
Шарнир для профильной трубы своими руками
Добавил пользователь Владимир З. Обновлено: 11.09.2024

Всем привет. Решил разнообразить свои вечера и сделать чтото полезное, а вдруг пригодится.
Давно интересовался профилегибом, да и супруга просила сделать разного рода декорации из металла. Для чего нужно было гнуть профиль.
Для сборки я купил:
подшипниковый узел UCP 204
резьбовая шпилька М20
гайки М20
шайбы под шпильку М20
Что для сборки я не покупал (нашел на участке, в гараже, в сервисах):
куски швеллера
винтовой домкрат
подшипники 156704 — 3шт
дополнительно 2 звезды и цепь от какого то мотоцикла.
Сборка:
сварил сначала саму раму — основание.
Прикинул подшипники.
Дальше приварил подъемы под нажимной подшипник.
и собрал конструкцию нажимного ролика.
И приварил ручку к одному из крайних валов. на ручку надел полипропиленовую трубу
Принцип работы в следующем:
Крайние валы вращаются свободно в подшипниковых узлах. Подшипники на валу жестко зафиксированы шайбами и вращаются вместе с валами.
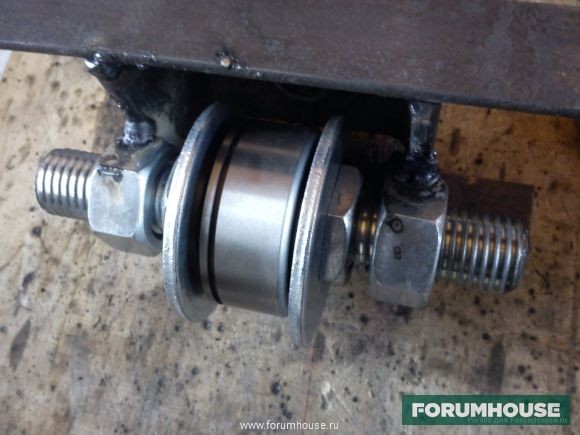
Нажимной подшипник прижимается площадкой к которой приварен а резьба от винтового домкрата, сам подшипник вращается свободно, т.к. от него нужен только нажим.
Первое испытание или блин — комом:
Взял кусок профиля 15мм решил согнуть — с приводом на один вал буксует и получается не совсем ровный загиб.



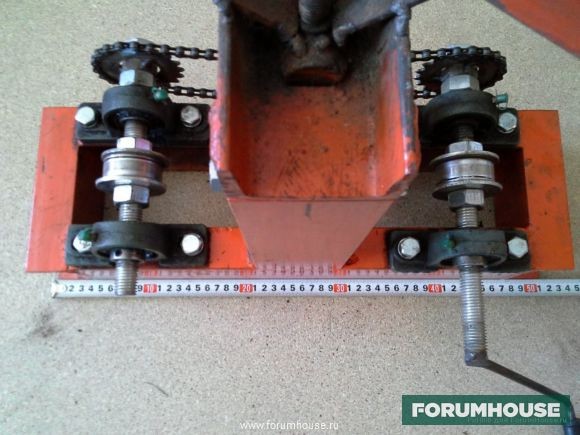
После этого у соседа было найдено 2 звездочки от какого-то мотоцикла и цепь к ним. Звездочки приварил к валам, цепь укоротил. Получился привод на 2 крайние ролика.
Второе испытание уже прошло успешно. 15 профиль загнул без проблем.

На следующий день купил 6 метров 20 профиля и попробовал загнуть. Чуть сложнее, но гнет без проблем. В идеале сам профилегиб нужно жестко крепить и работать желательно вдвоем.

Был очень рад проделанной работе. Себестоймость всего барахла обошлась в 1500р (основная часть — подшипниковые узлы). Сварил и собрал часа за 4 (дольше искал комплектующие). Осталось покрасить.
Фотоинструкция по самостоятельному изготовлению недорогого профилегиба из запчастей от старых автомобилей и велосипедов, подшипников, резьбовой шпильки и швеллера.
- Стоимость самодельного профилегиба, необходимые детали и инструмент
- Этапы изготовления профилегиба своими руками
- Полезные советы по изготовлению самоделки
Профилегиб без токарных работ: цена, детали, инструменты
Задумав сделать профилегиб своими руками, мастер задаёт себе вопросы:
- Потребуется ли токарка?
- Во сколько обойдётся самоделка?
- Не дешевле ли купить профилегиб в магазине?
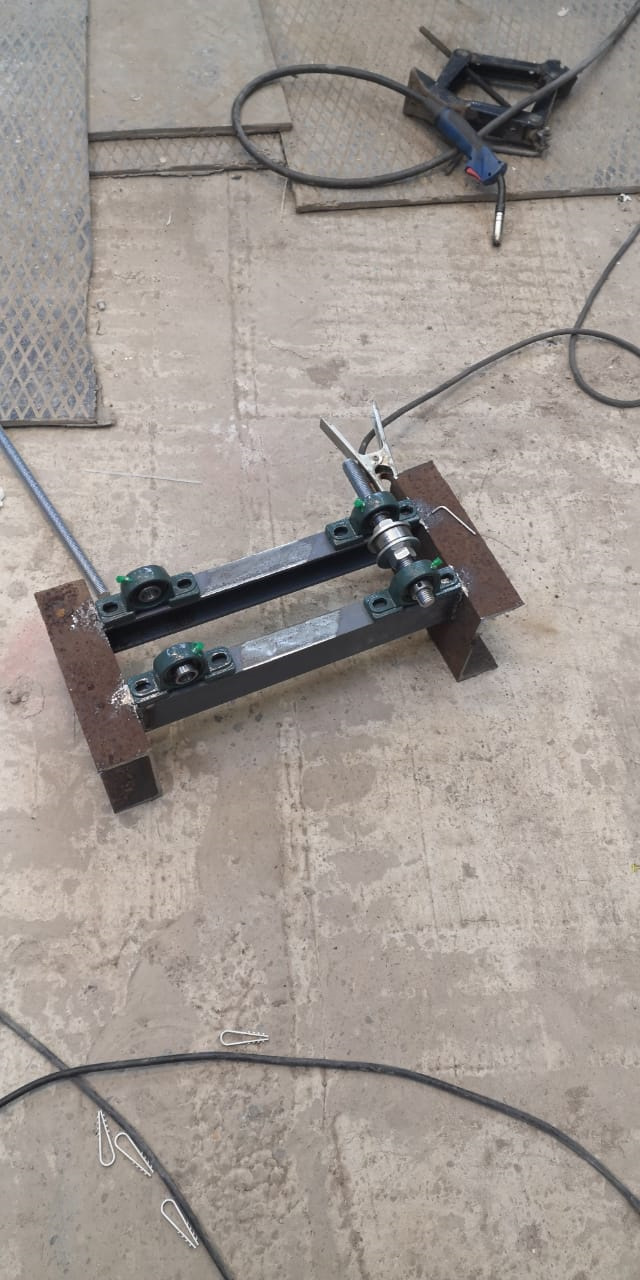
Чтобы ответить на них, сразу покажем, что получилось у участника портала Pin008.

Профилегиб сделан без использования токарного станка и легко гнёт профильные квадратные трубы сечением 2х2 см.
А это пример работ, выполненных профилегибом.

Профилегиб-самоделка обошелся в 2 тыс. руб., сделан за 3 вечера и, по словам пользователя, окупил себя за половину рабочего дня.

А это видео, где показана работа этого самодельного трубогиба для профильной трубы.
Если вас заинтересовал самодельный станок для гибки труб Pin008, то для его изготовления вам понадобятся:
- подшипниковый узел UCP 204 – 4 шт.;
- швеллер прямой 8 (высота основания полки 8 см, ширина полки 4 см) – 2 м;
- ромбический домкрат от легкового автомобиля;
- подшипник 156704 – 3 шт.;
- резьбовая шпилька М20;
- гайки М20;
- шайбы под шпильку М20;
- звездочки от велосипеда – 2 шт.;
- велосипедная цепь.
- болгарка;
- мощная дрель;
- сварочный инвертор.
Далее мы расскажем, как из этих деталей собрать самодельный профилегиб.
Изготовление станка для гибки профильных труб из металла
Работу по строительству самоделки пользователь разбил на ряд последовательных шагов:


- От автомобильного домкрата взял винтовую часть для изготовления нажимного винта.







- Изготовил ролики. Ось Pin008 сделал из резьбовой шпильки М20. Для этого он разрезал её болгаркой на куски необходимой длины.









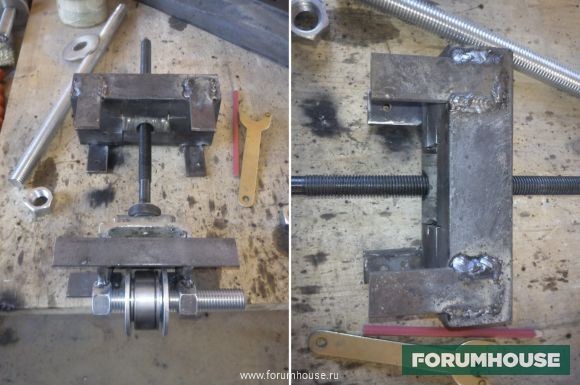
- Сборка станины профилегиба. Верхняя планка съёмная, для удобства установки нажимного ролика.


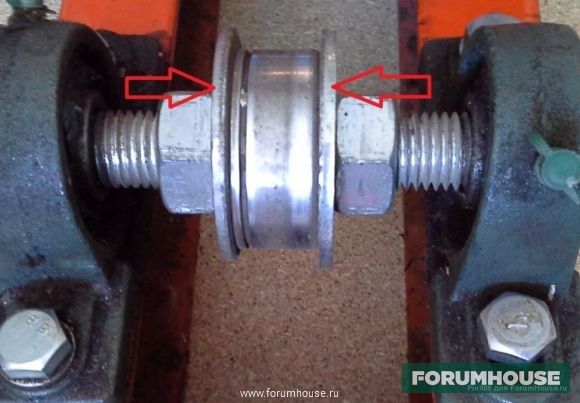
На фото ниже наглядно показано как сделать нажимной ролик для профилегиба.

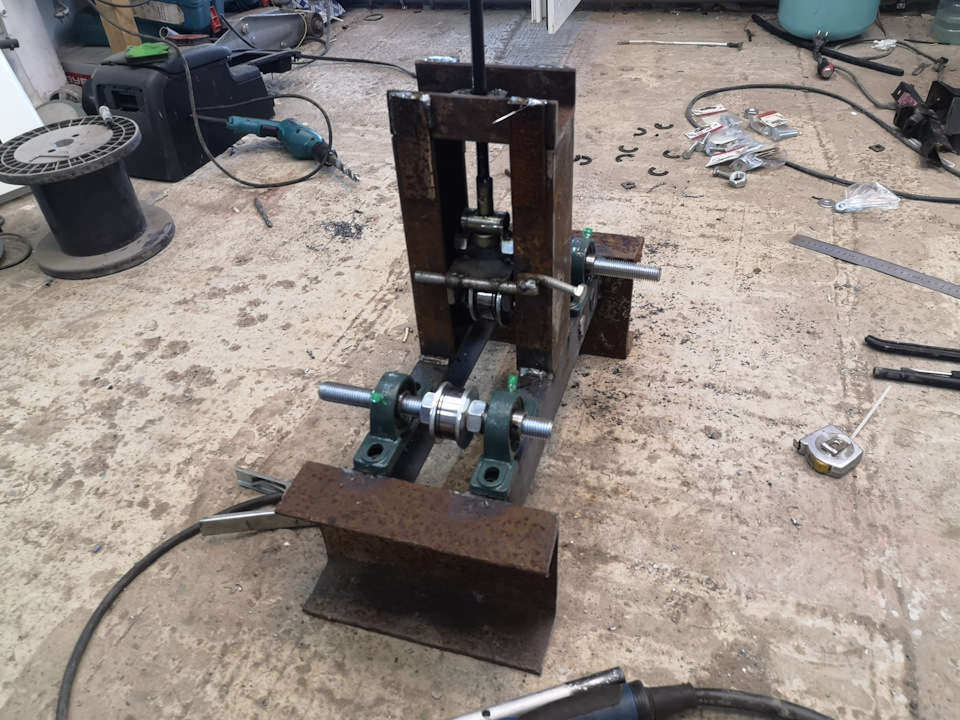
Далее Pin008 изготовил контргайки. Делал он это так:
- Накрутил гайку на шпильку и законтрил её второй гайкой.
- Заготовку зажал струбциной, и распилил гайку болгаркой с тонким отрезным диском.



Конструкция в сборе.


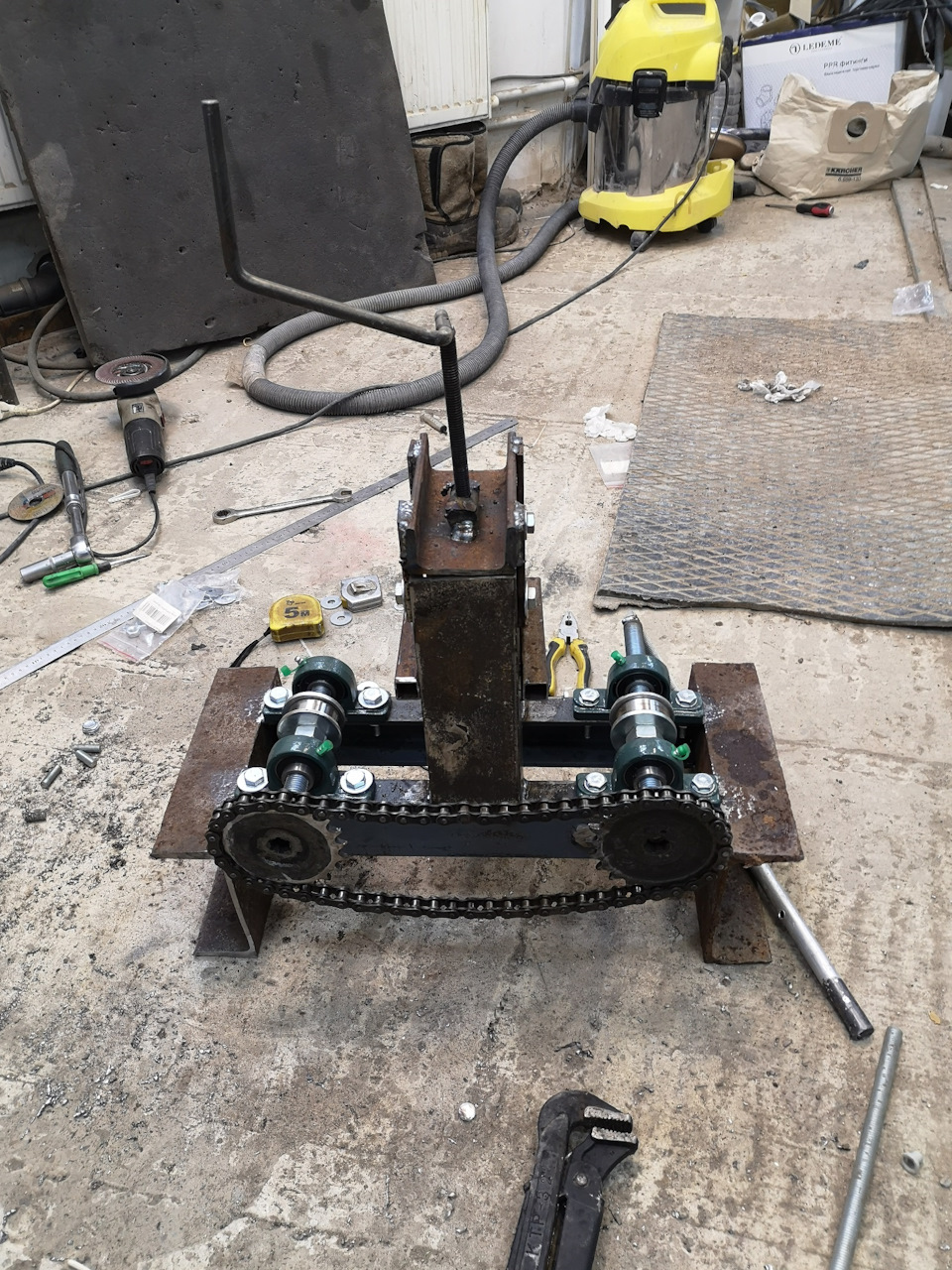
Звездочки для цепного привода Pin008 прихватил к гайкам сваркой.



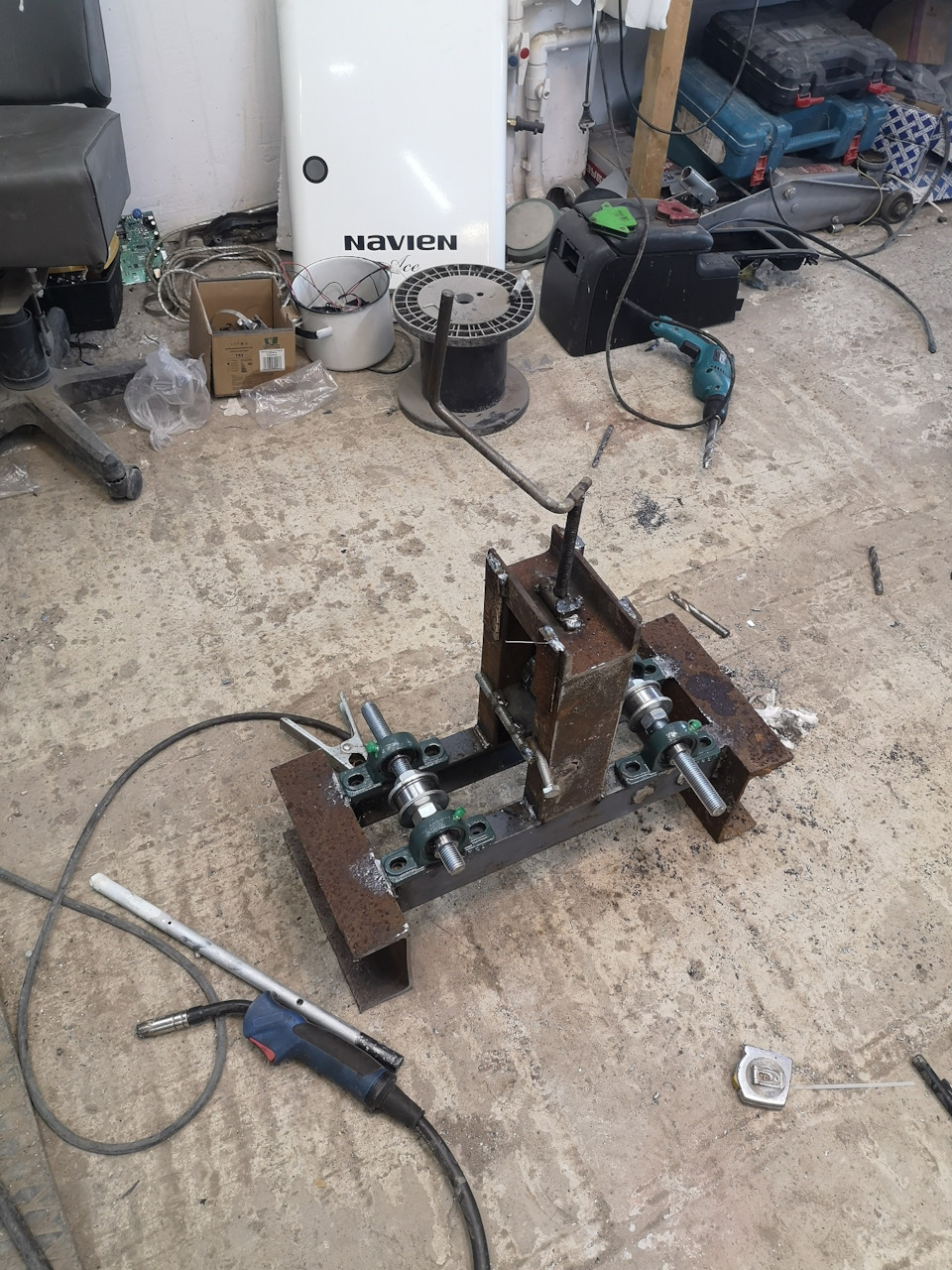
Далее Pin008 собрал профилегиб. Покрасил его и использовал по назначению.




Т.к. чертежей самоделки Pin008 не сделал, то, для уточнения размеров станка, он приложил к профилегибу рулетку.




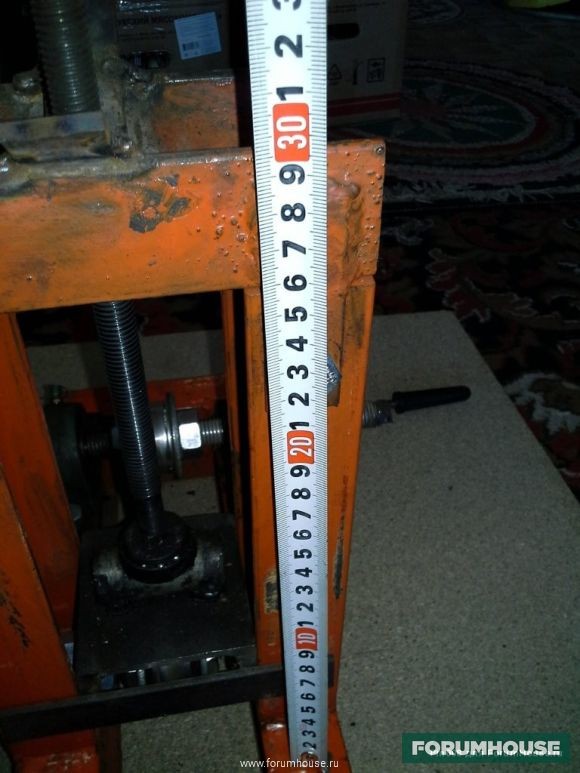

Думаю, брать швеллер меньших размеров не стоит. Масса станины снизится и станок будет стоять неустойчиво. Делать расстояние между осями роликов меньше 300 мм тоже не следует. Иначе увеличится нагрузка на ролики, подшипники и у них лопнут обоймы. Отмечу, что ход прижимного винта настолько лёгкий, что он крутится одним пальцем.

При изготовлении самодельного профилегиба запомните, что, чем меньше осевое расстояние между роликами, тем меньший радиус заготовки гнётся на станке. Но увеличится нагрузка на ролики, а значит и подшипники. Радиус сгиба регулируется величиной опускания прижимного ролика, а она ограничена высотой центральной части станины и длиной резьбовой части нажимного винта.
Советы по изготовлению профилегиба, и как уменьшить затраты на его строительство
Эксплуатация профилегиба показала, что самоделка удалась и оптимально подходит для гнутья труб 20х20 мм. Для труб большего размера придётся вносить в конструкцию изменения — увеличивать ширину рабочей части роликов и усиливать станину. Ещё один момент — у пользователей, заинтересовавшихся самоделкой, возникло сомнение в прочности и долговечности вала, сделанного из резьбовой шпильки. Но 5 лет эксплуатации инструмента доказали, что идея работает. По словам Pin008, за всё время эксплуатации самоделки, ничего не сломалось. Единственное, что бы он сделал — отказался от двух больших шайб на нажимном ролике. Они просто не нужны.
А нажимной подшипник он взял бы большей ширины.

Это подсказало Pin008, как удешевить конструкцию.
А вот val-lel, по собственному опыту, советует поискать в автосервисах выкинутые цепи привода ГРМ и звездочки распредвала от двигателя ВАЗа. Всего нужно две одинаковых звездочки и одна цепь. Даже если на звездочках есть следы износа, а цепи вытянуты, для самодельного станка, это — не имеет значения.
Присоединиться к обсуждения самодельного станка можно в теме Арочный профилегиб без токарки.

Как сварить калитку из профильной трубы, задавался вопросом не один владелец частного дома. Ведь такой нехитрый элемент помогает повысить комфорт и безопасность жилища.
Для этой задачи часто берут профильную трубу, потому, что она обладает необходимыми техническими характеристиками:
- имеет невысокую стоимость;
- выделяется надежностью и прочностью в процессе использования;
- характеризуется небольшим весом;
- почти не подвергается коррозийным образованиям;
- превосходно переносит любые механические нагрузки.
Сварить данную конструкцию из профтрубы может практически любой домашний мастер обладающий навыком сварщика, и помощь специалистов в этом вопросе ему не потребуется. Так же для данной работы не понадобятся особенные знания и умения. Элементарных понятий о сварном процессе, использовании дрели и болгарки будет вполне достаточно. И плюс ко всему этому, потребуется минимальная способность создать чертеж.
Перед тем, как приступать к постройке, следует внимательно изучить все плюсы и минусы такой постройки. И так, преимущества входной калитки из профильной трубы следующие.
- Минимальная простота изготовления и монтажа.
- Невысокий уровень сложности земляных работ. Все они сводятся к созданию ям для столбов — опоры из трубы.
- Длительный срок использования.
- Небольшая стоимость и хорошая устойчивость к коррозийным процессам.
- Презентабельный общий вид конструкции из трубы.
Так же перед тем, как брать в руки сварочный аппарат и дрель, необходимо запомнить минусы такого строительства. Их не так много, но знать их важно.
Такая конструкция может деформироваться в последствие механических воздействий. На ней полностью нет звукоизоляции. Если на такой конструкции возникает даже незначительное повреждение, то результатом этого будет коррозия.
Конструкция строения
Наиболее простой вид входных сооружений из профильной трубы – это распашной. Для него при работе потребуется помощник.
Роликовые направляющие к строению можно приобрести в строительных магазинах. Так же можно их выполнить своими руками. К слову следует добавить, что этот тип механизмов в использовании проявил себя, как самый удобный.
Какое потребуется оборудование и стройматериалы
Перед тем, как варить калитку из проф трубы необходимо приобрести следующие материалы:
- саморезы;
- защелку и комплект петель;
- профтрубы разного сечения, которые будут использованы так же и для опорных столбов для обрешетки и состыковочного приспособления для калитки из профтрубы;
- грунтовку для металла;
- краску;
- материал для обшивки и кованые детали для украшения.
Помимо этого для калитки из профтрубы следует приготовить:
- сварочный аппарат (автомат) и электроды;
- болгарку;
- дрель;
- уровень;
- рулетку;
- молоток.
Подготовительные работы и разработка чертежа
Понятно, что всякая работа начинается с подготовительных мероприятий. При строительстве, первое что необходимо выполнить – это разработать детальный чертеж. По нему можно будет рассчитать количество требуемого материала.
Чертеж не только поможет произвести изготовление калитки из профильной трубы быстрее и проще, но и даст возможность сэкономить средства. Правильно разработанная схема ясно показывает, сколько материала уйдет на изготовление конструкции из профильной трубы, и не нужно будет покупать лишнее. Так же наличие подробной схемы сокращает время на изготовление калитки из профтрубы.
Далее можно посмотреть несколько вариантов схем для изготовления данной постройки. Они могут стать основой для будущего строения, к которой можно добавить свои детали. В этом вопросе все зависит от личных предпочтений, и чертеж может быть дополнен другими элементами.



Когда схематическая разработка калитки из профильной трубы сделана, следует подготовить металлический трубопрокат к работе. Если это не новые изделия, то их следует очистить от коррозийных образований шлифовочным диском.
Если это новые изделия без ржавчины, то перед тем, как сварить, их необходимо обезжирить простым растворителем, которым разбавляют краску.
Затем трубопрокат для калитки из профильной трубы режут кусками намеченной длины. Для входного отверстия прямоугольной формы металлический проф материал рекомендуют резать парами. Так заготовки для строения из профильной трубы будут иметь одинаковую длину.
Установка столбов
На размеченных местах в соответствии к плану делают ямки для столбов. Их рекомендуют делать ямобуром. Его за небольшие деньги советуют брать в аренду. По стандартам глубина каждого углубления должна составлять ровно метр. Увеличивать или уменьшать глубину не рекомендуют.
Как сделать столбы из кирпичей?
Кирпич известен тем, что практически не подвергается влиянию разрушения и выглядит очень презентабельно. Но, забор из данного материала получается дорогим. Поэтому из кирпича сооружают опоры, а на пролет применяется, например, профнастил.
Процесс установки кирпича считается достаточно кропотливым, и к нему следует подойти так, как к строительству дома. Придется тщательно почистить территорию, выполнить разметку, проложить гидроизоляцию и смонтировать надежный фундамент.
Устройство, при помощи которого две детали соединяются между собой, сохраняя подвижность вокруг общей оси, называют шарнирным соединением. Оно состоит из цапфы и обоймы. Устройство получило широчайшее развитие и видоизменение. Применяется в разных областях промышленности и народного хозяйства.

В цилиндрическом шарнире цапфа обычно имеет вид стержня. Она впрессовывается в отверстия другой детали, которая называется обоймой. Простейшим примером шарнирного соединения являются дверные петли. Посмотрев на них внимательно, легко понять принцип действия устройства. Обе детали петель оснащены полыми цилиндрами, являющимися обоймами соединения. Штырь (обычно плотно впрессованный в один из них) — это палец.
Соединенные таким образом детали перемещаются вокруг общей оси. Цилиндрический шарнир встречается в простых и сложных механизмах. Он присутствует даже в обычном канцелярском степлере.
Материалы для шарнира подножки
Основной материал для изготовления шарнира подножки – листовая нержавеющая сталь марки AISI 304. Это маркировка Американского института стали и сплавов (American Iron and Steel Institute), которая применяется в США и Европе. Российский аналог – 08 х 18Н10. Такая сталь отличается пониженной концентрацией углерода и содержит минимум 18 % хрома и 10 % никеля.
В результате она приобретает устойчивость к воздействию химически агрессивных веществ, включая соленую воду, кислоты, стойкость к высоким и низким температурам (интервал рабочих температур стали от −200 °С до +650 °С), слабые магнитные свойства и экологичность.
Из нержавеющей стали мы изготавливали все детали шарнира подножки за исключением клиньев и шайб. Для клиньев использовали латунь марки ЛС59-1. Она обладает высокой твердостью, хорошими антифрикционными свойствами и очень удобна для изготовления ограничителей. В шарнирные соединения устанавливали шайбы из бронзы. У этого материала тоже отличные антифрикционные свойства, поэтому он оптимален для узлов трения.
Наше решение – выбор правильного материала
Материалы, используемые для изготовления шарнира подножки, были четко оговорены заказчиком. И если с латунью и бронзой проблем не возникло, то к использованию нержавеющей стали нужен был особый подход. Дело в том, что по способу проката она может быть холодно- и горячекатаной – выбор влиял на конечные свойства материала и срок его изготовления.
При выборе мы предельно внимательно изучили все свойства сталей. И в результате приняли решение использовать холоднокатаную нержавеющую сталь марки AISI 304. Во-первых, она хорошо гнется без появления трещин, во-вторых, легче поддается слесарным работам. По этим параметрам она превосходит горячекатаную сталь, обеспечивая лучшее качество и надежность конечного изделия.
Сложные шарнирные соединения
Более сложное соединение шарнирное состоит из цапфы, впрессованной во внутреннюю обойму подшипника скольжения или качения, вращающейся в нем. Ни один электрический двигатель не может быть собран без применения этого узла. Ротор подвешен в статоре посредством цилиндрического шарнира с использованием подшипников скольжения или качения. Колеса железнодорожных вагонов закреплены к тележкам посредством шарнира, обоймой которого является букса, пальцем — ось колеса, скользящего в ней посредством роликового подшипника качения.
Шаровый шарнир
Существуют другие виды шарнирных соединений, способные обеспечивать большее количество степеней свободы вращающихся конструкций. Соединение деталей, при котором они перемещаются вокруг общего центра, называют шаровым шарниром. Цапфа в нем изготовлена в виде сферы.

В отличие от цилиндрического, цапфа шарового шарнира обладает всеми степенями свободы. Будучи ограниченной только в своем месте положения, она обеспечивает деталям, сочлененным с ее помощью, возможность перемещения в разных направлениях.
Шаровый шарнир называют сферической кинематической парой. Корпус, вмещающий в себе шарообразную цапфу, обычно изготовлен из чугунного литья. Детали, собранные в такой узел, способны принимать положение под разными углами друг к другу. Для уменьшения трения поверхностей в шарнире цапфа специальными вкладышами защищена от соприкосновения с корпусом, заполненным смазкой. Пыльник закрывает шарнир от попадания грязи и предупреждает утечку смазки.
Все существующие механизмы изначально замечены в явлениях природы. Равно как и шаровый шарнир, очень напоминающий тазобедренные суставы и хребтовые позвонки человеческого организма.
Как сделать шарнирную куклу?
1.1) САМОЗАСТЫВАЮЩИЕ МАССЫ (это массы, которые застывают на воздухе и которые легко размочить водой; их нужно грунтовать, красить, покрывать лаком и беречь изделие от воды), их можно использовать для отминки в гипсовые формы, а можно лепить из них на болванке, например, из фольги, обернутой пищевой пленкой.
1.2) ПОЛИМЕРНЫЕ ПЛАСТИКИ (запекаемые в духовке пластики, которые не боятся воды, их не нужно грунтовать, а только покрыть лаком, чтобы закрепить роспись лица и тела), их также можно отминать, но в пластиковые или силиконовые формы, если вы собираетесь отминать запекайку в гипс, то его нужно покрыть лаком, чтобы он не съел пластификатор, в дальнейшем в такие формы можно только делать отминку, так как отливать в них не получится; из запекайки можно также лепить на болванке.
1.3) ЛИТЬЕВЫЕ САМОЗАСТЫВАЮЩИЕ МАССЫ, такие как Flumo (их не грунтуют и окрашивают в жидком виде, в последствии отлитые детали покрывают лаком), для литьевых масс требуетс изготовление мастер-модели и гипсовых форм. Мастер-модель должна быть почти идеально сделана, так как корректировать отлитую деталь крайне трудно, а порой невозможно.
1.4) ФАРФОР (невероятно долговечный водостойкий материал, который требует обжига в печи при температуре более 1000 градусов; его используют профессионалы)
1.5) КУКОЛЬНОЕ ПАПЬЕ-МАШЕ (самодельную массу на основе бумаги называют папье-маше, несмотря на то, что в нее входит гораздо больше ингредиентов, чем бумага и клей, такая масса зачастую требует грунтовки, покраски и покрытия лаком; ее цвет, долговечность и прочность зависит от состава)
1.6) ПОЛИУРЕТАН — это изначально 2 жидких компонента, которые при смешивании вступают в химическую реакцию и дают твердый, прочный материал. Полиуретан льется в силиконовые формы. У разных ПУ свое время жизни — время от смешивания компонентов до начала желатинизации — и свое время полимеризации (отвреждения). На вес он немного тяжелее самозатвердевающих пластиков. Разные марки ПУ по разному поддаются постобработке.
Подробнее о каждом виде материалов можно прочитать далее.
2. КАКОЙ МАТЕРИАЛ ИСПОЛЬЗОВАТЬ? Это уже от вашего решения зависит, и от того какие навыки и цели у вас имеются:
Следующий этап – покраска, вы можете использовать аэрозольную краску, масляные краски, акриловые и другие. Последнее — покрыть защитным лаком (например, фирмы Kudo, Mr Super Clear, Idea spray, Tamia).
2.2) ЗАПЕКАЕМЫЕ ПОЛИМЕРНЫЕ ПЛАСТИКИ — этот материал немного сложнее в обработке, чем самозастывающая масса и требует духовку для запекания с регулировкой температуры, а также определенных навыков в лепке, т.к. желательно придавать ему идеальную форму сразу, ведь он трудно шкурится, а после ошкуривания необходима длительная полировка.
2.3) ЛИТЬЕВЫЕ МАССЫ, требующие отливки в гипс.
2.3.1) FLUMO. Для его использования понадобятся формы из гипса (г-16) или алебастра и ММ (Мастер модель), с которой и будут сниматься гипсовые формы, впоследствии Вы будете туда заливать материал. Но имейте ввиду Флюмо боится воды (попытка запекания его в духовке ускорит его высыхание, но крепкости или водостойкости не добавит) поэтому его нужно покрыть лаком
2.5) Еще один материал — это ПАПЬЕ-МАШЕ (это НЕ холодный фарфор), изготовить вы его сможете сами, в интернете существует уйма рецептов — с добавлением опилок, бустилата, мела. Но имейте ввиду, папье маше не очень легкий в обработке материал, который в зависимости от массы может как хорошо, так и плохо шлифоваться, легко или трудно срезаться, а может и вовсе рассыпаться, если замешан неправильно.
Эволюция цилиндрического шарнира
Узел из двух цилиндрических шарниров с перпендикулярно размещенными цапфами применен в карданной передаче. Названа она именем Джероламо Кардано, описавшего ее в XVI веке.

Цилиндрическая кинематическая пара изобретена английским физиком Робертом Гуком, применяется для передачи вращательного момента. Бесперебойную работу узла обеспечивает обязательное выполнение условия соосности частей приводного вала. В противном случае при определенных нагрузках соединение шарнирное начинает разрушаться. При нарушении соосности движения деталей целесообразно применять кардан с двумя крестовинами. Такой способ используют в том случае, если вращательный момент передается по осям, находящимся под углом. Добавление крестовины увеличивает количество степеней свободы, снимает нагрузки на цапфы и вилки, предупреждает их разрушение.
Своеобразный мутант, полученный путем скрещивания шарового шарнира с карданом Гука, представляет совершенно новый вид соединения элементов. Он представляет собой деформированный шарикоподшипник, где внутренняя обойма приняла вид сферы с прорезями, а внешняя — сферы с канавками на внутренней поверхности. Оба кольца шлицевым соединением крепятся на приводной вал. Шарики, помещенные между ними, удерживает сепаратор.
ШРУСы подлежат обязательной герметизации пыльниками. Их место эксплуатации способствует попаданию внутрь шарнира пыли и влаги, быстро выводящих его из строя. Абразивы и коррозия разрушают канавки, шарики, убивают сепаратор. На современных автомобилях применяют весьма надежное соединение шарнирное, загерметизированное в кожухе, способствующем полному использованию его ресурса.

Шарнирное соединение требует периодических осмотров резинового чехла. Сохранение его целостности защищает узел от попадания загрязнений. При обнаружении нарушения его герметичности желательна замена всего шарнира.
Нетрадиционные шарниры
Оригинальное применение нашло цилиндрическое соединение в изготовлении мебельной продукции. Дверцы, жалюзи, декоративные перегородки, собранные из реек, стали доступными с появлением на рынке деревообрабатывающих фрез. Наличие небольшого станка поможет легко изготовить шарнирное соединение своими руками.
Проход кромочной фальцевой фрезой формирует черновой паз на одной из узких граней деревянной рейки. Затем его проходят пазовой фасонной фрезой для получения фигурной канавки.
С другой стороны формируется шип. Его получают двумя чистовыми проходами. Поможет изготовить цилиндрическое шарнирное соединение фреза кромочная фигурная. После скругления кромок рейка принимает законченный вид.
Поочередно закрепляя на фрезерном станке соответствующую фрезу и пропуская вдоль нее деревянную заготовку, выполняют изготовление шарнирных соединений. Собрав рейки шип-в-паз, получают гибкий листовой материал, способный в зависимости от ширины деталей и плотности соединений сворачиваться в трубку до 15 см в диаметре.
Трубные шарниры по своему устройству имеют много общего с ШРУСами: две сферические обоймы, между которыми в канавках расположены шарики, удерживаемые сепаратором. Использование фторопластового кольца обеспечивает радиальное уплотнение соединения. Внутренняя обойма подсоединена к одному концу трубопровода, наружная — к другому.
Таким образом, оба трубопровода имеют возможность свободно вращаться во все стороны друг относительно друга. Взаимную фиксацию обойм обеспечивают шарики, находящиеся между ними.

Сливно-наливные элементы трубопроводов работают в условиях частого изменения направления подачи транспортируемого вещества. Для ускорения передислокации на таких магистралях применяют шарнирное соединение труб. Оно может быть использовано в нефтедобывающей, нефтехимической, пищевой или газовой промышленности.
Соединения без применения сварки
Несмотря на то, что сварная стыковка труб обеспечивает высокую надёжность и долговечность стыка, ее применение не всегда возможно. В этом случае применяются методы бессварного соединения.
Рассмотрим наиболее распространенные способы стыковки труб, которые можно применить для построения бытовых трубопроводов.
Резьбовое соединение
Резьбовое соединение труб — это классическое решение, которое эффективно применяется в течении нескольких столетий. Такой способ соединения металлических труб хорош тем, что его от начала до конца можно выполнить своими руками, используя простой слесарный инструмент, цена которого невысока.
Суть резьбового соединения заключается в том, что на торце трубы нарезается внешняя резьба. На другом конструкционном элементе — фитинге нарезается внутренняя резьба. В итоге труба с внешней резьбой вкручивается в деталь с внутренней резьбой.
Инструмент для нарезки внешней резьбы
Для нарезки резьбы применяется специальный инструмент — плашки. За счет правильного подбора насадок можно нарезать резьбу с нужным диаметром и шагом.
Таблица параметров метрической и дюймовой резьбы
Основным условием герметичности соединения является соответствие шага внутренней и внешней резьбы. Незначительные микрозазоры компенсируются применением специальных уплотнителей, таких как традиционная пакля или современная фум-лента и эластичные герметики.
Инструкция монтажа трубопровода с нарезкой резьбы следующая:
- Примеряем фитинг к торцу трубы и делаем отметку, до которой будет доходить резьба;
- Монтируем трубу в тисках чтобы избежать перекосов при нарезке резьбы;
- Устанавливаем плашки и проворачиваем на два витка по часовой стрелке и на один виток против часовой стрелки;
- После того как нарезка резьбы окончена, очищаем торец от заусенец и от стружки и пробуем накрутить фитинг;
- Если соединение выполняется успешно, разбираем узел и собираем его вновь, используя подмотку из пакли или фум-ленты.
Нарезка резьбы истончает стенки трубы вблизи торца. Поэтому монтаж трассы должен быть выполнен так, чтобы на резьбовое соединение не оказывалась механическая нагрузка.
Американка – разновидность соединения с применением накидной гайки
Устройство американки простое:
- но одном из стыкуемых торцов расположена накидная гайка с полимерным или резиновым уплотнительным кольцом внутри;
- другой стыкуемый торец имеет внешнюю резьбу, соответствующую резьбе гайки;
- при стыковке узла, на торец с внешней резьбой накручивается гайка и чем сильнее она затягивается, тем сильнее торец упирается в уплотнительное кольцо.
Соединение относится к категории разборных условно, так как каждый демонтаж и повторный монтаж истончают уплотнительную прокладку что негативно сказывается на герметичности.
Читайте также: