
Сварка полипропиленовых труб своими руками температура время работы
Добавил пользователь Дмитрий К. Обновлено: 11.09.2024
Грязные поверхности труб. Если они не достаточно прочищенные и обезжиренные от пыли и грязи, то магистраль с такими изделиями очень быстро станет давать протечки.
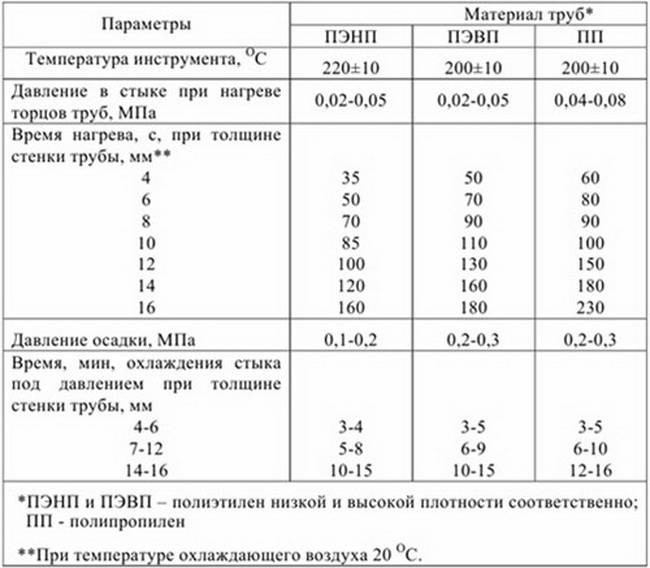
Также, неправильно рассчитанная глубина пайки (ее точные данные содержит предоставленная таблица) приводит к плохому качеству стыков. Таблица предоставляет точные данные по глубине сварочного пояса. Если эти величины не сделать точными, то в результате образуются герметические погрешности всей трубомагистрали. Это также затрудняет весь процесс прокладки труб из полипропилена.
И самое главное – в таблице есть точное время прогрева труб. Его необходимо выдерживать четко. Недостаточно расплавленные элементы не полностью соединяются один с другим. Следовательно, при таких обстоятельствах получается разный по величине наплавочный шов. Он не сможет выдержать даже слабый гидроудар.
Заготовку не вставляют в фитинг до упора, нужно помнить о том, что должен остаться промежуток не более 1 мм.
Еще одна очень частая ошибка это прикладывание слишком больших усилий для соединения фитинга и заготовки. В результате этого на конце трубопрокатного изделия выдавливается грат, он создает серьезное препятствие для протока жидкости.
Неправильно выставленная позиция. На то, чтобы выставить разогретые соединенные детали, имеется пару секунд. Если это время затянуть, то деформация уже неисправима, и прочное соединение не образуется
Важно также не перегревать заготовку, а то на ней образуются наплывы.
Недорогой материал. Если для работы взять низкокачественные изделия, то даже самая профессиональная укладка не предохранит от поломки
И трубы, и фитинги советуют брать у одного изготовителя. Это должна быть фирма с проверенной хорошей репутацией. А то получиться как в поговорке про скупого, которому приходится платить дважды.
Не надо соединять трубы (даже высокого качества) от разного производителя. Составные элементы материала изделий могут отличаться и при разогреве такие изделия поведут себя по-разному.
Как долго нужно греть паяльником полипропиленовую трубу? Какое время сварки ПП труб?
Для начало надо бы вникнуть в сам процесс пайки полипропиленновых труб, и в частности в параметры температуры при которых плавится полипропилен. Плавится полипропиленовые трубы, равно как и соединительные элементы из ПП (далее ПолиПропилен) начинают при температуре не менее +260 градусов по Цельсию.

Большинство современный паяльников имеют звуковой/световой сигнал готовности к работе. Это означает что паяльная пара (дорн/гильзы) достигла заданны заданной температуры готовой к работе.
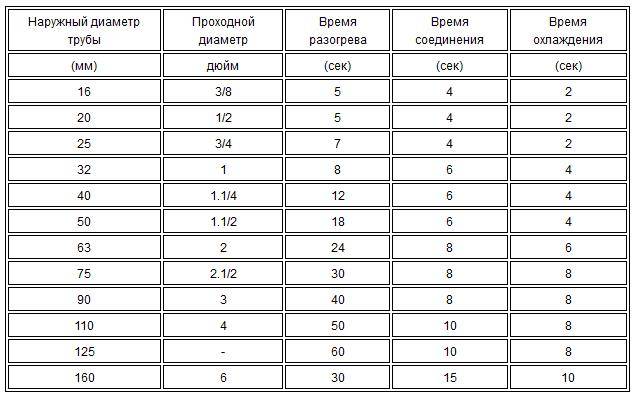
Полипропиленовую трубу, после полной насадки на сварочную головку (дорн или гильзу не важно), греем в зависимости от размера, следующее время —
- полипропиленовую труба на 16 миллиметров следует греть 5 секунд;
- полипропиленовую труба на 20 миллиметров следует греть 6 секунд;
- полипропиленовую труба на 25 миллиметров следует греть 7 секунд;
- полипропиленовую труба на 32 миллиметров следует греть 8 секунд;
- полипропиленовую труба на 40 миллиметров следует греть 12 секунд;
- полипропиленовую труба на 50 миллиметров следует греть 20 секунд;
- полипропиленовую труба на 63 миллиметров следует греть 30 секунд;
- полипропиленовую труба на 75 миллиметров следует греть 30 секунд;
Время гарантированной сварки ПП-элементов опять же напрямую зависит от их диаметра, и ориентированно на следующее величины в секундах —
- для полипропиленовой трубы на 16 миллиметров врем сварки составляет 6 секунд;
- для полипропиленовой трубы на 20 миллиметров врем сварки составляет 6 секунд;
- для полипропиленовой трубы на 25 миллиметров врем сварки составляет 10 секунд;
- для полипропиленовой трубы на 32 миллиметров врем сварки составляет 10 секунд;
- для полипропиленовой трубы на 40 миллиметров врем сварки составляет 20 секунд;
- для полипропиленовой трубы на 50 миллиметров врем сварки составляет 20 секунд;
- для полипропиленовой трубы на 63 миллиметров врем сварки составляет 30 секунд;
- для полипропиленовой трубы на 75 миллиметров врем сварки составляет 30 секунд;
- для труб диаметром от 16 до 25 мм. не менее 2 минут;
- для труб диаметром от 32 до 50 мм. не менее 4 минут;
- для труб диаметром 63 и 75 мм. не менее 6 минут.

Однако для домашнего мастера делающего первые шаги в этом деле, вышеприведенные данные будут очень полезны.
Распространенные ошибки
Выполняя работы своими руками, большинство мастеров-самоучек допускает ряд ошибок, приводящих к быстрой изнашиваемости трубопровода.
К их числу относятся:
- Неправильное крепление к фитингу. Очень часто ПВХ и ППР трубы не заталкиваются в соединительный элемент. В результате этого зазор станет слабым элементом со всей системе. Огреха проявится не сразу, однако определенно даст о себе знать.
- Сильное механическое воздействие на трубу. Стремясь исключить зазоры, многие мастера слишком сильно вдавливают трубу в фитинг. В результате этого происходит выдавливание грата, создающего впоследствии препятствие на пути жидкости.
Чтобы быстрее выполнить монтаж полипропиленовых труб, стоит задействовать несколько людей
В любой работе важна золотая середина, прочувствовать которую сразу же удается далеко не всем. На этот случай существует инструкция, руководствуясь которой сваривать поверхности будет на порядок легче.
Предварительная подготовка
Сварка полипропиленовых труб невозможна без проведения ряда предварительных работ. Поверхности необходимо протереть ветошью и обезжирить с помощью специальных жидкостей.
После этого работы нужно выполнять в следующем порядке:
- Разогрев сварочного аппарата. Время накала напрямую зависит от температуры окружающей среды и может занимать от 2 до 10 минут. Оптимальная температура – около 260 градусов.
- Проверка режущих инструментов. Для качественной спайки огромную роль играет и срез – он должен быть идеально ровным, без трещин и заусениц. Если такового не получается, необходимо хорошо заточить инструмент и проверить качество среза на тестовом образце.
- Подготовка труб. Перед началом работ их нужно разрезать по заранее определенным размерам. Если предстоит спаивать элементы диаметром более 4 см, на конце следует сделать скос под углом в 45 градусов. Такой подход позволит избежать задирания при попытке соединения.
- Разметка. Обязательным действием перед началом работ является разметка глубины захода трубы в фитинг. Заводить ее до упора категорически запрещено! Внутри должен оставаться зазор примерно в 1 мм.
Полипропиленовые трубы обладают отличными эстетическими и эксплуатационными качествами
Для тех, кто желает выполнять все работы исключительно по правилам, существует специальная таблица, где четко прописаны температура и время нагрева для наиболее распространенных вариантов труб.
Подготовка к сварке полипропиленовых труб
Перед включением в сеть на паяльник устанавливаем две насадки: одну под внутренний диаметр (муфты), вторую для наружного (труба).
Нужно подготовить детали для сварки: муфту и трубу необходимой длины.
Поскольку мы общаемся с деталями, нагретыми до высоких температур, то работаем в перчатках, о которых тоже позаботились до начала работы.
Включаем прибор для сварки в сеть. Также включаем оба тумблера на корпусе (см. фото ниже). На всех моделях паяльников есть две лампочки: одна показывает, что паяльник включен в сеть, вторая – что идёт нагрев:

— как только вторая лампочка гаснет, значит, паяльник нагрет до установленной температуры.
Методы соединения труб из полипропилена
Полипропилен представляет собой термопластичный полимер. Структура материала поддается изменениям в процессе нагрева (пайки, сварки) — размягчается под воздействием высокой температуры. Два нагретых до одинаковой температуры фрагмента проходят процесс диффузии. Остывание предварительно нагретых частей изделия не меняет его свойств. При правильном нагреве и соединении обеспечивается создание монолитного узла.
На приеме нагрева основываются особенности технологий соединения полипропиленовых труб в одну систему. Метод получил название полифузной сварки. Проводится муфтовым или стыковым способом.
При монтаже применяется сама труба и муфта, диаметр которой меньше диаметра трубы. В нормальных условиях стыковка обоих элементов невозможна. В качестве муфты может выступать монтажный участок тройника, крана, отвода, резьбового винта и прочих комплектующих.
Процесс пайки полипропиленовых труб подразумевает одновременное насаживание обоих элементов на нагревательный элемент сварочного аппарата. На сам рабочий нагреватель заранее соосно вмонтирована пара нужного диаметра, состоящая из муфты на металлической базе, куда будет вставляться труба, и специального дорна для одевания соединительного элемента. При пайке образуется пояс расплавленного полипропилена, примерно равный по ширине и глубине
Важной особенностью монтажа является правильное выставление температуры. Нельзя допустить расплавление труб по всему диаметру
Трубы снимаются с нагревательного элемента и с усилием, соосно соединяются вместе. Расплавленный полипропилен прослужит соединительным элементом и уплотнителем, благодаря которому меньшая муфта будет надежно заходить в трубу и обеспечивать плотное соединение на всю длину места прогрева.
Важным отличием альтернативного способа пайки полипропиленовых труб является обязательная стыковка одинаковых по диаметру деталей. Первым шагом считается точная подгонка торцов для последующего стыкования. Трубы с обеих сторон с силой прижимаются к торцевателю. После фиксации на место торцевателя укладывается нагревательный элемент плоской формы. По мере нагревания обе трубы будут равномерно расплавляться. Далее трубы сжимаются для обеспечения полифузии. Сжатие проводится с усилием. По мере остывания происходит полимеризация материала и создается надежный шов на месте стыка. Условия, нужные для такого монтажа, достигаются только при наличии специального оборудования. Оно обеспечить равномерный нагрев и стыкование.
Пайка как способ соединения PPR труб
В процессе сварки важно все: диаметр, температура пайки ПП изделий, время воздействия сварочного аппарата. Но для начала нужно познакомиться с азами технологии и научиться пользоваться инструментами
Приступать к процессу пайки нельзя, не определив тип и размеры материала. Предлагаем ознакомиться с полезной информацией, которая поможет правильно подобрать полипропиленовые трубы и фитинги, а также произвести их монтаж, зная нюансы и последовательность процесса.
Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.
На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше +45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – +60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до +80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – +95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
Технологическое описание процесса пайки
Существует два вида пайки полипропилена – стыковой и муфтовый. Первый практически не используется для устройства домашних коммуникаций, так как отличается сложной технологией и применяется исключительно для соединения магистральных труб большого диаметра.
Принцип сварки заключается в том, что два отрезка трубы, примерно равные по диаметру и толщине стенки, нагреваются специальным инструментом и соединяются раструбным способом.
Главная особенность: муфта в холодном состоянии должна быть немного меньше по диаметру.
При нагревании образуется зона оплавления полимера
Важно, чтобы она охватила только рабочие, примыкающие друг к другу поверхности
Здесь важно быстро снять детали с инструмента и соединить их между собой, благодаря чему и происходит сращивание двух отрезков в один с последующей полимеризацией. От времени, затраченного на процесс нагрева, и правильно выбранной температуры зависит надежность соединения
Проведение работ
Перед проведением работ необходимо подготовьте рабочую поверхность – отмерьте и отрежьте трубы, снимите фольгированное армирование, очистьте трубу от грязи и обезжирьте. Далее придерживайтесь нашей инструкции.
Соберите паяльник, нагрейте его до 270С.
Наденьте трубу на металлическую муфту, а соединяющую деталь – на дорн паяльника. При этом пластик нагреется и станет мягким.
Снимите соединяющую деталь и трубу с нагревателя.
Не теряя времени соедините элементы друг с другом, прилагая незначительное усилие.
Следите, чтобы была соблюдена соосность и не допускайте искривлений.
В большинстве случаев диаметр трубы больше диаметра муфты или фитинга. При нагревании и последующем соединении образуется валик из расплавленного полипропилена, который и закрывает швы.
Старайтесь не передержать детали на нагревательных элементах паяльника. Оптимальное время для различных этапов монтажа указано в таблице.

Пайка
Соблюдение технологии монтажа пластиковых труб гарантирует надежность собираемой системы. Добиться качественного соединения возможно только при достижении требуемой температуры пайки полипропиленовых труб.
.jpg)
Виды полипропилена со свойствами
Полипропилен (PP) получают полимеризацией исходного сырья в присутствии катализаторов.
Для производства изделий применяют 4 разновидности материала:
- PP-H (полипропилена гомополимер). Благодаря стойкости к внутреннему давлению активно используется в промышленности.
- PP-B (mPP) – смесь полипропилена и полиэтилена, материал с температурой плавления около +110 °С и низким модулем упругости. Широко применяется в производстве бытовых изделий.
- PP-R (PPCP) – смесь пропилена и этилена. Обладает высокой ударной вязкостью и держит давление при больших температурах. Применяется в системах холодного и горячего водоснабжения, отопления бытового и промышленного назначения.
- PP-RCT – термостабилизированный сополимер, устойчивый к высоким температурам и более прочный, чем аналоги. Позволяет сократить вес изделий за счет уменьшения толщины стен.
Технологическое описание процесса пайки
В быту применяются пластиковые трубы диаметром от 16 до 40 мм. Ряд от 50 до 110 мм используется на промышленных объектах.
Изделия выпускаются в нескольких вариантах, различить которые можно по маркировке:
- PN-10 – для систем с давлением не более 10 бар и температурой носителя не выше +45 °С;
- PN-16 – рассчитаны на давление в системах ХВС не более 16 бар и температуру нагрева не выше +65 °С;
- PN-20 – выдерживают 20 бар и +80 °С (что является пределом для полиэтиленовых труб) в системах ГВС и ХВС;
- PN-25 – используются при отоплении и выдерживают 25 бар при +95 °С.

Подготовка инструмента и материала
Перед началом установки приготовьте материалы (трубы, фитинги, муфты, тройники, запорную арматуру) и аппарат для сварки. Для разовых работ выгоднее арендовать паяльную станцию. Также понадобятся рулетка, уровень, маркер любого цвета.
Разметка, нарезка, зачистка
На данном этапе производятся замеры по маршруту укладки, уточняется набор фитингов и осуществляется разметка. Далее специальным резаком, не оставляющим заусенцев, перпендикулярно продольной оси формируются трубы нужной длины. На концах деталей снимается фаска.
Свариваемые части моются, протираются, обезжириваются этиловым или изопропиловым спиртом. Перед пайкой они должны быть чистыми и сухими. Стоит примерить все детали и перед разборкой пронумеровать их, чтобы избежать ошибок при монтаже и ускорить процесс сборки.
Пайка
Этот этап работ лучше вести с помощником, особенно при соединении длинных отрезков.
Подготовленные детали плотно надеваются на сварочные гильзы, которые к этому моменту должны иметь температуру, указанную в инструкции к паяльнику. Для наиболее распространенных типов труб этот показатель составляет +260 °C.
Спустя несколько секунд, в течение которых пластик остывает, конструкция готова к эксплуатации. На стыке должен остаться ровный наплыв.
Виды фитингов
Разнообразие соединительных деталей позволяет быстро и надежно вести разводку в любых помещениях и на улице.

Выпускаются следующие типы фитингов:
- угловые, с резьбой или без нее, разворачивающие систему на углы 45°, 90° и 135°;
- переходники на 2, 3, 4 направления (гладкие или с внутренней/наружной резьбой);
- обводы – служат для обхода уже проложенных труб;
- компенсаторы в виде петли – предназначены для сглаживания давления в системе, уменьшают ударные нагрузки на стенки труб и места соединений;
- запорная арматура в виде кранов и вентилей – используется для регулировки потока в трубопроводе;
- заглушки – используются при ремонте и для постоянного закрытия ответвлений трубопровода;
- крепежные элементы – позволяют зафиксировать трубы у основания.
Стандартные параметры температуры
Пайка ПП-труб осуществляется при +260 °С. Однако в момент подготовки паяльного оборудования необходимо учитывать дополнительные факторы, такие как температура и влажность воздуха. В документации перечислены условия, в которых можно паять пластиковые трубы.
Так, работы могут проводиться при температуре окружающей среды -10…+90 °С (оптимальные значения – 0…+25 °С). На морозе требуется увеличить время пайки и прогрева на 1-2 секунды.
Таблица пайки полипропилена с временем и длительностью нагрева
Пайка пластиковых труб – процесс несложный, но он требует сноровки и использования вспомогательных приспособлений при больших объемах работ.
С паяльником поставляется инструкция, в которой подробно расписано, при какой температуре паять пластиковые трубы (см. таблицу). Во избежание дефектов нужно строго соблюдать время нагрева и выдержки.
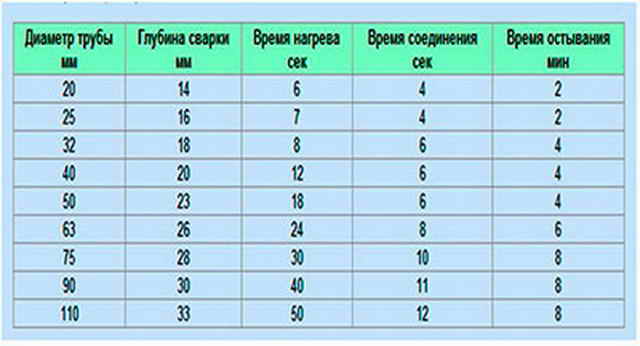
| Диаметр, мм | Нагрев, сек. | Пайка, сек. | Охлаждение, сек. | Глубина, мм |
| 20 | 5 | 4 | 3 | 14 |
| 25 | 7 | 4 | 3 | 16 |
| 32 | 8 | 4 | 4 | 20 |
| 40 | 12 | 6 | 4 | 21 |
| 50 | 18 | 6 | 5 | 22,5 |
| 63 | 24 | 6 | 6 | 24 |
| 75 | 30 | 8 | 8 | 28,5 |
| 90 | 40 | 8 | 10 | 33 |
| 110 | 50 | 10 | 10 | 39 |
Таблица для пайки полипропиленовых труб может содержать уточняющую информацию. Игнорирование положений инструкции приводит к недостаточному прогреву и пониженной прочности образованного соединения.
Несоблюдение режимов нагрева, пайки, охлаждения, неверный учет толщины стенок способствуют появлению внутренних дефектов в сварочном слое, которые с течением времени разрушают его. Следование же рекомендациям изготовителя гарантирует бесперебойную работу спаянной системы из полипропиленовых труб в течение десятков лет.
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка

Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
Глубина сварки (мм.)
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
Время остывания (сек.)
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.







С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Как паять трубы в труднодоступных местах
Самой большой проблемой, с которой сталкивается практически каждый мастер, является монтаж пластикового трубопровода на сложных участках. Чтобы произвести пайку полипропиленовой продукции в труднодоступных местах, конструкцию требуется разделить.
Сначала выполняется монтаж самого большого и неудобного участка. Он отдельно формируется, затем устанавливается на постоянное место.
По завершении сложного монтажа осуществляется установка более мелких элементов. Такую работу нужно обязательно проводить вместе с помощником.
Как снизить вероятность брака?
Спаивание элементов в условиях затрудненного доступа рекомендуется выполнять вдвоем. Второй специалист помогает вынимать второй элемент из насадки, убирает паяльник на платформу. Первый мастер двумя руками аккуратно стыкует детали с минимальной паузой. Иногда требуется помощь третьего лица. К его услугам прибегают, когда трубу необходимо зафиксировать в стене в смежной комнате. Попытки выполнить все операции самостоятельно на сложных участках всегда приводят к браку и необходимости выполнять сварку заново.
Во время пайки необходимо соблюдать точность движений. Следует выдерживать правильный наклон фитингового элемента относительно второй детали, осевой угол поворота его на трубе, глубину захода в стакан фитинга. Для контроля глубины захода и угла поворота фитинга на поверхности обеих деталей делают отметки. Чтобы каждый раз не отмерять припуск на одинаковых по сечению участках, пользуются шаблоном.
Утюг не нуждается в отключении в течение всего периода сваривания. Мастер потеряет время на разогрев оборудования. Паяльник готов к работе после того, как потухнет индикатор нагрева. Горящий индикатор показывает, что зеркало подогревается до нужной температуры. Если в этот период приступить к сварке, труба качественно не прогреется. Чтобы соблюсти технологический процесс и время выдержки, рекомендуется проверять параметры по таблице, которую рекомендуется держать под рукой.
Если приобретены комбинированные трубы, их соединяют только после обязательной зачистки. Глубина снятия фаски должна быть на 2 мм больше, чем глубина втулки, в которую вдевают элемент. Армирование уменьшает деформационное расширение в 10 раз. На изделиях с наружным армированием перед пайкой шейвером снимается часть поверхности на необходимую глубину для стыковки. Трубы с внутренним армированием не нуждаются в зачистке. Их укладка выполняется быстрее.
О секретах подгонки труб в этом видео:
Заключение
Следует помнить, что неармированный полипропилен чувствителен к воздействию горячей воды. При подаче жидкости, превышающей +50⁰, материал расширяется на 1,5%. Это приводит к увеличению длины трубопровода. На каждый метр магистрали деформация составит 15 мм. Для систем отопления необходимы армированные трубы, а обычные полипропиленовые аналоги подойдут только для холодного водопровода.
Процесс сварки труб из полипропилена
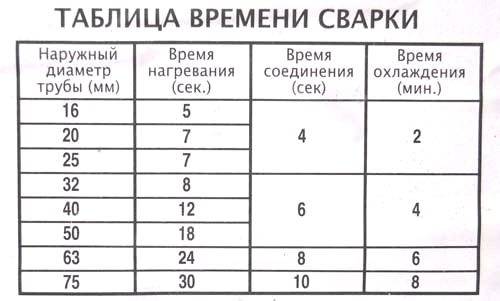
Таблица сварки полипропиленовых труб
- Включают сварочный аппарат. Индикатор кнопки включения должен светиться. Нагрев сварочного аппарата происходит в течение 10-30 минут в зависимости от температуры окружающего воздуха. Рабочая температура аппарата составляет 260 градусов. Если аппарат эксплуатируется впервые, после нагрева ему дают постоять в течение 5 минут, и только потом начинают сварку.
- Труба и фитинг одновременно вставляются в сварочную насадку по одной оси. Нагрев происходит в соответствии с таблицей и в зависимости от диаметра свариваемых элементов.
- После окончания времени нагрева фитинг и трубу снимают со сварочного аппарата и тут же соединяют, удерживая их неподвижно в течение указанного времени.
- Остывшее соединение свидетельствует о том, что сварка окончена, а детали можно использовать как единое целое.
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Грязные поверхности труб. Если они не достаточно прочищенные и обезжиренные от пыли и грязи, то магистраль с такими изделиями очень быстро станет давать протечки.
Также, неправильно рассчитанная глубина пайки (ее точные данные содержит предоставленная таблица) приводит к плохому качеству стыков. Таблица предоставляет точные данные по глубине сварочного пояса. Если эти величины не сделать точными, то в результате образуются герметические погрешности всей трубомагистрали. Это также затрудняет весь процесс прокладки труб из полипропилена.
И самое главное – в таблице есть точное время прогрева труб. Его необходимо выдерживать четко. Недостаточно расплавленные элементы не полностью соединяются один с другим. Следовательно, при таких обстоятельствах получается разный по величине наплавочный шов. Он не сможет выдержать даже слабый гидроудар.
Заготовку не вставляют в фитинг до упора, нужно помнить о том, что должен остаться промежуток не более 1 мм.
Еще одна очень частая ошибка это прикладывание слишком больших усилий для соединения фитинга и заготовки. В результате этого на конце трубопрокатного изделия выдавливается грат, он создает серьезное препятствие для протока жидкости.
Неправильно выставленная позиция. На то, чтобы выставить разогретые соединенные детали, имеется пару секунд. Если это время затянуть, то деформация уже неисправима, и прочное соединение не образуется
Важно также не перегревать заготовку, а то на ней образуются наплывы.
Недорогой материал. Если для работы взять низкокачественные изделия, то даже самая профессиональная укладка не предохранит от поломки
И трубы, и фитинги советуют брать у одного изготовителя. Это должна быть фирма с проверенной хорошей репутацией. А то получиться как в поговорке про скупого, которому приходится платить дважды.
Не надо соединять трубы (даже высокого качества) от разного производителя. Составные элементы материала изделий могут отличаться и при разогреве такие изделия поведут себя по-разному.
Как долго нужно греть паяльником полипропиленовую трубу? Какое время сварки ПП труб?
Для начало надо бы вникнуть в сам процесс пайки полипропиленновых труб, и в частности в параметры температуры при которых плавится полипропилен. Плавится полипропиленовые трубы, равно как и соединительные элементы из ПП (далее ПолиПропилен) начинают при температуре не менее +260 градусов по Цельсию.
Большинство современный паяльников имеют звуковой/световой сигнал готовности к работе. Это означает что паяльная пара (дорн/гильзы) достигла заданны заданной температуры готовой к работе.
Полипропиленовую трубу, после полной насадки на сварочную головку (дорн или гильзу не важно), греем в зависимости от размера, следующее время —
- полипропиленовую труба на 16 миллиметров следует греть 5 секунд;
- полипропиленовую труба на 20 миллиметров следует греть 6 секунд;
- полипропиленовую труба на 25 миллиметров следует греть 7 секунд;
- полипропиленовую труба на 32 миллиметров следует греть 8 секунд;
- полипропиленовую труба на 40 миллиметров следует греть 12 секунд;
- полипропиленовую труба на 50 миллиметров следует греть 20 секунд;
- полипропиленовую труба на 63 миллиметров следует греть 30 секунд;
- полипропиленовую труба на 75 миллиметров следует греть 30 секунд;
Время гарантированной сварки ПП-элементов опять же напрямую зависит от их диаметра, и ориентированно на следующее величины в секундах —
- для полипропиленовой трубы на 16 миллиметров врем сварки составляет 6 секунд;
- для полипропиленовой трубы на 20 миллиметров врем сварки составляет 6 секунд;
- для полипропиленовой трубы на 25 миллиметров врем сварки составляет 10 секунд;
- для полипропиленовой трубы на 32 миллиметров врем сварки составляет 10 секунд;
- для полипропиленовой трубы на 40 миллиметров врем сварки составляет 20 секунд;
- для полипропиленовой трубы на 50 миллиметров врем сварки составляет 20 секунд;
- для полипропиленовой трубы на 63 миллиметров врем сварки составляет 30 секунд;
- для полипропиленовой трубы на 75 миллиметров врем сварки составляет 30 секунд;
- для труб диаметром от 16 до 25 мм. не менее 2 минут;
- для труб диаметром от 32 до 50 мм. не менее 4 минут;
- для труб диаметром 63 и 75 мм. не менее 6 минут.
Однако для домашнего мастера делающего первые шаги в этом деле, вышеприведенные данные будут очень полезны.
Распространенные ошибки
Выполняя работы своими руками, большинство мастеров-самоучек допускает ряд ошибок, приводящих к быстрой изнашиваемости трубопровода.
К их числу относятся:
- Неправильное крепление к фитингу. Очень часто ПВХ и ППР трубы не заталкиваются в соединительный элемент. В результате этого зазор станет слабым элементом со всей системе. Огреха проявится не сразу, однако определенно даст о себе знать.
- Сильное механическое воздействие на трубу. Стремясь исключить зазоры, многие мастера слишком сильно вдавливают трубу в фитинг. В результате этого происходит выдавливание грата, создающего впоследствии препятствие на пути жидкости.
Чтобы быстрее выполнить монтаж полипропиленовых труб, стоит задействовать несколько людей
В любой работе важна золотая середина, прочувствовать которую сразу же удается далеко не всем. На этот случай существует инструкция, руководствуясь которой сваривать поверхности будет на порядок легче.
Предварительная подготовка
Сварка полипропиленовых труб невозможна без проведения ряда предварительных работ. Поверхности необходимо протереть ветошью и обезжирить с помощью специальных жидкостей.
После этого работы нужно выполнять в следующем порядке:
- Разогрев сварочного аппарата. Время накала напрямую зависит от температуры окружающей среды и может занимать от 2 до 10 минут. Оптимальная температура – около 260 градусов.
- Проверка режущих инструментов. Для качественной спайки огромную роль играет и срез – он должен быть идеально ровным, без трещин и заусениц. Если такового не получается, необходимо хорошо заточить инструмент и проверить качество среза на тестовом образце.
- Подготовка труб. Перед началом работ их нужно разрезать по заранее определенным размерам. Если предстоит спаивать элементы диаметром более 4 см, на конце следует сделать скос под углом в 45 градусов. Такой подход позволит избежать задирания при попытке соединения.
- Разметка. Обязательным действием перед началом работ является разметка глубины захода трубы в фитинг. Заводить ее до упора категорически запрещено! Внутри должен оставаться зазор примерно в 1 мм.
Полипропиленовые трубы обладают отличными эстетическими и эксплуатационными качествами
Для тех, кто желает выполнять все работы исключительно по правилам, существует специальная таблица, где четко прописаны температура и время нагрева для наиболее распространенных вариантов труб.
Подготовка к сварке полипропиленовых труб
Перед включением в сеть на паяльник устанавливаем две насадки: одну под внутренний диаметр (муфты), вторую для наружного (труба).
Нужно подготовить детали для сварки: муфту и трубу необходимой длины.
Поскольку мы общаемся с деталями, нагретыми до высоких температур, то работаем в перчатках, о которых тоже позаботились до начала работы.
Включаем прибор для сварки в сеть. Также включаем оба тумблера на корпусе (см. фото ниже). На всех моделях паяльников есть две лампочки: одна показывает, что паяльник включен в сеть, вторая – что идёт нагрев:
— как только вторая лампочка гаснет, значит, паяльник нагрет до установленной температуры.
Методы соединения труб из полипропилена
Полипропилен представляет собой термопластичный полимер. Структура материала поддается изменениям в процессе нагрева (пайки, сварки) — размягчается под воздействием высокой температуры. Два нагретых до одинаковой температуры фрагмента проходят процесс диффузии. Остывание предварительно нагретых частей изделия не меняет его свойств. При правильном нагреве и соединении обеспечивается создание монолитного узла.
На приеме нагрева основываются особенности технологий соединения полипропиленовых труб в одну систему. Метод получил название полифузной сварки. Проводится муфтовым или стыковым способом.
При монтаже применяется сама труба и муфта, диаметр которой меньше диаметра трубы. В нормальных условиях стыковка обоих элементов невозможна. В качестве муфты может выступать монтажный участок тройника, крана, отвода, резьбового винта и прочих комплектующих.
Процесс пайки полипропиленовых труб подразумевает одновременное насаживание обоих элементов на нагревательный элемент сварочного аппарата. На сам рабочий нагреватель заранее соосно вмонтирована пара нужного диаметра, состоящая из муфты на металлической базе, куда будет вставляться труба, и специального дорна для одевания соединительного элемента. При пайке образуется пояс расплавленного полипропилена, примерно равный по ширине и глубине
Важной особенностью монтажа является правильное выставление температуры. Нельзя допустить расплавление труб по всему диаметру
Трубы снимаются с нагревательного элемента и с усилием, соосно соединяются вместе. Расплавленный полипропилен прослужит соединительным элементом и уплотнителем, благодаря которому меньшая муфта будет надежно заходить в трубу и обеспечивать плотное соединение на всю длину места прогрева.
Важным отличием альтернативного способа пайки полипропиленовых труб является обязательная стыковка одинаковых по диаметру деталей. Первым шагом считается точная подгонка торцов для последующего стыкования. Трубы с обеих сторон с силой прижимаются к торцевателю. После фиксации на место торцевателя укладывается нагревательный элемент плоской формы. По мере нагревания обе трубы будут равномерно расплавляться. Далее трубы сжимаются для обеспечения полифузии. Сжатие проводится с усилием. По мере остывания происходит полимеризация материала и создается надежный шов на месте стыка. Условия, нужные для такого монтажа, достигаются только при наличии специального оборудования. Оно обеспечить равномерный нагрев и стыкование.
Пайка как способ соединения PPR труб
В процессе сварки важно все: диаметр, температура пайки ПП изделий, время воздействия сварочного аппарата. Но для начала нужно познакомиться с азами технологии и научиться пользоваться инструментами
Приступать к процессу пайки нельзя, не определив тип и размеры материала. Предлагаем ознакомиться с полезной информацией, которая поможет правильно подобрать полипропиленовые трубы и фитинги, а также произвести их монтаж, зная нюансы и последовательность процесса.
Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.
На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше +45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – +60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до +80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – +95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
Технологическое описание процесса пайки
Существует два вида пайки полипропилена – стыковой и муфтовый. Первый практически не используется для устройства домашних коммуникаций, так как отличается сложной технологией и применяется исключительно для соединения магистральных труб большого диаметра.
Принцип сварки заключается в том, что два отрезка трубы, примерно равные по диаметру и толщине стенки, нагреваются специальным инструментом и соединяются раструбным способом.
Главная особенность: муфта в холодном состоянии должна быть немного меньше по диаметру.
При нагревании образуется зона оплавления полимера
Важно, чтобы она охватила только рабочие, примыкающие друг к другу поверхности
Здесь важно быстро снять детали с инструмента и соединить их между собой, благодаря чему и происходит сращивание двух отрезков в один с последующей полимеризацией. От времени, затраченного на процесс нагрева, и правильно выбранной температуры зависит надежность соединения
Проведение работ
Перед проведением работ необходимо подготовьте рабочую поверхность – отмерьте и отрежьте трубы, снимите фольгированное армирование, очистьте трубу от грязи и обезжирьте. Далее придерживайтесь нашей инструкции.
Соберите паяльник, нагрейте его до 270С.
Наденьте трубу на металлическую муфту, а соединяющую деталь – на дорн паяльника. При этом пластик нагреется и станет мягким.
Снимите соединяющую деталь и трубу с нагревателя.
Не теряя времени соедините элементы друг с другом, прилагая незначительное усилие.
Следите, чтобы была соблюдена соосность и не допускайте искривлений.
В большинстве случаев диаметр трубы больше диаметра муфты или фитинга. При нагревании и последующем соединении образуется валик из расплавленного полипропилена, который и закрывает швы.
Старайтесь не передержать детали на нагревательных элементах паяльника. Оптимальное время для различных этапов монтажа указано в таблице.
Читайте также: