих осей, а вокруг выбранной смещенной оси, благодаря чему трение происходит более интенсивно и детали разогреваются быстрее.
Технология и процесс сваривания такие же, как при линейной сварке, только вместо движения коленвалом детали сообщается соосное с ротором двигателя вращение.
Данный вид сварки не подходит для труб и иных деталей с полостями внутри линии сваривания.

Схема орбитальной сварки
Инерционная
Инерционная сварка трением – это разновидность радиальной сварки, при которой крутящий момент от двигателя к подвижной детали сообщается не напрямую, а через инерционный маховик, благодаря чему происходит экономия электроэнергии.
Инерционная сварка происходит так:
- Подвижная деталь закрепляется в маховике.
- Двигатель раскручивает маховик и выключается.
- Вращающийся маховик с деталью придвигается к неподвижной детали.
- В месте соприкосновения деталей происходит расплав.
- Вращение по инерции прекращается от трения и формируется сварной шов.
С непрерывным приводом
Непрерывный привод используется в радиальном, инерционном и орбитальном типах сварки. Суть метода в том, что вращение двигателя не тормозится для смены каждой детали, а при использовании маховика он отсоединяется от оси двигателя без его остановки.
Технология сварки с непрерывным приводом определяется конкретным видом сварки и позволяет экономить время на запуск и остановку двигателя. Подходит для конвейерного производства однотипных деталей, но требует механизма для автоматической смены заготовок.
Выбор режима сварки
Каждый из описанных видов сварки имеет несколько режимов, различающихся по скорости вращения подвижных деталей, силе сдавливания заготовок и толщины сварного кольца (для радиальной сварки). Физические параметры режимов определяются технологией конкретного производства и условно все режимы сварки трением можно разделить на три:
Сварка трением на низких скоростях вращения или трения деталей применяется при большой вязкости свариваемых материалов (например, заготовок из меди), а также при риске нарушения структуры волокон детали. Высокие скорости трения применяются при сваривании легкоплавких металлов и сплавов методом перемешивания, а высокое давление вдоль оси вращения – при сварке с помощью непрерывного привода деталей без полостей (сплошных).
Достоинства и недостатки метода
Достоинствами сварки трением являются:
- более низкое энергопотребление по сравнению с другими видами сварки;
- малое количество дефектов (пор, раковин);
- равномерная структура сварного шва;
- возможность точно контролировать процесс;
- малое количество вредных выбросов;
- высокий коэффициент использования металла;
- возможность автоматизации процесса.
- ограниченная применимость;
- громоздкое оборудование;
- ограниченная поверхность соединения.
Применение метода затруднено при сваривании неоднородных деталей разной толщины, кроме того, из-за сложности используемых механизмов сварку трением практически невозможно использовать на выездных работах и при срочном ремонте.

5313
Сварка трением – это разновидность сварки давлением входящей в один из семидесяти способов обработки металла и относится к механическому классу известной классификации.
Технология сварки трением подразумевает нагрев рабочих деталей, происходящий за счёт сил трения, которые возникают при вращении заготовок относительно друг друга.

Процесс сварки трением
Существуют технологические схемы процесса, которые распределяются следующим образом: инерционный процесс, орбитальная технология и радиальная сварка трением.
Область применения ![]()

Она нашла распространение в инструментальном производстве. Она широко используется в машиностроительной области, ядерной энергетике.
Сварка алюминия трением распространена в электротехнической промышленности и производстве сельхоз/техники. Она распространена в автомобильной отрасли, производстве авиационной и космической техники. Перемешивающая сварка трением эффективна в нефтяной и химической отрасли.
Методика расширяет свои границы. Теперь стало возможным использование сварки трением с перемешиванием алюминиевых сплавов в судостроении, вагоностроении и пищевой отрасли.
Практика показывает, что сварка методом трения наиболее эффективна в следующих случаях:
- При её замене плавлением (электродуговым способом) и другими.
- Вместо контактного метода.
- При замене пайки и клёпки, а также разъёмных соединений деталей.
- При необходимости реставрации деталей и инструмента.
- Когда необходимо создать новые рациональные конструкции деталей.
- Метод как нельзя лучше подходит для соединения отдельных деталей с уже готовыми (обработанными) поверхностями.
- Область применения сварки трением включает в себя изготовление деталей из сложных поковок. А также штамповок. Происходит расчленение на простые заготовки для дальнейшего рабочего процесса.
При этом на выходе достигается высокая точность соединения, которая даёт возможность использовать описываемый метод для производства деталей, прошедших участие в механической обработке.
Это, в том числе, касается шлифовки и полировки. Как и в других видах работ есть определённые преимущества и отрицательные моменты, которые необходимо осветить.
Преимущества и недостатки ![]()
К основным преимуществам данного метода относятся:
- высокая производительность;
- энерго/эффективность;
- стабильность и качество соединения на высоком уровне;
- лояльные требования к чистоте поверхности;
- возможность эффективного соединения одноимённых сплавов и разных металлов. Как пример: сталь с алюминием либо медью.
- Возможность проведения работ с использованием программируемых машин с частичным использованием ручного труда или без такового.
Также немаловажно, что в процессе работ не выделяется ультрафиолетовые излучения. В работе нет брызг горячего металла.
Но, есть и ложка дёгтя, как же без неё обойтись! Недостатки сварки трением – это:
- универсальность процесса на низком уровне;
- тяжёлое и громоздкое технологическое оборудование;
- искривление текстурных волокон в рабочей (сварной) зоне.
Радует то, что недостатков гораздо меньше, нежели положительных моментов.
Режимы и процесс сварки ![]()
Первоначальный режим процесса подразумевает разрушение и удаление окисных плёнок. Это достигается силой трения.
Технология сварки методом трения
На втором этапе происходит разогрев рабочих кромок до пластичного состояния. А также появление временного контакта, его разрушения. Выдавливание из стыков пластичных объёмов металла.
К третьему режиму относится окончание вращения и образование цельного сварного соединения.
Сущность рабочего процесса сводится к следующему. Для работы задействуют инструмент, выполненный в виде стержня. Заплечики (бурт) с утолчённой частью и наконечник с выступающими краями. Размеры элементов подбираются исходя из толщины рабочих деталей.
Способы ![]()
Данный вид сварки включает в себя несколько методов, на которых следует остановиться. Давайте рассмотрим виды сварки трением, остановимся на каждом из них. Узнаем, где и каким образом, каждый из них применяется.
Линейная сварка трением использует инструмент цилиндрической формы с наплечниками и выступающим штырём в центре конструкции. Для вращения он опускается в линию соединения рабочих деталей.
Вращаясь, инструмент создаёт прижимное усилие и поступательные движения для создания сварного шва.
Дополнительно он формируется заплечниками. С помощью выдавливания и перемешивания происходит формирование сварного шва.
Линейная сварка трением
Ротационная сварка трением сегодня считается разработанным и распространенным способом. Она активно используется при выпуске холодильного оборудования, производстве паромов, тепловых обменников и электрических силовых агрегатов.
Техника задействована в научных и исследовательских целях, а также в автомобильной отрасли.
Какое оборудование необходимо? ![]()
К процессу подключаются специальные машины. Например, автоматическая установка СТ 110, предназначенная для производства автомобильных выпускных автомобилей.
Машины комплектуются рабочими узлами. Это: вращающийся привод, фрикционная муфта, шпинделя с ремённой передачей тормоз.
Большая часть машин оборудована приводом вращения, в который входит асинхронный электрический силовой агрегат, клиномерная передача с зубчатым ремнём.

Оборудование для сварки трением
Техника безопасности
В процессе работ необходимо соблюдать противопожарную и личную безопасность.
Процесс безопасности включает подготовительный этап и рабочие моменты.
Это проверка рабочей формы и защитных принадлежностей. Освобождение рабочей зоны от посторонних предметов.
Проверка рабочего инструмента и электрических соединений.
Подробно о соблюдении ТБ написано в инструкции по проведению работ.
В интернете достаточно литературы по этому вопросу. Есть обучающие ролики, где показано не только видео сварки трением, рабочих процессов, но и в полном объёме раскрывается тема ТБ.
Важно, чтобы каждый сотрудник перед началом работы прошёл технический и личный инструктаж. Для этого предусмотрен специальный журнал.
Заключение
Существующие процессы и технологии не стоят на месте. Специалисты изучают методы работы и стараются усовершенствовать конечный результат.
Хотя сварка трением считается изученной и понятной, но всё равно научные работники и исследовательские центры хотят расширить её возможности для получения более качественной продукции. Использовать метод, расширив его географию.

США

Россия

Украина

Беларусь

Молдова
Сварка трением берет свое начало в 1956 году, в Советском Союзе. С 60-х годов она начала развиваться в других странах и впоследствии получила широкое признание. Сварка трением представляет собой разновидность сварки давлением, при которой нагрев металла происходит путем трения одной из соединяемых частей изделия.
Окончательное соединение происходит в конце процесса, когда применяется проковочное усилие. Этот вид сварки используется в авиастроении, автомобилестроении.
Сварка металла трением
Сварка металла трением — это уникальный процесс соединения двух металлов, при котором механическая энергия трения или вращения одной из заготовок превращается в тепловую, где генерирование теплоты происходит именно в месте нужного соединения. В процессе нагрева детали прижимаются с постоянным давлением или нарастающим. После необходимого нагрева, расплава металла, соединения путем давления сварка завершается осадкой и резким прекращением вращения.
При сварке металла трением в зоне соединения в результате давления происходит разрушение жировых пленок и окислов, которые мешают прочному соединению.
Сильно разогретый металл, до температуры плавления, при сильном сжатии побуждает атомы металлов врастать друг в друга, что вызывает монолитность изделия. Таким образом, сварка металла трением включает в себя процесс:
- прочное закрепление деталей, при котором одна из них подвижная, а другая нет;
- разогрев металла механическим путем до пластичного состояния, плавления;
- процесс разрушения окислов, жировых пленок, мешающих прочности сварного шва;
- кромки горячего металла устанавливают металлические связи на атомном уровне;
- прекращение вращательных движений, давления, режим застывания деталей.
США
Россия
Украина
Беларусь
Молдова
В 1990-е годы был разработан метод сварки трением металлов с перемешиванием. Этим способом варятся стыковые швы листового цветного металла: алюминия, титана, их сплавов, а также стали. Также свариваются все сплавы с температурой плавления до 1800 0 С, можно соединять разнородные металлы. Для этого используют инструмент в форме стержня с наконечником, который углубляется в свариваемую деталь и проходит по всей необходимой длине свариваемой детали. Инструмент вращается с очень большой скоростью, происходит сильное трение, вызывающее нагрев металла до пластичного состояния. Происходит перемешивание расплавленной массы с вращающимся инструментом и его вытеснение в свободное пространство позади инструмента. В результате такого процесса устанавливаются металлические связи и происходит соединение металлов. По окончании работы инструмент выводят за пределы заготовки. Ключевые критерии сварки трением металлов с перемешиванием:
- скорость сварки;
- частота вращательных движений;
- сила прижимания инструмента, его перемещение, с учетом свариваемого металла, его толщины;
- размеры такого инструмента и угол его наклона.
Достоинства такой сварки:
- не нужна большая мощность;
- локальная зона разогрева, точность разогрева;
- быстрота сварки;
- точность соединения;
- отсутствие брызг.
Сварка трением оборудование
Сварка трением оборудование предназначено для выполнения высокоточной задачи по соединению двух металлов. Одним из передовых станков является ПСТ-80. Он оборудован гидравлическими зажимами, сенсорным экраном для контроля, управления и программирования цикла сварки, гидростанцией и станцией смазки. Может сваривать металл из жаропрочной стали, конструкционной, шов сечения состоит из мелкозернистой структуры. Сварка трением оборудование модели МАСТ-10 предназначена для стыковой сварки черных металлов, цветных, их сплавов. Машина полуавтоматическая, автоматизированные операции, кроме загрузки деталей. Модели ПСТ-12, ПСТ-20, ПСТ-50 замечательно выполняют свою работу сваривания, образуют качественный шов, быстрота работы.

Сварка трением — достойная альтернатива классическим сварочным технологиям, со своими особенностями, областью применения, несомненными плюсами и существенными минусами. Их подробный разбор и рассмотрение видов сварки трением поможет читателю определить, подходит ли она для решения существующих задач.

Что такое сварка трением
Сварка трением, по сути, это способ соединения металлов под давлением при нагреве до точки пластичности за счет фрикционных сил во время взаимного движения заготовок. Детали подвергают трению под большой нагрузкой. Благодаря происходящим в металле внутренним структурным процессам, удается получать прочные соединения без больших энергозатрат. Движение бывает:
- вращательным;
- поступательным;
- возвратно-поступательным (колебательным).
Двигаются обе заготовки одновременно или только одна, вторая жестко закреплена. В отличие от других видов сварки, технология с использованием силы трения применима для сплавов с разными температурами плавления. В процессе соединения металл не расплавляется, а вдавливается, образуя прочный шов.
Принцип сварки трением
Суть технологии состоит в сваривании деталей и заготовок через нагрев трением друг о друга, плавящим металл и образующим соединение частей. Последнее дополнительно обеспечивается давлением на детали и усиливается их немедленной проковкой.
- Детали придавливают друг к другу и создают трение движением одной либо обеих.
- Свариваемые поверхности притираются, разрушая оксидно-жировые пленки и разогреваясь до стадии расплавленности.
- Между поверхностями возникают металлические связи.
- Одновременно с прекращением трения формируется сварное соединение, незамедлительно укрепляющееся проковкой.
В зависимости от вида сварки давление остается постоянным либо постепенно усиливается. Трение чаще прочего создается вращательным движением одной из свариваемых деталей.
Понятие и определение сварки трением
Сварка трением — это технологический процесс изготовления сварного соединения, который происходит за счёт использования тепловой энергии, возникающей на контактных поверхностях соединяемых заготовок, прижатых с усилием друг к другу и при этом, одна из заготовок движется относительно другой.
После прерывания, или полной остановки движения заготовки, сварка трением прекращается приложением усилия проковки.
Как и при других методах сварки давлением, сварное соединение получается в результате совместной пластической деформации соединяемых участков сварных заготовок. Но отличительной особенностью процесса сварки трением является получение тепловой энергии непосредственно в зоне соединения за счёт трансформирования работы, направленной на преодоление сил трения между заготовками. Эти силы возникают при взаимном перемещении трущихся поверхностей свариваемых заготовок.
Видео: сущность сварки трением
Область применения
Чаще всего сварку трением с перемешиванием используют для соединения заготовок из алюминия и его сплавов, что легко объяснить сложностями проработки этих металлов классическими методами, в первую очередь – их склонностью к образованию тугоплавких оксидных пленок. Основными сферами применения технологии стали промышленность, энергетика и транспорт, в частности:
- изготовление автомобилей и их комплектующих;
- производство железнодорожного подвижного состава и элементов инфраструктуры;
- изготовление и ремонт деталей, узлов и агрегатов морских судов;
- авиационная и космическая промышленность;
- тепловая и атомная электроэнергетика.
Этот перечень постоянно пополняется новыми пунктами. Постепенно оборудование для сварки трением с перемешиванием становится доступнее, входит в производственные фонды относительно малых промышленных предприятий.
Преимущества и недостатки
К основным преимуществам данного метода относятся:
- высокая производительность;
- энерго/эффективность;
- стабильность и качество соединения на высоком уровне;
- лояльные требования к чистоте поверхности;
- возможность эффективного соединения одноимённых сплавов и разных металлов. Как пример: сталь с алюминием либо медью.
- Возможность проведения работ с использованием программируемых машин с частичным использованием ручного труда или без такового.
Также немаловажно, что в процессе работ не выделяется ультрафиолетовые излучения. В работе нет брызг горячего металла.
Но, есть и ложка дёгтя, как же без неё обойтись! Недостатки сварки трением – это:
- универсальность процесса на низком уровне;
- тяжёлое и громоздкое технологическое оборудование;
- искривление текстурных волокон в рабочей (сварной) зоне.
Радует то, что недостатков гораздо меньше, нежели положительных моментов.
Режимы и процесс сварки
Первоначальный режим процесса подразумевает разрушение и удаление окисных плёнок. Это достигается силой трения.
Технология сварки методом трения
На втором этапе происходит разогрев рабочих кромок до пластичного состояния. А также появление временного контакта, его разрушения. Выдавливание из стыков пластичных объёмов металла.
К третьему режиму относится окончание вращения и образование цельного сварного соединения.
Сущность рабочего процесса сводится к следующему. Для работы задействуют инструмент, выполненный в виде стержня. Заплечики (бурт) с утолчённой частью и наконечник с выступающими краями. Размеры элементов подбираются исходя из толщины рабочих деталей.
Способы
Данный вид сварки включает в себя несколько методов, на которых следует остановиться. Давайте рассмотрим виды сварки трением, остановимся на каждом из них. Узнаем, где и каким образом, каждый из них применяется.
Линейная сварка трением использует инструмент цилиндрической формы с наплечниками и выступающим штырём в центре конструкции. Для вращения он опускается в линию соединения рабочих деталей.
Вращаясь, инструмент создаёт прижимное усилие и поступательные движения для создания сварного шва.
Дополнительно он формируется заплечниками. С помощью выдавливания и перемешивания происходит формирование сварного шва.
Линейная сварка трением
Ротационная сварка трением сегодня считается разработанным и распространенным способом. Она активно используется при выпуске холодильного оборудования, производстве паромов, тепловых обменников и электрических силовых агрегатов.
Техника задействована в научных и исследовательских целях, а также в автомобильной отрасли.
Какое оборудование необходимо?
К процессу подключаются специальные машины. Например, автоматическая установка СТ 110, предназначенная для производства автомобильных выпускных автомобилей.
Машины комплектуются рабочими узлами. Это: вращающийся привод, фрикционная муфта, шпинделя с ремённой передачей тормоз.
Большая часть машин оборудована приводом вращения, в который входит асинхронный электрический силовой агрегат, клиномерная передача с зубчатым ремнём.
Оборудование для сварки трением
Техника безопасности
В процессе работ необходимо соблюдать противопожарную и личную безопасность.
Процесс безопасности включает подготовительный этап и рабочие моменты.
Это проверка рабочей формы и защитных принадлежностей. Освобождение рабочей зоны от посторонних предметов.
Проверка рабочего инструмента и электрических соединений.
Подробно о соблюдении ТБ написано в инструкции по проведению работ.
В интернете достаточно литературы по этому вопросу. Есть обучающие ролики, где показано не только видео сварки трением, рабочих процессов, но и в полном объёме раскрывается тема ТБ.
Важно, чтобы каждый сотрудник перед началом работы прошёл технический и личный инструктаж. Для этого предусмотрен специальный журнал.
Заключение
Существующие процессы и технологии не стоят на месте. Специалисты изучают методы работы и стараются усовершенствовать конечный результат.
Хотя сварка трением считается изученной и понятной, но всё равно научные работники и исследовательские центры хотят расширить её возможности для получения более качественной продукции. Использовать метод, расширив его географию.
Последовательность выполнения сварки
Сварка трением производится на специальном оборудовании. Его настройку выполняют в зависимости от габаритных размеров и теплофизических характеристик свариваемых деталей. При настройке устанавливается:
- Значение рабочего давления, при котором происходит оптимальный разогрев стыкуемых изделий.
- Время основных стадий процесса.
- Расчетное усилие на исполнительном прижимающем механизме.
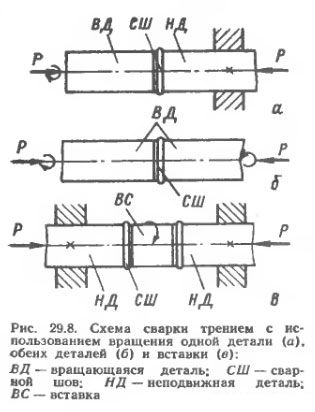
Кинематика процесса такова. Соединяемые детали подводятся друг к другу, после чего включается привод их вращения в противоположных направлениях.

Станок для сварки трением
По мере разогрева поверхностей последовательно наступают две стадии соединения: нагрева, при котором увеличивается пластичность металла, и осадки, в течение которой происходит деформирующее сжатие, вплоть до сплошного оплавления кромок и получения неразъемного соединения.
Суммарное усилие машины для сварки трением учитывает удельные нагрузки от обеих стадий, а также размеры площади поперечного сечения соединяемых заготовок.
Сам процесс сварки трением происходит так. Заготовку устанавливают в шпиндель станка, либо в подвижный суппорт (все зависит от вида стали, например, заготовки из быстрорежущих стали, теплофизические параметры которых выше, устанавливают именно в шпиндель, угловая скорость вращения которого выше). Установку полуфабриката производят таким образом, чтобы вылет заготовки на несколько миллиметров превышал уровень осадки. Для быстрорежущих сталей вылет принимают на 3-5 мм больше, чем для изделий из конструкционных или нелегированных сталей. Для ограничения и контроля величины вылета используются регулируемые упоры.
В процессе осадки происходит неконтролируемое увеличение поперечного сечения заготовок, поэтому заготовки размещают в специальной закрытой матрице из материала с более высокими показателями теплостойкости (например, из сталей типа 5ХНМ, которые применяют для изготовления штампов горячей объемной штамповки). Применение матрицы исключает появление сварочного грата, а также обеспечивает более равномерный прогрев заготовок, поскольку в этом случае генерируется два встречных тепловых поля.
Особенности процесса сварки
Возможности этой технологии позволяют производить сварку трением алюминия без использования присадочного материала и защитных газов. Она обеспечивает полный провар металлов толщиной в пределах 3 см без риска возникновения внутренних пустот с порами. Хорошие прочностные характеристики при незначительных деформациях достижимы даже в особых случаях соединений алюминиевых сплавов, когда прочие технологии их соединения не гарантируют успеха. Эффективна данная технология также для сваривания сплавов свинца, меди, магния и даже титана.

Радиальная технология нашла применение в обработке сваркой трением пластмасс и длинномерных изделий. К примеру, она незаменима в устройстве трубопроводов, когда требуется сварка труб с неповоротными стыками. В этом случае необходимо, чтобы обе части сохраняли неподвижное положение. Поэтому их нагрев осуществляется с помощью вращения особой вставки в зазор между ними, которую удаляют непосредственно перед проковкой.
В процессе вибрационной или линейной сварки трением одна из соединяемых заготовок остается неподвижной, а вторая совершает поперечные колебательные движения. Данный способ эффективен для соединения изделий с прямоугольным сечением. Одной из его разновидностей является схема наплавки вибротрением. Она предусматривает совершение прутком поступательных колебательных движений в направлении, перпендикулярном оси перемещения обрабатываемой заготовки.

Сварка трением с перемешиванием производится с помощью перемещающегося инструмента. В ходе такого процесса соединяемые листы или детали неподвижно скрепляются. Зазор при этом должен быть минимальным. При введении в него вращающегося инструмента с последующим его передвижением вдоль линии шва осуществляется нагрев поверхностного слоя металла. От вращения инструмента торцы заготовок плавятся, их металл перемешивается и образует соединение.

Применяемое оборудование
Для сваривания используют металлорежущие станки, но они не подходят для длительного применения, быстро выходят из строя. Специальные машины с блоком управления созданы по одному принципу: силовой привод подводится к двигающимся механизмам. Для фиксации свариваемых заготовок предусмотрены зажимные устройства, двигающие механизмы. Работает оборудование в автоматическом или полуавтоматическом режиме (укладка заготовок, выемка готовых изделий производится в ручном режиме). Машины бывают универсальными и под определенную технологию. На некоторых устройствах предусмотрена предварительная подготовка свариваемых поверхностей, заточка и выравнивание кромок.
Как происходит процесс сварки
Соединение заготовок трением с перемешиванием не требует выполнения каких-либо предварительных операций, в том числе кромкования. Даже очистка и удаление поверхностных пленок осуществляются непосредственно рабочим органом установки. После закрепления заготовок на опорном столе выполняется следующая последовательность действий:
- Вращающийся стержень, играющий роль сварочного инструмента, погружается наконечником в стык свариваемых заготовок. Силы трения, вызванные высокой скоростью вращения, раскаляют металл до пластичного состояния.
- Утолщенная часть вращающегося стержня, называемая буртом или заплечником, упирается в металл, ограничивая заглубление и предотвращая растекание сварочной ванны. Продолжая вращаться, наконечник перемешивает частицы металла.
- Одновременно с вращением инструмент начинает линейное движение, продвигаясь вдоль шва и формируя единую сварочную ванну с равномерно распределенным веществом. Бурт давит на ванну, уплотняя материал и придавая зоне пластичного течения направленную форму.
- По мере отдаления наконечника ванна начинает остывать. Проработав шов, то есть завершив линейное движение, инструмент извлекается. В конечной точке обычно остается небольшое отверстие от наконечника.
Обычно ось инструмента слегка наклонена вперед по ходу движения, что облегчает процесс. Стандартный угол уклона – 1,5-4,5°.
Если угол избыточен, бурт не будет полностью касаться поверхности металла, что, в свою очередь, способно вызвать тоннельный дефект.
Заключение
Мы рассмотрели такой процесс, как сварка трением. Как видите, этот сварочный процесс отличается от прочих, и имеет массу преимуществ. Однако он достаточно специфичен и подходит не для всех задач. Тем не менее, во многих случаях его использование оправдано.
Кол-во блоков: 16 | Общее кол-во символов: 19521
Количество использованных доноров: 8
Информация по каждому донору:
Читайте также: