Сварка полипропиленовых труб своими руками для начинающих без аппарата
Добавил пользователь Валентин П. Обновлено: 18.09.2024
Трубы из термопластика отличаются своей прочностью, высокими показателями твёрдости и термостойкости. Помимо этого пластиковые изделия не подвергаются коррозии.

При осуществлении правильной сварки полипропиленовых труб удаётся получить надежные соединения и объединить все элементы друг с другом. Для этого используют специальное оборудование и придерживаются нескольких правил.

Давайте вместе разберемся в хитростях и тонкостях рабочего процесса. В этом материале представлена технология, позволяющая осуществить пайку труб из полипропилена своими руками.





















Содержание
Оборудование для сварки полипропиленовых труб
Для создания конструкции из полипропиленовых труб важными составляющими считают места стыков. Для этого используют определенную разновидность сварочного аппарата. Получить надежный шов получается при соблюдении температурного режима, который способствует плавлению полимерного пластика.

Стандартной моделью бытового прибора считают аппарат, в конструкции которого предусмотрен специальный установочный ключ. Он позволяет быстро менять насадки. Осуществлять сварку полипропиленовых элементов можно в том случае, если диаметр труб не превышает 5 см.

Для проведения сварки труб из полипропилена используют профессиональное оборудование. Как правило, у него расширенная комплектация. Набор сменных насадок подбирается с учетом технических особенностей модели.

Из каких элементов состоит сварка? Конструкция прибора включает в себя:
- Специальный паяльник. Благодаря ему удаётся нагреть места стыков;
- Набор насадок. Эти изделия различаются по своему размеру. Например, в комплекте предусмотрены фитинги, гильзы для труб.
- Торцеватель. Он позволяет правильно обрабатывать края у труб, чтобы они при контакте друг с другом образовали плотный шов.

Способы пайки полипропиленовых труб
Для создания замкнутой системы из полипропиленовых труб используют несколько способов. Благодаря им удаётся получить надежный стык в зоне свариваемых деталей.

- Муфтовый. Здесь осуществляется сварка полипропиленовых элементов при помощи пластикового изделия или муфты. Такой метод считается оптимальным для пластмассовых изделий минимального диаметра. Его получают при расплавлении внешних краев трубы и внутренней части муфты. В итоге получается плотное соединение;
- Прямой. Такой способ сварки основывается на плавление концевых элементов у труб. У деталей из пластика должен быть одинаковый диаметр, чтобы стыкование получилось крепким. Главной особенностью такого метода считают необходимость выполнения сварки с особой аккуратностью и точностью, чтобы части плотно соприкасались друг другом;
- Холодный способ. Здесь используют специальный растворитель, который при нанесении образует химическую реакцию. Благодаря ей пластик начинает размягчаться.




















В этот момент осуществляют соединение трубопроводных элементов.
Паяльник для полипропиленовых труб
Данная конструкция работает по принципу электрического утюга. В качестве основы применяют нагревательный элемент из металла. К нему предусмотрены дополнительные насадки, предназначенные для разного диаметра труб.

Для проведения стыковочной сварки трубопровода из полипропилена используются другие типы конструкций. В них имеется нагревательная часть и система, которая отвечает за фиксацию свариваемых частей.

Такое оборудование классифицируют на несколько групп. К ним относятся:
- Непрофессиональные модели. Они представляют собой небольшие конструкции, разработанные для изделий диаметром 50 мм. Для этого используют сменные насадки;
- Механическая сварка. Преимуществом такого типа считают надежную сварку для труб с большим диаметром. В комплектации предусмотрены приборный блок, гидроагрегатор, набор сменных насадок. В боковых границах предусмотрены захваты в виде полуколец.

Технические характеристики напрямую зависят от числа дополнительных аксессуаров и производителя. Они разрабатываются для определенных моделей сварочных аппаратов.





















Частые ошибки при пайке полипропиленовых труб
При сварке полипропиленовых труб важно учитывать несколько нюансов. При пренебрежении данными требованиями шов между пластиковыми изделиями получится хрупким. В дальнейшем при запуске отопительной сети или канализации возможно появление сильных протечек.

Для проведения качественных сварочных работ необходимо придерживаться нескольких требований:
- Выдержка времени. В данном случае учитывается диаметр трубы, время нагрева. Например, если труба равна 21 мм, то время сварки составляет 4 секунд, а время нагрева паяльника 5 секунд. Чем больше эти показатели, тем дольше осуществляется нагрев пластикового изделия;
- Воздействие на фитинг. Чтобы соединение получилось правильным и надежным рекомендуют сделать отметку на поверхности трубы до момента нагрева паяльника. В результате удаётся плотно зафиксировать фитинг на поверхности свариваемых деталей;
- Очистка поверхностей. Следы грязи и повышенная влажность на поверхности пластиковых элементов неспособны обеспечить хорошую герметичность в момент спайки. Предварительно рекомендуется тщательно очистить полипропиленовые изделия с использованием обезжиривателя;
- После сварки полипропиленовых труб запрещено оказывать физическое воздействие на всю конструкцию. Дело в том, что пластик при нагревании становится мягким и увеличивается риск появления мелких трещин;
- Выбор правильного оборудования. Для осуществления сборки трубопровода на основе полипропилена важно правильно подобрать сварочный аппарат. В данном случае учитывают мощность паяльника, наличие сменных насадок и специальных ножниц.

Технология сварки полипропиленовых труб
Предварительно осуществляется подготовка проектной документации. В ней указывают схему для проведения трубопровода. На чертежах указаны места креплений к поверхности стен. После этого на плоскости делают отверстия для установки фиксаторов.

После этого переходят к делению полипропиленовых труб на несколько элементов, которые будут соединяться друг с другом с учетом углов.
- Далее, мастер выкладывает пластиковые отрезки труб на ровную поверхность. Детали должны с точностью повторять разметку на чертежах.
- Фольгированные элементы с поверхности торцов удаляют специальным торцевателем.
- При помощи маркера отмечают нужную глубину, которая будет располагаться в фитинге. При помощи паяльника осуществляют нагрев пластиковых заготовок.
- Для этого используют специальную насадку, обеспечивающую температуру до 300 градусов.
- При выборе температурного режима учитывается разновидность полипропилена, диаметр труб.

На разогретый участок устанавливают фитинг, обеспечивающий плотное прилегание к поверхности изделия. Специалисты рекомендуют одновременно нагревать и фиксировать эту деталь, чтобы она не успела остыть до начала контакта.

Если вам понадобилось отремонтировать в своем доме трубопровод, то не спешите расстраиваться. Не обязательно звать на помощь специалистов. Сварка полипропиленовых труб своими руками возможна, если следовать определенным правилам и инструкциям. Особенности этого вида соединения выражается в следующем:
Ниже представлена инструкция по применению инструментов, необходимых для сварки пластмассы, указано, как пользоваться паяльником для полипропиленовых труб, чем характерна работа с полимерами и с паяльником для сварки пластмассы.
Сварка полипропилена своими руками: инструменты, которые понадобятся вам для работы
Перед началом работы вам необходимо приобрести следующее:

-
;
- Специальные ножницы для пластика; — паяльник для полипропиленовых труб;
- Жидкость для обезжиривания поверхностей. Не следует использовать для этого ацетон или ацетоносодержащие средства, так как этот компонент способен размягчить детали;
- Фитинги (при муфтовом способе соединения);
- Маркер для нанесения отметок на пластике;
- Строительный уровень.
Трубопровод, который проходит в непосредственной близости (примерно 50 см и менее) от источников тепла, например, котел отопления, должен быть металлическим. Далее металл соединяется с полипропиленом через переходники.
Этапы пайки
Перед тем, как начать соединять трубопровод, рекомендуем немного потренироваться. Для этого:

Таблица соотношения показателей времени пайки в зависимости от размера трубы, необходимое время соединения и охлаждения.
| Объем труб (см.) | Время нагрева (сек.) | Время сварки (сек.) | Время охлаждения после сварки (минуты) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4 |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
Сварка полипропилена своими руками: полезные советы


Довольно много видов ремонтных работ предполагает полную замену труб. Для обустройства многих видов трубопроводов (канализации, водопровода и прочего) сегодня используют комплектующие из полипропилена. Эти изделия характеризуются достаточной прочностью и длительным сроком использования, недорого обходятся. Соединяются они методом специальной полипропиленовой сварки, предназначенной для соединения материалов подобного состава.
Сварка полипропилена: подготовка

Паяльник для труб
Прежде чем приступать к непосредственно сварочным работам своими руками, следует хорошо подготовиться к процессу.
Необходимо приобрести все требуемое оборудование, в первую очередь, специальный полипропиленовый сварочный паяльник- аппарат для труб.
Отдельные виды таких приспособлений называют утюгом, из-за очевидного сходства с последним.
Устройство не относится к разряду дешевых, но его совсем не обязательно покупать. Многие строительные компании предлагают оборудование такого типа в аренду. Такое заимствование обойдется во много раз дешевле, тем более, если инструмент требуется разово, только на время текущего ремонта.
При приобретении аппарата для сварки труб следует обратить внимание на его оснащенность специальными тефлоновыми насадками. Они могут иметь различные размеры, что позволяет выполнять манипуляции с трубами разных диаметров.
Что еще необходимо для работы?
-
Специальный резак. Обычно он идет в едином комплекте вместе с паяльником. Или его придется тоже взять в аренду, или приобрести.
- Шейвер понадобится, если вы купили трубы полипропиленовые армированные.
- Линейка.
- Обезжиривающий состав (для обработки поверхностей).
- Рулетка.
- Напильник.
- Нож.
- Фитинги.

Фитинги выпускаются огромным ассортиментом, самых разных модификаций и калибров.
Выбор подходящего зависит используемых технических узлов, количества подключений и конфигурации самого трубопровода в доме.
В роли данного элемента могут выступать различные конструкции. Для прямых участков изготавливаются муфты.
Чтобы осуществить поворот, применяют специальный угольник. В продаже имеются фитинги с резьбой: одна его часть присоединяется к полипропиленовой трубе, другая монтируется к металлической трубе или сантехническому узлу.
Вид и число требуемых фитингов должен быть продуман и определен заранее, поэтому желательно сделать чертеж планируемого трубопровода.
Пайка полипропиленовых труб: порядок работы

Сначала нужно проверить качество строительных материалов (если это не сделано раньше). К монтажу не допускаются трубы и фитинги с любыми дефектами, к которым относятся: овальный профиль, трещины, различная толщина стенок. Затем осуществляется необходимая разметка. Трубы из полипропилена достаточно пластичны, и супер точность здесь не требуется.
Тем не менее, к задаче следует подойти ответственно, и сделать все аккуратно.

Нужный участок отрезается строго перпендикулярно относительно самой трубы. Если у изделия имеется армированный слой, то посадочная поверхность (предназначенная для вхождения в фитинг) должна быть обработана шейвером. Поверхность хорошо обезжиривается, концы трубы зачищаются. Для облегчения предстоящего процесса плавки, напильником и ножом аккуратно убираются заусеницы.
Далее готовится сам аппарат для сварки. Для него выбирается подходящее место, чтобы он находился в зоне досягаемости, и в то же время не мешал проведению работ. Его надежно закрепляют, устанавливают необходимые насадки. Затем подключают устройство к сети и около пятнадцати минут ждут его нагревания. Готовность аппарата к действию определяется по имеющемуся на нем световому индикатору.
Непосредственная пайка труб

Процесс пайки труб и фитингов
Как вести сам процесс по соединению труб?
Главное, что следует уяснить – все необходимые работы проводятся без спешки, в строгой последовательности, четко и аккуратно.
Тому, кто намеревается заняться этим в первый раз, желательно предварительно потренироваться на ненужных обрезках.
Такие учебные манипуляции позволят лучше уяснить суть процесса.
Правильная очередность пайки. На насадку сначала надевается фитинг, сразу вслед за этим труба вставляется в другую насадку. Когда оба элемента будущего соединения окажутся на разогретом паяльнике, начинается временной отсчет. Нужное для плавки количество времени зависит от размеров самой трубы. Отношение требуемого времени, в зависимости от d трубы, можно узнать из специальной таблицы.

Рассчет времени сварки для полипропиленовых труб
Туда внесены часто встречающиеся соотношения. По истечении необходимого количества времени, нагретые элементы быстро снимаются с насадки и немедленно соединяются. Сделать это нужно точно и фактически моментально, выравнивая при этом трубу по оси. Остывающий материал твердеет чрезвычайно быстро, порядка 5-8 секунд оказывается достаточно для того, чтобы он полностью схватился.

Но не стоит отпускать соединяемые изделия сразу. Обычно мастера удерживают соединение руками до полуминуты, для его лучшего и более надежного скрепления. Для окончательного охлаждения узла потребуется около двух-трех минут. Процесс должен протекать естественным путем, не допускается его ускорение посредством использования охлажденной воды или воздуха. Таким образом можно лишь повредить как сам пластик, так и сделанное соединение.
Сварка пластиковых труб: возможные ошибки

Какие ошибки могут произойти при осуществлении данной процедуры? Если при совмещении трубы с фитингом, она не будет введена до конечного положения, между торцом трубы и упором фитинга образуется промежуток.
На уже смонтированном водопроводе у такого узла будет наблюдаться больший диаметр внутри трубы, но меньшая толщина ее стенки.
Нередко случается и такое. Трубка плохо вводится в сварочную насадку (для нагрева), не до самого упора. Снаружи в таком случае все будет выглядеть, как и положено, хотя на самом деле данный фитинг будет слабым местом. Чересчур большое усилие для совмещения, при нагреве, также может стать причиной дефекта. Может произойти выдавливание достаточно большого грата. Он станет препятствием, затрудняющим свободное движение по трубе жидкости или газа.
Полиэтиленовые трубы: холодная сварка
Так как разговор идет о сварке труб, то не лишним будет вспомнить холодный метод. Холодная сварка обычно упрочняется сталью. Ее используют, чтобы быстро и прочно герметизировать соединения, ремонтировать и восстанавливать утраченные элементы изделий из черных и цветных металлов, которые эксплуатируются при t от минус 60 до плюс 150.

Такой метод отлично подойдет для ремонта, например, радиаторов отопления в квартире. Его можно использовать даже в помещениях, имеющих чрезмерно высокие показатели влажности. Для этого способа характерна отличная адгезия к влажным и промасленным поверхностям. Сами пластиковые трубы будут в пластичном состоянии не более пяти минут от начала процесса.
Замешенный состав сохраняет свои рабочие свойства при t 20 градусов в течение пяти минут. Схватывается окончательно материал где-то через 20 минут после нанесения. Использовать сваренные материалы можно уже через пару часов. Пользоваться составов нужно осторожно, чтобы исключить его попадание на кожу и в глаза. Желательно пользоваться специальными резиновыми перчатками.
Этот способ подходит, скорее только в экстренных ситуациях, в остальных случаях, мы рекомендуем пользоваться аппаратом для сварки.
Все чаше металлические трубы заменяют на пластиковые, в частности — из полипропилена. Они имеют длительный срок эксплуатации (до 50 лет), не ржавеют, не гниют, весят немного, да еще и собрать все можно своими руками, не привлекая специалистов. Сварка полипропиленовых труб требует некоторого навыка, но он приходит быстро. Предварительно можно попрактиковаться на небольших обрезках и недорогих фитингах, а затем приниматься за создание более серьезных вещей.

Сделать, кстати, можно не только водопровод или отопление, но и очень много нужных и полезных вещей
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
- Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм. Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной.
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и, для создания систем требуемой конфигурации, используются фитинги из того же материала. Это различные уголки, тройники, обходы, переходники, муфты и т.п. С трубами они соединяются при помощи пайки. Этот процесс называют еще сваркой, но суть его не меняется: два элемента разогреваются до температуры плавления и, в горячем состоянии, соединяются друг с другом. При правильном выполнении, соединение получается монолитным и служит ничуть не меньше, чем сами трубы.

Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации
Для соединения полипропилена с металлами есть комбинированные фитинги, в которых одна часть сделана из металла и соединяется при помощи резьбового соединения, а вторая — полипропиленовая — сваривается.
Чем паять
Сварка полипропиленовых труб происходит при помощи специального устройства, которое называют паяльником или сварочным аппаратом. Это небольшая металлическая платформа, внутри которой находится электрическая спираль, разогревающая поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.

Две конструкции устройства для сварки ПП труб
Для соединения двух элементов, сращиваемые поверхности нагревают до температуры плавления (+260°). Чтобы разогреть элемент на нужную глубину, на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:
- для нагрева внутренней поверхности используется дорн (меньшего диаметра);
- для разогрева наружной поверхности ставят гильзу.
Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются определенный промежуток времени (несколько секунд), затем соединяются. Так происходит сварка полипропиленовых труб.
Как сваривать
Конструкции паяльников для полипропиленовых труб немного отличаются, но принципы работы с ними общие. Есть две основные модели — с плоской платформой или цилиндрическим нагревателем. При нормальном качестве, работают и те и другие, разницы практически нет. Кому что удобнее, то и выбирают.

Так выглядит хорошо сделанное соединение в разрезе — как единое целое
Подготовительные работы
Перед началом работы надо разогреть паяльник, но тут не все так просто. Порядок его подготовки таков:
- Сначала на платформу устанавливаются насадки подходящего диаметра.
- В отверстие в платформе продевается шпилька, на нее надеваются с двух сторон дорн и гильза, затягиваются гайками с двух сторон.
- Если нагревательный элемент в виде трубки, для него насадки продают закрепленными на пластине. Пластину надевают на нагревательный элемент, затягивают крепежный болт.
Паяльник к работе готов. Но надо еще подготовить трубы и фитинги. Первое условие качественной сварки — ровный срез. Разрез должен быть строго вертикальным, без заусенец и сдиров. Такой срез можно получить используя специальные ножницы. Они имеют снизу две широкие губки, фиксирующие трубу на месте, а режущая часть находится сверху.
![Если резать так, срез будет ровным и гладким]()
Если резать так, срез будет ровным и гладким
Второе условие хорошей пайки ПП труб — чистые, сухие, обезжиренные детали. Если хотите, чтобы водопровод или отопление служили долго и не текли, эту процедуру пропускать не стоит. Срез трубы и фитинг очищают при помощи спирта или воды с моющим для посуды. Затем дожидаются, пока все высохнет, и только после этого начинают процесс пайки.
Как долго греть
При сварке полипропилен необходимо нагреть строго до требующейся температуры. Перегрев и недогрев значительно снижают качество шва. Слишком перегретая и размягченная труба просто не вставится в фитинг, а недостаточно разогретый материал не сплавится.
Время нагрева зависит от диаметра труб, температуры воздуха и указано в таблице.
Вообще паять можно при +5°C, но данные приведены для +20°C. При более жаркой погоде время выдержки элементов на паяльнике сокращают на 30-60 секунд, при более холодной — увеличивают.
![Ошибки, которые могут быть при сварке полипропиленовых труб]()
Ошибки, которые могут быть при сварке полипропиленовых труб
Технология
Как уже говорили, при сварке полипропиленовых труб, их и фитинги надо очистить, обезжирить и высушить. И только после этого можно начинать паять.
Такая подготовка подходит для всех типов труб, кроме армированных фольгой. В этом случае после того, как отрезали нужный кусок, срез зачищают до фольги специальным устройством — шейвером. В него вставляется труба и несколько раз проворачивается. При этом снимается верхний слой пластика, после чего можно обезжиривать и паять.
![У армированных фольгой труб срезается полипропилен до фольги]()
У армированных фольгой труб срезается полипропилен до фольги
После того, как поверхность высохнет, на трубе рисуют метку, отмечая расстояние на которое надо вдавить ее в фитинг (проще всего тонким маркером или остро отточенным простым карандаошом).
![Отмечаем глубину сварки]()
Отмечаем глубину сварки
Пайка полипропилена пошагово
Далее технология сварки пп труб такая:
-
Отрезанный участок трубы надеваем на дорн, фитинг вставляем в гильзу. Делать это необходимо одновременно, в крайнем случае, раньше надевается фитинг, так как имеет большую толщину стенок. Задержка должна быть очень маленькой.
Одно замечание: сразу после окончания сварки, осмотрите насадки на паяльнике. Если есть остатки материала, они удаляются мягкой, безворсовой, нелиняющей (белой) тканью. Оставлять пластик на паяльнике нельзя — следующий фрагмент прилипнет, отдирать будет сложно. Нельзя чистить насадки с применением абразивов -покрытие у них тефлоновое, царапаются легко. А даже микроскопические царапины приведут к тому, что фрагмент на паяльнике (утюге), залипнет.
Работать, кстати, лучше в нитяных перчатках — меньше ожогов будет.
Перед вводом системы в эксплуатацию, ее надо проверить. Делают это при помощи опрессовки. Что это такое, и как ее делать, читайте тут.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
![Формула расчета диаметра полипропиленовых]()
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
![Пример разводки полипропиленовых труб в ванной]()
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
![Компенсатор для горячего водопровода и отопления из полипропиленовых труб]()
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
![Крепление полипропиленовых труб к стенам]()
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
![Вариант скрытой и наружной проводки в одном трубопроводе]()
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте
Как перейти с железной трубы на полипропилен.
![Сварка труб PPR в домашних условиях]()
Цена труб и фитингов из полипропилена (сокращенно – ППР) заметно ниже, чем других полимеров – металлопластика, сшитого полиэтилена. Но можно сэкономить дважды — купить недорогой паяльник и спаять водопровод либо отопление из PPR своими руками.
Суть проблемы: в интернете опубликовано множество инструкций и видео по соединению трубопроводов в отрыве от реальных условий монтажа. Домовладелец учится правильно сваривать фасонные элементы на столе, но не знает тонкостей прокладки и стыковки готовых участков. Предлагаем изменить подход — пайка полипропиленовых труб и монтажные работы должны осваиваться одновременно.
Этапы монтажных работ
Невысокая стоимость полипропиленовых систем с лихвой компенсируется сложностью сварки изделий PPR. Труднее монтируется только сантехника из стальных и медных труб, которые нужно варить газовой горелкой. Разводка металлопластиковыми и полиэтиленовыми материалами делается проще, но стоит дороже.
![Коллектор отопления из фитингов ППР]()
Чтобы надежно и красиво спаять трубопроводы водоснабжения и отопления из полипропилена, рекомендуем работать в такой последовательности:
Примечание. Составление схемы и разметка трасс на стенах позволит вам четко выбрать комплектующие – тройники, отводы, муфты и определить количество труб для закупки.
Рисуем монтажную схему
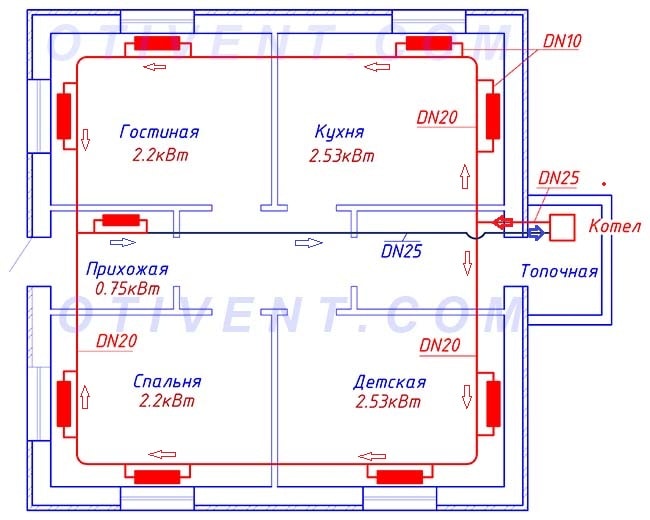
На этапе укладки трубопроводов и подсоединения сантехнического оборудования нужно иметь на руках проект отопления и водопровода. Если схема разводки еще не разработана и диаметры магистралей не определены, рекомендуем сначала ознакомиться с руководством по выбору отопительной системы частного дома.
![Проектирование ленинградки в одноэтажном доме]()
Пример однотрубной системы отопления одноэтажного дома
Перед тем как закупать и сваривать полипропиленовые элементы, перенесите схему в реальные условия:
- Разметьте контуры радиаторов либо заранее установите все отопительные приборы.
- Нанесите карандашом или маркером на внутренние поверхности стен точки монтажа водяных розеток, кранов, распределительных коллекторов и прочей арматуры.
- Пользуясь длинной рейкой и строительным уровнем, соедините отмеченные точки линиями, вдоль них потом проложите пластиковые трубы.
- По числу разветвлений и поворотов трубопроводов выясните потребность в фитингах – тройниках, муфтах и отводах.
После вычерчивания проекций на стенах несложно рассчитать, сколько потребуется полипропиленовых труб, достаточно замерить длину линий рулеткой. Не забудьте о пластиковых клипсах для крепления трубной разводки.
![Монтажная схема водопровода на стене]()
Разметка на стене помогает увидеть реальные контуры будущей системы
При закупке фитингов и труб возьмите на заметку ряд рекомендаций:
- пайка пластиковых труб производится путем погружения каждого торца внутрь фасонного элемента на глубину 14—22 мм (зависит от диаметра), значит, длина каждого прямого участка увеличивается на 3—5 см;
- в системе отопления и ГВС полипропилен удлиняется за счет нагрева, поэтому во избежание изгибов магистралей нужно приобрести специальные фитинги — компенсационные петли;
- для пересечения других трубопроводов используйте обходные элементы, сделанные из ППР;
- на горячее водоснабжение и подачу теплоносителя берите трубы, армированные алюминиевой фольгой, базальтовым или стекловолокном.
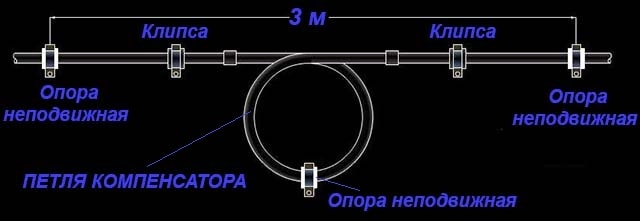
![Компенсационная петля для систем из ППР]()
Компенсационные петли ставятся на линиях большой протяженности либо стояках, зафиксированных неподвижными опорами (например, перемычка между 2 металлическими трубами соседних квартир). Без компенсации удлинения PPR труба в обеих случаях изогнется саблей из-за нагрева.
Дельный совет. Если вы планируете заняться сваркой полипропилена впервые, купите лишних 2—3 метра трубы и несколько запасных муфт. С помощью прямых соединителей легче проконтролировать качество стыков, так что потренируйтесь и спаяйте несколько соединений.
Паяльник для полипропилена и другие инструменты
Малогабаритные сварочные аппараты рассчитаны на стыковку полипропилена размером 20—63 мм (наружный). Трубопроводы большего диаметра в домашних коммуникациях используются крайне редко. Вам подойдет паяльник для полипропиленовых труб любой конструкции – с круглым или плоским широким дорном в виде утюга.
![Паяльники и насадки для труб ППР]()
Разновидности сварочных аппаратов и тефлоновых насадок
Справка. Проще всего взять нагреватель с комплектом насадок в аренду. Стоимость проката в сутки – от 4 до 8 у. е. в зависимости от региона проживания и первоначальной цены аппарата.
Помимо паяльника, для разметки и сваривания труб ППР понадобится набор инструментов и приспособлений:
![Инструмент для монтажа водопровода]()
Здесь перечислен инструментарий, необходимый конкретно для пайки ППР труб. Чтобы крепить разводку к стенам и подключать к батареям, понадобится комплект ключей, дрель, молоток и отвертки.
У всех сварочных аппаратов есть неприятная особенность – паяльник болтается в гнезде подставки и свободно двигается вместе с ней по столу. Совет опытного мастера: прикрепите подставку к столешнице двумя самонарезающими винтами, а нагреватель зафиксируйте шурупом, как показано на фото.
![Фиксация сварочного аппарата на столе]()
Паяем первый стык
Технология сварки полипропилена выглядит довольно простой – конец трубы и фитинг одновременно разогреваются паяльником, затем стыкуются вручную. Здесь и кроется подвох – при малейшем отклонении от технологических требований соединение становится ненадежным.
Важный момент. Доработка или ремонт неудачного стыка невозможен – бракованный участок вырезается, соединение восстанавливается путем применения новых фитингов и наращивания трубы (при необходимости). Поэтому новичкам стоит потренироваться перед ответственным паянием.
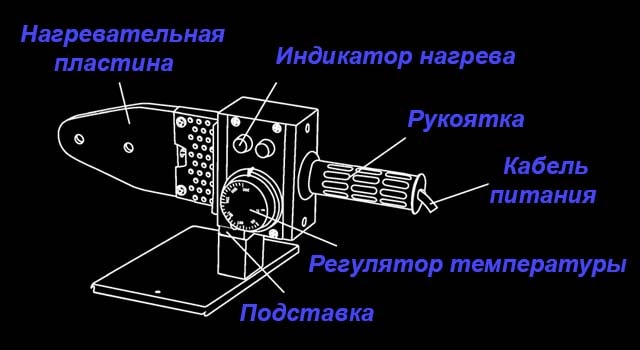
![Как устроен сварочный аппарат для полипропилена]()
Органы управления и функциональные элементы паяльного нагревателя
Как правильно паять трубы согласно инструкции производителей полипропилена:
- Ножницами обрежьте трубопровод под нужный размер. Если PPR армирован алюминием, произведите зачистку торцевой части шейвером. Цель – удалить верхний слой фольги и подогнать наружный диаметр под внутреннее сечение фасонного элемента.
- Отложите от торца расстояние 14—22 мм (см. таблицу ниже) и нарисуйте на поверхности метку, указывающую глубину погружения. Если необходимо зафиксировать положение трубы относительно фитинга, нанесите на обеих изделиях соответствующие риски.
- Включите паяльный аппарат, настройте температуру +260 °С и дождитесь, пока погаснут индикаторы нагрева. Смочите ветошь уайт-спиритом и обезжирьте сплавляемые поверхности.
- Одновременно наденьте трубу и фитинг на ответные профили насадок. Трубный торец погружайте до метки, не глубже. Выдержите положенное время прогрева, ориентируясь по таблице.
- Так же одновременно стяните свариваемые элементы с нагревателя и быстро вставьте конец трубы внутрь фитинга (до метки, не до упора!). Максимальный временной интервал между снятием с аппарата и стыковкой – 3 секунды.
- Удерживайте стык руками в течение нескольких секунд (точно указано в таблице). Оцените качество соединения – внутренний проход не должен перекрываться расплавом.
Примечание. Производители полипропилена категорически не рекомендуют вращать элементы вокруг собственной оси в процессе насаживания / снятия / стыковки. Фитинг и патрубок стягиваются с паяльника и соединяются только прямым движением.
Как нетрудно заметить по таблице, глубина погружения и длительность выдержки деталей на аппарате зависит от диаметра трубопровода. Если превысить указанное время, полипропиленовый расплав закроет часть проходного сечения. В случае недогрева стык пройдет опрессовочные испытания, но спустя 1—2 года станет протекать.
![Заваривание прохода пластиковой трубы]()
Сварочные работы рекомендуется вести при температуре окружающего воздуха не ниже +5 °С. Если приходится варить полипропилен на холоде либо при тридцатиградусной жаре, время нагрева следует откорректировать на 50% в одну или другую сторону — рекомендация производителя. На практике лучше выполнить несколько пробных стыков и определить выдержку опытным путем.
Собираем секции на столе
Самая качественная пайка труб выходит в удобных условиях, когда сварочный аппарат закреплен на столе. Отсюда вывод: нужно разбить отопительную / водопроводную сеть на участки, которые можно изготовить отдельно, а потом соединить между собой по месту.
![Сборка готовых элементов системы из ППР]()
Постарайтесь сделать на столе максимум сварочных работ и сформировать готовые секции
Как разметить и сварить секции полипропиленовых труб:
- Установите сантехническое и отопительное оборудование – котел, буферную емкость, коллекторы, смесители и так далее.
- Разбейте линии на отдельные секции с таким расчетом, чтобы стыки участков находились в удобных местах. Вдоль намеченных трасс закрепите на стенах трубные хомуты – защелки (иначе – клипсы).
- Вычислите длины прямых труб между каждой парой фитингов. Учитывается 3 размера: чистая длина, погружение в фасонный элемент и расстояние от трубопровода до стены.
- Отмерьте и отрежьте прямые куски по размеру, поставьте ограничительные и ориентировочные метки.
- Обезжирьте все торцы и переходите к свариванию.
Наибольшее затруднение вызывает деление на секции. Приведем пример: двухтрубная нижняя разводка отопления разбивается на длинные горизонтальные участки и радиаторные подводки. Первые представляют собой трубу с приваренным тройником и муфтой, вторые – фигурный элемент из нескольких отводов и патрубков, заканчивающийся резьбовым переходником под кран.
В технологии сборки секций гораздо проще разобраться, просмотрев видеоурок опытного мастера:
Свариваем участки в неудобных условиях
Монтаж по месту начинается с фиксации сваренных секций в клипсах, установленных вдоль трассы на стене. Первый участок нужно жестко закрепить, чтобы труба не скользила внутри защелок, либо упереть другим концом в стену. Затем снять с подставки паяльник и сваривать стык на весу.
Совет. Сборочные работы лучше выполнять с помощником, при необходимости он удержит одну трубу или примет у вас сварочный аппарат, когда потребуются обе руки для быстрого соединения нагретых деталей. Если помогать некому, нужно создать на первом участке надежную точку опоры, чтобы элементы не двигались в клипсах.
![Сваривание пластиковых магистралей возле стены]()
Здесь сварка производится без особых затруднений – жало паяльника легко надевается на трубы
Опишем несколько приемов сварки полипропилена в труднодоступных местах:
Примечание. Последний способ считается довольно рискованным – снятая насадка быстро остывает, нужно уметь точно подгадать время выдержки. Права на ошибку нет – когда стык потечет, придется переделывать часть системы и устранять последствия затопления.
По окончании сборочных работ сделайте опрессовку – заполните трубопроводную сеть водой, накачайте максимальное рабочее давление и оставьте на 1 сутки. Подробности монтажа и проверки смотрите во втором видеоуроке:
Соединение ППР без сварки
В жизни случаются ситуации, когда применение традиционной пайки полипропиленовых деталей исключено. Например, стык расположен в труднодоступном углублении или при монтаже внезапно отключили свет, а вам осталось сварить последнее соединение. Практикуется 3 одноразовых способа:
- разогрев газовой горелкой и последующая стыковка;
- использование компрессионной муфты типа Gebo;
- посадка элементов на анаэробный клей.
Почему указанные варианты считаются одноразовыми. Склейка и нагрев горелкой не могут обеспечить требуемой надежности стыка и применяются лишь в крайнем случае на магистралях холодного водоснабжения. Соединять подобным образом трубы отопления и ГВС крайне нежелательно. Муфты Gebo надежны, но слишком дороги.
![Нагрев пластикового стыка горелкой]()
Технология соединения без паяльника проста – детали обезжириваются, аккуратно греются пламенем горелки, стыкуются и фиксируются на 6—10 секунд. Методика демонстрируется ниже на видео.
Склеивание производится согласно инструкции на упаковке анаэробного герметика. Конец трубы и гнездо фитинга следует зачистить, обезжирить и наложить клей небольшой кистью. Затем элементы скрепляются методом сжатия.
Заключение
Методика пайки полипропиленовых труб и фитингов подтверждает общеизвестное правило: чем дешевле стройматериал, тем больше труда нужно затратить на его применение. Монтировать разводку из металлопластика, ПВХ и ПНД гораздо проще. Поэтому перед окончательным выбором рекомендуем ознакомиться со сравнительным обзором трубопроводов типа PPR и PEX (сшитый полиэтилен).
Читайте также: