
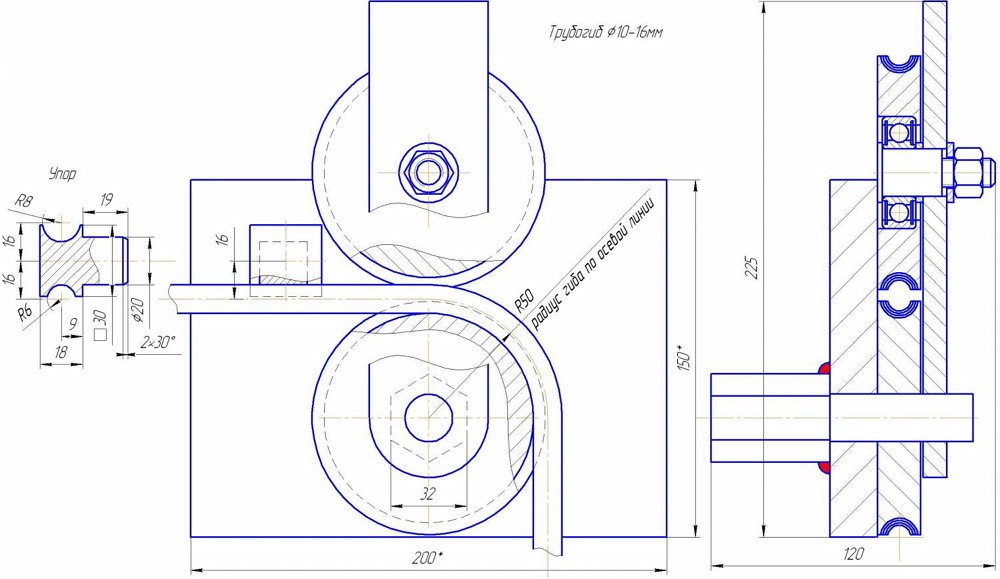
Станок для изготовления змеевиков из труб своими руками
Добавил пользователь Валентин П. Обновлено: 18.09.2024
Предметом изобретения является станок для навивания змееанков из труб, причем на станке может производиться навивание ци-чиндрических, конических и спиральных змеевиков с различным шагом.
Известные станки для навивания раз.шчных змеевиков имеют вертикальный вал, снабженный барабаном, на образующей иоверхности которого имеется винтовая выемка с шaгo соответствуюищм шагу навиваемого змеевика.
Для обеспечения необходимого направления трубе при навивке змеевиков описываемый станок Снабжен цапфами, допускающими наклон вертикального вала, несущего гладкий барабан, благодаря чему может быть установлен требуемый угол подьема винтовой линии змеевика.
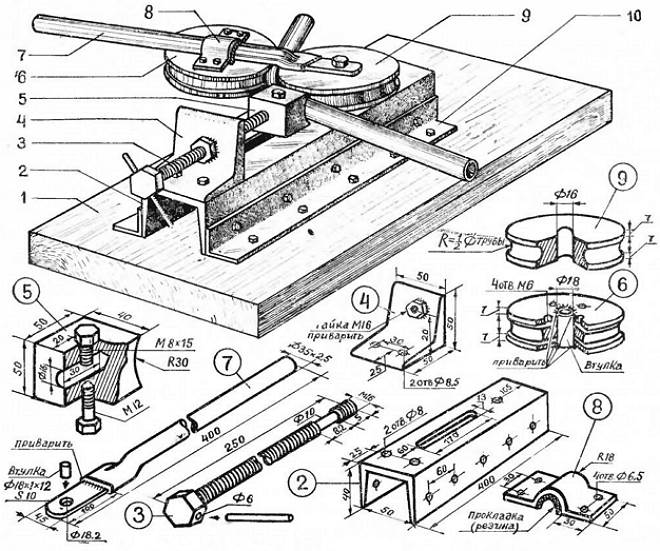
На фиг. 1 изображен предлагаемый станок; на фиг. 2 то же вид сбоку.
Корпус 1 станка подвеиген на цапфах 2, укрепленных па стойках 3. Цапфы 2 позволяют корпусу 1 наклоняться при настройке станка на угол, соответствующий углу подъема в нтовой линии навиваемого змеевика, что осуп1,ествляется путеА вращения щтурвала 4, передающего движение через цепь 5 к валу 6, взаимодействуюш ему с гайкой 7, которая шарпирно соединена с корпусом 1.
Навивка цилиндрических змеевиков производится на цилиндрическом барабане 8, который перемещается во время навивки в вертикальном направлении. Это перемещение барабана производится при помощи передачи вращения от электродвигателя 9 через шестерни 10, 11, 12, 13, 14, 15, 16, 17 и червячную передачу 18 к винту 79, взаимодействующему с гайкой 20, связанной с барабаном 8 через муфту 21, которая скользит на шлицах 22 на пустотелом валу 23.
При навивке конических змеевиков цилиндрический барабан 8 заменяется конусом, а при навивке спиральных змеевиков устанавливается планшайба 45.
Вращение барабана осуществляется от электродвигателя 9 через шестерни 10, 11, 12, 13, червячную пару 24 п 25, червяк 26, и червячную шестерню 27, укрепленную на валу 23 на щпонке. Скорость
вращения (барабана 8 регулируется псм борэм :яестерен 10, П, 12 к 13. Подача барабану рег/лиругтся сменными шестеонями 14, J5, 16 н 17.
Ускоренный обратный ход барабану 6 сооЗщзется от электродвигателя 9 через шестерни 2 и 2-Д червячную пару 24 и 25, а также червячную п;фу 25 и 27,
Включение шгсгерми /, и шестерни 23 проязво нгся кулачковой мусртой 69.
Прижим и удержание шзивальноя труоы 31 барабана 6 осущестзляется прижимами 32 или левого вращения, укрепляемых из валике 33, находящемся з стойке 3- передвигаемой по корпусу станка. Передвижение стойки 3 гфэизводится при помощи винта 65, сменных шестерен 35 и 37, валика 33, муфты 3J, карданного вала 40, шестерен 41, 4, 43 к шестерки 44, связанной с заликом, на котором укреплен червяд-; 2о.
Изготовить своими руками домашний или даже профессиональный трубогиб, чтобы иметь возможность гнуть трубы на заданный угол и, что немаловажно, с заданным радиусом изгиба, не так уж сложно.

Сделать своими руками трубогиб не так уж и сложно
Вопреки распространенному мнению о том, что чаще всего этим приспособлением пользуются при выполнении сантехнических работ, в таких случаях обычно используют различные фитинги и отводы – предварительно согнутые отрезки труб, изготавливаемые в промышленных условиях. Однако для применения отводов существуют ограничения, которые определяются их стандартными характеристиками:
- углы поворота (могут быть 45, 60, 90 и 180 градусов);
- радиусы изгиба (выпускаются отводы с радиусами изгиба 1,0 Ду и 1,5 Ду);
- использование сварки.
Не во всех ситуациях такие параметры способны удовлетворить тех, кому необходимо придать конструкции из труб требуемую форму. Именно в таких случаях и выручает механический трубогиб (или ручной трубогиб).
Без станка для сгибания стальных труб не обойтись тем владельцам дач и частных домов, которые собираются самостоятельно изготовить различные арочные конструкции, теплицы, ограждения нестандартной формы и многое другое.
В этой статье мы досконально разберем, как сделать трубогиб своими руками. Ведь самодельный трубогиб вполне можно использовать не только дома, но и в полупрофессиональной деятельности, так как его конструкция не отличается заоблачной сложностью, а серийные устройства для сгибания труб стоят достаточно дорого. Поэтому, изготовив ручной трубогиб своими руками, вы сбережете немало денег.

Два трубогиба: с ручным и электрическим приводом
Классификация приспособлений для сгибания труб
Устройства для гибки стальных труб классифицируются:
- по степени мобильности (стационарные и переносные);
- по типу привода (ручной, электрический, гидравлический, электрогидравлический);
- по способу воздействия (обкатка (роликовый), намотка, воздействие штоком (арбалетный), прокатка).
Суть способов воздействия трубогиба на трубу заключается в следующем.
При таком способе один конец трубы зажимается, а для придания ей требуемого изгиба используется неподвижный шаблон. Для обкатки изделия вокруг шаблона используются прижимные ролики.
Чертежи обкаточного трубогиба
В таком устройстве труба прижимается к подвижному шаблону (ролику), на который она и наматывается, протягиваясь между вращающимся роликом и специальным упором, установленным в начале точки гиба.
Схема трубогиба, работающего по принципу намотки
В таком трубогибе труба опирается на два неподвижных ролика, а сгибание выполняет шаблон, который закреплен на подвижном штоке. Шаблон давит на середину закрепленного участка трубы, тем самым придавая ей требуемый угол изгиба.
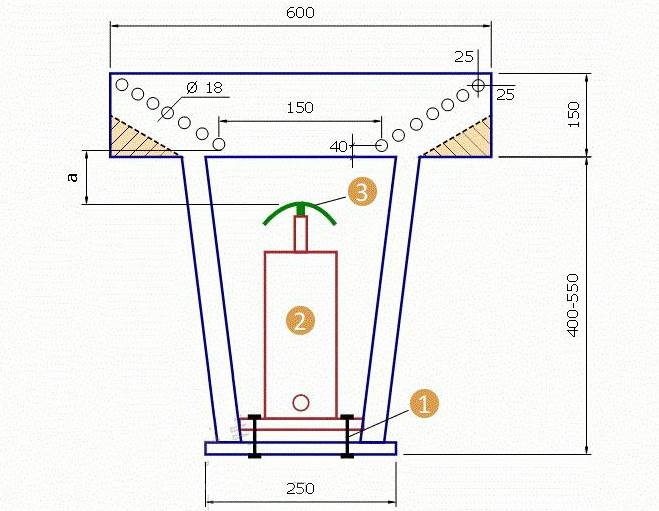
Схема арбалетного трубогиба: 2 — домкрат, 3 — башмак (пуансон)
Требуемый радиус изгиба получают при помощи трехвалкового устройства, основу конструкции которого составляют два опорных и один центральный ролик. На трубу осуществляет давление центральный ролик, положение которого и определяет радиус ее изгиба. Прокаточный трубогиб является более универсальным, во всех остальных станках радиус изгиба зависит от используемого шаблона.

Ручной прокаточный трубогиб компактных размеров
Изготовление трубогиба, работающего по принципу намотки, не отличается простотой, поэтому такое устройство делают преимущественно промышленным способом. Арбалетный метод обладает еще одним значительным недостатком: давление от штока с закрепленным на нем шаблоном, который называется башмак, сосредоточено в его верхней части. Такой способ воздействия на трубу приводит к ее значительному растяжению по наружному радиусу изгиба, что может сопровождаться уменьшением толщины стенки и даже ее разрывом. Особенно не рекомендуется использовать арбалетный способ для гибки тонкостенных изделий.

Пример самодельного трубогиба прокаточного (вальцовочного) типа
Станок, работающий по принципу прокатки (вальцовки), практически не имеет всех вышеперечисленных недостатков, такую технологию используют при производстве отводов в заводских условиях.
Станок для сгибания труб, изготовленный своими руками, может иметь различную конструкцию. Выбирать ее тип следует исходя из того, какой радиус изгиба стальной трубы вам необходим. Существует перечень рекомендаций, в соответствии с которыми и осуществляется выбор конкретной модели устройства для сгибания стальных труб. Важные параметры, которые необходимо учесть, это толщина стенок трубы и ее общий диаметр. Перед началом работы с трубогибом не помешает ознакомиться данными таблицы, отображающей максимально возможные радиусы для изгибания стальных труб.
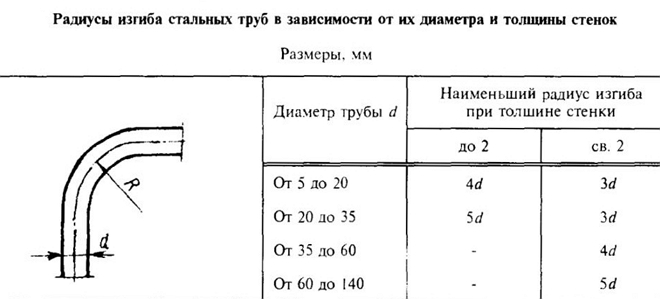
Зависимость радиуса изгиба от диаметра и толщины стенок трубы
Чтобы получить радиус загиба меньший, чем оговорено в таких рекомендациях, необходимо использовать дорновый трубогиб или горячее вальцевание, которое применяется преимущественно в производственных условиях. Устройство с дорном сложнее создать в домашних условиях, поэтому их намного реже делают самостоятельно, отдавая предпочтение вальцовочным.
Для того чтобы самостоятельно выполнить горячую прокатку трубы, можно прибегнуть к использованию трубогиба, сделанного своими руками, но при условии, что он полностью изготовлен из металла, а его станина отличается высокой надежностью. Для выполнения такой технологической операции дополнительно потребуется паяльная лампа или газовая горелка.
Изготовление простейшего трубогиба шаблонного типа
Простой прокатный станок для гибки труб можно изготовить даже из дерева. Естественно, это будет ручной трубогиб, в конструкции которого можно даже не предусматривать прижимной ролик, если использоваться он будет для тонкостенных изделий. Шаблон для такого устройства изготавливается из деревянной доски, толщина которой должна быть такой, чтобы превышать диаметр самой трубы.

Деревянный шаблон для простейшего ручного трубогиба
Для удобства работы имеет смысл озадачиться профилированием шаблона со стороны его торца, дабы избежать соскакивания трубы в процессе сгибания. В этих целях можно сложить две доски, у которых предварительно спилить по одной грани, создав таким образом своего рода желоб. Сделанный предварительно выполняется чертеж поможет избежать ошибок.
При использовании подобного трубогиба шаблон крепят к надежному основанию, а с левой стороны от него (для правшей) закрепляют упор. Трубу, которую необходимо загнуть по требуемому радиусу, заводят между шаблоном и упором и аккуратно гнут ее, следя за тем, чтобы она не соскочила с шаблона.

Разборный шаблон из крюков
С помощью такого трубогиба, сделанного из подручных материалов, можно выполнять сгибание по большому радиусу изгиба. Можно избежать изготовления деревянного шаблона и упростить приспособление, заменив его на зафиксированные на основании металлические крюки, расположенные по окружности с требуемым радиусом загиба. Удобно такое устройство тем, что размеры загиба в любой момент можно изменить, расположив крюки-упоры по окружности с другим радиусом.
Вооружившись ручной лебедкой, можно значительно расширить диапазон производимых работ за счет заметного увеличения тягового усилия для сгибания труб.

Лебедка поможет расширить функциональность простейшего ручного трубогиба
Трубогибы с прижимным роликом
Более сложным по конструкции является ручной трубогиб, в котором используется прижимной ролик. Для изготовления такого приспособления можно использовать как дерево, так и металл.
Для труб из мягких материалов (к примеру, медных) оптимальным вариантом являются ролики из древесины, так как они не вызывают деформации металла. Такие ролики совсем несложно изготовить в домашних условиях, если использовать фото или чертежи подобных приспособлений, в большом количестве размещенных в Интернете. В качестве материала изготовления можно использовать толстые доски или несколько слоев фанеры.
Чертеж трубогиба с прижимным роликом
Самодельный трубогиб подобной конструкции, основу которого составляют ролики – подвижный (прижимной) и неподвижный, – позволяет выполнять сгибание труб круглого сечения, отличающихся даже значительным диаметром.
Для того чтобы понять, что такое устройство отличается простотой конструкции и применения, достаточно взглянуть на его фото или чертеж. В зависимости от того, какие нагрузки предполагаются для трубогиба этого типа, основание для него изготавливается из металла или прочной фанеры. П-образный держатель, на котором будут размещены центральный и прижимной ролики, делают из металла.
Относительно оси центрального ролика, надежно закрепленной на основании, такой держатель должен иметь возможность вращаться. С обратной стороны от центрального ролика на держатель крепится рукоятка, являющаяся рычагом, поэтому от ее длины напрямую зависит создаваемое усилие. Такой рычажный трубогиб позволяет выполнять операции с различным радиусом загиба труб.
Многие задаются вопросом о том, возможно ли изготовление своими руками трубогиба намоточного типа. Естественно, сначала желательно изучить чертеж или фото такого приспособления, на котором нет упора на основании. Основу конструкции трубогиба этого типа составляют два шкива, рамка с рычагом и прижимным роликом, надежное основание. Гибка при помощи такого устройства осуществляется за счет того, что трубу, помещенную в желобок неподвижного шкива и зажатую хомутом, оборачивают вокруг шаблона при помощи рычага и подвижного ролика.

Трубогиб для мягких труб на два разных радиуса сгиба
Для небольших и мягких изделий (алюминиевых или медных) пригоден самодельный трубогиб, позволяющий выполнять сгибание с двумя разными радиусами. Фото такого устройства несложно найти в Интернете. В этом трубогибе используется один прижимной ролик, а шаблон выполнен одновременно с двумя радиусами на одной пластине. Естественно, что для каждого варианта гибки ручка трубогиба должна переустанавливаться, для чего на его основании предусмотрены два отверстия.
Трубогибы намоточного типа
Примерами таких устройств являются гидравлические трубогибы, использующиеся для сгибания труб круглого сечения. В конструкции подобного приспособления есть мощный шкив, к которому и крепится труба в точке изгиба. Данный шкив фиксируется на надежной станине, а в ее основании располагается шток, который приводится в действие при помощи домкрата. На штоке при помощи домкрата создается значительное усилие, которое передается на рычаг, вращающий шкив и наматывающий на него трубу. Рычаг может свободно вращаться вокруг оси шкива и соединяется с ним при помощи отверстий, расположенных по его окружности.
Рабочий пример такого трубогиба можно увидеть на видео ниже:
Подобный механический трубогиб можно также изготовить своими руками с использованием домкрата реечного типа. При использовании этого устройства необходимо прикладывать больше физических усилий.
Пример работы на видео:
К примерам приспособления подобного типа относятся самодельные трубогибы, вальцы которых изготовлены из древесины. При работе с такими устройствами для сгибания труб круглого сечения необходимо прикладывать значительные физические усилия, которые уменьшаются за счет подвижного вращающегося ролика.
Пример в ролике ниже:
Трубогибы арбалетного типа
Свое название такие трубогибы получили из-за своего сходства с арбалетом. Основу конструкции подобного устройства составляет рама, изготавливаемая при помощи сварки из уголков и швеллера. Внутри такой рамы, на которой крепятся два подвижных вальца, располагается домкрат, при помощи специального башмака создающий усилие, направленное на трубу. Трубогибы с подвижными вальцами и прижимным башмаком применяются преимущественно для гибки труб круглого сечения, так как изделия любого другого типа они могут просто деформировать.

Суровый арбалетный трубогиб без излишеств
Самые популярные варианты самодельных трубогибов
Самыми технологичными и универсальными являются трубогибы, работающие по принципу прокатки. Именно такие устройства, часто оснащенные электроприводом, используют профессионалы, постоянно сталкивающиеся с необходимостью гибки труб из различных материалов, в том числе и из нержавеющей стали.

Вариант самодельного трубогиба
Основу конструкции такого устройства составляют три вращающихся ролика, один из которых является прижимным. Благодаря постепенно увеличивающемуся давлению прижимного ролика и повторяемой для каждого нового положения ролика прокатке сгибание трубы осуществляется наиболее щадящим способом, ее стенки подвергаются растягивающим манипуляциям очень равномерно.
Самодельный трубогиб с электроприводом, сделанный своими руками
Компьютерная модель трубогиба Чертеж прижимного винта Чертежи валов
Чертеж кольца Комплектующие трубогиба Процесс сборки
Привод от двигателя Вид со стороны валов Готовый трубогиб в сборе
Самое главное, что позволяет делать такой трубогиб, – это регулировать радиус изгиба обрабатываемого изделия. Вариантов конструктивного исполнения такого универсального устройства может быть несколько: на элементах рамной конструкции расположены вращающиеся упорные ролики, а также колесо, с помощью которого прокатывается труба; боковые несущие поверхности и основание делается из листового металла, а для перемещения прижимного ролика используется винтовая передача. На устройствах второго типа можно изменять минимальный радиус изгиба, что достигается за счет изменения положения опорных роликов.

Валы данного трубогиба позволяют комфортно работать не только с круглыми трубами, но и с профильными
Несущую конструкцию для такого трубогиба можно изготовить из дерева. Металлическими в нем останутся оси роликов, шток, крепежные элементы и ручка для прокручивания роликов, которые также можно изготовить из древесины или полимерных материалов.
Выше мы рассмотрели трубогибы, в которых процесс протягивания обеспечивается за счет вращения прижимного ролика. Есть также категория устройств, в которых движение трубы задается при помощи вращения опорных роликов.

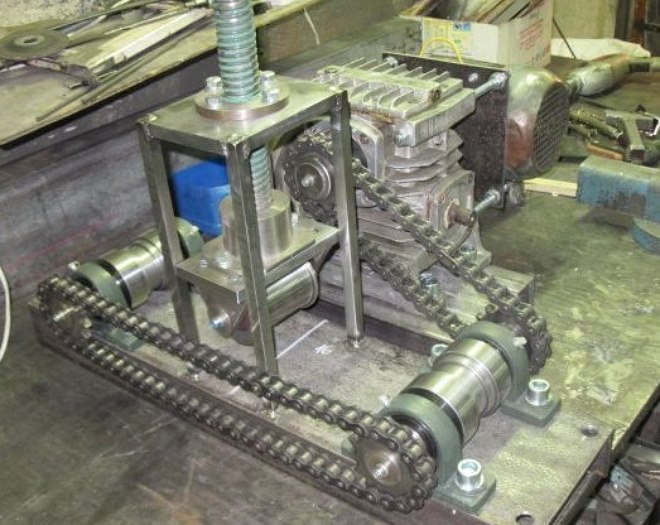
Вариант с винтовым домкратом
Трубогиб электрический или ручной, в котором вращение передается одному ролику, обладает ограниченными возможностями. Для трубогиба, в котором вращаются оба опорных ролика, характерна более сложная конструкция, так как необходимо передавать вращение сразу двум элементам.
Более удобным, по мнению многих специалистов, является трубогиб, в котором прижимной ролик расположен снизу. Некоторые мастера придерживаются мнения, что контролировать сгибание труб на нем значительно проще, они не загораживаются верхней несущей конструкцией.
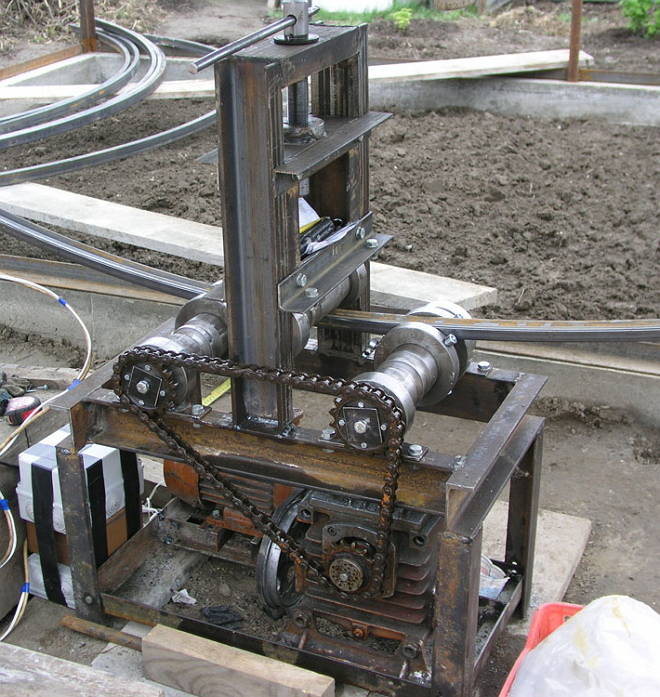
Трубогиб с электромотором и приводом через две цепи
Любое устройство для гибки труб является достаточно несложным приспособлением, работа которого основана на элементарных законах механики. Если потребность в сгибании нержавеющих, металлопластиковых труб, а также труб из других материалов возникает нечасто, то можно ограничиться и ручным устройством.
Если вам нужно более серьезное устройство для профессиональной деятельности, то лучше соорудить электрогидравлический трубогиб, который сэкономит физические трудозатраты, используя силу гидравлического домкрата, и сбережет время, благодаря приводу рабочих валов от электродвигателя.
Обустраивая хозяйство, рано или поздно сталкиваешься с необходимостью изогнуть трубу. В городской квартире – реже, но тоже. Цены на трубогибочные инструменты и приспособления, что продажные, что арендные, не то чтобы непомерны, но, мягко говоря, не радуют. Поэтому желающих сделать трубогиб своими руками более чем достаточно, а назначение настоящей публикации – помочь им подыскать подходящую для своей конкретной цели конструкцию и дать действенные практические рекомендации по ее изготовлению.
Мастера-любители делают самые разнообразные установки для сгибания труб, от простейших приспособлений до настоящих гибочных станов, см. рис.:

Примечание: далее в статье рассматривается холодная плоская производственно-технологическая и, частично, декоративно-художественная гибка. Так что, если вы горите желанием наладить в собственном сарае массовое механизированное производство, ну, скажем, гиперболических змеевиков для самогонных аппаратов, то – см. где-то еще.
Дефекты гибки
Типичные дефекты гнутья труб показаны слева на рис.:

Дефекты сгибания круглых и профильных труб
Для бытовых и др. трубопроводов общего назначения допустимы тянучка и волна, вместе уменьшающие площадь просвета трубы не более чем на 10% в самом узком месте. На трубах для газов и хладоагентов любая тянучка и, особенно, волна, нежелательны, т.к. там могут оказаться микротрещины. Волна, пусть и небольшая, недопустима в трубчатых силовых элементах строительных конструкций и механизмов, поскольку резко и непредсказуемо уменьшает их несущую способность.
Главные правила
Правила выбора радиуса изгиба трубы RИЗГ и длины технологического хвостовика L сведены в табл.:

- Если разница реального и ближайших табличных значение поперечника трубы П более 10%, значения исходных расчетных величин вычисляем интерполяцией. В противном случае – берем ближайшее.
- Приводят табличный RИЗГ к относительной величине rИЗГ, т.е. выражают его в диаметрах трубы D или ее высотах H.
- Для труб диаметром до 10 мм из rИЗГ вычитают 1.
- Для труб диаметром от 11 до 15 мм из rИЗГ вычитают 0,85.
- Для труб диаметром от 16 до 24 мм из rИЗГ вычитают 0,75.
- Для труб диаметром от 25 до 40 мм из rИЗГ вычитают 0,65.
- Для труб диаметром более 40 мм из rИЗГ вычитают 0,5.
- Переводят относительный rИЗГ обратно в численный (миллиметровый) RИЗГ.
- От полученного значения RИЗГ берут ближайшее практически удобное большее.
Просто – радиус
Конкретный трубогиб разрабатывается под радиус изгиба в определенных пределах. Но для выбора прототипа конструкции сразу нужно знать только его очень обобщенное значение:
-
на малые радиусы RИЗГ о , вершина которого должна приходиться на центр кривизны башмака на его рабочем выходе. Тогда гибка под 90 о будет чистой, а, если приемлемы допустимые дефекты, то можно согнуть и калач.

Правильное расположение установочных отверстий обводных роликов в раме арбалетного трубогиба
Дорновые
Дорном называется гибочный шаблон (кондуктор), к которому заготовка не прижимается, но обводится по его ручью. Применяются дорновые (обводные) трубогибы, во-первых, если изгиб малого радиуса должен быть максимально чистым и точным. С этой целью ручной привод делается храповым с понижающей передачей или электрогидравлическим. Ручные рычажные дорновые трубогибы используются, во-вторых, если нужен недорогой инструмент для быстрой гибки более чем на 90 о с удовлетворительным качеством (заготовки скоб, калачи, змеевики).
Устройство и принцип действия ручного дорнового трубогиба с поворотным кондуктором и шестеренчато-храповым механизмом показаны слева на рис.:

Обводные трубогибы с поворотным кондуктором
Вальцовые
С неподвижным столом
Устройство вальцового трубогиба показано на рис.:

Устройство вальцового трубогиба с неподвижным столом

Чертежи вальцового трубогиба с неподвижным столом
Недостаток данной конструкции – установка нижних вальцов в прямых продольных пазах, лучше бы предусмотреть косые, как показано на врезке там же. Оперативность перенастройки станка заметно не снизится, зато несимметрия и сбои настройки в работе исключаются.
Еще о приводе

Неправильное и правильное выполние привода вальцового трубогиба
С ломающимся столом
Распределение технологических напряжений заготовки в трубогибе с ломающимся столом изначально немного асимметрично. Простая мера борьбы с этим – одна-единственная, организационная: не крутить привод слишком быстро, выжимая производительность. Зато, во-первых, можно гнуть не только на большие, но и на средние радиусы: пределы регулировки RИЗГ в трубогибе с ломающимся столом много шире. Это обстоятельство существенно и при неподвижном столе, поэтому некоторые мастера-механики делают вальцовые трубогибы с неперемещаемым верхним вальцом, а установку RИЗГ производят подъемом исходящего реечным механизмом, см. рис.:

Регулировка радиуса изгиба вальцового трубогиба перемещением исходящего вальца
Во-вторых, располагая квалифицированным помощником, можно гнуть с плавно переменным радиусом, напр., стрельчатые полуарки: один крутит привод (или регулирует электрический), а второй подкачивает домкрат. А зачем лишняя красота? Настоящая красота лишней не бывает. К примеру, теплицы на стрельчатых арках более чем актуальны в северных регионах, где Солнце и летом-то не поднимается высоко. Прим. +15-20% прибавки урожая и 10-12% экономии на освещении это уже красота экономическая, материально очень ощутимо выражающаяся.
Устройство, приблизительные размеры и некоторые конструктивные особенности вальцового трубогибочного станка с ломающимся столом показаны на рис.:

Устройство и размеры трубогиба с ломающимся столом для профтрубы
Установка ведомых вальцов скользящими в продольных пазах – довольно-таки ценная находка. Расширение диапазона регулировки RИЗГ это, как говорится, еще семечки: раздвигая нижние вальцы несимметрично от верхнего, можно компенсировать асимметрию растекания напряжений. В принципе, потратив массу времени и материала на опыты, можно построить установочную кривую или таблицу для разных RИЗГ, по которой станок настраивается на бездефектную гибку. Правда, возможность изготовления полуарок переменного радиуса при этом, скорее всего, пропадет или существенно сузится. Что, конечно, не есть хорошо.
Примечание: дополнительно об изготовлении вальцового трубогиба с ломающимся столом см. ролик:
Видео: вальцевый трубогиб с ломающимся столом
В заключение
Производство арочных и полуарочных деталей строительных конструкций из профтрубы дело довольно прибыльное и не требующее существенных затрат на старт. Поэтому напоследок см. видео в 2-х частях, как своими руками сделать вальцовый трубогиб уровня, близкого к профессиональному, для изготовления из профильных труб арок для теплиц и хозпостроек, ч. 1:
Изделия из меди пользуются большим спросом в сфере жилищно-коммунального хозяйства, а именно − при обустройстве водопроводных и отопительных сетей, а также − при ведении различных ремонтных работ. Медные трубки являются неотъемлемыми составляющими системы отопления при монтаже теплых полов. Популярность этого химического элемента объясняется его превосходными характеристиками: прочностью, гибкостью и стойкостью к коррозии. А так как изделия из меди укладываются, в основном, под определенным углом, то информация − как гнуть медную трубку в домашних условиях − для многих окажется весьма полезной. Стоит сразу заметить, что можно загнуть трубу без трубогиба , это весьма удобно во многих случаях.
Пружина в помощь
Для этой процедуры, независимо от метода сгибания, будет нужен нагревательный инструмент. Поэтому работы должны проводиться на свежем воздухе или в помещении с хорошей вентиляцией. Отличным вариантом станет двор или гараж с открытыми воротами.
Способов сгибания в условиях дома существует несколько, но все они различаются по уровню сложности, цене материалов и использованию специализированного оборудования.
Наиболее распространенный метод − сгибание медной трубки с помощью стальной пружины, которая обязательно должна состоять из частых витков и толстой жилы, а ее диаметр был бы меньше, чем у трубки. Это условие необходимо для того, чтобы пружина легко входила в изделие. Самый оптимальный вариант, когда длины изделий примерно равны. В случае короткой пружины потребуется кусок проволоки, который к ней прикрепляется, а потом все вместе легко извлекается.

Многие не знают, как гнуть медную трубку малых диаметров. В этом случае размер пружины должен превышать диаметр трубы, которая поместится внутри нее.
Далее с помощью нагревательного прибора нагревается заготовка. Для этих целей подойдет газовая грелка или паяльная лампа. По изменению цвета трубы можно понять, что она нагрета достаточно хорошо и стала пластичной. Теперь без труда вы придадите медной трубке любую форму и можно оставить ее остывать.
Не забудьте, что извлекать пружину из трубы можно только после окончательного охлаждения.
Можно гнуть трубы, используя песок
Следующий метод − как согнуть медную трубу в домашних условиях − довольно простой, т.к. не нужны ни стальные пружины, ни специализированные устройства. Действия самые простые − нагреть трубку и загнуть.
Но во избежание деформации медного изделия в связи с его повышенной гибкостью лучше воспользоваться полезными советами специалистов:
- Подготовить опорную поверхность, прибор для нагревания, пару кусков древесины диаметрами, соответствующими размеру будущей трубы, и песок.
- Строительный материал, чтобы избежать деформации при сгибании медных трубок, должен быть сухим, просеянным, речным, без объемных составляющих.
- Древесной пробкой заткнуть один край заготовки, песком засыпать полое пространство, неоднократно встряхивая трубу для более равномерного заполнения.
- Оставшейся пробкой закупорить второй край трубки.
- Затем нагреть и, опираясь на твердое основание во избежание разрыва стенок изделия, аккуратно согнуть.
- Нельзя перегревать трубу из-за давления песка на ее стенки.
- Когда изделие приняло соответствующую форму, его необходимо опустить в холодную воду.
- После окончательного остывания медной трубы убрать пробки, высыпать песок.
- Желательно продуть готовое изделие, чтобы удалить остатки мусора.
Применение трубогиба
Рассмотрим еще один способ − как загнуть медную трубку, не прилагая при этом никаких дополнительных усилий. Надежным помощником в этом деле станет специальное устройство − трубогиб, благодаря которому можно экономить время, ускорять и облегчать саму процедуру гибки.
Что же это за прибор? Это мобильный инструмент, который изгибает трубу по заданному параметру, фиксируя один конец трубы и перемещая другой. А место сгиба при этом всегда находится в стабильном положении.

Все трубогибы, согласно принципу действия, классифицируются на:
- Рычажные (ручные), включающие пару рычагов с башмаком и гибочным шаблоном. Для установки нужного угла необходимо брать ориентир на знаки на поверхности рычагов. Затем зафиксировать заготовку в скобе, совместить нули и выполнить основную работу. Воспользовавшись этим трубогибом, можно согнуть дома трубку почти под углом 180̊.
- Гидравлические, которые относятся к устройствам профессионального уровня и загибают трубку намного оперативнее предыдущих. Благодаря гидравлическому принципу действия трубогиба, вам не придется особо напрягаться.
- Электрические, которые используются в промышленном производстве или бизнесе. С помощью таких приборов вполне реально выполнение серийного заказа. Электрические трубогибы функционируют от электропривода и очень напоминают ручные аналоги. Трубное изделие укладывают в скобу и сгибают по параметрам, которые задают специальные сегменты.
Разобравшись в теме − как согнуть медную трубу, вам еще предстоит правильно подобрать оборудование в соответствии с параметрами сгибаемой заготовки. Например, ручной трубогиб, пружина или песок окажутся кстати при загибании изделия небольшой длины и диаметра. А вот изменить профиль крупной заготовки под силу лишь гидравлическим и электрическим инструментам.
Как согнуть медную трубу методом спирали
Порой выполнить загибание труб обычными способами не удается из-за нестандартных параметров, например, квадратной, а не цилиндрической формы заготовки. Чтобы понять, как загнуть медную трубу в таком случае, нужно, прежде всего, приобрести киянку из резины и пару опор. Затем засыпать полость трубки песком либо наполнить льдом (зимой); изделие установить концами на опоры; подогреть место сгиба; при помощи киянки придать ей соответствующую форму.
Нередко мастерам приходится по заказу сгибать трубу из меди в спираль.

Для этого потребуется:
- Обжечь заготовку для большей гибкости.
- Дать полностью остыть.
- Засыпать внутрь трубы песок либо заморозить там воду.
- Согнуть изделие руками или с помощью паяльной лампы, которая поможет значительно ускорить и облегчить процесс гибки.
Можно при сгибании трубы из меди воспользоваться опорой цилиндрической формы, и тогда спираль получится идеально ровной.
Как видим, методов, как гнуть медные трубы, придумано много. Но на каком бы из них вы не остановились, нужно строго придерживаться основных правил. В первую очередь, все действия выполнять аккуратно и неторопливо во избежание деформации и разрыва стенок трубы. Порой неожиданное резкое движение способно привести к негативным необратимым последствиям и отбраковке изделий.
Прислушайтесь к нашим полезным советам, и вы без труда согнете в домашних условиях медную заготовку для будущего водопровода или системы отопления.
Перед изготовлением, посмотрел в интернете кто и как делает подобные вещи. Заинтересовал меня видеоролик на Ютубе, в котором автор наматывает спиральный змеевик-теплообменник на двухдюймовую трубу при помощи станка:
Станка у меня нет, поэтому я решил наматывать змеевик-теплообменник из такой же трубки, как на видео, но вручную.
Была найдена трубка из нержавеющей стали с внешним диаметром 10мм и толщиной стенок 1мм. Длиной почти в четыре метра. Наматывать я решил так же как на видео выше — на двухдюймовую трубу (была в наличии).
Маленькое отступление.
Как по мне, намотка на двухдюймовку — идеальный вариант для самодельщика. Сейчас объясню почему. Охлаждение змеевика планировалось реализовать за счет проточной воды. Значит, необходим будет цилиндрический кожух, внутри которого будет находиться змеевик. Для лучшей теплоотдачи кожух необходимо подбирать таким образом, что бы между витками спирали и стенкой кожуха оставалось место для протока воды (а не только по центру спиральной навивки).
Т.к. при такой намотке змеевика — внешний диаметр витков змеевика выйдет в районе 80-85мм (труба-основание для намотки = 60мм, толщина двух витков = 2*10мм = 20мм, плюс несколько миллиметров добавится из-за небольшого обратного разжимания витков), то руки сразу зачесались использовать готовую сантехническую трубу 110мм в качестве кожуха теплообменника.
Важно! Трубку необходимо чистить до намотки. После намотки это будет сделать невозможно.
Важно. Нержавеющую трубку мочить или промывать водой изнутри НЕ НАДО! Т.к. дальше по плану засыпка трубки песком.
2) Песок. Песок нужен сухой и просеянный. Нужен он для набивки трубки змеевика. Также как и на видео со станком — выстругиваем из дерева чопики, плотно забиваем один чопик в трубку и при помощи воронки порционно досыпаем песок в вертикально стоящую трубку вместе с постукиванием по трубке снизу вверх. После того, как трубка будет плотно-плотно набита просеянным песком — забивается второй чопик. Трубка готова к намотке.
Важно ! Песок необходим, дабы защитить трубку от смятия стенок в процессе намотки. Плохая/неравномерная набивка песком — скорее всего, приведет к неправильной деформации (смятию стенок) трубки при намотке.
Намотка.
Наматывать теплообменник вручную из нержавеющей трубки можно двумя (основными) способами.
Способ первый — закрепляем импровизированный вал (труба 2″) горизонтально и проворачиваем, наматывая тем самым на него нержавеющую трубку с песком.
Способ второй — закрепляем жестко вал вертикально и наматываем на него нержавеющую трубку, двигаясь с трубкой по кругу.
Т.к. с четырехметровой трубкой сильно не развернешься, то был выбран первый вариант. А т.к. токарного станка нет — то на импровизированном верстаке были сколочены из дерева подшипники скольжения для двухдюймовой трубы:
Важно! Верхний ограничитель высоты (на рисунке брусок с надписью дерево) у таких подшипников должен быть равен диаметру вала (труба 2″) + один диаметр наматываемой трубки (10мм).
Т.к. на валу был расположен перпендикулярный ранее обрезанный отварок 3/4″ — то вставив в него подходящую арматурину, я получил рычаг для проворачивания вала.
Важно! Для правильной намотки, необходимо грамотно закрепить трубку на валу. Можно, как на видео (см. выше), приварить расточенную гайку, через гайку завести нержавеющую трубку, изогнуть трубку под 90 градусов и начать наматывать. Связываться со сваркой (на тот момент) не хотелось — поэтому в самом валу (труба 2″) с краю были просверлены два отверстия насквозь, через которые была заведена U-образная металлическая петля с закруткой с обратной стороны, которая и зафиксировала конец трубки. Для дополнительной жесткости, начало трубки я примотал толстой проволокой к валу.
Далее, не спеша, в четыре руки (один придерживает трубку, другой прокручивает вал при помощи рычага) производится намотка, после намотки — вынимаются чопики, высыпается песок, отпиливается лишний кусок трубки и получаем вот такой вот спиральный теплообменник (качество фотографии отвратительное, т.к. делалась она на быструю руку и телефоном):
Как по мне, очень и очень недурственный, для первого раза, результат изготовления змеевика своими руками. Даже в руки взять приятно. Однако, для того что бы процесс теплопередачи был более эффективным — витки змеевика необходимо аккуратно раздвинуть (чтобы между ними тоже циркулировала вода). Для этого пришлось выстрогать штук двадцать клиньев из плотной древесины (сосна не подходит) и при помощи молотка, понемногу вбивая клинья с разных сторон спирали, раздвинуть витки самодельного теплообменника.
Важно! В самом начале — витки ощутимо сопротивляются клиньям, так что берегите пальцы и ногти.
Важно!! Лучше раздвигать витки за несколько проходов, постепенно наращивая расстояние между витками и постоянно контролируя, что бы сам змеевик не увело в сторону:
После всех этих манипуляций получаем вот такую красоту (изолента для масштаба):
На эту красоту ушло три метра нержавеющей трубки. Теперь необходимо было сделать кожух теплообменника.
Кожух теплообменника.
Как писалось ранее, под кожух задумывалось использовать серую сантехническую трубу диаметром 110мм. Поэтому были куплены следующие комплектующие: 0.5 метра трубы сантехнической 110мм, муфта-переходник для трубы 110мм, две заглушки для той же трубы, два штуцера 3/8″, метровая шпилька с резьбой 8мм. Муфта-переходник нужна потому, что труба 110мм имеет разный диаметр на концах и заглушки можно установить только с одной стороны. Правда, есть бонус — кожух становится разборным.
Уплотнения.
Если штуцер имеет резьбовую часть с гайкой, благодаря которой, его можно закрепить в корпусе кожуха через резиновые уплотнения, то трубку нержавеющего змеевика надо как-то пропустить через пластик кожуха, да еще так, чтобы не протекала вода. Вот для этих целей, пришлось сделать хитрое самодельное резиновое уплотнение (2 штуки) (смотри рисунок) с проточкой под пластик.
При помощи заточенной трубки большого диаметра вырезал из толстой листовой резины (толщина порядка 14мм) два цилиндрических уплотнения. Затем при помощи меньшей трубки (d
Читайте также: