
Станок для скручивания профильной трубы своими руками
Добавил пользователь Алексей Ф. Обновлено: 11.09.2024
При обустройстве участка или при подготовке к дачно-огородному сезону возникает необходимость в дугах из профильной трубы. Они нужны при устройстве теплицы, сборке беседки или навеса. Покупать уже гнутые дуги накладно — цена выше раза в два чем на такой же ровный прокат. Выход — сделать своими руками, а чтобы облегчить процесс (руками это очень тяжело) надо сделать трубогиб для профильной трубы. Нужны будут швеллера или уголки, прокатные ролики и еще некоторое детали. Из инструментов — болгарка с диском по металлу, сварочный аппарата, линейка.
Конструкция профилегиба
Станок для гибки профильной трубы конструктивно отличается от обычного. Это связано во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что радиус изгиба требуется обычно большой. Потому в конструкции присутствуют три ролика. Два из них установлены стационарно, один остается подвижным. При помощи подвижного ролика и изменяется радиус кривизны. Вообще трубогиб для профильной трубы есть двух видов: со средним подвижным роликом и с крайним (правый или левый — по желанию).

Трубогиб для профильной трубы своими руками можно сделать разных размеров
Устройство трубогиба со средним подвижным роликом
Два крайних ролика крепятся на корпусе неподвижно. Они приподняты над плоскостью основания. Для среднего ролика варится специальная П-образная станина. В середине ее перемычки устанавливается длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий валик (можно приварить). Вращая этот винт валик опускается и поднимается, изменяя радиус изгиба профильной трубы.
К одному из неподвижных роликов приваривается тучка, при помощи которой труба прокатывается через станок. Чтобы для прокатки можно было прилагать меньшие усилия, два неподвижных валика соединяются при помощи цепи. Для эффективной передачи крутящего момента к валикам приваривают звездочки (можно от велосипеда), к ним подбирают цепь. Такой простейший механизм делает гибку профильной трубы намного проще.
С крайним подвижным валиком
В данной конструкции подвижным делают правый или левый ролик. Он двигается вместе с частью основания. Эта часть соединяется с остальной станиной при помощи мощных металлических петель.

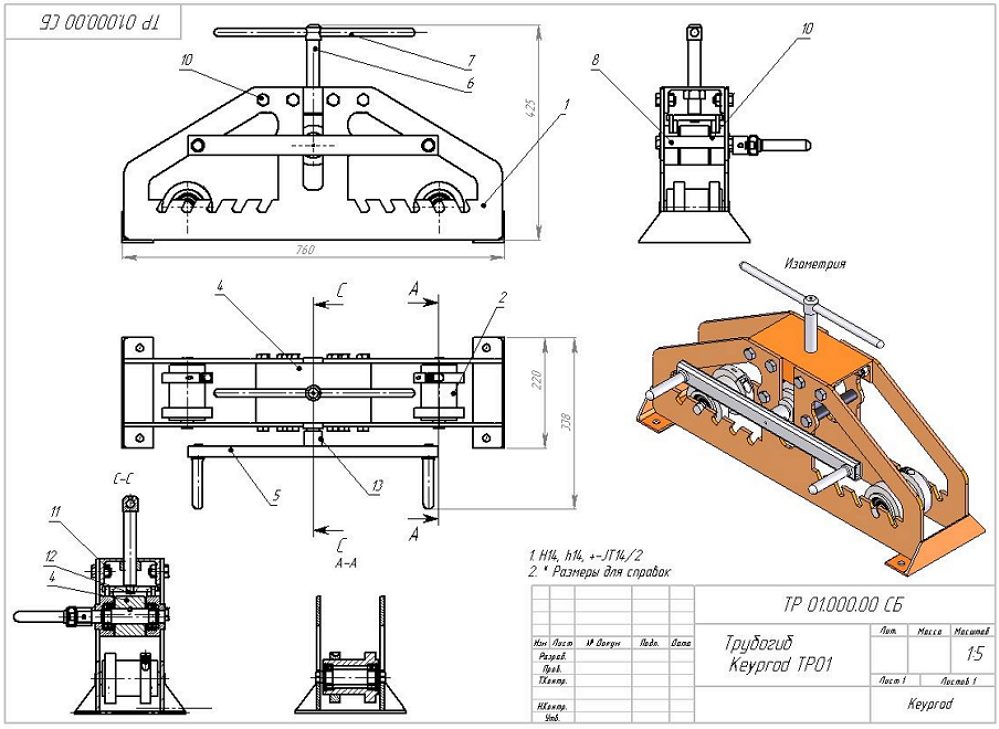
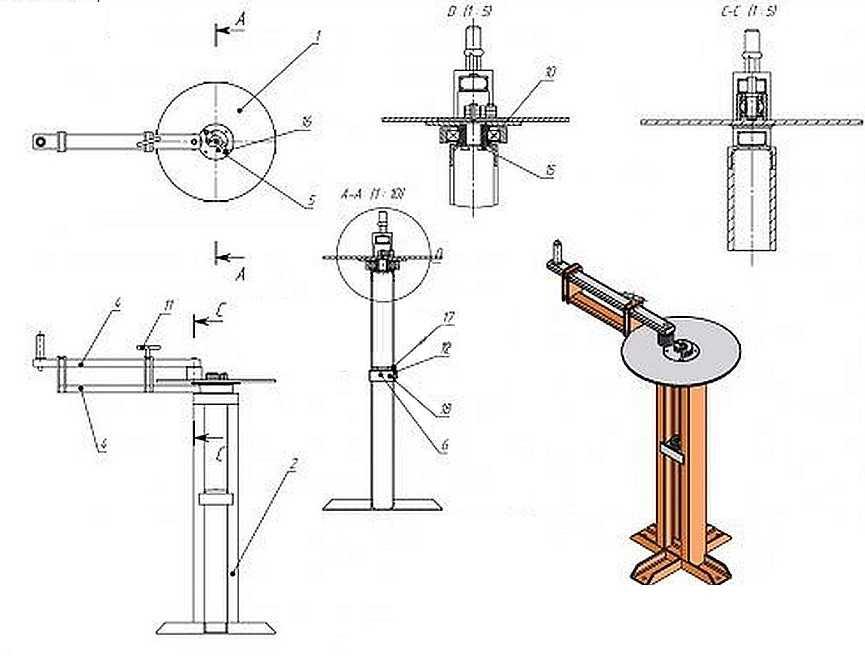
Чертеж гибочного станка для профильной трубы с подъемной платформой
Изменять высоту можно при помощи домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется подъемом подвижной части стола.

Трубогиб для профильной трубы с подъемной площадкой
В отличие от предыдущей конструкции этот трубогиб для профильной трубы приводится в движение от центрального валика — к нему приваривают ручку. Для уменьшения требуемого усилия можно также приварить звездочку к двум неподвижным валикам и передавать крутящий момент при помощи цепи.
Какие нужны материалы и нюансы конструкций
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.

Так выглядит станина в приваренными стойками для крепления подвижного ролика
Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.

Ролики для гибки профильной трубы разной ширины
На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Хитрости для облегчения гибки труб
Чтобы ролики лучше двигались, используют подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться только от случая к случаю, можно сделать просто держатели из уголка или швеллера. Сделать в них дырку, которая чуть больше по размерам чем ось, на которую будет насаживаться валик. Это ось с надетым валиком пропустить через отверстия держателей и каким-то образом их зафиксировать (хоть наварить пару точек, которые будут стопорами). Во время работы для лучшего хода, смазывать трущиеся места густой смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, но вот для изготовления дуг для теплицы или беседки своими руками — в самый раз.

Пример выточенных валиков
Есть еще одна хитрость, которая помогает снизить требуемое усилие при изгибе профильной трубы. Использовать можно принцип увеличения передачи как в велосипеде. Использовать, кстати, можно звездочки от велосипеда. В этом случает ручку, которой приводят в движение валики, приваривают к маленькой звездочке. Ее устанавливают где-то на корпусе. На оси валов наваривают звездочки большего размера (но зубцы с тем же шагом). Все это соединяется подходящей цепью.

При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы, его имеет смысл механизировать. В этом случае ставят мотор, который работает на малых оборотах.
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Видео-материалы
Объяснения и фото это хорошо, но увидеть процесс сборки или работу готового агрегата намного полезнее. В первом видео запечатлен процесс сборки (сварки) ручного трубогиба для профильной трубы. Выбран вариант с подвижным средним роликом.
Второе видео о работе простого трубогиба с подвижной платформой. Этот вариант для больших сечений не пригоден, но трубу небольшого сечения вплоть до 40*40 мм он согнуть в состоянии.
Как согнуть профильную трубу без станка
Получить дугу из профильной трубы без профилегиба можно двумя способами — используя сварку и шаблон. Начнем со сварки.
Получить дугу при помощи сварки
Профильную трубу надрезают болгаркой с одной стороны. Делают их через 15-30 см в зависимости от требуемого радиуса, сечения и толщины стенки. Надрезы не должны задевать одну сторону — ту, которая будет снаружи.

Результат изгиба при помощи сварки
Подготовленную таким образом запчасть изгибают, придавая нужный изгиб. Для надежности края дуги можно зафиксировать, приварив к ним прут. Затем сваркой проходят по всем надрезам, заваривая их. И последний этап — шлифовка мест сварки и обработка антикоррозионными составами.
При помощи шаблона

Процесс получения дуги из профильной трубы с использованием шаблона
На одном конце трубы отверстия повторяют, с их помощью труба крепится к верстаку. Теперь свободный конец трубы начинают плавно тянуть, формируя изгиб, повторяющий форму. Тянуть надо плавно, без рывков.
Шаблон можно сделать и на земле. В землю забиваются трубы-колышки (глубина не менее полуметра). Они формируют требуемую дугу. Для упора забиваются два дополнительных кола, которые находятся в стороне от дуги. Расстояние, на которое надо отступить в сторону, чуть больше чем ширина трубы.

Шаблон на земле
Вставив трубу, ее тянут в сторону дуги. Усилия нужны большие, работа тяжелая. Получится может только с тонкостенной цельнотянутой трубой. У шовной слишком большое сопротивление в области шва. Его вручную преодолеть очень трудно.
Гибка профильных труб — достаточно распространенная процедура, для выполнения которой используется специальное устройство — трубогиб. Можно изготовить трубогиб для профильной трубы своими руками, а можно приобрести его на строительном рынке или в магазине.

Одна из простейших разновидностей трубогиба для профилированных труб
Серийные устройства различаются по принципу действия, они могут иметь разные типы приводов, однако для работы на любом из таких приспособлений требуется определенный опыт. Ограничивает применение устройств, изготовленных в производственных условиях, и то, что стоят они недешево. Хорошим выходом во всех подобных ситуациях станет самостоятельное изготовление устройства, предназначенного для гибки профильных труб, для чего можно использовать подручные средства.
Необходимые элементы конструкции
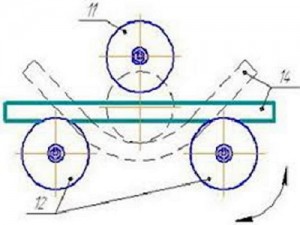
Схема работы трубогиба весьма незамысловата
Чтобы изготовить трубогиб своими руками, можно использовать чертежи различных конструкций. Их выбор определяется в основном тем, какими материалами вы располагаете. Чаще всего останавливают свой выбор на трубогибах фронтального типа, конструкция которых включает в себя:
- три ролика (вала), которые должны быть металлическими;
- приводную цепь;
- оси вращения;
- механизм, который будет приводить в движение все элементы приспособления;
- металлические профили, из которых будет изготовлена рама устройства.
Очень часто станок для гибки профильной трубы изготавливают с роликами, которые выполнены из древесины или полиуретана. Выбирая такие материалы, следует учитывать прочностные характеристики труб, которые будут подвергаться изгибу. Если пренебречь этим требованием, то рабочие элементы самодельного приспособления могут просто не выдержать нагрузки и разрушиться.
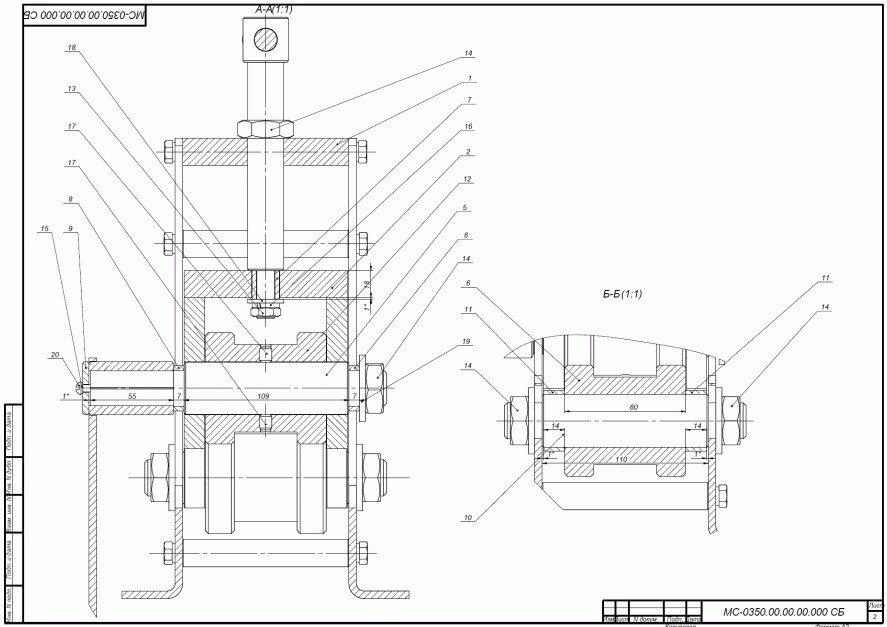
Чертеж трубогиба: в разрезе видна конструкция крепления прижимного ролика
Чтобы разобраться в том, как согнуть профильную трубу на самодельном устройстве, важно понимать, по какой технологии происходит такой процесс. Как правило, в трубогибах используется принцип вальцовки или прокатки, который позволяет минимизировать риск излома и повреждения трубы.
Чтобы сделать загиб на профильной трубе при помощи такого приспособления, ее необходимо вставить между роликами трубогиба и повернуть ручку. Использование такого простейшего гибочного устройства позволяет получать на профильной трубе изгибы, полностью соответствующие заданным параметрам.

Трубогиб с использованием домкрата
Чтобы сделать простой станок для выполнения гибки профильных труб, потребуются следующие конструктивные элементы:
- обычный домкрат;
- металлические профили и полка, необходимые для изготовления каркаса;
- пружины, отличающиеся высокой прочностью;
- валы в количестве 3-х штук;
- приводная цепь;
- ряд других конструктивных элементов.
При использовании такого устройства, процесс работы которого можно увидеть на одном из видео ниже, труба укладывается на два боковых ролика, а сверху на нее опускается третий, создавая требуемое усилие. Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.

Вариант с перевернутым домкратом
Процесс изготовления трубогиба
Чтобы сделать устройство для получения изгиба профильных труб, необходимо выполнить следующие процедуры.
- Подготовить надежный каркас, элементы которого соединяются при помощи сварки и болтовых соединений.
- По предварительно подготовленному чертежу установить ось вращения и сами валы, два из которых размещаются выше третьего. От расстояния, на котором располагаются оси таких валов, зависит радиус изгиба профильной трубы.
- Чтобы привести в действие такой гибочный механизм, используется цепная передача. Для комплектации такой передачи ее оснащают тремя шестернями, а саму цепь можно подобрать со старого автомобиля, мотоцикла или другого оборудования.
- Для приведения такого оборудования в действие необходима ручка, которая соединяется с одним из валов. Именно за счет такой ручки создается требуемое крутящее усилие.
Чертежи трубогиба для профтруб
Инструкция по изготовлению трубогиба
Самостоятельно изготовить трубогиб для профильной трубы совсем несложно, если придерживаться следующей технологической последовательности.
- На прижимном валу размещают шестерни, подшипники и кольца, которые соединяют с ним при помощи шпонки. Сначала разрабатывается чертеж такого вала, обоймы для подшипников и роликов, затем эти детали вытачиваются, что лучше всего доверить квалифицированному токарю. Всего для данного устройства необходимо сделать три вала, один из которых подвешивается на пружинах, а два других располагаются по бокам.
- Затем в кольцах необходимо просверлить отверстия, которые необходимы для изготовления пазов и нарезания резьбы.
- Теперь необходимо сделать полку, для чего используют швеллер, в котором также сверлят отверстия и нарезают резьбу, требуемые при монтаже прижимного вала.
- Всю конструкцию оборудования после выполнения подготовительных мероприятий необходимо собрать, для чего используют сварку и болтовые соединения. В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба.
- Следующим этапом является подвешивание полки с закрепленным на ней прижимным валом, для чего используются пружины. После этого на самодельный трубогиб необходимо установить боковые опорные валы, на один из которых крепится ручка.
- Последним штрихом является установка домкрата на трубогиб.
Некоторые тонкости выполнения монтажных работ:
- прижимной вал, зафиксированный при помощи шпонок, дополнительно прикручивается к полке;
- монтаж прижимного вала осуществляется по следующей схеме: вал устанавливается на полку, к которой предварительно приварены гайки для пружин, после выполнения монтажных работ полка переворачивается и подвешивается на пружины;
- натяжение цепей выполняется при помощи магнитного уголка, который используется в качестве держателя;
- при закручивании звездочек применяются шпонки, которые предварительно изготавливают из гровера;
- приводную ручку для гибочного станка делают с проворачивающейся трубкой;
- домкрат на такое самодельное устройство устанавливают на подвесную платформу, для чего используются болтовые соединения и сварка.
Изготовление гидравлического трубогиба
В интернете можно найти много фото и видео того, как самостоятельно сделать устройство для гибки профильных труб с гидравлическим приводом. Процесс изготовления такого трубогиба, оснащенного гидроцилиндром, нагнетательным устройством и упорами для труб, является достаточно трудоемким мероприятием.
На чертеже и в конструкции такого трубогиба можно выделить следующие элементы:
- домкрат гидравлического типа грузоподъемностью не менее 5 тонн;
- башмак;
- ролики в количестве 2–3 штук;
- мощный металлический швеллер;
- пластины из толстого металла и другие детали.
Чтобы выполнить требуемый изгиб профильной трубы при помощи гидравлического устройства, необходимо вставить ее в башмак и зафиксировать оба ее конца. После этого нужно задействовать домкрат, который своим поднимающимся штоком давит на ролик, воздействующий на трубу и изгибающий ее. После того как требуемый угол загиба получен, процесс можно остановить и извлечь трубу из трубогиба, провернув ручку домкрата несколько раз в обратном направлении.

Трубогиб для профильных труб в готовом и покрашенном виде
Валы для трубогиба Шестерни и подшипники Каркас станка Конструкция прижимного вала
Подвижная площадка прижимного вала Установка валов Цепь с натяжителем Вид в сборе
Чтобы самостоятельно изготовить гидравлическое гибочное устройство для профильных труб, фото которого без проблем можно найти в интернете, необходимо выполнить следующие процедуры.
- По чертежу или фото изготавливают конструкцию для монтажа башмака и роликов, а также каркас оборудования.
- На нижнюю платформу крепят металлическую пластину, на которой будет установлен домкрат. После этого такое приспособление закрепляют болтами и устанавливают на него приводную ручку.
- Самое главное — найти подходящие вальцы для профильной трубы, которые должны плотно обхватывать своей рабочей частью. При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба.
- Для фиксации роликов и башмака используют болты, отверстия для которых выполняются по размерам, обозначенным в чертеже.
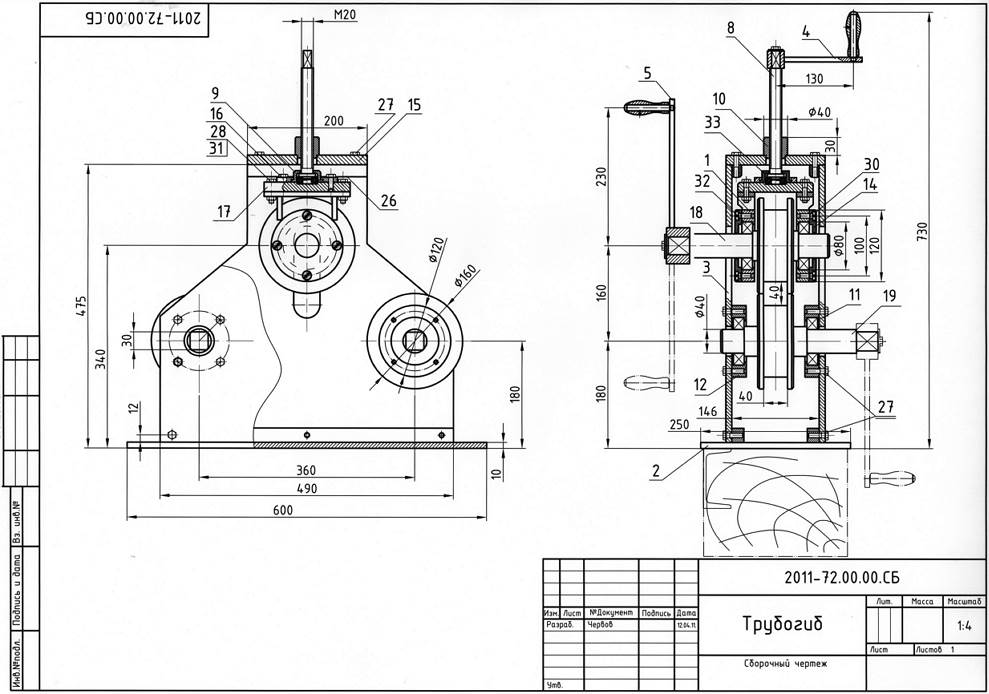
Чертеж еще одного варианта трубогиба
Методы гибки труб при помощи самодельного станка
Вопрос, как согнуть профильную трубу при помощи самодельного трубогиба, вряд ли поставит вас в тупик, если вы ознакомитесь с еще несколькими рекомендациями. На гидравлических станках можно с успехом выполнять гибку профильных труб из разных материалов, а также толстостенных изделий. Выполнять такую операцию можно как холодным, так и горячим методом, предполагающим предварительный нагрев участка трубы.
Таким образом, ручной гидравлический гибочный станок можно использовать для воздействия на трубу двумя способами:

Очередная вариация с домкратом
Холодный — это наиболее простой способ гибки, который используется для труб, изготовленных из пластичных материалов. Тонкостью такого процесса является наполнение трубы перед гибкой песком, солью, маслом или холодной водой. Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Если вас интересует вопрос, как правильно согнуть профильную трубу с толстыми стенками или изготовленную из материалов повышенной жесткости, то ответом на него станет использование горячего метода гибки.
Полезные советы
На вопрос о том, как согнуть профильную трубу максимально точно и без лишних трудозатрат, дадут ответы несколько полезных советов от квалифицированных специалистов.

Съемные ролики разной формы позволят комфортно работать не только с профильными трубами, но и с круглыми
- В ручных трубогибах для гибки профильных труб можно не использовать звездочки, а собрать конструкцию на основе одного приводного ролика. Вместо прижимного винта в таких трубогибах нередко используется домкрат.
- Если вы выполняете гибку по шаблону, то чтобы труба не соскальзывала с него, в качестве упоров можно использовать металлические крючки.
- При необходимости выполнения гибки профильной трубы под большим радиусом, лучше всего использовать трубогиб с тремя роликами.
- Чтобы получить более универсальный гибочный станок, можно сделать его упорные ролики подвижными. Так вы сможете изменять радиус изгиба трубы.
В видео ниже мастер делится опытом по постройке трубогиба из подручных материалов.
Чтобы строго соблюсти размеры требуемого изгиба трубы, лучше всего выполнять такую операцию с использованием шаблона, который изготавливается из древесины. Даже простейший ручной трубогиб с использованием такого шаблона позволит получить изгиб профильной трубы с точным соблюдением заданных параметров. К слову сказать, такие шаблоны в основном и изготавливаются для реализации простейших ручных способов гибки.

Оборудование
Если мастер серьезно работает с металлом, рано или поздно приходит необходимость в продуктивном устройстве для сгибания профильной трубы, которое бы отличалось простым управлением.
Гибочный станок просто незаменим при изготовлении своими руками садовых скамеек, каркасов беседок, верстаков, навесов для авто из профильной трубы. Благодаря наличию такого инструмента металлоконструкции получаются привлекательными и прочными.
Но чтобы создать его своими руками, важно разобраться в устройстве и особенностях сборки профилегиба.
Устройство трубогибочного станка и инструкция по его сборке
В процессе производства разного рода металлоконструкций применяют специальный станок для гибки профильной трубы, представляющий собой компактное и легко транспортируемое оборудование с разными видами приводов.
Агрегат имеет незначительный вес и без трудностей справляется с задачей сгибания металла холодным прокатом. А для достижения оптимальной кривизны вместе с трубогибом применяют специальные насадки для обработки разного рода металлоизделий.
Чтобы научится управлять таким агрегатом, важно изучить особенности его конструкции и основные принципы функционирования.
- несущая рама из металлического профиля высокой прочности;
- три вала вращения, располагающиеся на отдельных осях и отвечающие за процесс сгибания профильной трубы на актуальный угол изгиба;
- механизм вращения рабочих валов;
- цепь для соединения элементов приводного механизма.
Все заводские и самодельные станки для гибки делятся на четыре вида, в зависимости от системы расположения и функционирования валиков:
- Агрегаты с верхним подвижным валиком ‒ самый простой вариант в плане механической составляющей.
В конструкции такого профилегиба только верхний валик может перемещаться, а ролик может быть гидравлическим или верхним ручным. Такое строение обеспечивает мастеру возможность выполнить точный расчет возможного радиуса для изгибания металлических деталей с минимальной погрешностью на присадку металла или незначительным градиентом при деформации профиля. - Оборудование с левым роликом способно выполнить те же функции, что и станки с верхним подвижным валиком.
Но, вдобавок к этому, оно отлично подходит для завивки спиралей, что первый тип профилегибов выполнить не может. Можно подобрать модель, оборудованную ЧПУ для контроля градиента изгибания. - Агрегаты с нижними роликами подходят для сгибания крупных профилей, благодаря равномерному распределению усилий гибки на два нижних вала и полностью гидравлическому механизму привода.
Каждый ролик при этом имеет собственный контроллер месторасположения. - Профилегибы со всеми подвижными роликами отличаются наиболее сложным механизмом, что позволяет им аккумулировать достоинства всех типов такого оборудования.
На заметку! Такое оборудование отличается по размерам, маркировке, стоимости и весу. Но для бытового использования подойдет и самодельный профилегиб, изготовление которого обойдется мастеру в небольшие деньги.
Чертеж
Первоначальным заданием при изготовлении гибочного станка для профильной трубы своими силами является создание чертежа гибочного станка. Его составляют самостоятельно или находят в готовом виде в интернете.
На многочисленных форумах мастеров и умельцев, работающих с металлоконструкциями, можно найти видеоролики с подробным описанием устройства трубогибочного станка и инструкциями по его сборке.
Сборка
После подготовки чертежа для самодельного трубогиба, можно приступить к сборке несущей рамы. Если оборудование планируется использовать для профильной трубы своими руками, то от использования сварки при сборке рамы стоит отказаться.

Конструкция трубогиба.
Такой метод соединения деталей не обеспечит станку максимальный уровень надежности. Лучше отдать предпочтение болтам, что позволит придать агрегату прочности и мобильности: при необходимости конструкцию можно будет разобрать.
Далее на трубогибочный агрегат монтируют рабочие валы: два немного выше столешницы рабочего стола, третий – над ними. Для фиксации подшипников применяются полумесяцы из 4-х миллиметрового металла.
После установки рабочих валов на раму, собирают механизм их вращения из трех звездочек и цепи: две из них монтируют на оба нижних вала, а третью ‒ ниже.
Важно! Обязательно стоит предусмотреть возможность смены положения нижней звездочки, что позволит без трудностей выполнять натяжку цепи на профилегибочном агрегате. Для легкого управления оборудованием, на одной из звездочек зафиксируйте прочную ручку.
Обязательно протестируйте станок для сгиба профиля после сборки, дабы исключить риск брака.
Как изготовить профилегиб своими руками?
Не каждый начинающий мастер способен приобрести готовый станок для загиба металлический труб заводского типа, поскольку это довольно дорогое оборудование.

Чертеж гибочного станка.
В качестве альтернативы можно попытаться сделать ручной станок своими силами, следуя дальнейшей инструкции:
- Разместите на прижимном валу шестерни, подшипники, кольца, соединенные с помощью шпонки.
Выточите обоймы для подшипников и роликов по заранее подготовленному чертежу такого вала. Также для агрегата необходимо изготовить три вала, один из которых подвешивают на пружинах, а два иных устанавливают по бокам. - Просверлите в кольцах отверстия для создания пазов и нарезания резьбы, а после сделайте полку с помощью швеллера с заранее организованными отверстиями и нарезанной резьбой, требуемых при установке прижимного вала.
- После выполнения подготовки конструкцию станка собирают с помощью сварочного аппарата и болтовых соединений.
Сначала выполните монтаж каркаса, одновременно выполняющего функции ножек трубогиба. - Далее выполняется подвешивание полки на пружины с зафиксированным на ней прижимным валом, после чего следует установить боковые опорные валы на самодельный трубогиб.
На один вал не забудьте прикрепить ручку. - В завершение на станок нужно установить домкрат, и он готов к работе.
Изготовление рычажного трубогиба
В бытовых условиях можно изготовить трубогиб рычажного типа для проката профтрубы, который без проблем справится с разнообразным радиусом изгиба изделия.
При этом стоит придерживаться следующих рекомендаций опытных специалистов:
- конструкцию, в основном, сооружают из металла, но для этой цели также можно применить дерево;
- прижимной и центральный ролики должны изготавливаться из металла, так как они составляют основу будущего станка;
- держателю придайте П-образную форму;
- при выборе величины станка учтите сечение труб, с которыми планируется работать: чем оно больше, тем более значительной должна быть нагрузка на изделия, а это значит, что и сам станок должен быть крупным;
- ось под центральный ролик нужно зафиксировать на основании максимально надежно, но без пережима, препятствующего вращению этого держателя;
- с иной стороны от ролика на держатель установите рычаг определенной длины: чем короче рычаг, тем сложнее будет выполнить операцию;
Заключение
При помощи качественного профилесгиба можно работать с металлическими трубами разного сечения. Такое оборудование можно приобрести в готовом виде или собрать его в бытовых условиях, следуя описанным выше инструкциям.

При создании разовых изделий, самодельные станки являются лучшим способом решения технических и финансовых проблем предпринимателя. В отличие от ручного инструмента и приспособлений, они требуют к своему изготовлению более квалифицированных знаний и навыков. В данном разделе рассмотрим особенности самодельных станков. Ниже смотрите ссылки на страницы сайта с описаниями самоделок.
- Как сделать, что потребуется
- Самодельное оборудование для ковки металла: ручные (простые), универсальные и другие станки
- Ручные
- С электроприводом
- Улитки
- Для гибки профильной трубы, вальцы
- Торсионы для торсирования и фонариков
- Универсальные
- Сделать или купить?
Как сделать, что потребуется
Чтобы изготовить станок холодной ковки своими руками наиболее эффективным способом, нужно начать с разработки чертежа. По нему рассчитывается потребность в материалах, возможность их замены на имеющиеся в наличии. Схема технологических операций позволит определить необходимый инструмент и оборудование для изготовления станка.

Самодельный эскиз-чертеж станка гнутик
Самодельное оборудование для ковки металла: ручные (простые), универсальные и другие станки
При необходимости быстрого выполнения работ и сокращения физической нагрузки человека, используют станки с электромеханическим приводом. В остальных случаях приоритет отдается ручным станкам.
Ручные
Модели ручных станков могут выполнять все формы заготовок, применяемых в холодной ковке. Они достаточно компактны, чтобы не занимать много рабочего места. Однако номенклатура применяемых в обработке материалов ограничивается физической силой работающего на них человека. Практически любой станок из модельного ряда ручных станков можно изготовить самостоятельно, наибольшей популярностью пользуются гнутик и глобус.

С электроприводом
Станки с электроприводом используются в производствах с промышленным масштабом. За счет возможности работы с более крупным металлопрокатом расширяется номенклатура выпускаемых изделий.

Рабочая поверхность электрического станка
Некоторые операции холодной ковки, например, скручивание прутка вокруг своей оси, для получения более качественной заготовки рекомендуется выполнять на станках с электроприводом. Это оборудование сложнее изготовить самостоятельно, но вполне возможно.
Улитки
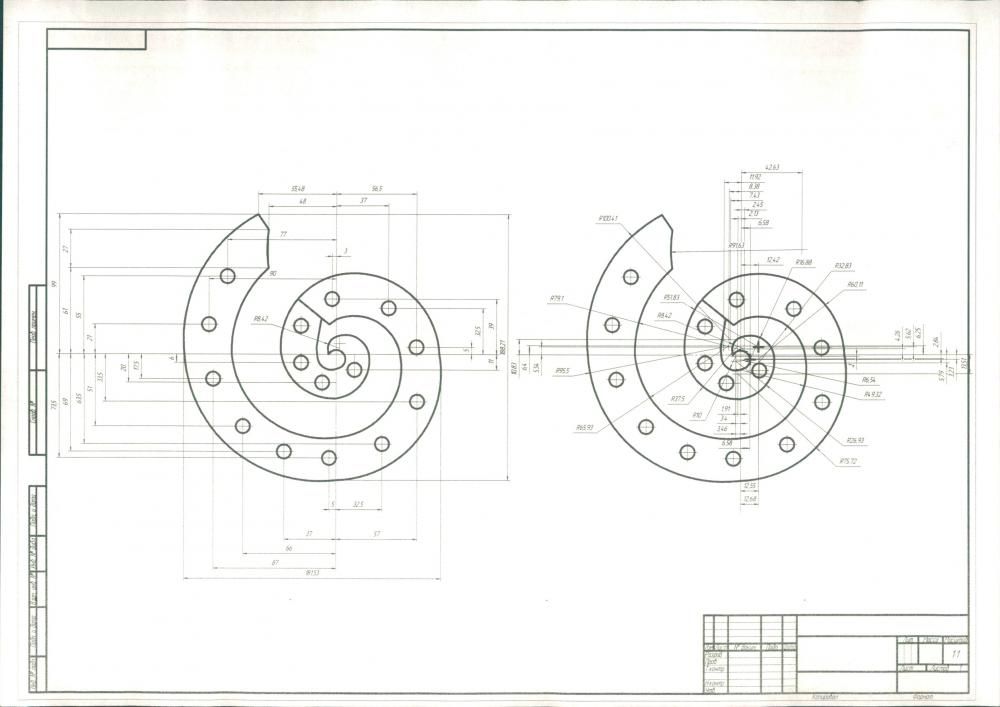
Самыми распространенными формами изделий холодной ковки являются спирали и завитки различного вида. Станки для их изготовления называют улитками. Основной трудностью в самостоятельном изготовлении этих станков является создание шаблонов.
Шаблон – формообразующая деталь станка от которой зависит внешний вид заготовки. Для разнообразия форм готовых изделий производитель должен иметь как можно больше разновидностей кондукторов (шаблонов). Заменой их на станке типа улитка получаются новые элементы.

Создание завитка для балясины на самодельном кондукторе
Для изготовления различных по форме спиралей и завитков самый простой способ выполнить их из полосы, например 4х25 мм. Согнуть их в достаточном количестве не составит большого труда. Приварив к пластине, получим готовый сменный кондуктор.
Для гибки профильной трубы, вальцы
Станки для гибки профильных труб можно изготовить своими руками. Такие трубогибы работают по принципу вальцовки, тем самым снижается риск возникновения излома труб. Оборудование этого типа широко представлено в торговой сети. Однако возможность самостоятельно сделать работоспособное устройство, позволяет сэкономить финансовые средства.

Материалы для самодельного трубогиба найти не так трудно. Единственным недостатком такого изделия может быть не совсем презентабельный вид по сравнению с магазинным.
Торсионы для торсирования и фонариков
В разнообразии форм заготовок холодной ковки не последнюю роль играют скрученные вокруг своей оси изделия, а также полученные аналогичным методом объемные формы (фонарики). Станки для этих заготовок, причем с электромеханическим приводом, для получения более качественных элементов (по сравнению с ручным), изготавливаются самостоятельно многими производителями, работающими по технологии холодной ковки.

Для скручивания прутка в варианте изготовления своими руками, в самом простом варианте используются обычные слесарные тиски. Если несколько усложнить конструкцию с использованием возможности закрепления оправки, то в таком исполнении получаются элементы фонарик и корзинка.
Универсальные
Оборудование холодной ковки может отличаться универсальностью. На одном оборудовании возможно изготовить различные по форме заготовки: корзинки, дуги, завитки, кольца, торсионы и другие виды. Такие станки выпускаются специализированными предприятиями и стоимость их высока.

Универсальный станок для ковки Blacksmith UNV2. Фото ВсеИнструменты.ру
Станки с меньшей степенью универсальности можно изготовить самостоятельно. Если к станку-улитке с вращающимся шаблоном, изготовленному своими руками, добавите дополнительный ворот, то получите заготовки типа волн.
Однако обладающий максимальным универсализмом станок холодной ковки не стоит делать самостоятельно, ввиду его большой технической сложности. Здесь этот вопрос лучше оставить на откуп серьезным фирмам.
Сделать или купить?
При наличии финансовых средств на покупку оборудования для развития производства или выполнения холодной ковки своими руками, можно сосредоточиться на выборе подходящих моделей. Существует множество отечественных и иностранных фирм, предлагающих станки, где учитываются все требования и пожелания клиентов. Главное, чтобы финансовые возможности покупателя совпадали с ценами производителя оборудования: ручного и электрического, разных типов: улитка, гнутик, фонарик, твистер и прочие.

Гнутик своими руками
Гнутик предназначен для гибки прутков и трубок под радиус или заданный угол, является одним из основных инструментов при выполнении холодной ковки. Данная статья посвящена изготовлению устройства своими руками. Станки для холодной ковки, инструменты и приспособления При изготовлении различных изделий и элементов.

Станок для завитков своими руками
Кованые завитки являются универсальными декоративными элементами, применяющимися для дополнения дизайна разнообразных по форме изделий. Для изготовления деталей подобного типа используется механизированное оборудование, а также ручные инструменты и приспособления. Некоторое оснащение продается по достаточно высоким.

Приспособления для гибки корзинок-фонариков и торсирования
Торсионный станок, который также называют твистер, позволяет выполнять продольное скручивание квадратных прутков и полос. В результате получаются витые элементы, именуемые торсионами, из которых собираются корзинки (фонарики) и шишки. Данная статья посвящена самостоятельному изготовлению устройств. Как сделать.

Станки и станочное оборудование
Технология ручной обработки металла насчитывает не одну тысячу лет. Есть два основных вида. Это холодная или горячая ковка. Для обработки металла горячим способом необходим горн или плавильная печь и подготовленное надлежащим образом помещение. Да и цена на эти приспособления высокая.

Кузнечное оборудование для холодной ковки можно разместить в любом подходящем месте, например, в пристройке к дому. При желании некоторые из станков можно изготовить самостоятельно. Это обстоятельство значительно снижает затраты на организацию производства. К тому же фото станков легко найти в интернете.

Станки для холодной ковки: преимущества их применения
Основное достоинство в том, что станок для холодной ковки своими руками изготовить достаточно несложно. А также при необходимости можно обойтись без электроприводов.
Помимо этого работа на таких станках имеет следующие преимущества:
- быстрое обучение;
- простота в работе;
- невысокие трудозатраты;

- возможность выпуска серии деталей;
- создание уникальных конструкций путем сочетания базовых элементов;
- безопасность.
Виды станков
Есть несколько основных видов станков, используемых при холодной ковке металла:





Это минимальный набор станков для начала работы с заготовкой. А также не получится обойтись без болгарки (УШМ) и сварочного аппарата.
Кроме этого, в производстве часто используют такие приспособления как глобус, фонарик или объемник.
Какие станки самые важные
Почти все приспособления, используемые в процессе изготовления деталей способом холодной ковки, устанавливаются на два основных станка в виде дополнений.
Глобус, гнутик или объемник ставятся на основание от улитки.

Приспособление фонарик монтируется на торсионный станок.

Холодная ковка своими руками невозможна без применения этого станка. Он используется для изготовления закругленных узоров из профильной трубы или прутка. Получаются такие элементы узора как завитки или волюты.

Форма заготовке придается путем наматывания на шаблон при помощи рук или рычагов.

В более сложных конструкциях заготовка гнется с помощью кондуктора, закрепленного на ось вала.

Такой станок можно купить или сделать своими руками.
Станок улитка для холодной ковки своими руками
Изготовление станка состоит из нескольких этапов:
- Чертеж. При составлении чертежа необходимо строго выдержать пропорции всех деталей. Зазор между центральной осью и упором должен быть шире заготовки на 3-4 мм. Тогда готовая деталь легко снимется со станка.
- К стальной пластине из листа толщиной не менее 3мм приваривается по центру труба диаметром от 30 мм. Рядом крепится центральный упор для фиксации начала заготовки. Затем к ней приваривается металлическая полоса, шириной равная обрабатываемой детали, изогнутая спиралью под необходимым углом.
- Приспособление закрепляется на станине. Лучше всего крепить болтами, чтобы можно было легко заменить в случае необходимости.

- Для того чтобы облегчить процесс изгибания заготовки, к приспособлению приваривается ручка. Она крепится с обратной от заготовки стороны, чтобы не мешала устанавливать и снимать детали.

Для самостоятельного изготовления любого станка для холодной ковки понадобятся следующие инструменты:

- дрель;
- болгарка (УШМ) с отрезным и шлифовальным кругом;
- сверла различного диаметра;
- коронка по металлу;




Приступать к работе следует после того, как весь инструмент будет иметься в наличии.
Улитка с лемехом
Лемехом называется полоса металла, согнутая по форме нужной детали. Шаблон, по которому будут делаться завитки. Обычно лемех делается съемным, так как завитки делаются по индивидуальным размерам под каждое изделие.

Улитка с рычагом
В случае, ели требуется просто закрутить заготовку в спираль используется улитка с рычагом. Деталь крепится между основным валом и упором и с помощью закрепленного на станине рычага накручивается необходимое количество витков. Чем длиннее рычаг, тем меньшее усилие надо приложить для изгибания заготовки.

Как работать на станке улитка для холодной ковки
Необходимо отрезать заготовку нужной длины. Ее надо посчитать заранее. Особенно если завитки будут делаться с обеих сторон. Конец заготовки вставляется между кондуктором и упором. Затем с помощью ручки крутится улитка, и заготовка изгибается по форме установленного лемеха.
Когда нужная кривизна достигнута, рычаг подается чуть назад. Таким образом заготовка освобождается для извлечения из станка.
Торсионный станок
Это отдельный вид оборудования для холодной ковки. Иногда такой станок называют твистер. Он используется для закручивания заготовки из профильной трубы или квадратного прутка вокруг своей оси. На выходе получается деталь, скрученная наподобие сверла.

Компоненты станка и необходимые инструменты
Для изготовления станка потребуются следующие материалы:
- профилированный двутавр;
- тиски (2 шт.);
- стальной лист не менее 4 мм толщиной.

- сварочный аппарат;
- болгарка;
- уровень;

Изготовление
На двутавре необходимой длины с одной стороны жестко крепятся тиски. Для крепления лучше всего использовать сварку. А также, перед монтажом на двутавр наваривается стальной лист. Это поможет избежать деформации детали в процессе закручивания.

Подвижная система
Собирается с противоположной от закрепленных тисков стороны. Сверху устанавливаются тиски, которые оснащены подвижной центральной частью.
Важно, чтобы тиски с обеих сторон двутавра находились строго в одной плоскости.
К тискам вместо рычага приваривается колесо (штурвал). Чем больше будет диаметр, тем меньше усилий понадобится для изготовления детали.
Один конец заготовки зажимается в закрепленные тиски, другой во вращающийся элемент. При помощи штурвала заготовка скручивается в спираль с необходимым количеством витков.

Устройство и принцип работы
Приспособление делается на базе стандартного торсионного станка. В закрепленные тиски зажимается обрезок трубы с наваренной на торец гайкой большого диаметра, в которой по торцам просверлены отверстия по размеру заготовок.

Затем в противоположных, крутящихся тисках закрепляется такая же деталь. В отверстия соосных гаек вставляются детали заготовок.
Между гайками устанавливается металлический вал. Его диаметр должен быть меньше внутреннего диаметра гаек. После путем вращения одного края заготовок изготавливается фигура необходимой формы.
Края прутков скрепляются между собой при помощи сварки или хомута.

Устройство и принцип работы
Затем при помощи второй втулки заготовка обкатывается по шаблону, выполненному в форме дуги нужного радиуса. Оба ролика закреплены на рычаге, который приводится в движение руками. Противоположный конец заготовки гнется таким же образом.
После необходимое количество выгнутых деталей соединяются между собой с помощью сварки или хомутов.
Предназначено для изгибания прутков или трубок под заданным углом или радиусом. А также, с помощью этого приспособления создаются хомуты для скрепления деталей между собой без применения сварки.

Устройство
Самодельный гнутик состоит из:
- Основания с пазом. Изготавливается из прочного швеллера.
- Подвижного упора. Он двигается в пазу при помощи червячного механизма.
- Двух жестко закрепленных упоров. Они крепятся на частях основания.
На упоры одеваются сменные валики различного диаметра. Это даст возможность гнуть детали под необходимыми радиусами и углами. На подвижном упоре тоже желательно сделать возможность смены валика или клина.
Это существенно расширит функционал приспособления.
Заготовка зажимается неподвижными упорами и гнется под нужным углом путем давления на нее подвижного упора. Благодаря использованию червячного механизма не потребуется прилагать значительных физических усилий для достижения деталью нужной формы.
Холодная ковка хорошо подходит для использования как вид частного предпринимательства.
Благодаря возможности изготовить оборудование самостоятельно, этот вид деятельности не требует значительных вложений на начальном этапе.
Читайте также: