
Снятие фаски полипропиленовых труб своими руками
Добавил пользователь Alex Обновлено: 18.09.2024
В последнее время пластиковые трубы, к которым относятся и полипропиленовые (ПП), постепенно вытеснили традиционные металлические не только в системах водоснабжения, но и в отоплении. Не последнюю роль во всевозрастающей популярности играет простота установки – достаточно легко выполнить монтаж полипропиленовых труб своими руками даже при отсутствии специальных навыков и знаний.
Положительные качества ПП труб
Подобные трубы обладают такими преимуществами:
- длительным эксплуатационным сроком (минимум 25 лет);
- большим выбором соединительных фитингов и прочих комплектующих;
- отсутствием конденсата и разного рода отложений на поверхности;
- невосприимчивост ью к агрессивному воздействию внешней среды;
Полипропиленовые трубы Полипропиленовые фитинги
Важные нюансы установки
Соединение ПП труб выполняется с помощью резьбовых/нерезь бовых фитингов. В свою очередь, изделия с резьбой могут быть:
Стоит заметить, что на монтаж влияют в первую очередь эксплуатационные условия.
- Все полипропиленовые детали должны быть защищены от огня.
- В случае врезки водомера или накопительного бака желательно взять разъемные резьбовые элементы. Вместе с тем неразъемное соединение приемлемо лишь для гибких шлангов.
После ознакомления со всей необходимой информацией можно приступать к работе.
Этап первый. Составление проекта
Монтажные работы следует начать с составления проекта будущей магистрали. Важным критерием при этом является эргономичность, вследствие чего число поворотов и соединительных элементов должно быть минимальным.
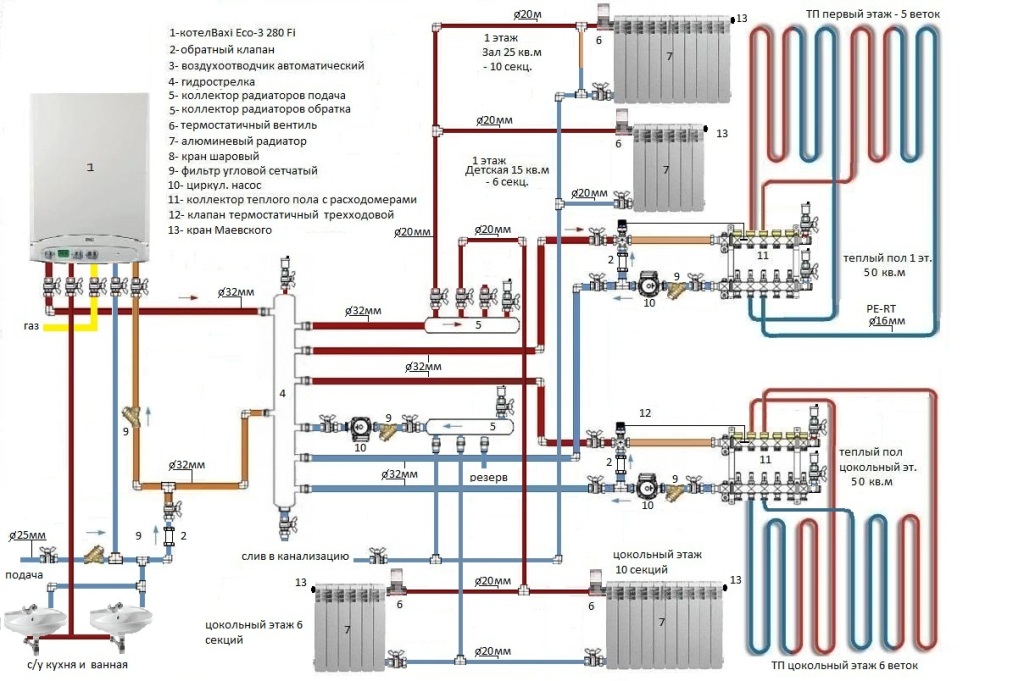
Разводка отопления
Разводка отопления
При обустройстве отопительной системы особенно важен грамотно составленный проект, в котором следует указать месторасположени е таких элементов, как:
- муфты;
- переходники;
- крепежи;
- уголки;
- отопительное оборудование.
Магистраль подсоединяется к радиаторам одно- или двухтрубным способом, сбоку или снизу.

Схема системы отопления
Внимание! Не менее важным моментом при проектировании является и возможное термальное расширение полипропилена – это также следует учитывать.
Водопроводная разводка

Pазводка водопроводных труб в санузле
Здесь магистраль подключается к централизованной системе с целью водоснабжения необходимых сантехнических приборов – унитаза, раковин, бойлера и проч. Существует два способа выполнения разводки.
Способ №1. Открытый вариант. Горизонтальные трубы устанавливаются несколько выше уровня пола, а вертикальные – исключительно по углам. Все это позволяет сделать трубопровод менее заметным.
Способ №2. Закрытый вариант. Крайне сложен в выполнении, поскольку подразумевает предварительное проведение максимально точных расчетов. Трубы (обязательно цельные) замуровываются в стены, а к каждому стыку должен быть свободный доступ.

Pазводка водопроводных труб в санузле
Кроме того, разводка водопровода может быть:
- последовательног о типа (самый бюджетный и простой в выполнении вариант);
- коллекторного типа (при подаче воды применяется коллектор);
- с проходными розетками (мало популярен).
Этап второй. Сварка полипропиленовых труб

Сварка полипропиленовых труб
Для этой процедуры потребуются электрический лобзик (резка полипропилена) и специальное сварочное оборудование.

Сварочный аппарат
Внимание! До того как приступить к работе на аппарат надеваются гильзы (насадки) нужного диаметра. Далее с помощью терморегулятора задается соответствующая температура (порядка 260-265ᵒС), после чего прибор разогревается (о времени разогрева можно узнать из инструкции производителя).
Шаг первый. Пока аппарат разогревается, проводятся необходимые замеры, трубы размечаются и нарезаются.
Шаг второй. Торцы изделий, которые планируется соединить между собой, тщательно зачищаются и обезжириваются.
Шаг третий. С помощью карандаша отмечается глубина вхождения каждого изделия в гильзу. Характерно, что при этом должен оставаться минимум миллиметровый зазор, поэтому трубы не упираются в соединительную муфту фитинга.
Шаг четвертый. ПП трубу с фитингом надеваются на гильзу в соответствии со сделанными отметками, причем нагрев всех элементов должен происходить одновременно.
Внимание! В случае плохой насадки (или наоборот – чересчур свободной) одного из элементов тот сразу же отбраковывается.
Длительность нагрева зависит не только от диаметра изделий, но и от глубины сварки (об этом можно узнать из приведенной ниже таблицы).
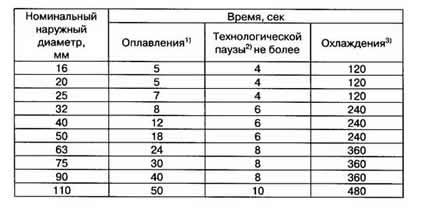
Таблица технологической паузы
Шаг пятый. По истечении определенного срока изделия снимаются и соединяются, с незначительным усилием насаживаясь друг на друга. Запрещено при этом поворачивать элементы по осевой линии.
Шаг шестой. На протяжении нескольких секунд после соединения выполняется первичная корректировка, далее элементы окончательно фиксируются.
Сварка полипропиленовых труб Сварка полипропиленовых труб
Внимание! Последовательнос ть сборки определяется заранее.
Если в месте соединения не осталось никаких зазоров, то его (соединение) можно считать качественным.
Видео – Сварка ПП труб
Изготовление сварочного аппарата
Ввиду того что более-менее хороший сварочный аппарат стоит свыше тысячи рублей, дешевле взять его в аренду или сделать самому. Если было выбрано последнее, то для работы следует подготовить:
- термальную пасту для компьютеров;
- утюг старой модели;
- болт, шайбу к нему;
- электрическую дрель;
- гильзу (насадку) нужного диаметра.
Последовательнос ть действий должна быть следующей.
Шаг первый. С целью улучшения теплопередачи подошва утюга обрабатывается термальной пастой, затем фиксируется тефлоновая гильза. Расположение последней определяется заранее – широкой частью вверх или вниз.
Шаг третий. Нагрев утюга проводится до тех пор, пока устройство не выключится во второй раз.
Шаг четвертый. Хорошо, если утюг оборудован термодатчиком – это позволит с точностью определить температуру нагрева. Но есть и более простой способ – посредством свинца. Этот металл плавится при 230ᵒС и выше, что примерно совпадает с требуемой для сварки температурой.
Дальнейшая технология пайки идентична описанной выше.
Этап третий. Монтаж трубопровода
Пайка полипропиленовых труб по шагам Сварка полипропиленовых труб враструб
При прокладке магистрали понадобятся:
- трубы;
- тройники;
- шаровые краны;
- заглушки;
- переходники;
- отводы;
- муфты;
- разъемные соединительные элементы;
- резьбовые фитинги;
- пластиковые хомуты.
В первую очередь проводится монтаж основных элементов системы (сантехники, радиаторов, котлов и проч.), после чего в соответствии с составленным проектом размечается будущая магистраль. Элементы трубопровода соединяются между собой с помощью муфт.
Внимание! Труднодоступные участки системы собираются по отдельности.
Если речь идет об отоплении или горячем водоснабжении, то учитывается термальное расширение. Для компенсации последнего желательно использовать подвижные соединения. При монтаже закрытого трубопровода вначале штробируются стены (в соответствующих местах проделывается канавка шириной в два диаметра трубы).
Заполнение трубопровода жидкостью допустимо лишь по истечении одного часа с окончания монтажа. Гидравлическое испытание можно проводить только через сутки.
Результат работы Результат работы Результат работы
Канализационная система из ПП труб
Как уже отмечалось ранее, трубы из полипропилена сегодня активно используются при обустройстве канализации. Процедура монтажа в данном случае имеет свои нюансы.

Трубы из полипропилена
Внутренняя канализация
Существует ряд правил, которые нужно соблюдать при оборудовании канализации в доме.
- Трубопровод укладывается под наклоном в направлении канализационного стояка (около 3 см на погонный метр).
- Если помещение не отапливается, то трубы дополнительно утепляются минеральной ватой.
- Нельзя выполнять резкие повороты под углом в 90ᵒ, вместо этого используются так называемые полуотводы.
- Вентиляция фанового типа – обязательная составляющая канализации, которая предотвратит проникновение неприятного запаха в жилище.
- Унитаз подключается лишь после раковины, в противном случае произойдет срыв водяного затвора.
Наружная канализация

Трубы канализационные наружные
Шаг первый. Определяется диаметр труб, зависящий преимущественно от количества людей, проживающих в доме.
Шаг второй. От стояка канализации роется траншея к септику или выгребной яме. При этом соблюдается уклон, зависящий от линии промерзания почвы, или трубопровод утепляется минватой.
Прокладка канализационных труб Прокладка канализационных труб

Прокладка наружной канализации
Шаг четвертый. Прокладывается трубопровод. Важно избегать возможных его провисаний, иначе соединения в скором времени разрушаться.
Внимание! Швы не нуждаются в герметизации, т. к. в ПП трубах наружного применения уже имеются резиновые уплотнители.
Горизонтальное бурение траншеи для трубопровода выполняется при помощи специального оборудования с домкратами-насос ами нажимного действия. Бурение происходит с помощью стального конусообразного наконечника. Подобная технология используется при строительстве:
- авто- и Ж/Д дорог;
- трубопроводов в подвалы;
- магистралей к рабочим колодцам.
Монтаж ПП трубопровода своими руками поможет существенно сэкономить, но лишь при условии грамотного выполнения.

Сварка полипропиленовых трубопроводов выполняется при обустройстве систем отопления, канализации, водопровода, а также во время ремонта или модернизации действующей магистрали. При стыковке элементов обеспечивается прочное соединение, герметичность и безопасная эксплуатация трубопровода в течение длительного времени. Пайка полипропиленовых труб осуществляется с помощью паяльника. Инструмент называют также сваркой или утюгом для труб из полипропилена.
Технология пайки
Полипропилен при нагреве становится мягким, напоминая по консистенции пластилин. Частички жидкого материала взаимно проникают в смежную деталь. После остывания он отвердевает, становится устойчивым к разрыву. Остывший шов по техническим параметрам не уступает основному материалу. Чтобы обеспечить качественное соединение, рекомендуется соблюсти условия:
Благодаря термопластическим характеристикам полипропилена обеспечивается надежная стыковка элементов. Прочный шов получается только при соблюдении технологии сваривания и выборе качественных материалов. Рассмотрим ниже, как паять полипропиленовые трубы. На аппаратах, поддерживающих установку нескольких насадок, гильзу можно устанавливать в удобной позиции. Месторасположение нагревательного патрона на качество прогрева не влияет.
Сложность сваривания
Пробный монтаж и соединение первого звена системы можно выполнить на столе или на полу в удобном месте. Дальнейшее сваривание на объекте выполняется в различных технических условиях. К некоторым участкам системы доступ утюгом затруднен.
Перед тем как паять трубы на труднодоступных участках, рекомендуется подобрать удобную позу. Неудобное расположение вызывает задержки в работе, появление различных дефектов, например:
- перегрев деталей с расплавлением полипропилена и его растеканием;
- соединение глубже или меньше, чем положено по стандарту;
- монтаж с перегибом или поворотом элемента.
При нагреве и соединении следует соблюдать синхронность действий: обе детали подогреваются и снимаются с насадки одновременно. Перед сборкой разогретых деталей невозможно обойтись без задержки. Пауза возникает из-за необходимости поставить аппарат на площадку. Время технического простоя напрямую зависит от опыта мастера и его скорости работы. Погрешности в работе приводят к возникновению наплывов, смешению шва, растрескиванию и порче соединения.
Порядок выполнения диффузной пайки
Стыковка торцов выполняется напрямую раструбной пайкой либо с помощью муфт. Муфта представляет собой фасонную деталь, которую используют в качестве стыкующего звена. Она уместна для труб с диаметром до 63 мм. Вместо муфты пригодны обрезки труб большего диаметра, чем свариваемый участок. Участок трубы и муфты на стыке расплавляется, обеспечивая надежное крепление.
Соединение в раструб требует точной стыковки элементов труб. Края должны быть идеально защищены. Неровности и заусеницы после обрезки не допускаются. После расплавления торцов аппаратом происходит их диффузное соединение. Если возникли погрешности во время торцевания, при подаче воды образуется течь или разрыв стыка.
Подготовка к свариванию
Перед установкой новых труб рекомендуется расчертить схему трубопровода на стене. Упрощенная схема представляет собой линии, начерченные в соответствии с месторасположением будущей магистрали. Разметка на стене позволяет проконтролировать ориентацию трубопровода.
Чтобы не подгонять трубы по размеру во время пайки, следует заранее замерить точную длину каждой трубы. Если соединение осуществляется с помощью муфт, следует предусмотреть запас на их установку. При монтаже встык учитывают деформационные изменения. При расплавлении труба уменьшается на 1-2 мм.
Для удобства сваривания труб диаметром свыше 40 мм необходим утюг с центрированием. Его могут использовать мастера, знающие, как паять полипропилен. К инструменту прилагается несколько различных тефлоновых насадок размером 14-63 мм, представляющих собой нагревательный элемент. Различают насадки в форме гильзы и дорна. Первая разновидность нагревательного элемента предназначена для расплавления наружной части трубы, вторая – изнутри.
Тефлоновые насадки должны быть чистыми. Нельзя оставлять на них частицы оплавленного материала. Сразу после пайки горячий корпус протирают грубой ветошью, устойчивой к высокой температуре, например, брезентом. Очищать остывшие элементы не рекомендуется, иначе тефлоновый слой повредится, что приведет в будущем к прилипанию расплавленного полипропилена.
Подготовка оборудования
Не во всех моделях в комплектацию входит подставка. Паяльник устанавливают на ровной площадке в легкодоступном месте так, чтобы не перевернулся по неосторожности. Насадки нужного диаметра кладут рядом. Некоторые разновидности утюгов позволяют одновременно использовать сменные комплектующие различного диаметра.

Прогрев нагревательного элемента происходит по всей длине равномерно до заданной температуры. Степень нагрева выставляется предварительно на панели. Для полипропилена температура пайки полипропиленовых труб на шкале устанавливается на значении 260⁰. Разогрев аппарата длится 10-15 минут. В холодном помещении требуется дольше времени на прогрев, чем в отапливаемой комнате. При температуре ниже 0⁰ сварка запрещена.
Видео описание
Как выбрать аппарат для пайки труб в видео:
Подготовка труб к свариванию
Край трубы обрезают специальными ножницами под прямым углом. Место среза шлифуют и обезжиривают этиловым спиртом или мыльным раствором. Поверхность тщательно просушивают. Изделия с маркировкой PN 10-20 сваривают сразу, а с PN 25 дополнительно зачищают шейвером, удаляя часть полипропилена и алюминия на глубину пайки. Ориентируются по размеру насадки до ограничителя.
Важно! Для обезжиривания запрещено использовать любые растворители, бензин, водку, ацетон. Агрессивные жидкости разъедают поверхность полипропилена.
При раструбном соединении важно придерживаться глубины зачистки и ширины фаски. Степень зачистки должна совпадать с глубиной установки элементов.
Разогрев полипропилена
Монтаж полипропиленовых труб включает два этапа: разогрев стыкуемых участков и соединение. Деталь надевают на насадку соответствующего диаметра. Трубу устанавливают в гильзу до ограничителя на всю зачищенную длину, а фитинговый элемент на дорн до упора. Необходимо контролировать глубину разогрева, труба должна располагаться в гильзе без перекосов до упора в ограничитель. Выдерживают необходимое время для прогрева. От параметров изделия зависит время выдержки и температура пайки полипропиленовых труб, таблица отображает все важные параметры сваривания при температуре в помещении +20⁰.
Нельзя превышать время нагрева, иначе поверхность деформируется, что приведет к искривлению геометрии и невозможности состыковать детали без зазоров. При стыковке расплавленных участков внутри трубопровода появляются отеки полипропилена, которые застывают крупными валиками. Выступающий материал уменьшает проходимость магистрали.
Важно! Замеры температуры на зеркале утюга осуществляется термозондом.
Сварка пластиковых труб невозможна без технической паузы в несколько секунд после нагрева, которая необходима для снятия деталей с тэна. В холодном помещении за этот период разогретые участки успевают приостыть, что ухудшает качество стыковки. Чтобы шов был прочным, рекомендуется на несколько секунд время нагрева увеличить, чтобы материал сильнее расплавился. Оптимальное дополнительное время вычисляется посредством подбора, при этом нужно учитывать:
- температуру окружающей среды;
- номинал сечения трубопровода;
- время выдержки для прогрева.
Температуру выставляют в пределах 255-265⁰. Если она превысит показатель 270⁰, шов получится тонким, не способным удержать напор воды. Это происходит из-за быстрого нагрева наружного слоя до плавления. При этом вглубь материал прогреться не успевает, поэтому диффузное проникновение полипропилена смежных участков деталей не происходит.

Особенности пайки
Сварка полипропиленовых труб выполняется быстрыми движениями посредством прикладывания разогретых участков друг к другу так, чтобы участок трубы вошел в стакан фитинга до нужной глубины. Необходимо отслеживать соотношение края, чтобы избежать перекоса на шве. Зачистку и подгонку длины необходимо выполнять до сваривания, иначе система разгерметизируется из-за возникшего статического напряжения.
Чтобы шов не остыл во время технической паузы, оборудование располагают так, чтобы от места монтажа до установки прибора расстояние было минимальным. Этот нюанс следует предусмотреть заблаговременно. Время, потраченное на перенос оборудования и элементов, приводит к утрате тепла. Шов получается слабым из-за частичной диффузии между слоями полипропилена.
На корректировку положения дается 2-4 секунды. В этот период нельзя элементы проворачивать, сгибать и рассоединять. Если шов не получился, участок обрезают, а процедуру повторяют повторно. Следует помнить, что подобные промахи приводят к уменьшению длины трубы, перерасходу материала. При отсутствии опыта, незнании теории о том, как правильно паять полипропиленовые трубы, сваривание лучше доверить профессионалу.
Видео описание
При пайке могут допускаться и ошибки, о них в видео:
Охлаждение и проверка герметичности
Шов нельзя охлаждать принудительно. Из-за перепадов температуры возможно растрескивание и деформация в зоне плавки. Трубопроводу необходимо предоставить время для естественного остывания. Проконтролировать температуру можно на ощупь. Остывший участок предварительно проверяют на герметичность продувкой. По окончанию пайки по трубопроводу пропускают воду, постепенно повышая давление, осматривают швы на наличие протечек и проходимость.
Ошибки во время пайки
Чаще всего ошибки возникают у мастеров, не имеющих практического опыта пайки, даже когда они знают, как сваривать полипропиленовые трубы. Многие пренебрегают этапом замера длины труб, выполняя монтаж на глаз с подрезкой по факту, либо замеряют без учета допусков. При неправильном расчете длины трубы очень сложно установить утюг для стыковки элементов.
Многие мастера пытаются выгнуть трубу на месте, чтобы увеличить расстояние между деталями. Это приводит к повышению статического напряжения в звеньях сети и снижению герметичности. Подобные погрешности ухудшают внешний вид магистрали. На эстетику системы обращают внимание при наружной прокладке коммуникаций.
Последовательный нагрев – ошибка, приводящая к быстрому остыванию стыкуемых участков и невозможности соединения. Пока второй элемент подогревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединения при повышении давления и гидравлических ударах. Это грубое нарушение технологии. Эксплуатировать такую магистраль категорически нельзя.

Чтобы не допустить грубых ошибок, рекомендуется придерживаться правил:
- погрешность между деталями во время удерживания пальником должна сводиться к минимуму;
- недогрев деталей приводит к недостаточной вязкости, отсутствию качественного диффузного проникновения;
- перегрев вызывает чрезмерное расплавление края, загиб и залом стыкуемых участков, уменьшение внутреннего диаметра;
- расстояние между местом установки утюга и зоной монтажа составляет до 1,5 м;
- пайка труб из полипропилена в неотапливаемом здании не желательна, а также при минусовых температурах;
- при выставлении степени нагрева зеркала следует корректировать параметр с учетом температуры на объекте и диаметра трубы;
- температура стыкуемых элементов должна быть одинаковой, перепад недопустим.
О перегреве торцов свидетельствует разжижение полипропилена и отекание. При соединении труб внешне дефект незаметен. Заподозрить брак можно посредством продувке или прогонки воды. Если оплавленные края завернулись, проход воды на участке снизился, напор упал. В зависимости от степени перегрева внутренний диаметр может уменьшиться в 2-3 раза. Полипропиленовая магистраль должна быть открытой для быстрого доступа к точкам пайки. Нельзя маскировать ее в пол, закрывать стяжкой.
Как снизить вероятность брака?
Спаивание элементов в условиях затрудненного доступа рекомендуется выполнять вдвоем. Второй специалист помогает вынимать второй элемент из насадки, убирает паяльник на платформу. Первый мастер двумя руками аккуратно стыкует детали с минимальной паузой. Иногда требуется помощь третьего лица. К его услугам прибегают, когда трубу необходимо зафиксировать в стене в смежной комнате. Попытки выполнить все операции самостоятельно на сложных участках всегда приводят к браку и необходимости выполнять сварку заново.
Во время пайки необходимо соблюдать точность движений. Следует выдерживать правильный наклон фитингового элемента относительно второй детали, осевой угол поворота его на трубе, глубину захода в стакан фитинга. Для контроля глубины захода и угла поворота фитинга на поверхности обеих деталей делают отметки. Чтобы каждый раз не отмерять припуск на одинаковых по сечению участках, пользуются шаблоном.
Утюг не нуждается в отключении в течение всего периода сваривания. Мастер потеряет время на разогрев оборудования. Паяльник готов к работе после того, как потухнет индикатор нагрева. Горящий индикатор показывает, что зеркало подогревается до нужной температуры. Если в этот период приступить к сварке, труба качественно не прогреется. Чтобы соблюсти технологический процесс и время выдержки, рекомендуется проверять параметры по таблице, которую рекомендуется держать под рукой.
Если приобретены комбинированные трубы, их соединяют только после обязательной зачистки. Глубина снятия фаски должна быть на 2 мм больше, чем глубина втулки, в которую вдевают элемент. Армирование уменьшает деформационное расширение в 10 раз. На изделиях с наружным армированием перед пайкой шейвером снимается часть поверхности на необходимую глубину для стыковки. Трубы с внутренним армированием не нуждаются в зачистке. Их укладка выполняется быстрее.
Видео описание
О секретах подгонки труб в этом видео:

Заключение
Следует помнить, что неармированный полипропилен чувствителен к воздействию горячей воды. При подаче жидкости, превышающей +50⁰, материал расширяется на 1,5%. Это приводит к увеличению длины трубопровода. На каждый метр магистрали деформация составит 15 мм. Для систем отопления необходимы армированные трубы, а обычные полипропиленовые аналоги подойдут только для холодного водопровода.
При монтаже инженерных коммуникаций часто применяются полипропиленовые трубы. Существуют пластиковые изделия с армированием. Благодаря ему улучшаются технические характеристики, повышается срок эксплуатации деталей. Чтобы провести правильный монтаж, нужно научиться выполнять зачистку полипропиленовых труб.

Инструмент для зачистки ПП труб
Для чего требуется зачистка?
Зачистка армированных полипропиленовых труб не требуется, если при армировании применялось стекловолокно. Если же армирующий слой изготавливается из алюминия, его придется зачистить на местах соединения трубок.
Невозможно получить соединение высокой прочности, если предварительно не выполнить подготовку труб. При выполнении зачистки удаляется не только армирующий слой, но и грязь, пыль, любые загрязнения, которые могут нарушить целостность сварного шва.
Способы
В продаже можно найти ПП трубы с внутренним и внешним армированием. Зависимо от этого, выделяется два способа проведения зачистки:
- Очистка от внутреннего слоя. Процедура выполняется для того чтобы на местах соединения двух элементов трубопровода металл не вступал в реакцию с водой.
- Очистка от внешнего слоя. Чтобы соединить два отдельных элемента трубопровода с помощью фитингов, необходимо расплавить, а затем очистить их.
Процедуры отличаются этапами проведения работ, использующимися инструментами.
Инструменты для работы
Для проведения работ, необходимо подготовить зачистной инструмент для полипропиленовых труб:
- Ручные инструменты. Подойдут для любого начинающего слесаря.
- Механические насадки. Применяются на предприятиях. Требуется умения по работе с такими механизмами.
Чтобы выполнить зачистку, не используя механические насадки, нужно подготовить набор инструментов:
- Рулетку, карандаш.
- Специальные ножницы для полипропилена.
- Калибр — инструмент, позволяющий восстановить начальный диаметр труб после разрезания.
- Трубогиб для создания изгибов трубопровода в определенных местах.
- Торцеватель — приспособление, с помощью которого можно сделать ровный срез. Во внутреннем торце этого инструмента расположены острые лезвия. Торцеватель одевают на торец трубки, проворачивают несколько раз. Лезвия срезают ненужный слой пластика, металла и можно приступать к пайке.
- Набор зачистных муфт.
- Шейвер — специальная насадка для дрели, с помощью которой можно снять внутренний или наружный армирующий слой. Подбирается по диаметру зависимо от сечения трубки. При работе с электроинструментом нужно точно контролировать его положение относительно обрабатываемого отверстия.
После подготовки инструмента можно приступать к работе.

Резка ПП труб ножницами
Как сделать зачистку своими руками?
Чтобы выполнить зачистку полипропиленовых труб своими руками, не нужно обладать дополнительными навыками. Для этого понадобится подготовить необходимый инструмент. Далее элементы трубопровода обрезаются по нужным размерам. При соединении с помощью муфт необходимо учитывать коэффициент теплового расширения полипропилена. После обрезки необходимо очистить торцы изделия от грязи, пыли, обезжирить их. Проверить ровность срезов.
Процедура торцевания труб для удаления армирующего слоя выполняется разными инструментами. Перед началом основных работ нужно выполнить несколько действий:
- С помощью калибра, на котором устанавливается зенкер, выровнять диаметр соединяемых трубок.
- Закрепить трубы в тисках так, чтобы с ними было удобнее работать.
Процесс очистки деталей от внешнего слоя:
- Подобрать муфту.
- Закрепить на ней ручки, надеть на торец.
- Провернуть несколько раз, чтобы армирующий слой был удален.
- Снять муфту, проверить обработанные поверхности. Если металл остался, повторить процедуру.
Процесс очистки деталей от внутреннего слоя:
- Для выполнения работы понадобится дрель или шуруповерт. Необходимо подобрать шейвер для электроинструмента, зависимо от диаметра трубопровода.
- Установить низкие обороты дрели, чтобы не повредить пластик.
- Во время работы удерживать инструмент строго перпендикулярно обрабатываемому отверстию. Не должно происходить отклонений сторону.
Когда защитный слой будет снят, нужно выключить дрель, снять насадку, проверить обработанные поверхности. После выполнения работы необходимо очистить торцы от металлической стружки, пластика, пыли грязи. Обезжирить поверхность, дождаться высыхания. После этого можно приступать к спайке трубок.
Существует два вида полипропиленовых труб — однородные и армированные. Второй вариант наиболее прочный, долговечный. Выдерживает высокие нагрузки, давление, имеет пониженный коэффициент теплового расширения. При работе с трубами, имеющими защитный слой, нужно очищать его на местах соединения. В противном случае сделать прочный шов не получится.
При монтаже водопроводной и отопительной системы простого раструбного соединения недостаточно. Для того, чтобы обеспечить приемлемую герметичность стыков и долговечность трубопровода приходится использовать сварку.

ПП трубопровод использован в системе отопления
Особенности монтажа ПП трубопровода
Когда дело доходит до монтажа трубопровода человек обязательно столкнется с вопросом, как правильно спаивать полипропиленовые трубы.
В общих чертах этот процесс можно разделить на 2 фазы:
- Оба пластиковых элемента разогреваются;
- Пока материал не остыл, конец трубы вставляется в раструб. После остывания герметичность стыка гарантирована за счет спаивания материала.
Тем не менее, и в этом простом вопросе есть свои тонкости. Технология сварки зависит от того, армирован трубопровод или нет.
-
используются главным образом для систем горячего водоснабжения и отопления. Алюминиевая фольга (или стекловолокно) размещается между двумя слоями пластика и препятствует чрезмерному линейному расширению при нагреве. Маркировка PN25 говорит об армировании фольгой, а армирование стекловолокном встречается при маркировке PN20, с такой же маркировкой выпускаются и обычные трубы;

Строение армированного ПП трубопровода
- Когда речь заходит о том, как спаять трубы из полипропилена для холодной воды, можно использовать и обычный неармированный трубопровод.
Особенности работы армированного трубопровода
Структура стенки армированной ПП трубы накладывает определенные ограничения на процесс сварки. Но, как правильно спаивать полипропиленовые трубы с армирующим слоем? Главная задача здесь состоит в том, чтобы теплоноситель не контактировал с армирующим материалом (стекловолокном или фольгой).
Если попытаться без дополнительной подготовки спаять полипропиленовые армированные трубы, то теплоноситель будет воздействовать не только на сам слой полипропилена (торец трубки), но и на слой клея между фольгой и полипропиленом. Рано или поздно клей не выдержит влияния высокой температуры и напора жидкости, поэтому высока вероятность расслоения.

Схема влияния теплоносителя на неподготовленный торец армированной трубы
В результате этого, вода начинает попадать в пространство между верхним слоем полипропилена и армирующим материалом. В итоге образуется вздутие на поверхности трубопровода и протечки – цена неправильной подготовки трубы очень высока.
Пайка ПП труб поэтапно
В общем случае выделить можно такие этапы сварки:
- подготовка трубопровода;
- разогрев утюга (паяльного аппарата);
- разогрев полипропилена и соединение трубопровода.
Основные отличие технологии, обусловленные армированием полипропилена, сказываются на подготовительном этапе.
Подготовка к сварке
Инструкция по подготовке сегментов трубровода к сварке выглядит так:
- нарезается нужная длина трубопровода;

Резать удобно специальными ножницами
- торец тщательно очищается от заусениц и грязи;

Пластик нужно тщательно очистить
- желательно снять фаску, наружную – с трубы, внутреннюю – с внутренней поверхности раструба. Внутреннюю фаску можно снять даже ножом, если нет специального фаскоснимателя.

Снятие фаски ручным фаскоснимателем
Обратите внимание! Если фаску не снять, то мягкий пластик может просто задраться, когда труба вставляется в раструб. В результате размягченный материал может помешать свободному течению жидкости.
Что касается армированного трубопровода, то здесь нужно еще и устранить возможность контакта армирующего материала с жидкостью.
- если армирование внешнее, то нужно просто счистить слою алюминия шейвером. Для ускорения процесса можно использовать специальные насадки для дрели;

Шейвер срезает верхний слой пластика вместе с армирующим слоем
- в случае с внутренним армированием, лучше снять верхний слой пластика и слой алюминия.
Обратите внимание! Некоторые при сварке просто выскабливают армирующий слой торцевателем, а слои полипропилена при пайке сплавляются друг с другом. Такой подход имеет право на существование, но практика показывает, что данное соединение также подвержено расслаиванию.

Торцеватель выскабливает слой армирующего материала
При решении задачи, как самому спаять полипропиленовые трубы с внутренним армированием, придется воспользоваться шейвером. Это довольно простой инструмент, а выглядит он как цилиндр с режущей кромкой внутри. В процессе работы шейвер надевается на трубу и с усилием проворачивается, продолжительность операции зависит от толщины снимаемого слоя.
Сам нож фиксируется болтом, поэтому, когда необходимо снять толстый слоя материала, лучше делать это послойно, снимая тонкую стружку. При необходимости положение ножа можно отрегулировать вручную.

Нож на шейвере съемный
Что касается стоимости, то покупать дорогой шейвер имеет смысл только специалистам, профессионально занимающимся монтажом отопления и водопровода. Отличие дешевого варианта заключается только в долговечности режущей кромки, такой нож изготовлен из менее прочного материала.
Инструмент для сварки
- корпус с регулятором температуры и индикатором включения/выключения;
- подошва (дорн), его форма напоминает утюг. В дорне предусмотрены отверстия под нагревательные гильзы разного диаметра;

На фото – аппарат для сварки ПП трубопровода
Обратите внимание! Сами гильзы имеют тефлоновое покрытие, поэтому категорически запрещено царапать их металлическими предметами.
Для сварки ПП трубопровода необходимо, чтобы поверхность гильз была разогрета до 260ᵒС. После этого, труба вставляется в гильзу, а раструб – надевается на другой ее конец. Ориентироваться при разогреве прибора нужно на индикатор нагрева, как только температура дорна достигнет нужного значения, лампочка погаснет.

Оба элемента надеваются на гильзу
Обратите внимание! Важно не перегреть материал, результатом перегрева может стать то, что пластик при соединении частично перекроет внутреннее сечение. Судить о перегреве можно по изменению цвета полипропилена.
Время разогрева зависит от диаметра, ориентироваться можно на значения, приведенные в таблице.
| Внешний диаметр, мм | 16 | 25 | 40 | 63 | 90 |
| Длительность нагрева, с | 5 | 7 | 12 | 24 | 40 |
| Максимальная пауза, с | 4 | 4 | 6 | 8 | 8 |
| Длительность охлаждения | 2 | 2 | 4 | 6 | 8 |
Соединение труб
После разогрева трубопровода можно переходить непосредственно к тому, как спаивать полипропиленовые трубы. При этом часть пластика выдавится наружу при соединении, это нормально и только подтверждает то, что сварка выполнена правильно.
При соединении ПВХ трубопровода, трубы проворачиваются примерно на половину оборота в раструбе. Это делается для достижения большей герметичности. В случае с пропиленом такое делать категорически противопоказано, размягченный материал деформируется и станет непригодным для эксплуатации.

Труба с усилием вставляется в раструб
Для того чтобы полипропилен гарантированно затвердел, на пару минут свежее соединение лучше просто отложить в сторону. Итоговую герметичность стыков проверяют уже после монтажа всей отопительной (водопроводной) системы, пустив по ней воду под давлением.
Подведение итогов
Монтаж систем отопления и водопровода с использованием современного полипропиленового трубопровода невозможен без процесса сварки (пайки). Ничего общего со сваркой металлов этот процесс не имеет, пайка полипропилена намного проще. Благодаря этому с задачей стыковки полипропиленового трубопровода справится даже начинающий сантехник.
На видео в этой статье показан пример правильной пайки полипропиленовых труб.






Все материалы добавляются пользователями. При копировании необходимо указывать ссылку на источник.
Читайте также: