
Сварка полиэтиленовых труб встык своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 05.10.2024
Трубопроводы из полиэтиленовых элементов постепенно заменяют привычные металлические трубы. Пластик имеет множество серьезных преимуществ перед металлом. Сварка полиэтиленовых труб надежный метод соединения отдельных деталей. Готовой шов выдерживает большие нагрузки, долговечен, устойчив к воздействию влаги.
Сварка труб из полиэтилена
Особенности монтажа
При пайке ПНД труб нужно учитывать, что сварочное соединение является неразъемным. Для изготовления прочного сварочного соединения, необходимо применять специализированное оборудование. Изначально лучше попробовать выполнить работу на черновых деталях.
При создании соединения на обжимных фитингах, необходимо выбирать возможность разъединения отдельных элементов. Стык, изготовленный на фитингах, может выдержать нагрузку индивидуального водяного отопления, но он не рассчитан на гидроудары или промышленное давление. Сварочный шов подходит для скрепления деталей большого диаметра.
Сварочный аппарат
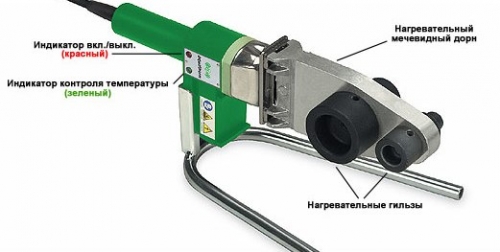
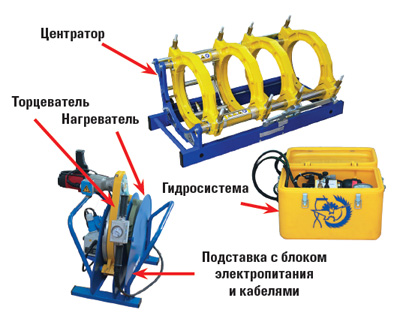
Аппарат для сварки ПНД труб состоит из нескольких элементов. Каждый элемент выполняет свои функции. К примеру, для зажима и центровки труб используется центратор. Он оснащен двумя или четырьмя хомутами. Рубанок применяется, чтобы обработать торцы. А сварочное зеркало – нагревает трубы до температуры плавления.
Кроме того, аппарат оснащен устройством, которое позволяет создать требуемое усилие для прижатия трубы к сварочному зеркалу, а также для прижатия двух отрезков трубы при прессовке. Блок управления устройством позволяет обеспечить необходимое напряжение, а также поддержание параметров устройства в определенном интервале.
Способы сварки
Технология сварки полиэтиленовых труб проводится несколькими методами. Каждый из них имеет определенные особенности, требует применения разных видов инструментов, расходных материалов.
Раструбный
Для сварки ПЭ труб раструбным методом необходимо использовать специальные фитинги. Дополнительно понадобятся следующие инструменты:
- калибратор;
- труборез;
- сварочный аппарат для полимерных материалов;
- инструмент для снятия фаски;
- набор насадок для нагревания.
Пошаговая инструкция по проведению работ:
- Разрезать трубы по нужным размерам.
- Инструментом для снятия фаски обработать соединяемый край.
- Откалибровать отверстие, чтобы получилась идеальная окружность.
- Протереть стыкуемые поверхности от пыли, обезжирить.
- Выставить температуру нагрева сварочного аппарата на 210 градусов по Цельсию. После нагрева до этой температуры, на аппарате загорится индикатор.
- На две насадки, закрепленных на сварочном аппарате, установить подготовленную трубу, муфту.
- После нагрева, снять две детали, соединить их вместе.
Дождаться остывания шва.
Встык
Метод применяется для сваривания изделий, толщина стенок которых превышает 5 мм. Требуемое оборудование, инструменты:
- Механизм для обработки срезов — торцеватель.
- Приспособление для соосного выставления двух деталей относительно друг друга — центратор.
- Система управления для автоматизированных процессов.
- Сварочный аппарат, применяемый для торцевого соединения.
- Привод для соединения отдельных элементов.
- Редукционные вкладыши.
Процесс проведения работ:
- Закрепить два конца трубопровода в центровочной станине.
- Зачистить, снять фаску с соединяемых мест.
- Сварочное зеркало разогревает две части трубопровода одновременно.
- Под давлением две части удерживаются до остывания.
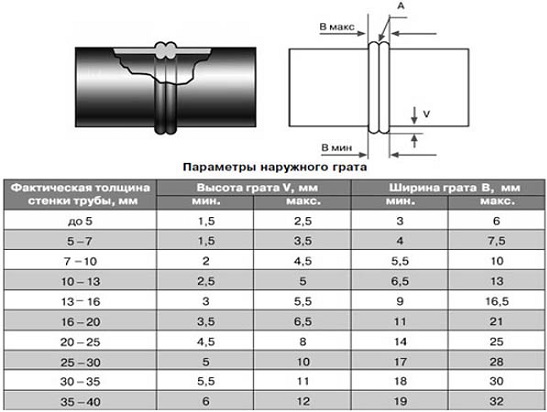
Чтобы сделать прочный шов, необходимо ознакомиться с таблицей сварки полиэтиленовых труб встык.
Сварочный аппарат для полиэтиленовых труб
Экструдером
Пайка трубы ПНД экструдером применяется на производстве при изготовлении трубопроводов сложной формы. Пошаговая инструкция по выполнению работ:
- Обрезать детали по нужным размерам, зачистить их от заусенцев.
- Очистить места среза от грязи, обезжирить их.
- Точечной сваркой скрепить детали между собой.
- Проварить стык экструдером.
Чтобы довести шов до приемлемого вида, нужно дождаться остывания пластмассы, зачистить его наждачной бумагой.
Электросварными фитингами
Сварка ПНД труб электромуфтами считается дорогим методом, которые требует покупки определенных расходников, инструментов. Электросварные фитинги — это детали из полимерных материалов, которые имеют несколько нагревательных элементов, вмонтированных внутри. При использовании фитингов нужно применять специальный сварочный аппарат, который не имеет нагревающегося сегмента.
Муфтовая сварка ПНД труб
Муфтовая сварка
Муфтовая сварка имеет другой порядок действий и иной набор материалов. Для проведения работ обязательно понадобится паяльник для ПНД труб, а также набор насадок. Часто в таких соединениях используется дополнительная аппаратура, такая как уголки и эксцентрики. Соединение торцов изделий проводится после того, как к ним будут присоединены фитинги.
В работе используется паяльник для полипропиленовых труб, который содержит несколько металлических деталей. Эти детали и нагревают пластиковые агрегаты. Одна из них представляет собой дорн – специальный элемент, который вставляется во внутреннюю часть фитинга. Другая же, гильза, служит для нагрева самого участка.
Проведение муфтовой сварки требует особой подготовки. Нужно осуществить ряд действий, помогающих повысить качество соединения:
- Заготовки должны быть подрезаны и выставлены ровно друг напротив друга.
- Края нужно очистить от загрязнений и остатков пластика.
- Те трубы, которые сейчас не используются, необходимо заткнуть пробками во избежание засорений.
- Нужно осмотреть паяльный прибор на наличие загрязнений или остатков пластика от прошлых работ. В случае необходимости очистить.
После проведения всех подготовительных работ можно со спокойной душой взяться за реализацию данного метода сварки. Порядок реализации:
- Соединяемые детали нагреваются паяльником до определенной температуры. Обычно за этой температурой следит сам прибор, который в нужный момент подаст сигнал об остановке нагрева.
- Труба с усилием вставляется в гильзу, а фитинг насаживается на дорн. Часто для выполнения этих операций потребуется довольно большое усилие. Вставлять детали необходимо до упора.
- Лишняя часть пластика будет выдавлена наружу и создаст валик в виде кольца.
- Затем обе детали необходимо снять с инструмента и плотно соединить между собой.
- После полного остывания можно продолжать работу по подключению трубопровода.
Важно! Во время остывания необходимо обеспечить полный покой соединению. Любые воздействия на данном этапе могут нарушить герметичность соединения.
Продолжительность пайки можно узнать из нормативов, в которых это время указано в зависимости от диаметра деталей.
Соединение с фитингом
Также необходимо помнить, что прикладывать усилия при соединении трубы и фитинга необходимо только до тех пор, пока детали не уперлись. Если продолжить воздействие, можно нарушить целостность соединения, что вызовет негативные последствия в будущем.
Инструменты и оборудование
Оборудование, инструменты для проведения работы выбираются зависимо от того, какой метод сварки будет применяться. Обязательно нужен труборез, механизм для снятия фаски. Например, для электромуфтовой сварки полиэтиленовых труб нужен специальный сварочный аппарат, нагревательные детали.
Терморезисторная сварка полиэтиленовых труб требуются применения закладных электронагревательных деталей. Для стыкового метода понадобится центратор, гидравлический привод, торцеватель.
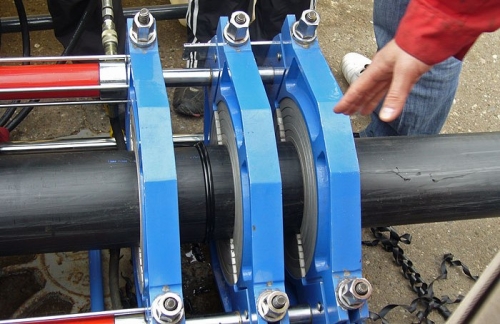
Стыковая сварка полиэтиленовых труб
Для стыковой сварки труб из полиэтилена необходимо специальное сварочное оборудование. Данный способ соединения является эффективным для пайки труб только из ПНД. Универсальность его состоит в том, что он позволяет сохранять гибкость конструкции на всём её протяжении. Использоваться данный метод может как при траншейном, так и при открытом способе прокладки труб.
Стыковая спайка ПНД труб выполняется в следующей последовательности:
- Установка концов свариваемых изделий в центраторе сварочного оборудования.
- Выравнивание и плотная фиксация деталей.
- Зачистка концевых участков от грязи, пыли, жира, прочих засорений и наслоений (осуществляется посредством смоченной в спирте хлопчатобумажной материи).
- Обработка концевых фрагментов посредством торцующего устройства (торцовка). Процесс производится до появления равномерной стружки, не превышающей 0,5 миллиметров в толщину.
- Извлечение заготовок и проверка торцов рукой на параллельность. При выявлении существенного зазора между поверхностями – повторное проведение торцовки до обретения необходимого соответствия.
- Разогрев торцов заготовочных труб нагревательным элементом, поверхность которого покрыта антипригарным слоем.
- По достижении некоторого оплавления заготовок – извлечение нагревательного элемента и смыкание торцов свариваемых труб. Давление прижима повышают до тех пор, пока не будет достигнуто полное и прочное смыкание. Изделия следует держать некоторое время (обычно – 5-10 минут) до полного затвердения соединения.
- Проверка качества сварной конструкции. Оценивается внешний вид сварных торцов, их соответствие между собой и прочность пайки.
Помимо самого сварочного процесса, важно уделить повышенное внимание предварительным работам, перечисленным в начальных пунктах. Их следует тщательно выполнить до того, как паять трубы ПНД, поскольку от этого во многом зависит надёжность и прочность производимого соединения.
Обязательным условием для высокой эффективности стыковой сварки является её выполнение посредством одного шва. Только в таком случае достигается максимальная прочность сварного соединения, иначе она может оказаться недостаточной.
Этапы работ
Чтобы выполнить сварку труб ПНД своими руками в домашних условиях, применяют метод соединения деталей в стык. Этапы выполнения работ:
- Обрезать элементы по требуемым размерам.
- Снять фаски, отцентровать две детали.
- Зачистить соединяемые части от заусенцев, грязи. Обезжирить их спиртом.
- Нагреть две части с помощью сварочного аппарата для пластика.
- Руками с нажимом соединить две детали.
Подождать пока шов остынет. Зачистить наплывы пластика с помощью мелкой наждачной бумаги. Стыковой метод соединения обеспечивает гибкость трубопровода на всем его протяжении, что считается плюсом. Если нужно сделать шов в труднодоступном месте, желательно выбрать муфтовый метод. Разъемные стыки подходят для изготовления временных трубопроводов.
Сварка полиэтиленовых труб считается надежным методом изготовления трубопроводов из пластика. Выделяется несколько методов проведения работ, которые отличаются друг от друга используемым оборудованием, этапами выполнения сварки. Изготовить прочное соединение можно самостоятельно.
Электромуфтовая сварка
Электромуфтовая сварка
Особый вид муфтовой сварки, который заключается в применении особого оборудования. Такое соединение помогает добиться высокой прочности и долговечности готовой конструкции. Способ реализуется с помощью электромуфт, у которых внутри уже расположены нагревательные элементы.
Могут использоваться фитинги с нагревательными элементами во внутренней части. Спирали разогревают материал, делая его пластичным. Затем две детали стыкуются между собой и обеспечивается надежное монолитное соединение.
Инструменты для подобной сварки гораздо более дорогие, однако и функционально намного лучше. Использование электромуфт гарантирует отсутствие кольцевых валиков во внутренней части и обеспечит хорошее прохождение воды. Еще одно преимущество заключается в том, что такой способ не требует непосредственного применения сварочного оборудования. Это помогает производить работы в стесненных условиях.
Порядок проведения электромуфтовой сварки:
- Соединяемые части разрезаются в нужных местах.
- Торцы изделий, а также электромуфта очищаются от загрязнений.
- На поверхности оставляют соответствующие метки, которые должны будут помочь определить глубину вставки муфты.
- При помощи проводов электромуфта соединяется со сварочным оборудованием.
- На приборе мастер нажимает кнопку начала сварки, которая запустит нагрев элементов.
- Как только процесс завершится. Прибор самостоятельно выключит нагрев.
- Примерно через час соединение полностью остынет и его можно пускать в эксплуатацию.
Пробки на торцах
Торцы неиспользуемых труб перед началом сварки лучше всего прикрыть специальными пробками, чтобы избежать охлаждения.
Во время сварки важно удерживать части в жестком положении. Это можно делать с помощью особых держателей или подставок. Итоговый сварной шов не должен быть толще, чем 0.5 толщины стенки.
Подготовка к работе
Прежде чем приступать непосредственно к сварке, следует провести предварительную подготовку. Ее этапы одинаковы вне зависимости от того, какой именно способ будет применен.
Прежде всего, нужно подготовить рабочую площадку достаточного размера, на которой разместится все необходимое оборудование, сами трубы и фитинги (если они используются). Перед началом работы и включением сварочного аппарата в сеть, проверяют целостность электрических кабелей. Также стоит убедиться, что зажим и электронные датчики исправны, ножи торцевателя заточены, а приготовленные для работы вкладыши соответствуют трубам по диаметру. Детали, во время эксплуатации подвергающиеся трению, смазываются, а нагреватель, торцеватель и скребок проходят очистку и обезжириваются.
Обрабатываются и сами трубы: в местах предполагаемых стыков поверхность зачищается. Таким образом, удается избавиться от различных загрязнений, которые помешают создать надежное соединение.
Сварка встык своими руками
Этот способ осуществляется с использованием специального аппарата для сварки трубопровода. Сам процесс заключается в следующем. Торцы элементов очищают от загрязнений и протирают обезжиривающим составом. Потом они нагреваются специальным ТЭНом до вязкого состояния и соединяются под давлением. После этого шов должен остыть естественным путем и только затем можно приступать к эксплуатации трубопровода.
Однако при выполнении стыковой сварки следует следить за такими параметрами, как:
- Время нагревания;
- Высота оплавления торцов;
- Давление на соединяемые поверхности;
- Температура.
При соблюдении всех рекомендуемых параметров шов должен получиться ровным с одинаковым выступом по всей поверхности. Стыковое сварочное соединение считается основным способом создания трубопровода из полиэтиленовых комплектующих.
Стыковая сварка полиэтиленовых труб относится к неразъемным способам соединения и производится путем нагрева при помощи специального сварочного оборудования торцов свариваемых частей, трубы и (или) фитинга до вязкотекучего состояния полиэтилена, и последующего их соединения под давлением.
Сварка в стык — достаточно сложный технологический процесс, требующий высокой квалификации персонала и высококачественного оборудования. В месте с тем, данный способ обладает рядом несомненных преимуществ:
- Для сварки полиэтиленовых труб не требуется тяжелая техника;
- Сваривать полиэтиленовые трубы может бригада из 1 — 2 человек;
- Значительно ниже потребление электроэнергии (либо топлива) по сравнению со сваркой стальных труб. При применении так называемых “длинномерных труб” (на катушках или в бухтах) снижает количество сварных соединений в 50- 100 раз. Все это значительно ускоряет строительство трубопровода и снижает стоимость монтажа.
Способ стыковой сварки
Сварка встык — это способ, используемый для соединения труб и фитингов одного диаметра и толщины. В этом процессе свариваемые поверхности труб выравниваются таким образом, чтобы достигался идеальный контакт, затем нагреваются до температуры плавления. После этого расплавленные поверхности труб соединяются под давлением. Сварочное давление, температура и длительность регулируются таким образам, чтобы сохранить физические и химические свойства исходного материала.

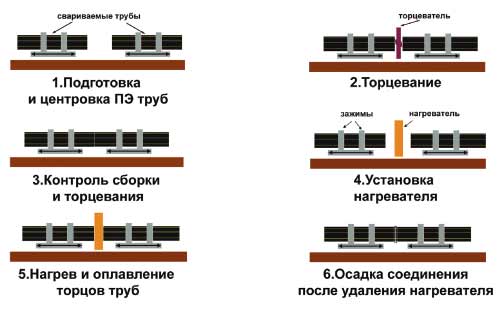
Сварочный цикл можно разделить на следующие этапы:
- Оплавление торцов трубы;
- Нагрев;
- Удаление нагревателя из зоны сварки;
- Сварка;
- Охлаждение.

Перед началом сварки зоны соединения труб выравниваются с помощью электроторцевателя — инструмента для механической обработки торцов свариваемых труб. Инструмент выравнивает торцы труб под прямым углом относительно оси и удаляет все сколы и неровности сечения. Торцевание должно производиться до тех пор, пока стружка, образуемая в результате торцевания, начнет выходить непрерывной, ровной лентой.
Максимальные допуски по зазорам между свариваемыми поверхностями после торцевания указаны в таблице:

Для монтажа системы газопровода или водопровода можно применять напорные элементы из полиэтилена. Сварка полиэтиленовых труб используется для соединения магистрали в единое целое.
Трубы из полиэтилена в последнее время все чаще применяют для устройства системы канализации и водопровода. Популярность материала во многом обусловлена:
- Практичностью, а точнее, прочностью и пластичностью.
- Устойчивостью к изменениям температурного режима.
- Толерантностью к воздействию агрессивных сред.
Эффективные способы состыковки ПНД труб
Технологически соединить ПНД трубы можно двумя основными методами – неразъемным и разъемным.
Первый предполагает задействование сварочного аппарата, второй реализуют без использования такового.

Каждый метод крепления имеет свои достоинства и недостатки, а потому оптимальный вариант состыковки полимерных труб выбирают исходя из конкретных условий
Сварные неразъемные соединения дают возможность максимальной герметизации, что особо актуально при обустройстве магистралей под давлением. Разъемные соединения удобны в монтаже и дают возможность в любой момент разобрать трубопровод с тем, чтобы изменить конфигурацию магистрали или дополнить ее новыми отводами.








Особенности труб и сфера их применения
Для изготовления этого сантехнического изделия используется плотный полиэтилен. Поэтому трубы из него отличаются высокой прочностью и гибкостью. Имея небольшой вес они просты в монтаже, транспортировке, не требуя специальной техники для выполнения погрузочно-разгрузочных работ. Обслуживание таких труб одно из самых простых.
Благодаря своим превосходным техническим характеристикам эти изделия получили широкое распространение в самых различных сферах деятельности человека.
Наиболее часто они применяются:
- В системах систем канализации;
- Водопровода;
- Электросетей.
Но кроме этого трубы ПНД актуальны и в сельском хозяйстве, а также при сооружении скважин. Ограничение в применении касается только систем отопления и горячего водоснабжения, так как изделия из полиэтилена размягчаются при 80°C.
Неразъемные способы соединения
Для состыковки ПНД труб применяют два неразъемных способа соединения: посредством сварки встык и путем установки электросварочной муфты.
В любом случае при реализации этих методов к соединениям предъявляют такие требования:
- Максимальный угол смещения свариваемых отрезков должен составлять не более 10% относительно толщины стенки состыковываемых труб.
- Стыковочный шов следует делать выше внешнего уровня поверхности примыкающих отрезков.
- Высота валика качественно выполненного шва должна варьироваться в диапазоне 2,5-5 мм.
Оптимальное значение высоты валика зависит от толщины стенок оплавляемого изделия. На тонкостенных трубах (до 5 мм) он должен быть не более 2,5 мм. Если толщина стенок труб варьируется в пределах 6-20 мм, то высота валика должны быть не более 5 мм.
Посредством сварки труб встык
Создание неразъемного соединения осуществляется за счет размягчения материала до состояния тягучей субстанции с тем, чтобы произошло диффузное объединение его частей. Его применяют для труб, имеющих толщину стенок свыше 5 мм.

Соединение встык с использованием сварочного аппарата применяют при обустройстве трубопроводов, по которым предстоит транспортировать жидкость в условиях высокого давления
Метод соединения с применением сварки используют на прямых участках водопровода, который предполагается эксплуатировать под давлением. Только он позволяет получать герметичное соединение при диаметрах свыше 200 мм, поскольку не создает потерю жесткости труб, приводящей к деформации.
Прочную сварку труб ПНД своими руками осуществляют с использованием специального инструмента. Суть метода заключается в нагревании торцов состыковываемых элементов до вязкого состояния с помощью нагревательной насадки. Размягченные концы просто соединяют друг с другом под давлением, после чего участку соединения просто дают остыть.
Главная сложность в работе с оборудованием – необходимость контролировать не только степень прогрева элементов, но и собственные телодвижения с тем, чтобы не испортить шов и не нарушить целостность труб
При выполнении сварочных работ важно выдерживать температурный режим нагревательных элементов.
Параметры выдержки времени и температуры нагревательных элементов определяют, беря в расчет три фактора:
- Толщина стенок трубопровода.
- Диаметр отводов.
- Технические параметры паяльного устройства.
Соединение труб путем сварки является наиболее надежным и долговечным вариантом. С его помощью можно создать неразъемное крепление, которое способно выдержать давление как безнапорных, так и напорных систем водоснабжения.
Сварку выполняют в такой последовательности:
При выполнении сварки важно не передержать. Это может спровоцировать образование наплыва полиэтилена на внутренний диаметр изделия.

Таблица, которую стоит использовать для контролирования процесса с тем, чтобы получить максимально прочное соединение, но при этом не перегреть пластмассу
Для получения надежного крепления глубина установки должна составлять порядка 2 мм. Выдерживая заданную глубину, полученный сварочный шов будет иметь ровный презентабельный вид с одинаковой высотой отступа.
С этапами сварки труб ПНД встык ознакомит следующая подборка фото:
Этап 1: Установка свариваемых труб в центратор
Этап 2: Подготовка торцов труб торцевателем
Этап 3: Установка нагревательного элемента
Этап 4: Выжидание остывания полиэтилена
Посредством электромуфтовой сварки
При реализации этого способа неразрывного соединения задействуют электромуфтовую сварку либо электросварочный фитинг.

Используемая для этой цели одноразовая муфта выполнена из того же материала, что и трубы, но дополнительно оснащена вмонтированным нагревательным элементом
Этот метод эффективен, когда приходится работать в стесненных условиях. К примеру, при выполнении ремонтных работ в колодцах или когда нужно сделать врезки в ранее соединенные трубы.
Единых стандартов для проведения раструбной пайки в отечественных нормативных документах нет. Эта технология чаще применяется в европейских странах и регламентируется стандартами DVS-220715.
Установка электродов для электромуфтовой сварки
Оперативное выполнение ремонта муфтой
Автоматизация процесса сварки труб ПНД
Сфера применения электромуфтовой сварки
Технология соединения ПНД труб с задействованием муфт включает ряд основных этапов:
- Подготовка участка коммуникации. Наружную поверхность отвода отчищают от жира и пыли. Для этой цели используют мыльные и спиртовые растворы, которые в широком ассортименте представлены в строительных магазинах.
- Обработка мест стыка. Плотность крепления напрямую зависит от того, насколько гладко выполнен срез. Для получения идеально гладкой поверхности торец трубы затирают отрезом мелкозернистой наждачной бумаги.
- Создание фасок. Стык отвода подрезают на 45°. Скос позволит обеспечить максимально плотное прилегание элементов и их крепление.
- Монтаж муфты. Муфту подключают к источнику питания. После того как она нагреется до заданной температуры, одной стороной (дорном) муфту надевают на трубу, а вторым концом (гильзой) соединяют со вторым отводом трубы.
Ключевым условием выполнения электромуфтовой сварки является обеспечение в момент разогревания и застывания элементов неподвижности деталей. При заглублении отводов отрезков в полость разогретой муфты важно работу выполнять быстро, но максимально осторожно с тем, чтобы не перегреть полиэтилен.
В конец муфты заглубляют второй отрезок трубы, размечая части трубопровода максимально плотно так, чтобы получился минимальный зазор
В момент заглубления отрезков в полость муфты будьте готовы к тому, что из-под нее начнет понемногу проступать жидкая пластмасса. После завершения работ остается только снять муфту, а соединенный трубопровод разложить на твердой поверхности с тем, чтобы зафиксировать его в желаемом положении.
После застывания расплава на месте стыка будет виден плотно прилегающий к трубе обжимной хомут.
Но выбирая этот метод, стоит учитывать, что пластиковые трубы не отличаются высокой жесткостью. А потому при сильном внутреннем давлении созданный шов может просто разойтись. Муфтовое соединение – не лучшее решение для обустройства коммуникаций отопления и создания отводов под умывальник.
Оценке слабых и сильных сторон различных способов сварки ПНД труб посвящена статья, с содержанием которой мы советуем ознакомиться.








Вывод

Итак, теперь вы знаете, как соединить в единое целое полиэтиленовые трубы. Остались какие-либо вопросы? Задавайте их в комментариях к тексту. Кроме того, рекомендую посмотреть видео в этой статье.
Предложенные видеоролики наглядно продемонстрируют все виды сварки ПНД труб, а также ознакомят с процессом сборки компрессионного фитинга и седелки.
Самостоятельный монтаж полиэтиленовых водопроводов требует некоторых знаний и умений, но вполне выполним при соблюдении вышеперечисленных правил. При отсутствии специального оборудования собрать водопровод можно вообще без инструментов, используя исключительно компрессионные фитинги.
Вариантов монтажа много, но использовать нужно тот, который обеспечит результат с минимумом финансовых затрат.
Определяете оптимальный способ сварки полиэтилена и хотите уточнить некоторые моменты? Не стесняйтесь, задававайте свои вопросы нашим экспертам – мы постараемся вам помочь.
Читать далее: Деревенский стиль в интерьере загородного дома своими руками
Как вы могли убедиться, сделать соединение труб ПНД своими руками не так уж сложно, если располагать соответствующим оборудованием. Больше полезной информации, которая пригодится при проведении монтажа, вы сможете найти, посмотрев видео в этой статье.
Как согнуть или выпрямить изделие?
Полиэтиленовые трубы выпускаются в продажу прямыми 12-метровыми отрезками либо же в виде цельных изделий, намотанных на большие бухты. Будучи в скрученном состоянии, изделия приобретают форму колец и деформируются. Перед тем как выпрямить или согнуть деформированную трубу ПНД, ее надо нагреть.

При сборке трубопровода нередко возникает необходимость выпрямить скрученную или, напротив, согнуть деформированную полиэтиленовую трубу
Полиэтилен низкого давления славится хорошей упругостью. Но утрачивает это свойство при температуре нагрева свыше +80°С. Этот момент и используют при необходимости изменить конфигурацию изделия.
Но стоит помнить, что для расправления или сгибания температуру можно повышать только на короткий временной период. Ведь полиэтиленовая труба принадлежит к категории строительных материалов, которые при нарушении температурного режима можно повредить.
Обзор способов разгибания трубы
Распрямить трубу, устранив заломы, которые возникли при ее хранении и транспортировке, проще всего после легкого нагрева изделия. Если замена или ремонт трубопровода проводится в летний период, когда солнечные лучи максимально припекают, можно задействовать их для достижения поставленной задачи.

Чтобы выпрямить трубу ПНД, нужно всего лишь оставить ее пару часов под прямыми солнечными лучами, крепко зафиксировав концы отрезка
УФ лучи не ухудшат эксплуатационные параметры полиэтилена, но при этом на время смогут размягчить стенки изделия. Вам останется лишь закрепить размягченную трубу вдоль жесткой опоры или стены, либо же уложить в заранее прорытую траншею. Перед тем как распрямить изогнутую ПНД трубу на грунте, нужно освободить участок.
Если же работу приходится выполнять в зимнее время, используйте для разогрева изделия горячую воду. Но этот метод эффективен для труб, размер которых не превышает 50 мм. В качестве вспомогательных средств для выправления можно использовать металлические перила и кирпичную кладку. В любом случае: чем короче отрезок изделия, тем легче с ним будет работать.
Эффективные методы, позволяющие согнуть заготовку
Если возникает обратная ситуация, когда нужно согнуть ПНД трубу, применяют всю ту же тепловую обработку.
Для разогрева задействуют такие методы:
- обдувают горячим направленным воздухом строительного фена;
- прогревают стенки изделия газовой горелкой;
- обдают поверхность кипятком.
Для упрощения процедуры сгибания лучше соорудить формовочный каркас. Оправу, размер которой соответствует диаметру сгибаемой трубы, можно сделать из обычных листов ДВП. Для придания гладкости поверхности оправы отшлифуйте ее отрезом наждачной бумаги.
Чтобы согнуть ПНД трубу с помощью фена, работу выполняют в такой последовательности:
- Обрабатываемое место прогревают строительным феном.
- Размягченную заготовку заглубляют в формовочный каркас.
- Аккуратно сгибают трубу, не прилагая чрезмерных усилий с тем, чтобы в месте сгиба не разорвать изделие.
Создав требуемый угол изгиба, нужно оставить изделие до полного охлаждения и лишь после этого извлечь из каркаса.
Чтобы обеспечить равномерное прогревание поверхности полиэтиленового изделия, трубу необходимо постоянно вращать вокруг своей оси, подставляя под лучи различные участки

Трубы, что изготовлены из полиэтилена, используются все активнее. Технические характеристики подобных изделий позволяют применять их для производственных нужд и в процессе строительства трубопроводов бытового назначения. Высокое качество при относительно небольшой цене полиэтиленовых труб создает на них устойчивый спрос. Кроме того, они просты в монтаже и соединении. Рассмотрим, как происходит сварка полиэтиленовых труб в домашних условиях.
Содержание:
Соединение полиэтиленовых труб
Те, кто решил заменить старый трубопровод на пластиковый, несомненно, по достоинству оценят современное разнообразие видов пластика. Но с другой стороны широкий ассортимент породил определенные сложности, потому что каждый вид к себе требует при монтаже особого отношения. Особенно устойчивыми к внешним факторам и надежными выступают трубы из специального материала - так называемого сшитого полиэтилена.
Трубы, которые изготовлены из полиэтилена, можно использовать для строительства напорного и безнапорного трубопровода. Подобные трубы в бытовом плане применяют, чаще всего, для сборки системы подачи воды. Чтобы выполнить установку трубопровода своими руками, домашним мастерам важно знать параметры соединений полиэтиленовых труб.
Основные виды соединений полиэтиленовых труб: соединение при помощи дополнительных соединительных элементов, которые называются фитинги, стыковая и электромуфтовая сварка. С разъемными соединениями, как правило, все понятно. Разъемные соединения принято использовать при установке внутренней части трубопровода. Укладка труб с помощью фитингов выступает столь простой процедурой, что произвести её получится у любого человека, который не имеет ни малейшего опыта в этом деле.
Однако выбор подобных соединений позволяет осуществлять ограниченный спектр работ, поэтому при монтаже водопроводной системы без сварки полиэтиленовых труб своими руками не получится обойтись. Как вид соединения сварка поможет сохранить прочность и гибкость трубопровода. Еще одно важное преимущество – установку труб можно проводить на поверхности земли, после чего укладываться в траншею, также допустим и бестраншейный метод.
Правила сварки труб
Технология методов сварки полиэтиленовых труб различна, но известно несколько основополагающих принципов. На них и стоит обратить внимание, приступая к любой сварке. Давайте рассмотрим их поподробнее:

Полиэтиленовые трубы должны обладать одинаковой толщиной стенок и равным диаметром, быть между собой совместимыми физически и химически (данные сведения следует уточнить у производителя).
- Концы труб перед началом работ подлежат обязательной очистке.
- При сварке труб рекомендуется минимизировать влияние внешних факторов и погодных условий:
- при слишком низких температурах нужно обогревать помещение, как показано на видео о сварке полиэтиленовых труб;
- при наличии ветра и отсутствии окон создайте преграду из любого материала наподобие палатки;
- при обилии солнечных лучей защищайте свариваемые поверхности от прямых лучей, чтобы избежать перегрева их отдельных мест.
- Концы труб, что не задействованы в сварке, рекомендуется закрывать заглушками, потому что приток холодного воздуха способен понижать температуру свариваемых участков ниже необходимой (кроме случая, когда проводится холодная сварка полиэтиленовых труб).
- Исключите в процессе самой сварки и во время остывания труб любые механические воздействия на эти изделия.
Методы сварки труб
И у вас сразу возник вопрос – какая технология сварки полиэтиленовой трубы предпочтительнее, и какая вообще бывает сварка труб. Если вы собрались трубы сваривать своими руками, вам стоит досконально разобраться во всей процедуре, в материалах и оборудовании, которые используются при сварке полиэтиленовых труб. В технологии сварки полиэтиленовых труб нет ничего сложного, ведь современные сварочные аппараты являются упрощенными для использования.
Раструбная сварка
Для данного метода полиэтиленовой сварки рекомендуется приготовить специальное оборудование, которое представляет собой сварочный аппарат. Ручные сварочные аппараты предназначены для ручной сварки труб и фитингов небольших диаметров - до 50 миллиметров. Несмотря на подобные ограничения, ручные сварочные аппараты изготовляются для всего диапазона полиэтиленовых труб, что предназначены для раструбной сварки при помощи фитингов (вплоть до 125 миллиметров).
Также бывают и механические сварочные аппараты, которые предназначаются для механизированной раструбной сварки полиэтиленовых труб большого диаметра - от 40 миллиметров и больше, когда велико усилие совмещения труб и фитинга. Такие устройства обеспечивают скорость и удобство выполнения раструбной сварки полиэтиленовых труб, позволяют добиться высокого качества сварного соединения.
Для раструбной сварки приготовьте такие принадлежности:
- Сварочные насадки или адаптеры. Они нуждаются в периодической замене из-за износа тефлонового покрытия. Под определенный диаметр полиэтиленовых труб требуется пара насадок соответствующего диаметра.
- Режущие инструменты. Такие вещи необходимы для резки труб при укладке трубопровода и для снятия с армированных труб алюминиевого слоя перед сваркой.
Свариваемыми поверхностями выступают в данном случае наружная часть трубы и внутренняя часть фитинга. Обе поверхности нагревают с помощью сварочной насадки, состоящей из таких составляющих: дорн – половина для нагрева фитинга и гильза – половина для нагрева конца трубы.
Раструбную сварку полиэтиленовых труб осуществляют таким способом. Сварочный аппарат следует прогреть до нужной температуры. Фитинг надевают на дорн до упора, согласно инструкции сварки полиэтиленовых труб. Подобное действие, как правило, требует небольших усилий. Одновременно с этим оденьте до упора на гильзу конец полиэтиленовой трубы. Проделайте эти манипуляции как можно быстрее.
Помните, что наружный диаметр гильзы несколько больше внутреннего диаметра трубы, а внутренний диаметр фитинга немного меньше наружного диаметра дорна. Лишний наружный слой труб во время нагрева оплавляется и наружу выдавливается в виде валика, который называют гратом. Уменьшение диаметра трубам позволяет войти в насадку, предназначенную для сварки.
Аналогичным способом грат выдавливается также на фитинге, позволяя ему с дорном совместиться полностью. Детали двигают в стенку нагревательной насадки до упора. Этот момент нужно чувствовать рукой, очень важно при его наступлении прекратить любое давление на детали. Дальше детали следует удерживать в этом положении на протяжении необходимого времени.
По истечению отведенного промежутка нужно быстро снять фитинг, затем вынуть трубу из насадки и совместить до упора вместе две детали. После остывания вы получите цельную полиэтиленовую деталь. После этого вваривают в другой конец фитинга вторую трубу. Если вы планируете аппарат для сварки труб использовать только единожды, целесообразнее с экономической позиции не покупать его, а взять напрокат. Так вы сможете уменьшить цену сварки полиэтиленовых труб.

Качество соединения будет напрямую зависеть от правильности выполненных манипуляций. При раструбной сварке полиэтиленовых труб чаще всего допускаются ошибки следующего характера. Первая из них – трубу во время совмещения не вводят до конца в фитинг, за счет чего между внутренним упором и трубой формируется промежуток. Данное соединение внешне смотрится обычным, но внутри образуется участок с большим внутренним диаметром труб и меньшей толщиной стенки.
При совмещении деталей лишние усилия тоже провоцируют проблемы, связанные с надежностью соединения. Так, внутри трубы под давлением упора фитинга образуется лишний грат, который будет создавать в дальнейшем препятствие току газа или воды.
Сварка труб встык
Самой большой популярностью пользуется технологическая карта сварки полиэтиленовых труб встык. Выбрав данную методику сварки, вы сможете существенно сократить использование электроэнергии. Помимо этого, сварка труб встык не требует применения тяжелой техники, что облегчает монтажные работы.
Такой методикой сваривают трубы, имеющие толщину стенок больше 5 миллиметров и диаметр более 50 миллиметров. Марка полиэтилена свариваемых между собой элементов должна быть одинаковой. Поэтому перед совершением стыковой сварки стоит отсортировать трубы и фасонные детали по партиям поставки. Предпочтительнее сваривать трубы, что выпущены в одной партии. К тому же не лишним будет тестирование труб на эллипсность.
Основа технологии состоит в разогреве торцов труб с помощью нагревательного инструмента перед процессом расплавления. При стыковке труб в этом состоянии соединение деталей происходит на молекулярном уровне. Стыковая сварка проводится в диапазоне от минус 15 градусов до плюс 45 градусов по Цельсию.
При сварке полиэтиленовых труб встык сразу же возникает вопрос: сколько отрезать от труб. Ведь отрезок трубы, в конце концов, уменьшится на расстояние сварки. Посмотрите для этого в инструкцию сварки полиэтиленовых труб или измерьте парную насадку на инструменте. Это расстояние будет разным для различного диаметра труб. К примеру, для 20 миллиметров трубы это расстояние составляет 14,5 миллиметров, для трубы 32 миллиметров – 18 миллиметров соответственно.
Далее рекомендуется перед сваркой каждой детали водопровода нанести разметку, чтобы трубу постоянно не измерять и повысить повторяемость сварки. Одинаковыми соединения будут по внешнему виду, предсказуемым станет усилие для одевания и снятия заготовок с разогретой насадки.
Стыковая сварка полиэтиленовой трубы кроется в нагреве торцов свариваемых элементов до вязкотекучего состояния и их соединением под давлением. Концы труб нужно закрепить жестко в фиксаторах специального аппарата, между ними располагают нагревающуюся плиту. Прижмите торцы к плите с определенным давлением и выдержите до начала процесса плавления.

Время нагревания зависит от диаметра полиэтиленовых труб и мощности используемого аппарата. После того, как вы достигнете необходимого уровня нагрева, удалите плиту, а трубы соедините встык, при этом нужно на них оказывать давление. Теперь осталось только ждать, пока полимерный материал полностью остынет.
Чтобы сварка полиэтиленовых труб встык происходила максимально быстро и точно, нужно использовать аппараты с гидравлическим или механическим приводом. Наиболее совершенные аппараты имеют программное управление.
Пользование таким аппаратом отличается целым перечнем достоинств: автоматический контроль процесса, который исключает действие человеческого фактора и возможность точного расчета времени, которое необходимо для сварки планируемого числа труб.
Электромуфтовая сварка труб
Электромуфтовую сварку полиэтиленовых труб используют для труб разной толщины стенок и разного диаметра, при монтаже безнапорного трубопровода – систем дренажа и самотечной канализации, врезке в действующий трубопровод и ремонте уже существующих трубопроводов.
Процедура сварки труб при помощи электромуфты рассчитывается на получение сварных соединений, которые выдерживают давление до 16 атмосфер. Электромуфтовые соединения являются в сравнении со стыковой сваркой наиболее затратными, а стоимость сварки полиэтиленовых труб в данном случае увеличивается.
Для осуществления электромуфтовой сварки понадобится наличие специальных фасонных частей, например, электросварных фитингов с закладным электронагревателем, который разогревает концы труб. Если вы решили производить электромуфтовую сварку полиэтиленовых труб, следует действовать по такой инструкции. Для начала подготовьте необходимые детали, а также очистите место, где будете производить работы, выберите параметры сварочной работы, зависимо от размеров трубы и закладных деталей.

Затем стоит тщательно очистить внутреннюю поверхность электромуфты и поверхности соединяемых труб от загрязнений. Для очистки и одновременного обезжиривания изделий рекомендуется использовать салфетки, что пропитаны легколетучей жидкостью, к примеру, спиртом.
Концы свариваемых труб нужно аккуратно и ровно обрезать для избегания затекания внутрь трубы расплавленного полиэтилена. С поверхности труб удалите окисленный слой. Окислы, что образуются в процессе производства труб, можно удалять механическим способом, посредством очистки специальными скребками.
Трубы закрепите в позиционере, контролируя при этом их соосность. Чтобы дополнительно защитить соединения от попадания пыли принято использовать обмотку липкой лентой. Заглушками закрывают открытые концы труб, чтобы предотвратить непроизводительные потери тепла. К выводам элетромуфты следует подать напряжение, в результате чего фитинг будет разогреваться, сваривая трубы.

Все время сварки полиэтиленовых труб, включая время остывания, место трубы с фасонной частью должно быть жестко закреплено, и оставаться при сварке неподвижным. Не забывайте о мерах безопасности при проведении сварочных работ. Особенно с учетом небольшого опыта сварки полиэтиленовых труб, даже если вы считаете, что процедура легковыполнима и проста.
Контроль качества швов
Обязательной частью процедуры сварки полиэтиленовых труб является контроль качества выполненных соединений. Продолжать обработку труб в дальнейшем можно только после осмотра всех выполненных соединений. Выполненные швы в точности должны соответствовать установленным техническим требованиям, только тогда соединение можно с уверенностью признать качественным.
Трубопровод, собранный из полиэтиленовых труб с качественно выполненными соединениями, прослужит несколько десятилетий, не требуя дополнительного обслуживания и ремонта. Вот основные требования и параметры сварки полиэтиленовых труб, которые предъявляются к качеству шва при визуальном осмотре:
- Соединение на поверхности трубы не должно выглядеть, как впалая бороздка, то есть оно не должно размещаться ниже общего уровня трубопровода.
- Важно выдержать соосность труб. Допускается смещение свариваемых изделий относительно друг друга, но не больше чем на 10% от толщины стенки. К примеру, если вы свариваете трубы со стенками, которые имеют толщину 5 миллиметров, то величина смещения не должна превышать 0,5 миллиметра.
- Также ограничивается высота валиков, которые образуются внутри полиэтиленовых труб и снаружи на их поверхности. При сваривании труб толщиной 5 миллиметров высота валика не должна превышать 2,5 миллиметров. Если толщина стенок труб составляет 6-20 миллиметров, то высота валика должна ограничиваться величиной 5 миллиметров.
Таким образом, полиэтиленовые трубы широко используются для сборки трубопроводов разного назначения. При выполнении работы в доме или квартире вполне возможна сварка своими руками полиэтиленовых труб. Зависимо от размера труб и предназначения трубопровода выбирается методика сварки, а освоить технологию данной работы не составит большого труда. Достаточно изучить теоретические рекомендации и ограничения на проведение процедуры, после чего можно смело приступать к практике!

Надежность и исправное функционирование пластикового трубопровода (особенно если он напорный) напрямую зависит от способа соединения труб, из которых он состоит. Самым прочным способом является, безусловно, сварка полиэтиленовых труб. С ее помощью можно соединить элементы трубопровода не только между собой, но и с фитингами. О технологии мастер сантехник расскажет в статье.
Промышленный полиэтилен низкого давления (ПНД) является термопластичным материалом, свойства которого не изменяются в процессе циклов нагрева-остывания. Поэтому он прекрасно подходит для монтажа бытовых и промышленных трубопроводов.
Соединение отдельных ПНД труб и фитингов между собой происходит с помощью разъёмных резьбовых соединений или следующих способов сварки:
Трубы с толщиной стенки до 4,5 мм (диаметр до 50-110 мм) паяются первыми двумя способами, а для более толстостенных труб используется бесфитинговый стыковой способ сварки.
Обратите внимание! ПНД чувствителен к повышенным температурам, поэтому применяется только для водоснабжения с рабочей температурой до + 40 °С или кратковременным её повышением до + 60 °С
Для каждого вида сварки применяется различное оборудование. Приобретать его для разовой сборки коммуникаций стыковым и электросварным методом нет смысла, потому что стоимость комплекта составляет несколько тысяч долларов. Лучше воспользоваться услугами сторонних компаний или взять технику в аренду .

По сути, комплект оборудования представляет собой самостоятельные приспособления, выполняющие определенные функции на различных этапах сварочного процесса. Они могут быть как предназначенные для сугубо ручной сварки, так и для соединения труб в полностью автоматическом режиме.
Для монтажа электромуфтовых соединений применяется соответствующий сварочный аппарат со встроенным сканнером штрих-кодов. Дополнительных устройств для этого процесса не требуется.
- Электросварочный аппарат;
- Ножницы-труборезы;
- Подставка;
- Калибратор и фаскосниматель;
- Насадки для разогрева соединяемых элементов.
Помимо указанного оборудования, для монтажа труб могут понадобиться и общехозяйственные инструменты: разводной ключ, рулетка, маркер и другие.
Немаловажным фактором качественной сварки трубопроводов из ПНД является их предварительная подготовка. Необходимые манипуляции для формирования хорошего сварочного шва будут представлены в виде инструкции.
- Убедиться в идентичности материала и маркировки спаиваемых деталей.
- Очистить и обезжирить стыки соединяемых изделий.
- Центрировать трубы и жестко их зафиксировать.
- Обработать срезы торцевателем до образования непрерывной ленты длиной в две окружности трубы.
- После всего необходимо очистить края соединяемых деталей от стружки.
Обратите внимание! Торцеватель с электроприводом значительно ускоряет процесс монтажа, особенно при больших объемах работы, но его стоимость слишком высокая для разовой работы
После тщательной подготовки полиэтиленовых труб и фитингов к сварке можно быть уверенным, что качественный шов наполовину гарантирован.

Во время стыковой сварки важно контролировать критические параметры: температуру инструмента и пластика, прижимное усилие и продолжительность операций. При отсутствии датчиков этих значений стабильно получать качественный шов вряд ли удастся.
Рассматривать пошаговую инструкцию по стыковой сварке полиэтиленовых труб лучше на примере полуавтоматического оборудования с гидравлическим приводом.
После обработки торцов труб, сварочное зеркало нагревается до температуры 200-230 градусов и помещается в середину центратора. Затем, с помощью гидравлического привода, к нему плотно прижимаются края ПНД труб с усилием 4-6 кг/см2.
После приближения размеров грата к минимально допустимым значениям усилие снижают до 0,2-0,5 кг/см2 и продолжают нагревать пластик в течение всего нормативного времени. Сварка допустима при температурах от 15 мороза до 45 тепла, но в холодных условиях время нагрева может быть увеличено.

Обратите внимание! Прижимное давление контролируется встроенным в гидравлический механизм манометром. При его отсутствии необходимое усилие определяют визуально по виду образующихся валиков грата
После необходимого нагрева и расплавления ПНД на стыках, трубы разводят гидравлическим приводом, убирают зеркало и опять приводом прижимают свариваемые поверхности друг к другу с усилием 1-3 кг/см2. Размеры грата контролируются визуально, поэтому и прижимное давление может отличаться.

Обратите внимание! Излишнее усилие при сплавлении торцов труб вредит не меньше его недостаточности. Это ведет к формированию большого внутреннего валика, который будет создавать вихревые потоки и снижать давление воды
Трубы продолжают быть придавленными друг к другу до полного охлаждения соединения. После снятия усилия с гидравлического привода трубы извлекаются из зажимов центратора, и проводится оценка состояния сварного шва и грата. Если их параметры в норме, то труба готова к эксплуатации.
После предварительной обрезки и подготовки ПНД труб и деталей можно начинать их раструбную сварку. Процесс будет рассмотрен в виде пошаговой инструкции.
Оптимальная температура сварки полиэтиленовых труб колеблется в пределах 210 °C, поэтому подойдут только паяльники с регулируемым нагревом. Перед подключением к сети необходимо накрутить на утюг специальные двусторонние насадки (гильзу и дорн) и поставить паяльник на крестовидную подставку.
Обратите внимание! Чем больше мощность паяльника, тем большее количество ПНД труб он может соединить в единицу времени. Для домашних работ будет достаточно 800-ваттного электроприбора
Производить работы с горячими трубами безопаснее в перчатках. Для нагревания деталей необходимо одновременно одну соединяемую деталь натянуть на дорн, а потом вторую всунуть в металлическую гильзу.
Обратите внимание! Присоединять и разъединять ПНД детали с паяльником нужно прямо без вращательных движений. Аналогичное правило применяется и при соединении нагретых изделий
Чтобы соблюсти глубину соединения, можно заранее нанести маркером соответствующую пометку на трубе, а потом ориентироваться по ней при состыковывании разогретых изделий.
Выше приведена таблица с ориентировочными временными рамками прогрева, стыкования и остывания труб, а также глубиной всовывания в раструб. При минусовой температуре время прогрева материала можно увеличить на 1-2 секунды.
Обратите внимание! Приведенные в таблице данные являются ориентировочными, а полагаться следует только на информацию, указанную в инструкции к сварочному аппарату
После прогрева, изделия необходимо одновременно отсоединить от насадок и сильным прямым движением ввести трубу в раструб до отмеченной черты. Крутить детали относительно друг друга нельзя. Через 5-10 секунд после соединения любые перемещения могут привести к резкому снижению прочности стыка.
После остывания желательно обследовать образовавшийся внутренний шов на наличие наплывов, перегораживающих просвет трубы. Если он сужен, то лучше перепаять соединение для предупреждения падения давления в системе.

Сварка полиэтиленовых труб с помощью электромуфты является наиболее простым и быстрым способом. Пластиковые фитинги имеют встроенную металлическую спираль, которая самостоятельно разогревает соединяемые поверхности и расплавляет ПЭ.
При этом способе приходится дополнительно тратиться на электромуфты, стоимость которых начинается с 3-4 долларов за штуку. Поэтому такая сварка применяется только в тех местах, где недоступны стыковой и раструбный методы. Преимуществом электромуфтового способа является возможность соединения труб с толщиной от 4,5 мм и менее.

- Очистка и механическая обработка фитинга и концов труб;
- Центрирование и вставка трубы в электромуфту;
- Подсоединение фитинга к электроконтактам специального сварочного аппарата, нагрев соединения.

Обратите внимание! Электромуфтовое стыковое соединение более прочное, чем сама труба. При тестах на растяжение происходит разрыв самой трубы, а не места сварочного шва
На электромуфтах имеется штрих-код с закодированными параметрами времени нагрева, силы тока и напряжения. Он считывается сканером сварочного аппарата, который затем осуществляет процесс пайки в автоматическом режиме. Изделия получаются плотно и надежно спаяны на большой площади.
Правильность выполнения всех сварочных инструкций можно оценить по итоговому внешнему виду полиэтиленового соединения. В случае формирования неправильного шва и высокого риска нарушения герметичности при дальнейшей эксплуатации, лучше обрезать соединение по краям и сварить новое.
 |
| Таблица параметров сварного шва. Нормативные параметры рассчитаны на основе лабораторных испытаний. Их соблюдение гарантирует высокую надежность шва и длительный срок эксплуатации трубопровода |
- Симметричность и равномерность по всей окружности стыка;
- Смещение стенок труб в радиальной плоскости не должно быть более 10% их толщины;
- Цвет валиков должен быть идентичен окрасу трубы;
- Впадина между гратами не должна заходить глубже уровня наружной поверхности труб.
 |
| 1. Нормальный сварной шов. Валики правильного шва имеют округлые размеры и формы, не выходящие за установленные нормы. 2. Шов с маленьким гратом. Маленький грат свидетельствует о недостаточном времени прогрева или слабом сдавлении труб при осадке |
 |
| 3. Валики с увеличенными сверх нормы размерами. Увеличенный сварной шов может быть результатом избыточной температуры нагревательного оборудования или его неисправностью. 4. Радиальное смещение валиков. Радиальное смещение труб резко снижает прочность соединения и может привести к его разрыву уже на этапе укладки |
Причиной несимметричности валиков по окружности может быть некачественное предварительное торцевание или расположение торцевателя под наклоном к трубе.
Самостоятельный монтаж полиэтиленовых водопроводов требует некоторых знаний и умений, но вполне выполним при соблюдении вышеперечисленных правил. При отсутствии специального оборудования собрать водопровод можно вообще без инструментов, используя исключительно компрессионные фитинги.
Вариантов монтажа много, но использовать нужно тот, который обеспечит результат с минимумом финансовых затрат.
Читайте также: