
Пайка труб пнд своими руками
Добавил пользователь Алексей Ф. Обновлено: 05.10.2024
Мы приветствуем нашего постоянного читателя и предлагаем вашему вниманию статью о том, что такое сварка полиэтиленовых труб – очень надежный метод соединения полиэтиленовых трубопроводов.
При устройстве инженерных систем в доме, подключении усадьбы к магистрали холодной воды или прокладке напорной канализации недорогие и практичные полиэтиленовые трубы просто незаменимы. Для монтажа трубопровода в земле и подвальных помещениях полиэтиленовые трубы – оптимальный вариант по соотношению цены и технологических качеств.
Полиэтилен как материал для инженерных систем недооценен, хотя достоинства ПЭ трубопроводов неоспоримы. Полиэтиленовые изделия абсолютно безвредны для человека, материал химически инертен, прочен и одновременно пластичен, морозостоек (выдерживает замерзание с водой). Недостатки полиэтилена – нестойкость к ультрафиолету и повышенным температурам – ограничивают его применение под открытым небом и для систем отопления и горячей воды, но для прокладки в земле полиэтиленовые коммуникации практически идеальны.
Гибкость полиэтиленовых труб позволяет прокладывать их без фитингов на поворотах, возможность укладки цельного куска от магистрали к узлу учета в доме – также большой плюс, ведь экономия финансов весьма существенна, и монтаж гораздо легче. Надежность и герметичность швов позволяют закрывать и заливать коммуникации стяжкой или фальш-стеной. Неразъемное соединение не требует обслуживания и регулярных осмотров, как разъемное соединение при помощи цанговых муфт.
Способы состыковки ПЭ труб
Трубопроводы из полиэтилена монтируются двумя способами: при помощи фитингов и фланцев или нескольких видов сварки.
Соединение требует специальных фитингов (муфт и раструбов) и без них. Для труб с толщиной стенки меньше 4,5 (диаметры 50-110 мм) применяют сварку с помощью фитингов, для более крупных труб с более толстой стенкой допустима сварка встык и экструдерная.
Диффузионный
Диффузионный способ заключается в разогреве торцов до вязкотекучего состояния. Подготовленные торцы заготовок стыкуются и слегка сжимаются. Подвижные молекулы полимера под воздействием давления продвигаются в соединяемые части, перемешиваются, при охлаждении застывают в новом положении, образуют новые химические связи и обеспечивают надежное сцепление патрубков между собой.

Выделять какой-то способ сварки как диффузионный неправильно. По сути, любая сварка полиэтилена содержит в основе процесс диффузии разогретых молекул.
Раструбный метод
Не самый типичный способ. Имеется два варианта выполнения: с помощью раструбных труб и муфт. Сам метод напоминает сварку трубопроводов из полипропилена: раструб или муфты и заготовки разогревается с помощью паяльника со специальной насадкой. Затем заготовка вставляется в раструб другой трубы или муфту, фиксируется, прижимается и выдерживается. Время сварки – 20 секунд. Если используются муфты, то вторая труба впаивается в муфту аналогично. Стоимость муфт невелика, изделия с раструбом в магазинах встречаются нечасто. Соединение получается надежным и прочным, можно сварить небольшие диаметры.

Сварка встык
Этот метод применим на трубах с толщиной стенки больше 4,5–5 мм и диаметром более 50 мм.
Перед проведением работ отрезают полиэтиленовую трубу строго перпендикулярно и тщательно зачищают торцы. Затем закрепляют трубу в аппарате для сварки и тщательно центруют. Между торцами труб для нагрева вводят нагреватель, трубы прижимают к нему и прогревают до размягчения торцов. Затем быстро убирают нагреватель, торцы сжимают таким образом, чтобы образовался небольшой кольцевой наплыв в месте стыка – грат. Охлаждают стык, затем убирают станок. Работа имеет свои тонкости, для нее необходимы два человека.

Сварка экструдером
Экструзионная – сварка при помощи небольшого аппарата, из которого под давлением выдавливается расплавленный полиэтилен. Сырье в виде стержней или гранул загружается в экструдер. Экструзия применяется на напорных коммуникациях с толщиной стенки более 6 мм, но им можно залатать и безнапорные канализационные трубопроводы с более тонкой стенкой. Место соединения разогревается потоком горячего воздуха. Желательно на торцах снимать фаску.

Качество шва получается очень высоким. Достоинство метода в том, что можно заварить уже проложенную полиэтиленовую трубу, не демонтируя трубопровод.
Сварка электромуфтовая
Это самый надежный, удобный и универсальный метод соединения. Его можно применять даже в труднодоступных местах. Но, к сожалению, он и самый дорогой – электросварные фитинги недешевы, сварочный аппарат также стоит немало. Сварка с помощью терморезисторных муфт применяется от небольших до самых больших диаметров полиэтиленовых трубопроводов.
При терморезисторной сварке полиэтиленовые заготовки обрезаются строго перпендикулярно, тщательно зачищаются от заусенцев и пыли, вставляются в муфту, центруются с помощью специальных приспособлений. В муфте имеется нагревательный элемент. Он подключается к специальному сварочному аппарату, подается ток, элемент разогревает муфту и торцы труб, и они свариваются.

При этом виде сварки крайне важно сохранить неподвижность соединения до полного остывания.
Какой способ лучше
До выбора лучшего способа соединения необходимо определить, какой из них применим в конкретном случае в зависимости от диаметра трубопровода.
Самый надежный и универсальный способ – сварка при помощи терморезисторных муфт. Но муфты, особенно больших диаметров, дороги, дорог и сварочный аппарат (но его можно взять напрокат). Поэтому такая сварка при обустройстве частного дома не слишком распространена.
Чаще сваривают встык или при помощи муфт под пайку. Сварка встык применяется на полиэтиленовых трубах с большой толщиной стенки, в частных домах такие обычно не используют. Эструзионная сварка пока не слишком распространена, в основном из-за малой известности метода.

Рекомендации для проведения качественной сварки
Для сварки ПЭ особое значение имеют качество обработки торцов стыкуемых труб. Они должны быть тщательно очищены от стружек, заусенцев, пыли, грязи, жира. Важно также тщательное центрирование заготовок, отсутствие эллипсности, точное совпадение диаметра и толщины стенок заготовок.
Нельзя трогать соединение до полного остывания. Нельзя проводить работы под дождем, снегом, в мороз.
Особенности работы с ПВД и ПНД
Эти два вида полиэтилена немного различаются по своим техническим характеристикам и параметрам. Информация сведена в таблицу.
| Характеристика | ПВД (ПНП) | ПНД (ПВП) |
| Температура плавления, °С | 103-110 | 125-132 |
| Температура размягчения, °С | 100 | 120-125 |
| Жесткость | небольшая | большая |
| Гибкость | большая | небольшая |
| Хрупкость | маленькая | больше, чем у ПВД |
| Прочность | средняя | высокая |
При сварке следует учитывать, что для расплавления ПВД требуется более низкая температура, чем для ПНД. ПНД имеет большую прочность, чем ПВД.
Выполнение сварки ПЭ труб своими руками
Сварка полиэтиленовых труб в домашних условиях не слишком сложна и вполне выполнима своими руками. Главная проблема –дорогостоящее оборудование. Его в любом случае стоит взять напрокат, а не покупать.
Перед манипуляцией необходимо ровно отрезать заготовки и тщательно зачистить и обезжирить торцы.
Необходимые инструменты и материалы
Для сварки полиэтиленовых коммуникаций вам понадобятся трубы и, возможно, муфты.
Перечень необходимого оборудования:
- Труборез – приспособление для резки.
- Неплохо воспользоваться электроторцевателем для точного выравнивания торцов труб.
- Для больших диаметров неплохо бы использовать фаскосниматель.
- Аппарат для муфтовой сварки. Конструкционно он напоминает паяльный аппарат для полипропилена.
- Соответствующие насадки.
- Для торцевого соединения применяют специальный центровочный станок и нагревательный элемент.

Этапы работ
Сначала трубы обрезаются под углом 90°, зачищаются заусенцы, удаляется пыль и стружка, проводится обезжиривание. Удобнее выполнить эту работу электроторцевателем.
Технология муфтовой (раструбной) сварки
На паяльник надевают нужную насадку и разогревают его в течение времени, оговоренного в инструкции. Затем разогревают муфту и патрубок до размягчения полиэтилена и соединяют их. Дают время для диффузии и полимеризации – примерно 20 секунд соединение трогать нельзя. Затем таким же образом соединяют вторую заготовку с муфтой.
Соединение встык
Заготовки устанавливаются в станок для стыкования, фиксируются и тщательно центрируются. Перед тем, как паять, нужно удостовериться, что продольные оси заготовок полностью совпали. Между полиэтиленовыми заготовками вставляется нагревательный элемент и выдерживается до размягчения материала. Нагреватель убирают, заготовки быстро соединяют, сдавливают с усилием до образования кольцевого валика на месте шва. Выдерживают до охлаждения.
Стыковая сварка не так проста, как кажется с первого взгляда, и требует определенного опыта.
Контроль качества швов
От качества шва зависит надежность соединения. Высота валика грата при стыковом соединении должна соответствовать табличным данным.

Возле валиков не должно быть трещин, пор, раковин. Валики должны быть одинаковыми по всей окружности, одной высоты. Углубление в центре не должно опускаться ниже поверхности труб. Детали не должны быть смещены друг относительно друга. Если спаять брак – соединение придется разрезать и переделывать.
Фото бракованных стыковых соединений:
Заключение
Полиэтилен – замечательный материал для прокладки трубопроводов под землей. Научиться его монтировать и соединять различными способами несложно, эти работы вполне выполнимы своими руками. Мы прощаемся с нашим любимым читателем и желаем ему успехов в прокладке инженерных коммуникаций к родному дому. Подписывайтесь на нашу рассылку, получайте новую интересную информацию по вопросам ремонта, делитесь интересной информацией с друзьями в соцсетях.
Полиэтиленовые трубы, производимые главным образом из ПНД (полиэтилена низкого давления), занимают прочное место во многих сферах промышленности, строительства и быта благодаря наличию множества технологически выгодных характеристик. Это обусловливает необходимость в оптимальных способах их соединения, без чего невозможен процесс монтажа и обустройства трубопроводных линий.

Разновидности соединений труб из полиэтилена (ПЭ)
Среди различных типов соединений между полиэтиленовыми трубами выделяют разъёмные и неразъёмные.
Разъёмный способ позволяет по окончании эксплуатации разбирать собранную конструкцию. Соответственно, он оптимален в тех случаях, когда нет потребности в её длительном использовании. Подобное соединение труб осуществляется посредством стальных фланцев.
Более прочным и чаще применяемым на практике является неразъёмное соединение. Оно осуществляется посредством сварки, или пайки ПЭ труб, которая, в свою очередь, может быть стыковой или муфтовой. Оба способа являются эффективными и надёжными, позволяя получать монолитные прочные соединения.
Стыковая сварка полиэтиленовых труб
Для стыковой сварки труб из полиэтилена необходимо специальное сварочное оборудование. Данный способ соединения является эффективным для пайки труб только из ПНД. Универсальность его состоит в том, что он позволяет сохранять гибкость конструкции на всём её протяжении. Использоваться данный метод может как при траншейном, так и при открытом способе прокладки труб.

Стыковая спайка ПНД труб выполняется в следующей последовательности:
- Установка концов свариваемых изделий в центраторе сварочного оборудования.
- Выравнивание и плотная фиксация деталей.
- Зачистка концевых участков от грязи, пыли, жира, прочих засорений и наслоений (осуществляется посредством смоченной в спирте хлопчатобумажной материи).
- Обработка концевых фрагментов посредством торцующего устройства (торцовка). Процесс производится до появления равномерной стружки, не превышающей 0,5 миллиметров в толщину.
- Извлечение заготовок и проверка торцов рукой на параллельность. При выявлении существенного зазора между поверхностями – повторное проведение торцовки до обретения необходимого соответствия.
- Разогрев торцов заготовочных труб нагревательным элементом, поверхность которого покрыта антипригарным слоем.
- По достижении некоторого оплавления заготовок – извлечение нагревательного элемента и смыкание торцов свариваемых труб. Давление прижима повышают до тех пор, пока не будет достигнуто полное и прочное смыкание. Изделия следует держать некоторое время (обычно – 5-10 минут) до полного затвердения соединения.
- Проверка качества сварной конструкции. Оценивается внешний вид сварных торцов, их соответствие между собой и прочность пайки.
ЧИТАТЬ ТАКЖЕ: Переходники для пластиковых труб разного диаметра: пластиковые и металлические для металлопластиковых труб, конусные трубные переходники

Помимо самого сварочного процесса, важно уделить повышенное внимание предварительным работам, перечисленным в начальных пунктах. Их следует тщательно выполнить до того, как паять трубы ПНД, поскольку от этого во многом зависит надёжность и прочность производимого соединения.
Обязательным условием для высокой эффективности стыковой сварки является её выполнение посредством одного шва. Только в таком случае достигается максимальная прочность сварного соединения, иначе она может оказаться недостаточной.
Муфтовая сварка ПНД труб
Муфтовый способ спайки полиэтиленовых труб осуществляется посредством специального устройства, называемого паяльником, и комплекта специальных насадок нужного диаметра. В процессе сварки используются фитинговые изделия: муфты, тройники или уголки. Торцы соединяемых заготовок привариваются к фитингам, которые служат в качестве соединяющих элементов.

При наличии необходимого паяльного агрегата можно осуществить пайку ПНД труб своими руками. Работа эта не очень сложна и под силу любому домашнему мастеру.
Перед тем, как спаять ПНД трубу своими руками, следует произвести некоторые предварительные работы, в частности:
- Подрезать заготовки специальными ножницами до нужных размеров. Срезы должны быть строго перпендикулярны продольной оси заготовок.
- Очистить торцевые участки соединяемых изделий.
- Закрыть пробками торцы тех труб, которые не свариваются в данный момент, во избежание загрязнения и охлаждения.
- Очистить нагреваемые поверхности паяльного агрегата от засорений и частиц, которые могли остаться от предыдущей работы.
Далее можно приступить непосредственно к процессу пайки, который также состоит из ряда последовательных этапов.
ЧИТАТЬ ТАКЖЕ: Как соединить чугунную канализационную трубу с пластиковой: переход, вставка в трубы канализации, переходник соединения, состыковка

Ввиду того, что выявление точной глубины погружения трубы в процессе сварки затруднительно, следует заранее замерить её и сделать соответствующую метку на поверхности изделия.
Электромуфтовая сварка
Особой разновидностью муфтовых сварных соединений ПЭ труб является электромуфтовый способ, позволяющий получать конструкции высокой прочности. Для его осуществления необходимо использование специальной электромуфты для ПНД, оснащённой закладными нагревательными элементами. Сварочный процесс производится также с использованием сварных ПНД фитингов, снабжённых спиралями для нагревания. Благодаря разогреву и частичному расплавлению материала фитинга достигается соединение с полимерной трубой и формирование монолитной конструкции.
Элементы и детали, используемые при таком способе, отличаются довольно высокой стоимостью, однако преимуществами электромуфтовой сварки являются отсутствие образования грата, уменьшающего проходимость труб, и возможность сваривать детали в ограниченном пространстве, где невозможна установка габаритной сварочной аппаратуры.

Электромуфтовая сварка между ПЭ трубами осуществляется в следующей последовательности:
- Производится разрезание труб на требуемые отрезки посредством специальных режущих инструментов.
- Свариваемые участки изделий и сама электромуфта очищаются от пыли, грязи и жира.
- Делаются метки на трубах для контроля глубины вставки в муфту.
- Те концы труб, которые в данный момент не подвергаются сварке, заглушаются во избежание нежелательного охлаждения.
- Электромуфта подсоединяется к сварочному устройству посредством проводов.
- Осуществляется запуск процесса сварки посредством пусковой кнопки устройства.
- По завершении сварочного процесса аппарат самостоятельно выключается.
- Выжидается как минимум один час для затвердения и полной готовности сварного соединения, после чего оно становится пригодным к эксплуатации.
Важным условием для получения качественного сварного соединения является сохранение неподвижности деталей в процессе пайки и последующего остывания. Одним из показателей качества сварного шва является толщина валика, которая должна составлять от одной трети до половины толщины самой трубы. Валик должен перекрывать метку, предварительно сделанную на трубе. Смещение свариваемых отрезков труб относительно друг друга не должно превышать 10 процентов от толщины их стенок.
Выбор способа пайки ПНД труб
Не каждый из перечисленных вариантов может удачно подойти для соединения ПНД труб в тех или иных условиях. Различные способы имеют свои преимущества и недостатки, и наряду с этим имеется ряд факторов, от которых также зависит ответ на вопрос, как паять полиэтиленовые трубы в той или иной конкретной ситуации.

Муфтовый способ является оптимальным в тех случаях, когда необходимо провести пайку в труднодоступных для работ местах. Поскольку в такой ситуации осевые смещения изделий относительно друг друга затруднены, стыковая сварка становится невозможной, и единственно приемлемым способом является муфтовое соединение.
В наиболее труднодоступных участках при сильной ограниченности места для работ производится пайка ПНД труб электромуфтовым способом. Другим существенным преимуществом такого метода является его быстрота, что также иногда имеет важное значение.
Наконец, в тех случаях, когда есть потребность в одноразовом соединении труб для выполнения той или иной краткосрочной работы, пайка не требуется вовсе, и можно обойтись временным разъёмным соединением.

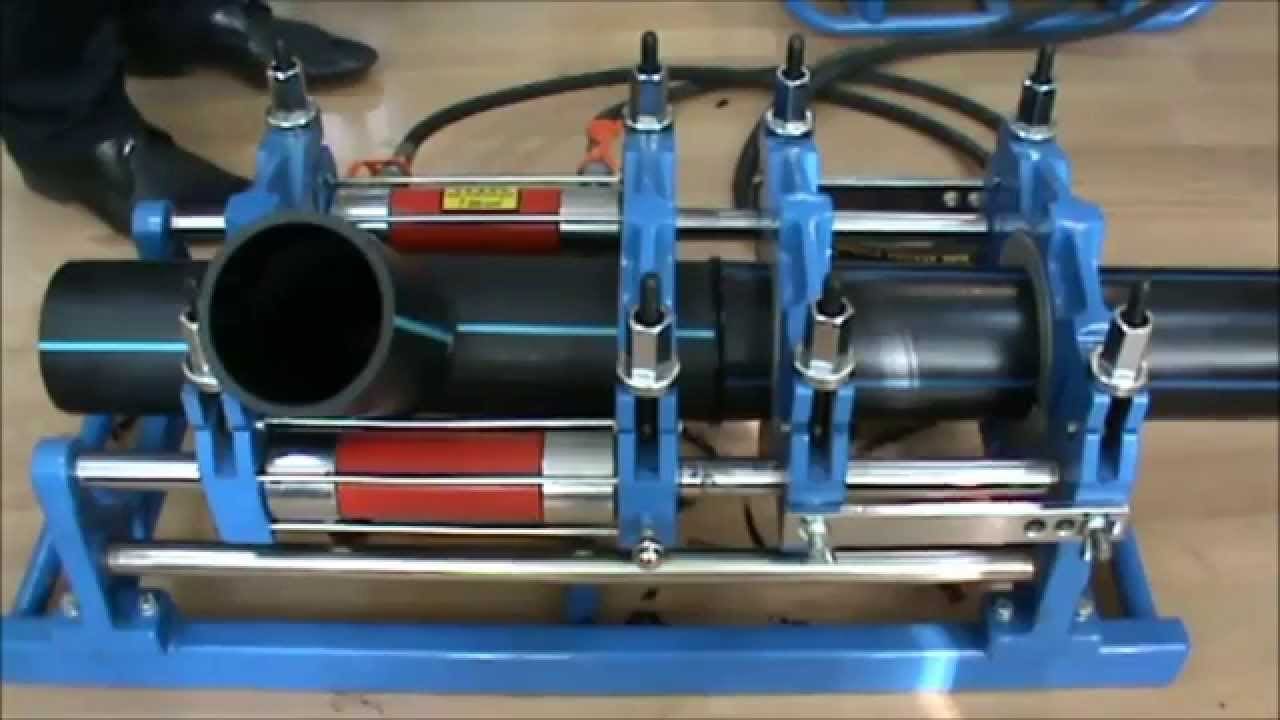
Для сварки полиэтиленовых труб используется достаточно большой аппарат
В последнее время трубы из полиэтилена становятся все более популярными. Связано это с тем, что при относительно невысокой стоимости они отличаются высоким качеством. Кроме того, их технические характеристики дают возможность использовать изделия не только для производственных потребностей, но и для бытовых нужд. Благодаря простоте монтажа сварку ПНД-труб можно произвести и в домашних условиях.
Сварка и ее основные правила
ПНД-трубы пользуются спросом благодаря своим характеристикам. Дело в том, что они не боятся коррозии и воздействия химических веществ, долго служат.
В бытовых условиях полиэтиленовые элементы чаще всего используются для наладки системы водоснабжения. Чтобы правильно сваривать их своими руками, следует знать технологию их соединений.

Выполнять сварку полиэтиленовых труб без соответствующего опыта достаточно сложно
Итак, правила пайки:
- Элементы должны быть одинакового диаметра и с равной толщиной стенок;
- Их технические характеристики должны быть совместимыми между собой;
- Края перед началом спайки следует обязательно чистить;
- Сварка должна происходить в теплом помещении, без сквозняков и в отсутствие контакта с прямыми солнечными лучами;
- Края, которые не задействованы в соединении, следует закрывать заглушками, чтобы холодный воздух, попадающий внутрь изделия, не понижал температуру;
- Во время работы и остывания изделий нужно исключить любые механические воздействия на них.
Также немаловажную роль играет качество сделанных в процессе пайки швов. Здесь важно выдержать четкость соединения (допускается минимальное смещение, не более 10% от толщины трубы).
Техника безопасности включает в себя обязательную очистку сварочного аппарата перед работой и проверку его состояния.
Раструбная технология
Пайка ПНД-труб может осуществляться несколькими способами. Ничего особо сложного в этих процессах нет, но сварщик должен определиться с тем, какой метод ему больше всего подходит.
Также нужно не забыть приготовить для работы адаптеры или сварочные насадки и различные инструменты для резки изделий.
При осуществлении такой сварки нужно соединить внешнюю часть трубы с внутренней стороной фитинга. Обе эти поверхности нагреваются сварочной насадкой: гильзой греется труба, а дорном – фитинг.

Аппарат для сварки полиэтиленовых труб стоит достаточно дорого
Непосредственно процесс раструбной сварки выглядит так:
- Сварочный аппарат нагревается до необходимой температуры;
- Фитинг максимально натягивается на дорн, и одновременно с этим на гильзу до упора надевается конец трубы (все это нужно делать очень быстро);
- Из-за разницы в размерах деталей появляется лишний слой, который, нагреваясь, оплавляется и вылезает наружу в виде небольшого валика, именуемого гратом;
- Грат уменьшает диаметр труб и тем самым позволяет им войти в сварочную насадку и совместиться дорну с фитингом;
- Все детали должны двигаться в нагревающую насадку до упора, и по достижении этого момента следует прекратить любое давление на них;
- Далее все фрагменты удерживаются в этом положении на протяжении нужного времени;
- После окончания времени фитинг снимается, труба вынимается из насадки и эти детали максимально совмещаются;
- После того, как остынет спаянный фрагмент, в другой край фитинга нужно вварить второе изделие.
Во время совмещения деталей не нужно прикладывать слишком большие усилия, иначе внутри под воздействием фитинга появится лишний грат, из-за чего могут возникнуть проблемы с прохождением воды по системе.
Пайка встык
Сварка встык считается одним из наиболее популярных способов соединения изделий. Это связано с тем, что такая работа не требует большого расхода электроэнергии и для нее не нужно тяжелое оборудование.
Эту технологию используют для пайки изделий с толщиной от 5 мм и диаметром больше 50 мм. При этом марка свариваемых между собой изделий должна быть одинаковой и желательно из одной партии.
Также следует знать, что температура стыковой сварки колеблется от -15 до +45 градусов.
Чтобы спаять ПНД-трубы встык, нужно:
- Перед самой пайкой разогреть края изделий специальным нагревательным инструментом до вязкого состояния;
- Жестко закрепить торцы изделий в фиксаторе аппарата, а между ними расположить разогревающуюся пластину;
- Прижать края к пластине под определенным давлением и так выдержать до начала плавки и появления грата;
- После того как изделия достигнут нужной степени нагрева, убрать пластину, а элементы соединить встык под давлением;
- Подождать, пока изделие остынет.
Чтобы подобная сварка проходила точно и быстро, лучше для работы использовать приборы с механическим или гидравлическим приводом. А еще лучше, если они будут иметь программное управление.
Электромуфтовая сварка
Довольно популярным способом пайки ПНД-труб считается электромуфтовая сварка. Ее особенность заключается в том, что такое соединение можно использовать для изделий самого разного диаметра и толщины, включая самые маленькие размеры.
Правда, такой способ более затратный по сравнению со стыковой технологией, и, соответственно, стоимость сварки увеличивается. Для работы также понадобятся различные фасонные части (например, электросварные фитинги).

Электромуфтовая сварка продается в любом специализированном магазине
Процедура пайки в этом случае выглядит так:
- Вначале чистится внутренняя поверхность электромуфты и сами трубы от загрязнений (можно использовать пропитанные спиртом салфетки);
- Далее торцы свариваемых изделий нужно ровно и аккуратно обрезать, а затем удалить с поверхности окисленный слой;
- Затем элементы следует закрепить в позиционере, соблюдая их совместимость;
- Чтобы защитить соединение от пыли, можно использовать для обмотки липкую ленту, а для сохранения тепла заглушками закрыть открытые торцы;
- К разъемам электромуфты нужно подать напряжение, после чего фитинг станет нагреваться, сваривая тем самым трубы.
Следует помнить, что во время пайки труб из полиэтилена, а также в период их остывания следует очень жестко фиксировать место с фасонными элементами. Оно должно быть неподвижным во время всей сварки.
Такой метод удобен еще тем, что его можно использовать в местах с ограниченным пространством, где сложно произвести спайку другим способом.
Сварить ПНД-трубы в домашних условиях можно различными методами. Выбор любого из них зависит прежде всего от режима температуры и назначения самих изделий. При этом нужно помнить о технике безопасности и правилах эксплуатации сварочного оборудования.
Полимерные трубы получили широкое распространение. Они используются при прокладке отопительных сетей, магистралей горячего и холодного водоснабжения. Изделия долговечны, практичны и надежны.
Преимущества полиэтиленовых труб:
- стойкость к коррозионному поражению;
- невосприимчивость к воздействию микроорганизмов, малый шанс развития патогенной микрофлоры;
- гладкая внутренняя поверхность;
- ремонтопригодность.
Полиэтиленовые изделия задействуются на промышленных, коммунальных и хозяйственных объектах. С их помощью прокладываются новые и модернизируются существующие линии.
Выбор способа пайки ПНД труб
Как правильно паять ПНД трубу? Актуальный вопрос для начинающих мастеров. Существует три технологических решения:
- стыковая сварка;
- муфтоваясварка;
- электромуфтовая пайка ПНД труб.
Каждый способ имеет уникальные особенности, заслуживает отдельного рассмотрения.
Стыковая сварка полиэтиленовых труб
Перед тем как спаять трубу встык, потребуется приобрести сварочную машину для ПНД. При подборе оборудования учитывается:
- диаметр полиэтиленовых труб, с которыми возможна работа;
- мощность установки;
- количество функций, доступных оператору.
Покупка сертифицированного оборудования — залог высокого качества стыков.

Пайка ПНД труб выполняется в следующем порядке.
- Свариваемые участки устанавливаются в центраторе.
- Элементы надежно фиксируются зажимами.
- Торцы деталей очищаются от инородных частиц. Перед тем, как паять полиэтиленовые трубы, рекомендуется произвести обезжиривание.
- Стыкуемые поверхности обрабатываются торцевателем.
- Нагревательные элементы машины разогреваютторцы труб.
- По достижении нужной температуры нагрев прекращается и заготовки соединяются.
После остывания сварного шва выполняется его проверка. Мероприятие проводят специалисты ОТК, использующие профильное оборудование и инструменты.
Требования к сварному соединению:
- однородность;
- высокая прочность;
- герметичность.
Машины для стыковой сварки имеют высокую стоимость. Как правило, их применяют крупные подрядные организации.
Муфтовая сварка ПНД труб
Трубы ПНД малого диаметра можно соединить в домашних условиях. Достаточно располагать паяльником и вспомогательным оборудованием.
Пайке предшествует подготовительный процесс:
- мастер приобретает необходимые фитинги и трубы;
- торцы труб подвергаются очистке;
- концы линии, не подключенные к сети, временно герметизируются (это исключает отвод тепла, предотвращает попадание грязи внутрь линии);
- поверхность нагревательных элементов очищается и обезжиривается.
От качества подготовительных работ зависит надежность и долговечность соединений.

Пайка ПНД труб проходит в несколько этапов:
- Труба и муфта фиксируются в нагревательных чашках. Важно, чтобы элементы были вставлены до упора.
- По достижении рабочей температуры производится соединениефитинга и трубы. Излишний полиэтилен выдавливается за пределы стыка, не оказывая влияния на его характеристики.
- На некоторое время детали фиксируются в неподвижном положении.
- Остывшее соединение труб проверяется на герметичность.
В пайке ПНД труб нет ничего сложного. Достаточно использовать качественные материалы и соблюдать технологию.
Электромуфтовая сварка
Электромуфтовая сварка — промышленный способ соединения труб. Получаемые конструкции отличаются высокой прочностью, устойчивы к вибрационному, ударному и изгибающему воздействиям.
Использование электромуфтовой сварки оправдано в ограниченном пространстве, в сейсмически нестабильных районах, на ответственных и опасных объектах.
Получаемые узлы имеют высокую стоимость, что ограничивает сферу применения технологии.

Сварка при помощи электрических муфт выполняется в определенной последовательности.
- Трубы обрезаются посредством специального инструмента.
- Свариваемые участки проходят очистку, с их поверхности удаляется жир, грязь, органические соединения.
- На поверхность трубы наносятся метки, отражающие глубину ее погружения в муфту.
- Концы труб, не задействуемые при сварке, временно герметизируются.
- Труба устанавливается в муфту.
- Муфта подключается к сварочному оборудованию при помощи клемм в верхней части.
- Процесс сварки запускается тумблером на аппарате. Он прекращается автоматически, по истечении заданного периода.
- Трубы находятся в неподвижном положении до полного остывания.
Стык проходит визуальный осмотр. Претензии к его качеству возникают в единичных случаях. Обычно они вызваны использованием некондиционной муфты.
Приобретение ПНД труб и оборудования для их пайки

Ассортимент изделий периодически расширяется. Регулярно появляются новые прогрессивные решения.
Полимерные трубы получили широкое распространение. Они используются при прокладке отопительных сетей, магистралей горячего и холодного водоснабжения. Изделия долговечны, практичны и надежны.
Преимущества полиэтиленовых труб:
- стойкость к коррозионному поражению;
- невосприимчивость к воздействию микроорганизмов, малый шанс развития патогенной микрофлоры;
- гладкая внутренняя поверхность;
- ремонтопригодность.
Полиэтиленовые изделия задействуются на промышленных, коммунальных и хозяйственных объектах. С их помощью прокладываются новые и модернизируются существующие линии.
Выбор способа пайки ПНД труб
Как правильно паять ПНД трубу? Актуальный вопрос для начинающих мастеров. Существует три технологических решения:
- стыковая сварка;
- муфтоваясварка;
- электромуфтовая пайка ПНД труб.
Каждый способ имеет уникальные особенности, заслуживает отдельного рассмотрения.
Стыковая сварка полиэтиленовых труб
Перед тем как спаять трубу встык, потребуется приобрести сварочную машину для ПНД. При подборе оборудования учитывается:
- диаметр полиэтиленовых труб, с которыми возможна работа;
- мощность установки;
- количество функций, доступных оператору.
Покупка сертифицированного оборудования — залог высокого качества стыков.
Пайка ПНД труб выполняется в следующем порядке.
- Свариваемые участки устанавливаются в центраторе.
- Элементы надежно фиксируются зажимами.
- Торцы деталей очищаются от инородных частиц. Перед тем, как паять полиэтиленовые трубы, рекомендуется произвести обезжиривание.
- Стыкуемые поверхности обрабатываются торцевателем.
- Нагревательные элементы машины разогреваютторцы труб.
- По достижении нужной температуры нагрев прекращается и заготовки соединяются.
После остывания сварного шва выполняется его проверка. Мероприятие проводят специалисты ОТК, использующие профильное оборудование и инструменты.
Требования к сварному соединению:
- однородность;
- высокая прочность;
- герметичность.
Машины для стыковой сварки имеют высокую стоимость. Как правило, их применяют крупные подрядные организации.
Муфтовая сварка ПНД труб
Трубы ПНД малого диаметра можно соединить в домашних условиях. Достаточно располагать паяльником и вспомогательным оборудованием.
Пайке предшествует подготовительный процесс:
- мастер приобретает необходимые фитинги и трубы;
- торцы труб подвергаются очистке;
- концы линии, не подключенные к сети, временно герметизируются (это исключает отвод тепла, предотвращает попадание грязи внутрь линии);
- поверхность нагревательных элементов очищается и обезжиривается.
От качества подготовительных работ зависит надежность и долговечность соединений.
Пайка ПНД труб проходит в несколько этапов:
- Труба и муфта фиксируются в нагревательных чашках. Важно, чтобы элементы были вставлены до упора.
- По достижении рабочей температуры производится соединениефитинга и трубы. Излишний полиэтилен выдавливается за пределы стыка, не оказывая влияния на его характеристики.
- На некоторое время детали фиксируются в неподвижном положении.
- Остывшее соединение труб проверяется на герметичность.
В пайке ПНД труб нет ничего сложного. Достаточно использовать качественные материалы и соблюдать технологию.
Электромуфтовая сварка
Электромуфтовая сварка — промышленный способ соединения труб. Получаемые конструкции отличаются высокой прочностью, устойчивы к вибрационному, ударному и изгибающему воздействиям.
Использование электромуфтовой сварки оправдано в ограниченном пространстве, в сейсмически нестабильных районах, на ответственных и опасных объектах.
Получаемые узлы имеют высокую стоимость, что ограничивает сферу применения технологии.
Сварка при помощи электрических муфт выполняется в определенной последовательности.
- Трубы обрезаются посредством специального инструмента.
- Свариваемые участки проходят очистку, с их поверхности удаляется жир, грязь, органические соединения.
- На поверхность трубы наносятся метки, отражающие глубину ее погружения в муфту.
- Концы труб, не задействуемые при сварке, временно герметизируются.
- Труба устанавливается в муфту.
- Муфта подключается к сварочному оборудованию при помощи клемм в верхней части.
- Процесс сварки запускается тумблером на аппарате. Он прекращается автоматически, по истечении заданного периода.
- Трубы находятся в неподвижном положении до полного остывания.
Стык проходит визуальный осмотр. Претензии к его качеству возникают в единичных случаях. Обычно они вызваны использованием некондиционной муфты.
Приобретение ПНД труб и оборудования для их пайки
Ассортимент изделий периодически расширяется. Регулярно появляются новые прогрессивные решения.
Читайте также: