
Сварка пвх труб своими руками
Добавил пользователь Алексей Ф. Обновлено: 11.09.2024
Детали нагреваются до 260 °C и связываются так сильно, что место соединения оказывается прочнее, чем сама труба.
1. Приготовьте материалы и инструменты
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.
2. Составьте схему трубопровода
Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
4. Сделайте разметку
Пока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
Как видите, глубина пайки зависит от диаметра труб и фитингов.
YouTube‑канал FV Miano
Чтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
Например, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.
Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
YouTube‑канал FV Miano
Подержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий. Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
9. Проверьте соединение
Определить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
Инженер-механик, хорошо разбираюсь в технике и технологиях. Более 10 лет пользуюсь Mac и iPhone, знаю всё об экосистеме и продуктах Apple. Не только пишу, но и умею и люблю работать руками. 3 года трудился автослесарем, машину чиню только сам. Спроектировал и с нуля построил дом своими руками, накопив по ходу немало опыта. Обожаю олдскульные видеоигры и комиксы, играю на гитаре.
Инструменты для сварки ПП-труб

Ножницы-секатор для полипропиленовых труб. Фото автора
Вернемся к вопросу сварки ПП-труб. Обратите внимание, что все характеристики полипропиленовой трубы написаны прямо на ней.
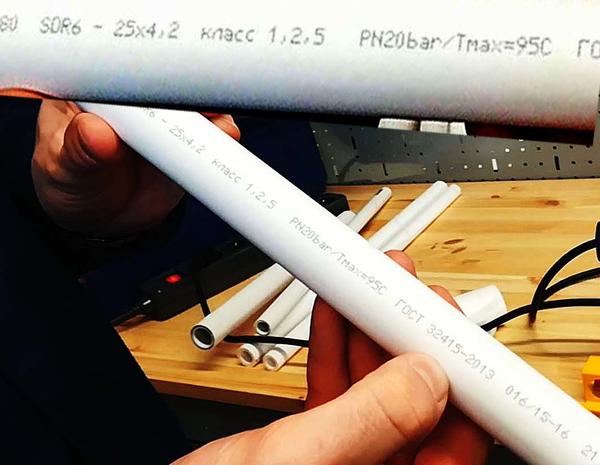
Расшифровка маркировки: диаметр трубы — 25 мм, толщина — 4,2 мм, давление, температура… Фото автора
Если максимальная температура на трубе +95°С, эта труба — для отопления, +20°С — для водопровода.

Сварка полипропиленовых труб получила широкое распространение. Трубный прокат из пластика из-за невысокой стоимости и простоты установки прочно занял позиции лидера при монтаже водопроводных и тепловых коммуникаций.
Эти конструкции не такие прочные, как аналоги из металла, тем не менее, большинство отдает предпочтение именно пластику. Немаловажную, а иногда и решающую роль при выборе играет простота и скорость монтажа. А метод пайки при соединении полипропиленовых (ПП) элементов магистрали дает возможность соорудить надежную и прочную конструкцию за считанные минуты.
Как правильно паять полипропиленовый трубопрокат — общие понятия
С первого взгляда этот процесс кажется очень простым. Разогревают элементы, соединяют их, и скрепляют. Но, практика доказала, что в таких действиях существует множество нюансов, пренебрежение которыми приведет к некачественному результату, то есть к плохо работающей магистрали, и начинающим мастерам нужно внимательно отнестись к определенным моментам.
Главная проблема заключается в том, что плохо проделанную работу можно определить только через определённое время функционирования магистрали. Поэтому, так важно, выполняя пайку своими руками, следовать определенным правилам.
Сварка полипропиленовых труб и фитингов основана на методе термополифузии. Его суть заключается в разогреве свариваемых элементов, и быстрой их состыковки. Для соединения нам понадобиться специальный аппарат, именуемый паяльником.
Как происходит процесс сваривания
Диффузионная сварка полипропилена подразумевает состыковку двух разогретых частей. Эти детали в последствие соединяются. В результате происходит взаимопроникновение материалов (так называемая диффузия) на месте стыка.
Сварочник при работе позволяет четко контролировать температуру нагрева. Для стыка рекомендуют брать элементы из одинакового материала.
Смотреть видео урок для начинающих — как паять полипропиленовые трубы
Физические и химические показатели сварного стыка, которые демонстрирует полипропилен, такие же, как у основного трубного материала. Поэтому система, соединяемая таким методом, будет функционировать надежно и долго.
Есть несколько способов сварки, которые подбирают в соответствии с размерами монтируемой системы. Это: стыковой, раструбный и спаивание седел.
Необходимый инструмент

Выполнять сварку полипропиленовых труб своими руками этим приспособлением не сложно, и под силу каждому начинающему мастеру. Стоимость инструментов этой линейки составляет от восьми до четырнадцати тысяч рублей. Но, для разовой работы покупать такой аппарат не рекомендуют. Это экономически не оправдано. Лучше взять его в аренду в любой монтажной компании.
Аппарат для сварки пластиковых труб зачастую продают совместно с насадками разного диаметра, (чтобы была возможность состыковывать трубы различных сечений) покрытых тефлоном. Так же для работы нам понадобиться следующий инструмент.
- Резак для трубного сортамента. Этот инструмент тоже дополняет комплектацию описываемого устройства.
- Шейвер. Это приспособление предназначено для армирующей прослойки на усиленных трубных изделиях.
- Линейка.
- Средства, которыми выполняют обезжиривание.
- Фитинги.
- Хорошо подточенный нож.
- Маркер и ветошь.
- Напильник.
Подготовительные работы
Просмотрев на видео несложную технологию пайки враструб, можно начинать практические мероприятия. На начальном этапе работы, рекомендуют визуально проверить трубные материалы на предмет присутствия дефектов или повреждений.
Если все в порядке, то сечение трубного сортамента нужно сверить с диаметром фитингов. Они должны точно отвечать друг другу.

Затем трубопрокат необходимо нарезать по нужным размерам. Разрез трубных изделий выполнять следует строго перпендикулярно. На армированных видах посредством шейвера зачищают поверхности. Далее с армированным материалом работают так же, как и с не армированным.
После разреза заготовки места будущего стыка нужно обработать, и избавиться от заусениц. Это можно сделать ножом.
Обезжиривание торцов свариваемых элементов
К сожалению, это требование многие начинающие специалисты игнорируют. Да стык можно сделать и без этой процедуры. Но, профессионалы предупреждают, что его качество будет меньшим в разы.
До начала сварки полипропиленовых труб своими руками нужно протереть изнутри фитинг и трубную заготовку снаружи. При этом удаляются абразивные образования и пыль, а эти вещества портят покрытие насадок сварного оборудования.
Таким же образом обрабатывают сами насадки. Но, перед процедурой сварки полипропиленовых труб их осматривают на наличие остатков расплавленного пластика. Если таковой присутствует, то его немедленно надо удалить.
Производим разметку глубины посадки трубного изделия
Это тоже очень важный момент для начинающих – умение правильно разметить глубину посадки трубного изделия в фитинг. Фасонные элементы разного диаметра имеют неодинаковое углубление сварного стыка. По этой причине сварка может выполняться только после измерения этого габарита линейкой или штангенциркулем.
Смотреть видео урок для начинающих сварщиков — как правильно паять
Разметка деталей для сварки полипропиленовых труб является хлопотной задачей. Но, есть способ существенно сэкономить нервы и время. Например, для трубного сортамента с внешним диаметром на 20 мм из куска патрубка на 32 мм вырезают кольцо шириной в 15 мм. Его можно использовать для определения точного габарита посадки.
Как долго греть

Перед тем, как приступать к сварке пластиковых магистралей, сварочник нужно расположить в удобном месте и прочно укрепить. Затем можно установить насадки. Только теперь оборудование можно подключать к питанию. Далее аппарат должен нагреться. На это понадобиться приблизительно минут десять.
Когда набирается нужная температура, на агрегате должен потухнуть индикатор. Он, таким образом, сигнализирует, что устройство готово к работе.
Для горячего аппарата рекомендуют обустроить подставку, потому, что руки мастера должны быть свободными для скрепления прогретых деталей.
Как паять — описание технологии процесса для начинающих
Как сварить полипропиленовые трубы наглядно демонстрирует предоставленное видео. В нем вся технология процесса объясняется очень детально. Просмотренный перед работой урок, даст возможность быстрее понять, что представляет собой технология сварки полипропиленовых труб, и показывает, как она используется на практике.
Так же видео подробно освещает каждый этап действий, и то, как нужно сварить конструкцию правильно. Материал, который оно излагает, следует изучить очень внимательно, это станет залогом того, что дальнейшие самостоятельные действия не вызовут никаких затруднений.
Видео инструкция полностью подтверждает, что пользоваться сварочником совсем не сложно. Но, начинающий зритель заметит, что все действия подчиняются определенным правилам.
Обязательно смотреть начинающим мастерам видео урок как правильно паять.
Для горячего аппарата рекомендуют обустроить подставку, потому, что руки начинающего мастера должны быть свободными. Иначе сварить конструкцию будет невозможно.
На регуляторе выставляют температуру в +260 градусов по Цельсию. Этот показатель называют оптимальным для плавления полипропиленовых изделий. Так же он безопасен для тефлонового покрытия насадок. Регулятор на устройстве может отсутствовать.
Это совсем не означает, что такой сварочный агрегат не пригоден для того, чтобы хорошо соединить пластик. Это бывает по той причине, что другая температура для прогрева пластиковых материалов, кроме указанной нормы не используется. Поэтому делать большой акцент на этом вопросе не стоит.
После этого начинают производить своими руками саму пайку. Фитинг и труба одновременно одевается на насадки. Вставлять заготовку и фитинговый элемент необходимо с заметным усилием. Это продиктовано тем, что каждая насадка на нагревательном устройстве производится в форме конуса с уклоном в пять градусов.
Номинальному показателю соответствует только внутренний диаметр поверхности. Трубную заготовку нужно вставлять до упора, но ее нельзя придавливать далее. Сильное продавливание в данной ситуации может закончиться образованием внутреннего утолщения.
Самостоятельная сварка полипропиленовых труб подразумевает быстрое скрепление подогретых деталей из полипропилена. Так же важно помнить, что проворачивать или сдвигать созданную конструкцию нельзя до полного остывания.
Температурные нормы
Сварка полипропиленовых труб, как уже было указано, должна выполняться по существующим правилам. Все нужно выполнять не спеша и правильно. Все это относиться и к температуре. При обустройстве трубопровода очень важно, чтобы была выдержана не только температура сварки полипропиленовых труб, но и время.
К каждому сварочнику прилагается инструкция, где есть все необходимые нормы времени и температуры для изделий из разных материалов. Нарушение этих рекомендаций приведет к уменьшения внутреннего диаметра и сниженной циркуляции воды в системе.
Так же начинающим специалисты говорят, что важно не только просто выбрать температуру в 265 градусов. При работе следует обратить внимание на следующие дополнительные нюансы:
- Диаметр, который имеет трубная система.
- Температуру окружения.
- Длительность прогрева.
Температуре наружного воздуха уделяют особое внимание. При монтажных действиях не избежать небольших перерывов, которые образуются при снятии прогретых деталей и их муфтовой состыковки.
Чтобы избежать эффекта быстрого остывания при низкой температуре, конструкцию из полипропилена прогревают немного дольше. Рекомендуемый временной промежуток при этом составляет приблизительно три секунды. Но, в каждом случае это решается индивидуально.
Решая вопрос температурных норм, необходимо принять во внимание диаметры скрепляемых частей. Это так же влияет на продолжительность и градус прогрева.
Значительно облегчить данную работу можно, если воспользоваться специальными таблицами. Их можно найти в инструкции к паяльникам, или на нашем сайте.

Как грамотно паять — важные нюансы пайки
Если действовать по установленным правилам, то сваривать полипропиленовые трубы и фитинги не сложно. Даже малоопытный и начинающий мастер может легко сконструировать водопровод или отопление из пластика.
Перед тем, как варить своими руками ПП сеть, лучше договориться с кем-нибудь из своих знакомых о помощи. Паять удобнее, когда один человек держит сварочник, а второй состыкует прогретые детали.
Трубопроводные системы из пластика получили широкое применение для водообеспечения в квартирах и усадебных домах. При соединении отдельных частей применяется сварка полипропиленовых труб. Как это выполняется, и какие инструменты при этом используются, рассмотрим далее.

Что такое сварка труб из полипропилена
Сваркой называют процесс нагревания краев деталей до высокой температуры, плотное их прижатие, выдерживания в течение 4-10 секунд и дальнейшего охлаждения. В результате получается герметичный стык, так как детали соединяются на уровне молекул.
Сварка труб из полипропилена осуществляется за счет диффузии материала соседних элементов, при остывании запускается процесс реполимеризации, и детали становятся единым предметом. Температура нагрева зависит от толщины стенок труб, их диаметра, материала армированного слоя.

Руководство по правильной пайке труб из полипропилена
Для устройства внутренних сетей водоснабжения и отопления в усадебном доме или квартире используют трубопроводы из пластика. Для объединения отдельных участков в единую систему предназначена пайка…
Специфика сварки
Возможность сварки полипропилена обусловлена его пластичностью при нагреве. Нагревая детали на определенную глубину и соединяя их, мы получаем герметичный шов в местах их соприкосновения. Для сварки используют сварочные аппараты. Они простые в использовании, не требуют особых навыков в работе. Их можно применять в жилом помещении, обеспечив его проветривание.

Полипропиленовые трубы подходят для водопровода, проложенного открытым способом. Они имеют красивый внешний вид, не искажают интерьер помещения. Для бытовых нужд применяют изделия диаметрами 20, 25, 32, 40 мм. В основном предназначены для прокачки холодной воды, вариант с армированными стенками подходит для горячего водоснабжения.
Маркировка имеет следующий вид:
- PN10 подходят для прокачки воды температурой 45 0С под давлением 10 атм.
- PN16 используются в системах, где температура жидкости 60 0С и давление 16 атм. Это водопровод холодной воды.
- Трубы марки PN20 допускают пропуск жидкости под давлением 20 атм с температурой 95 0С. Это отопление и горячий водопровод, подогрев полов.
- PN25 — изделия, подвергаемые давлению 25 атм и температуре 95 0С. Применяются в системах подачи горячей воды и отопления, магистральных трубопроводах.
На месте поворота или разветвления полипропиленового трубопровода устанавливают фитинги, так как его невозможно изгибать.
- переходники;
- отводы, имеющие различные углы поворота;
- муфты с резьбой и без нее;
- крестовины, тройники, заглушки;
- краны, вентили, хомуты.
Выбирая фитинги нужно учитывать следующие характеристики – внутренний диаметр и толщину стенок. Значения должны совпадать с параметрами присоединяемых труб.
Способы соединения труб
Образование единой системы трубопроводов из отдельных элементов выполняют несколькими способами. Это может быть сварка пропиленовых труб способом нагрева, соединение компрессионными фитингами, холодная сварка.

Наиболее простой способ – соединение с помощью трубопроводной арматуры. Для этого достаточно обжимного ключа. Недостатком данного способа является высокая стоимость фитингов. Надежнее применять элементы из нержавеющей стали, меди или латунные. Это недешевые детали.
Один из способов соединения пластиковых деталей – склеивание с помощью специальных клеевых составов. Их применение позволяет осуществить монтаж полипропиленовых трубопроводов быстро и при малых материальных затратах.
О способе сварки полипропиленовых труб своими руками для начинающих мы расскажем подробно в следующих главах.
Инструмент и приспособления
Для сварки пластиковых труб используют сварочный аппарат и некоторые другие приспособления. Расскажем подробнее об этом.
Труборез
Первой операцией перед сваркой является отрезание элемента нужного размера. Простейших вариант — отрезать с помощью специальных ножниц. Однако, ножницы не образуют ровного среза и могут сплющить трубу. Допустимо использовать ножовку по металлу с мелкими зубьями. Наилучшим будет применение циркулярного трубореза.
Торцеватель
Необходим для получения фаски и снятия внутреннего слоя фольги в армированных многослойных трубах. Под воздействием высоких температур и давления может происходить расслаивание пластика, для чего фольга и удаляется. Еще одно назначение торцевателя – снятие заусениц, образующихся в процессе резки.
Сварочный аппарат
Это самый важный инструмент для сварки. В личных целях подойдет простейшее устройство с мечевидными нагревателями, мощность которого 1 кВт. Аппарат оснащен раструбными насадками разного диаметра, которые можно менять. С его помощью сваривают диаметры труб до 63 мм, что для домашнего водопровода и отопления вполне достаточно.
При проведении сварочных работ понадобится расходный материал. Это карандаш и линейка, чтобы отметить нужное расстояние при сварке с фитингами. Место соединения необходимо обезжирить и очистить от грязи.
Для этого используют специальные спиртовые салфетки, можно просто ветошь, смоченную спиртом.
Виды сварки пластиковых труб
Различают несколько видов сварки полипропиленовых труб, а именно:
- диффузная;
- враструб;
- стыковая.
Диффузная сварка выполняется нагреванием деталей и дальнейшим их плотным соединением. В результате происходит диффузия (взаимное перемешивание) крайних нагретых слоев, которые при охлаждении образуют единую деталь.
Сварка враструб — наиболее часто применяемый способ для соединения трубопроводов в квартирах и домах, так как подходит для стыковки труб малого диаметра. Для нее используются фитинги без резьбы, которые надеваются на трубу. Они обеспечивают соединение элементов трубопровода, а так же его поворот и разветвление. Соединяемые детали предварительно нагреваются, а затем соединяются. Прочность соединение приобретает после их охлаждения.

Подробная таблица размеров трубных резьб с дюймами и мм
Стыковка отдельных элементов трубопроводной арматуры водопроводов и газовых линий производится резьбовым соединением. Такой стык обеспечивает прочный и надежный узел, гарантирующий долговечность и…
Сварка встык заключается в нагреве торцов труб сварочным зеркалом до расплавления, плотном соединении их под нажимом до полного остывания.
Технология процесса простая, но требует дополнительного приспособления для сжатия элементов и соблюдения их соосности, что ограничивает использование метода.
Подготовительные работы
Прежде, чем начать сварку ПП труб, следует подготовить отрезки требуемой длины, обработать их края, очистить материал от грязи и жирного налета. Нанести отметку глубины вхождения трубы в фитинг.
Разрезание труб перед свариванием
Какой инструмент для этого используют, описывалось в предыдущих главах. Важно, чтобы срез был перпендикулярным к оси трубы, острые края исключены нанесением фаски, что обеспечит удобную вставку ее в полость фитинга. Необходимо удалить заусеницы и стружку, образованную при резке.
Обезжириваем область сварки
Поверхность места сварки должна быть очищена от химических и механических загрязнений. Грязь удаляют ветошью. Для обезжиривания применяют изопропиловый спирт. Растворители, бензин, керосин использовать нельзя, они разрушают пластик.
Сваривание своими руками
Чтобы не отвлекаться от монтажа трубопровода, необходимо предварительно рассчитать нужное количество труб, фитингов, крепежных элементов. Для этого составляют схему, где указывают повороты, ответвления, точки подключения приборов водопотребления.

Процесс сварки начинают с установки на сварочный аппарат двухсторонних насадок. Одна ее сторона имеет внутренний диаметр, как наружный диаметру трубы, а у другой диаметр равен внутреннему размеру фитинга. Подключаем агрегат к электрической сети, дожидаясь, пока температура не достигнет 260 0С. Это температура размягчения полипропилена. Устройство имеет регулятор, который сигнализирует о нагреве до нужной температуры.
Сварка элементов трубопровода
Нагретые насадки сначала вставляют в фитинг, что бы расплавить его внутреннюю часть. Затем надевают на трубу, оплавляя ее снаружи. Выдержав нужное время, детали снимают и соединяют. Труба вставляется в фитинг на глубину, отмеченную на ней ранее. Детали не прокручивают, чтобы не нарушить стык. Шов застывает в течение 30 секунд.

Температура и время нагрева зависят от диаметра трубы и мощности сварочного аппарата. При выполнении работы следует руководствоваться данными таблицы 1.
| Длина участка сварки, мм | Диаметр трубы, мм | Время нагрева, сек | Продолжительность стыкования, сек | Время остывания, сек |
| 14,0 | 20,0 | 6 | 4 | 2 |
| 16,0 | 25,0 | 7 | 4 | 2 |
| 18,0 | 32,0 | 8 | 6 | 4 |
| 20,0 | 40,0 | 12 | 6 | 4 |
| 23,0 | 50,0 | 18 | 6 | 4 |
| 26,0 | 63,0 | 24 | 8 | 6 |
При работе нужно помнить, что излишний нагрев пластика образует слабый стык, который разрушится при эксплуатации. Недостаточное нагревание деталей приводит к негерметичному соединению и просачиванию воды.
Сварка труб в неудобном месте
Иногда возникает необходимость сварки в существующем трубопроводе, расположенном в труднодоступных местах. Сварку выполняют малогабаритным ручным аппаратом, с его помощью нагревают отрезки трубы на несколько градусов выше необходимой температуры. Далее прогревают соединительные элементы и быстро стыкуют с трубой. Температура ее за это время снизится до нормы.
Холодная сварка полипропилена
Холодная сварка – это соединение элементов клеем и эпоксидной смолой. Используют клей LN-915 и его модификации. Состав наносят равномерно на стыки, соединяют элементы, выдерживают 3 минуты, удаляют излишки клеевой массы. Трубопровод укладывают на ровную поверхность, оставляют на 6 часов для высыхания. Таким способом присоединяют и фитинги. Проверку соединения на герметичность проводят через сутки. Клеевое соединение используют только в трубопроводах холодной воды.
Типичные ошибки
Среди ошибок, возникающих при сварке, выделяем наиболее частые:
Избежать ошибок можно, если учесть рекомендации специалистов, соблюдать требования по выполнению работ, не нарушать технологию сварочного процесса.
Если раньше вы этого не делали, на первый этап можно пригласить сантехника и присмотреться к его действиям.
Монтаж пластиковых труб можно выполнить своими руками с помощью простого сварочного оборудования для раструбной диффузной сварки. Рассказываем, как.


Фото: Андрей Дачник
Полипропиленовые трубы широко используются в настоящее время для прокладки водопроводов и трубопроводов систем отопления в частных домах.

При нагреве ППР-труб и фитингов на раструбах сварочного аппарата происходит локальная деполимеризация полипропилена, а при тугом совмещении поверхностей свариваемых труб и их остывании происходит взаимная диффузия материала и реполимеризация. Таким образом, при соблюдении всех тонкостей сварочной технологии свариваемые поверхности труб и фитингов становятся одним целым.



Оборудование для диффузной раструбной сварки полипропиленовых труб
Для работы вам понадобится:
- Труборез. Самый распространённый вариант ― это ножницы для резки труб. Однако такой труборез не гарантирует ровный рез и частично может деформировать трубу. Более ровный рез достигается при использовании циркулярного трубореза для пластиковых труб. При отсутствии специального режущего инструмента можно использовать ножовку с мелким зубом и стусло.
- Торцеватель. При использовании армированных металлической фольгой труб в системах отопления и горячего водоснабжения для предупреждения расслаивания стенок труб при гидроударах при высоких температурах рекомендуется удалять слой внутреннего фольгирования на протяжении до 2 мм. Также торцеватель позволяет получить ровную фаску среза и удалить возможные заусенцы.
- Линейка и карандаш. На трубе необходимо отмерить и отметить рекомендуемую глубину сварки. Если не соблюдать нормы заглубления труб в фитинги при сварке, внутри могут образовываться валики из полипропилена, сужающие просвет труб. Также отметки на трубе и фитингах пригодятся для сварки труб в определенном взаимном положении.
- Спиртовые салфетки. Место сварки полипропиленовой трубы должно быть тщательно обеспылено и обезжирено для предупреждения образования капиллярных ходов в толще свариваемого материала.
- Сварочный аппарат со сменными раструбными насадками (муфты-дорны). Для большинства случаев подойдёт обычный и недорогой сварочный аппарат с нагревательным элементом мечевидной формы с мощностью до 1 кВт. Такой аппарат может обеспечить сварку труб диаметром до 63 мм. Профессиональные сварочные аппараты отличаются большей мощностью, точностью регулировки температуры. Также профессиональные аппараты позволяют одновременно нагревать две пары раструбов разного диаметра, чтобы не терять время на их замену при сварке труб разного диаметра. Для сварки ППР-труб в труднодоступных местах существуют сварочные аппараты с тонким круглым нагревательным элементом, который может быть расположен как прямо, так и под углом 90 градусов. Раструбы для таких сварочных аппаратов выполнены как единое целое с отверстием для нагревательного элемента между муфтой и дорном. При выборе сварочного аппарата важно обратить внимание, чтобы раструбы в комплекте были покрыты тефлоновым антипригарным покрытием (обозначается как PTFE) для предупреждения налипания пластика на раструбы. В бытовом использовании достаточно двух световых индикаторов нагрева: красного (индикатор работы) и зелёного (индикатор достижения установленной температуры). Рукоятка регулятора нагрева должна иметь чёткую градуировку и хорошую фиксацию в выбранном положении. На подставке сварочного аппарата не будет лишней струбцина: она позволяет закрепить аппарат, чтобы он не двигался при разъёме нагретых труб.
Какие полипропиленовые трубы выбрать?
Для эксплуатации в простых системах водоснабжения в городских условиях можно выбирать ППР-трубы любых производителей. Для холодного водоснабжения используются неармированные трубы, а для горячего водоснабжения ― армированные стекловолокном или фольгой трубы (при нагреве на 10 °C армированные полипропиленовые трубы удлиняются всего на 0,3 мм на каждый погонный метр, а неармированные трубы удлиняются на 1,5 мм).

При выборе ППР-труб для систем отопления и водоснабжения загородных домов к их свойствам стоит присмотреться повнимательнее. Более дорогие трубы производятся из современного полимера, обладающего лучшей эластичностью и устойчивостью к воздействию повышенного давления. В полимеры добавляют красители, увеличивающие стойкость труб к воздействию УФ-лучей, и антиоксиданты, замедляющие химическую деградацию материала (старение полимеров). На фото: Водопровод из полипропиленовых труб
Также дорогие ППР-трубы имеют армирование из стекловолокна, которое не способствует расслаиванию стенок труб при дефектах сварки, как в трубах с армированием металлической фольгой. Более дорогие ППР-трубы легко отличить по меньшей толщине стенок труб и лучшей эластичности, особенно при охлаждении. Такие трубы лучше противостоят случайному замерзанию в них воды ― растягиваясь без нарушения целостности.
Читайте также: