Опрессовка металлопластиковых труб своими руками
Добавил пользователь Alex Обновлено: 18.09.2024

Перед выполнением работы по сборке трубопровода методом опрессовки труб необходимо:приобрести достаточное количество труб и пресс фитингов, согласно схеме системы отопления, водоснабжения и так далее;
- подготовить необходимые для выполнения работы инструменты;
- ознакомиться с инструкцией по выполнению работы.
Подготовка инструментов
Для корректного выполнения работы потребуется подготовить следующий инструмент:труборез. Устройство необходимо для резки труб в соответствии с размерами на схеме. Труборез можно заменить ножовкой по металлу (если производится сборка металлического трубопровода) или специальными ножницами (для пластиковых трубопроводов);
- калибратор – инструмент для выравнивания трубы перед стыковкой;
- инструмент для снятия фаски. Оборудование может быть совмещено с калибратором;

Калибратор со встроенным фаскоснимателемрасширитель, чтобы фитинг более легко можно было вставить в трубу перед опрессовкой;

Инструмент для увеличения диаметра трубыпресс-клещи с набором оснасток для сборки трубопроводов разного диаметра.

Инструмент для опрессовкиПри самостоятельной сборке бытового трубопровода используются ручные пресс-клещи (на рисунке). В промышленных масштабах или при выполнении работы профессионалами могут быть использованы электрические, пневматические или гидравлические клещи для опрессовки фитингов.
Выполнение соединения
- на первой стадии производится обрезка труб в соответствии с размерами, указанными на схеме. Технология работы с труборезом достаточно проста. Труба вставляется и зажимается в устройстве на уровне необходимой отметки. Постепенно вращая ручку трубореза, производится равномерное разрезание трубы по всему периметру;
- далее труба обрабатывается калибратором и фаскоснимателем. Выполнить работу с устройством можно по следующей схеме:
- инструмент вставляется в отрез трубы;
- при плавном вращении производится выравнивание геометрии трубы и параллельно снимается фаска;
- на трубу надевается обжимная гильза от фитинга;
- при необходимости производится расширение конца трубы. Работа должна быть выполнена предельно аккуратно. Диаметр расширенной трубы должен на 1 – 1,5 мм больше диаметра фитинга. Только в этом случае получится добиться корректного соединения;
- в подготовленную трубу вставляется штуцерная часть соединительного элемента;

Закрепление фитинга на трубеПроцесс установки обжимного фитинга при помощи ручных пресс-клещей подробно представлен на видео.
После сборки трубопровода методом опрессовки фитингов рекомендуется провести испытание системы под напором воды или под действием воздушного потока. Это позволит выявить все недостатки и устранить их до ввода трубопровода в действие.
- Зенкер — устройство для снятия фаски. Подойдет также строительный нож или кусок наждачной бумаги. Часто калибраторы имеют выступ для снятия фаски, так что без этого инструмента можно обойтись.
- Оборудование для установки фитингов:
- для обжимных нужны два гаечных ключа подходящего размера;
- для пресс-фитингов — обжимные клещи.
![]()
Суть, преимущества и недостатки технологии
- Они не требуют подтяжки в процессе эксплуатации.
- Гидродинамическая прочность соединений превосходит прочность труб.
- Устойчивость к коррозии у обжимных фитингов выше, чем у резьбовых благодаря специальному анодированному покрытию.
- Наиболее качественные фитинги имеют легированное покрытие для повышенной устойчивости к агрессивным средам, где присутствует цемент, а также внутреннее покрытие, исключающее реакцию латуни с водой.
- При опрессовке нет необходимости контролировать усилие затяжки, пресс-фитинг пережать невозможно.
- На более длинную резьбу накручивается гайка, затем муфта.
- На вторую трубу накручивается гайка.
- Детали сопоставляются вместе, после чего муфта скручивается с длинной резьбы и частично накручивается на короткую. Элемент должен оказаться примерно посередине разреза.
- Осталось накрутить гайки с обеих сторон, предварительно намотав на резьбы уплотнительный материал (фум-ленту, паклю).
![]()
Соединение металлических труб отопления без сварки
Наиболее быстрым способом соединение без применения сварки является компрессионный фитинг. Тем не менее, рассмотрим и другие методики: резьбовое соединение и установка ремонтно-монтажной обоймы. Последняя применяется как для стыковки, так и устранения протечек, возникших вследствие растрескивания металла.
Резьба
- Очистить трубу от краски и ржавчины. Если имеются металлические наплывы после выполненной ранее сварки, их следует спилить. Соединяемая поверхность должная быть чистой и гладкой.
- Используя напильник, снять фаску с торца, где был выполнен срез.
- Взять плашку подходящего размера, вкрутить в нее ручки. Промазать резцы смазкой или салом.
- На более длинную резьбу накручивается гайка, затем муфта.
- На вторую трубу накручивается гайка.
- Детали сопоставляются вместе, после чего муфта скручивается с длинной резьбы и частично накручивается на короткую. Элемент должен оказаться примерно посередине разреза.
- Осталось накрутить гайки с обеих сторон, предварительно намотав на резьбы уплотнительный материал (фум-ленту, паклю).
![]()
Монтаж резьбовой муфтыКомпрессионные фитинги для стальных труб
Данный вид соединения позволяет провести отопление без сварки труб и нарезания резьбы. При этом специалисты отмечают высокую надежность компрессионных фитингов, лидером производства которых является фирма Гебо. Отсюда часто возникает путаница понятий – многие называют эти соединительные приспособления в честь популярного производителя (яркая аналогия – марка Xerox, которая стала нарицательным именем для работ по копированию документации).
- Надеть на трубу детали фитинга в последовательности: гайка, зажимное кольцо, прижимное кольцо, уплотняющее кольцо.
![]()
Схема монтажа компрессионного фитинга
Надеть муфту, убедиться, что все элементы расположились правильно и без перекосов. Затянуть гайку. Должен остаться виден один виток резьбы. Если после подачи теплоносителя появилась небольшая протечка – гайку можно подтянуть. Произвести те же действия в отношении второй стороны фитинга.Больше узнать о компрессионных фитингах можно посмотрев видео:Ремонтно-монтажная обойма
- Очистить места прилегания трубы от краски и прочих отложений, которые могут повлиять на будущую герметичность.
- На место соединения наложить резиновый уплотнитель. Пронаблюдать, чтобы его разрез не попал на место стыковки верхней и нижней части обоймы.
- Промазать разрез герметиком и, при возможности, дать некоторое время на высыхание.
- Установить части обоймы, закрепить болтами.
![]()
Схема установки ремонтно-монтажной обоймы
Это все варианты создания прочного соединения между металлическими трубами без использования сварочного аппарата. Теперь опишем несколько методов при работе с металлопластиковыми деталями.Пресс клещи кладут на стол, раздвинув рукояти на 180 градусов. Верхнюю часть обоймы клещей отсоединяют от нижней и вставляют в нее верхнюю половину пресс вкладыша, который должен соответствовать размеру трубы. В нижнюю часть разъемной обоймы вставляют, соответственно, нижнюю половину пресс вкладыша.
Производители пресс инструмента
![]()
Наряду с более известным оконным профилем компания выпускает продукцию из металлопластика и латуни для монтажа внутридомовых сетей: трубы, запорную арматуру, фитинги
![]()
Довольно известная итальянская компания занимается производством полипропиленовых и металлопластиковых труб для систем отопления и водоснабжения, а также фурнитуры к ним
![]()
Среди инженерной сантехнической продукции марки VALTEC – изделия для сборки металлополимерных коммуникаций, в том числе обжимные и пресс-фитинги, шаровые краны, инструменты для обжима
![]()
Компания из Германии предоставляет различные группы продукции для устройства домашних инженерных сетей. Среди прочего – арматура для систем отопления и газоснабжения
REHAU – лидер в сфере металлопластиковых профилей
PRANDELLI – металлопластиковые изделия из Италии
VALTEC – высококачественные трубы и фитинги
OVENTROP – немецкая арматура для инженерных сетей
![]()
Кроме перечисленных марок, на рынке арматуры для металлопластиковых трубопроводов можно найти высококачественную продукцию COMAP (Франция), ALTSTREAM (Россия), Henco (Бельгия), UPONOR (Финляндия).Несмотря на внешнюю простоту инструмента, его изготовление и разработка конструкции требует серьезных ресурсов. Позволить себе это может не каждая компания. На российском рынке, в частности, качественный пресс для металлопластиковых труб представляют марки ROTHENBERGER, REMS и Valtec. Фирма ROTHENBERGER выпускает широкий ассортимент различных опрессовщиков, а также вспомогательных приспособлений для работы с трубопроводами.Продукция марки REMS отличается конструкционными достоинствами и высоким качеством материалов, используемых в изготовлении инструмента. Не менее примечателен и пресс Valtec для металлопластиковых труб, который преимущественно выпускается в виде радиальных моделей. Это практически универсальный сантехнический агрегат, посредством которого можно обслуживать не только металлопластиковые, но и медные, нержавеющие и чугунные трубы. Другое дело, что в каждом случае инструмент должен подходить по рабочим характеристикам для реализации конкретной задачи.Valtec – это лидер в производстве не только металлопластиковых труб, но и оборудования для работы с ним. Valtec предлагает потребителю большой ассортимент инструмента для монтажа труб, в том числе компактного ручного. Ручные клещи Valtec подходят для большинства стандартных трубопроводов, имеющих диаметр 16 – 32 мм. Рукоятки инструмента Valtec телескопические, регулировка их длины способна повлиять на силу обжатия.Приборы Rems изготавливаются из особо прочной закаленной стали. Изделия Rems способны выдержать достаточно большие нагрузки и подходят для опрессовки фитингов диаметром от 10 до 75 мм. Оборудование Rems компактное и легкое, благодаря чему выполнять монтаж достаточно просто. Клещи Rems оборудуются разборными рукоятками, что позволяет выполнять регулировку прилагаемых усилий.
Ручные клещи Fora внешне не отличаются от оборудования остальных производителей. Основной козырь Fora – это доступная цена, которая часто является главной причиной покупки данного инструмента. Комплект оборудования Fora включает сами клещи, а также 4 сменные насадки для обжима типа ТН. Диаметр насадок Fora составляет 16, 20, 26 и 32 мм.
![]()
Металлопластиковые трубы всё чаще подаются удачной альтернативой традиционным стальным трубам. Высокий уровень популярности они получили в сантехнической сфере. Так, на базе пластиковых труб, усиленных армированным слоем, создаются водопроводные сети под давлением.
Для таких условий эксплуатации опрессовка металлопластиковых труб видится неотъёмлемой частью монтажа. Но, как выясняется с учётом новых технологий, опрессовка опрессовке рознь.
Опрессовка: понятие в широком смысле
![Опрессовка металлопластиковых труб соединение]()
На фото показан момент опрессовки в процессе соединения металлопластиковых труб. В этом случае опрессовка – это механическое силовое действие, направленное на достижение герметичности надёжного соединения
Независимо от условий монтажа и применяемых технологий, устройство водопроводных или иных коммуникаций на основе металлопластиковых труб сопровождается испытаниями на герметичность и прочность.
![Опрессовка металлопластиковых труб как испытание]()
Примерно так выглядит узел подключения насоса опрессовки к водопроводной системе на металлопластиковых трубах. На входе установлен один из двух контрольных манометров, по которому определяется герметичность схемы
Как правило, испытательный процесс осуществляется гидравлическим способом. Но не исключается возможность производства испытаний пневматическим методом.
Способы опрессовки металопластика
Гидравлический способ предусматривает заполнение металлопластиковых труб водой с последующим увеличением давления до установленных значений. Испытания могут затрагивать всю смонтированную магистраль или только отдельные её участки.
Пневматический способ предусматривает использование сжатого воздуха вместо воды. Этот метод опрессовки считается менее эффективным и более опасным по сравнению с гидравлическим вариантом. И не важно, испытываются металлические трубы или металлопластиковые.
Процесс ничем не отличается от стандартного варианта, который применяют на стальных водопроводных магистралях. Единственный нюанс – рабочие давления для пластиковых труб имеют меньшие значения, чем принятые для металлических изделий. Соответственно, давление испытания рассчитывается с учётом стандартных установок рабочего давления для пластика по формуле:
Ри = Ррп * 1,5 (Ри – давление испытания; Ррп – рабочее давление пластиковой трубы)
Температура воды внутри трубопровода при этом допускается в пределах плюсовых значений 5 — 40ºС.
- Подготовить испытуемый участок (поставить краны, заглушки).
- Установить в разных точках магистрали 2 манометра.
- На верхнем уровне магистрали установить воздухоотводчик.
- На нижнем уровне магистрали подключить водяной насос.
- Заполнить магистраль подачей воды от нижнего уровня к верхнему.
- Открыть воздухоотводчик, чтобы спустить воздух из системы.
Внутри магистрали из металлопластиковых труб наращивать давление следует медленно, исключая резкие скачки. Такие условия подкачки давления обеспечивает ручной гидропресс.
![Ручной гидропресс для опрессовки]()
Простой гидравлический насос ручного действия, который часто применяется в бытовых хозяйствах для проведения гидравлической опрессовки металлопластиковых труб
До момента, когда значение давления приблизится к рабочему уровню, рекомендуется периодически контролировать визуально участки возможных протечек. Такими участками обычно являются:
Увеличение давления внутри металлопластиковых труб до значения, превышающего рабочий параметр в 1,5 раза, допускается только при отсутствии людей рядом с испытуемой магистралью.
Установленное испытательное давление внутри трубопровода необходимо выдержать в течение определённого времени. Для водопровода из металлопластиковых труб, рассчитанного под эксплуатацию в бытовых условиях, принят пятиминутный минимальный период выдержки.
На протяжении принятого минимального значения времени испытания падение давления в точках установки контрольных манометров не допускается. Когда на контрольных приборах наблюдаются изменения в минус, такое состояние свидетельствует о неполной герметичности системы.
Следует сбросить давление до рабочего значения и тщательно проверить места возможных протечек по всему участку металлопластиковых труб. Обнаруженные дефекты устранить и повторить процедуру испытания.
![Опрессовка системы давлением]()
На завершающем этапе опрессовки металлопластиковых труб насос отключают от системы. Также снимают контрольные манометры, ранее установленные заглушки и запорные краны
Испытания на герметичность пройдены, когда они удовлетворяют следующим условиям:
- визуально не выявлено наличия течей;
- визуально не выявлено разрывов стенок труб;
- пять минут не отмечалось изменений давления на контрольных манометрах;
- нет видимых деформаций трубопроводов.
Между тем, необходимо уточнить: если выдержка по времени превышает пятиминутный интервал, допускается незначительное падение испытательного давления по причине естественного изменения температуры воды, находящейся внутри металлопластиковых труб.
На случай невозможности проведения гидравлической опрессовки по каким-либо причинам, допускается альтернатива – пневматическое испытание.
Методика пневматических испытаний отличается несколько иным способом проверки на герметичность, но в целом практически повторяет гидравлический способ. Эта технология применяется не столь часто именно на трубах, но для опрессовки отдельных устройств, например расширительных бачков, котлов, теплообменников и т.п., находит широкое применение.
![Насос для опрессовки]()
Удобный малогабаритный и облегчённый автомобильный воздушный насос вполне подойдёт для выполнения пневматических испытаний домашней водопроводной системы на металлопластиковых трубах
Для обнаружения мест утечек в условиях пневматической опрессовки, как правило, используют мыльный раствор. Смонтированную магистраль заполняют воздухом под давлением Ри = Ррп * 1,15 и орошают места потенциальных утечек мыльным раствором. Выход воздуха определяется по вздутию пузырей.
Такая методика проверки позволяет визуально обнаружить даже незначительные утечки. Но проверяющему лицу достаточно сложно отслеживать наличие утечек в местах труднодоступных для визуального наблюдения.
Опрессовка как способ соединения
Практика монтажа металлопластиковых труб отмечается применением нескольких способов, пригодных для выполнения всевозможных соединений:
Последний способ из трёх как раз и представляет собой опрессовку металлопластиковой трубы в области её сочленения с фитингом.
![Опрессовка металлопластиковых труб пресс-клещами]()
Соединение элементов металлопластиковых трубопроводов посредством силового обжима считается надёжным и долговечным. Эта технология быстро набирает популярность в сантехнике
Методика такой опрессовки отличается простыми действиями, доступными для исполнения даже непрофессиональному сантехнику. Единственный нюанс – для работы требуются так называемые пресс-клещи – специальный инструмент, благодаря которому создаётся надёжное обжимное соединение.
В целом под исполнение работ с применением методики обжима необходим следующий набор инструмента:
- труборез металлопластиковых труб;
- калибратор, расширитель, обработчик фаски;
- пресс-клещи.
Труборезом осуществляется ровный обрез под заданный размер, без деформации трубы и под прямым углом. Калибратором и обработчиком фаски оконечная часть металлопластикового рукава подготавливается для последующего сочленения с фитингом. Иногда для работы необходим и расширитель. Пресс-клещи в процессе занимают особое место. Именно с помощью этого инструмента выполняется опрессовка подготовленного соединения.
Как опрессовать металлопластиковую трубу
Процедура обжима в части соединения металлопластиковой трубы с фитингом предусматривает такую последовательность действий:
- Обрезка трубы из металлопластика по размеру.
- Выполнение калибровки её торцевых участков.
- Съём фаски по внутреннему радиусу.
Затем производится установка обжимной гильзы на концевую часть трубы.
![Техника опрессовки металлопластиковых труб]()
Элементы, участвующие в соединении, создаваемом методом опрессовки. Сама опрессовка выполняется пресс клещами. Этот инструмент выпускается в разном исполнении – ручном и автоматическом
После этих действий, внутрь металлопластиковой трубы с конца, где расположена обжимная гильза, вставляют штуцерную часть фитинга. Перемещают обжимную гильзу по телу трубы, устанавливают её параллельно штуцеру. Накладывают на область соединения пресс-клещи, дополненные оснасткой, соответствующей размеру диаметра обрабатываемого трубопровода. Сжимают рукоятки инструмента до упора.
![Ручной инструмент пресс-клещи]()
Набор монтажника, куда входят пресс-клещи и несколько насадок под разный диаметр металлопластиковых труб. Стоимость подобного набора может доходить до 100 тыс. руб. в зависимости от бренда и комплектации
Такие действия характерны для выполнения опрессовки с помощью ручного инструмента. Между тем, кроме ручных обжимов есть электрические, гидравлические, пневматические устройства. Эти конструктивные варианты обычно редко применяются в быту. Их предназначение промышленно-производственная сфера. По конфигурации они тоже сильно отличаются от ручных моделей.
Следует отметить некоторые особенности при работе с пресс-клещами. Всегда допускается только одноразовая опрессовка. Если по каким-то причинам не удалось сделать качественный обжим с первого раза, не стоит пытаться повторить действие. Бракованный обжим необходимо удалить, а процедуру опрессовки выполнить сначала.
Преимущества и недостатки обжима
Оценивая соединение металлопластиковых труб, выполненное с помощью пресс-клещей, нельзя не отметить преимущества и недостатки.
![Опрессованное соединение]()
Технология силового обжима позволяет создавать плотные неразборные соединения. Также преимущественная сторона такой методики – долговечность и надежность созданного соединения
Как одни, так и другие определяют условия, где подойдёт именно такой способ. Список отмеченных преимуществ выглядит следующим образом:
- создаётся необслуживаемое соединение;
- расчёт на высокие рабочие давления;
- высокая механическая прочность;
- продолжительный срок службы;
- лёгкий простой и быстрый монтаж.
С точки зрения имеющихся недостатков специалисты тоже выделяют некоторые факторы и связывают их обычно с критериями обслуживания или монтажа:
- создаётся неразборное соединение;
- требуется специальный инструмент (пресс-клещи).
Минус и в том, что каждая ошибка опрессовки сводит всю работу к нулю.
![Точный обжим клещами]()
Выполнять работу по опрессовке металлопластиковой трубы необходимо аккуратно и осторожно. Малейшая неточность может стать причиной некачественного обжима. Тогда придётся всё начинать с нуля
Дополнительно к указанным недостаткам можно прибавить высокую стоимость главного инструмента – пресс клещей.
Правда, ручное приспособление под бытовые условия имеет цену не такую высокую, как автоматические конструкции. Но даже в этом случае покупать невыгодно, так как потребность инструмента фактически одноразовая.
Выводы и полезное видео по теме
Из видеоролика можно узнать о том, как работать с пресс-клещами механического типа, а именно — как обжимать фитинги металлопластиковых труб.
Советы бывалых монтажников
Монтаж металлопластиковых труб методом обжима рекомендуется выполнять в условиях окружающей среды с температурой не ниже +10ºС. Купленный материал (трубы) желательно выдержать в новых условиях не менее 24 часов и только затем начинать монтаж. Смонтированную водопроводную систему обязательно испытать на герметичность и прочность посредством гидравлических и пневматических испытаний.
Сборка домашнего водопровода, обвязка котла, укладка греющей основы теплого пола все чаще выполняется на основе металлопластиковых труб. Когда муфты на соединениях установлены правильно, то такие коммуникации служат долго и без проблем.
Если позволяет ситуация, то лучше использовать обжимные пресс-фитинги для металлопластиковых труб. Ставятся они быстрее и проще, а качество соединения получается выше, чем у других моделей муфт.
Общие сведения
![Общие сведения]()
Для соединения металлопластиковых труб используют несколько типов соединителей под опрессовку:
- пресс фитинг радиального типа – обжатие выполняется клещами в направлении, перпендикулярном оси металлопластиковой трубы;
- муфты – соединители аксиального типа. Обжатие соединения выполняется напрессовкой гильзы на стык параллельно оси трубы;
- пуш-фитинги самозажимного типа.
В первых двух типах пресс фитингов используется металлическая гильза и специальный инструмент для обжатия. Поэтому при выборе нужно обращать внимание на материал гильзы и способ ее обжима. Кроме того, в системе соединения металлопластиковых труб с помощью пресс фитингов имеет значение профиль рабочей поверхности, которой клещи обжимают гильзу.
Для того чтобы правильно выбрать профиль, нужен опыт и знания особенностей обжимных фитингов разных производителей. Если такового нет, то лучше ориентироваться на металлопластиковые трубы, муфты и соединители бренда Valtec – это один из лучших вариантов для сборки своими руками.
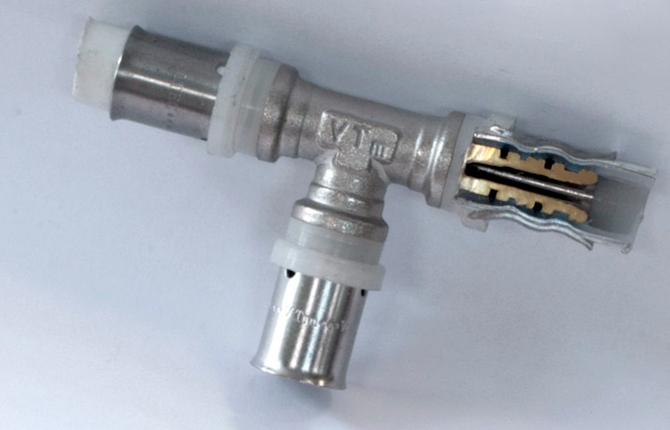
PUSH – фитинги
Относительно новый тип соединителя для металлопластиковых труб. Его также относят к соединительным пресс фитингам, но в некоторой степени условно, так как для стыковки не требуется ни гильза, ни специальный инструмент.
![PUSH – фитинги]()
Особенности конструкции push-фитинга:
- головка, в которую вставляют торец трубы, имеет внутри распирающий конус c блокирующими бороздами и центральный штуцер. Для обеспечения герметичности установлены несколько резиновых колец из синтетического каучука EPDM;
- для соединения нужно вставить торец трубной заготовки внутрь головки и осадить рукой до упора с максимально возможным усилием. Благодаря деформации на штуцере стенки из металлопластика раздадутся и войдут в зацепление с бороздами.
Из-за давления на заготовку на торце появится отогнутая кромка, которая будет препятствовать обратному выходу трубы из фитинга. Считается, что чем больше давление воды, тем лучше пресс-муфта держит герметичность соединения.
Перед установкой кромку трубной заготовки калибруют, снимают внутреннюю фаску.
Соединение на push-фитингах требует аккуратности при подготовке торцевой поверхности. Пуш-муфты и пуш-тройники плохо переносят механическую нагрузку в месте стыковки. После установки трубы необходимо надежно закрепить хомутами или кронштейнами на несущей поверхности и по возможности не трогать.
Обжимные
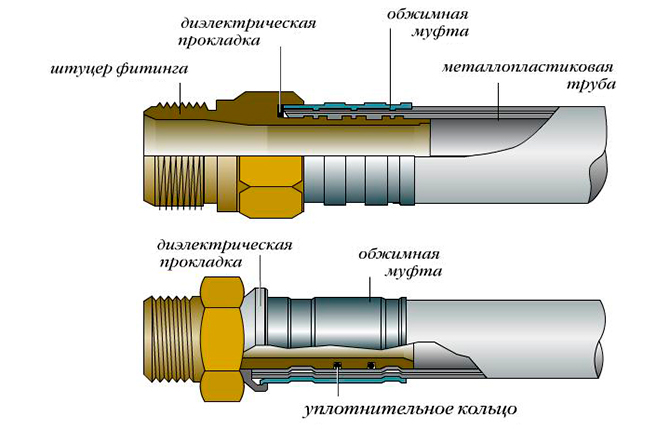
Устройство пресс фитинга с радиальным обжатием гильзы приведено на схеме ниже.
![Обжимные]()
Узел стыковки пресс-фитинга состоит из следующих деталей:
- штуцер с шестигранной головкой и несколькими кольцами уплотнения;
- обжимная гильза с диэлектрической прокладкой и упорным кольцом.
Наружная обсадочная поверхность штуцера имеет профилированную поверхность. На губках обжимных клещей профиль должен быть таким же. То есть, если на штуцере пресс-фитинга выполнена впадина, то на поверхности инструмента также должен быть паз. В противном случае металл после пресс обжима будет ослаблен, и фитинг можно будет просто снять рукой с трубы.
Особенности компонентов радиального пресс фитинга
Количество вариантов профилей для обжима – несколько десятков, поэтому нужно обращать внимание на маркировку на штуцере и на губках клещей. Обычно пресс профиль маркируют буквами латинского алфавита – TH, Y, B, F, U. Корпус фитинга из латуни коррозионностойких марок CW614N, CW617N, CW602N.
Особое внимание нужно уделить гильзе – лучше, если она выполнена из стали AISI 304. В бюджетных версиях пресс фитингов может использоваться алюминий.
В некоторых моделях гильз имеются контрольные боковые отверстия – это упрощает нанесение разметки в виде точек на поверхность металлопластиковых труб при подготовке к обрезке. Металлические детали пресс муфты, выпущенные по стандарту DIN 50930-6, состоят из латуни.
В фитингах с радиальным обжатием используются уплотнительные кольца и упорная кольцевая прокладка. Первые обеспечивают надежное уплотнение воды. Изготовлены из искусственного каучука EPDM. Например, если соединить муфтой Valtek две металлопластиковые трубы без обжатия гильз, то благодаря кольцам хорошего качества стык способен будет выдержать избыточное давление воды до 0,5 ат.
Таким способом проверяют состояние паковки муфт водопроводов, прежде чем дать полное давление воды. Если где-то на линии была пропущена муфта без обжатия гильзы, то стык потечет.
Упорное колечко применяется для ограничения глубины осаживания металлопластиковой заготовки, ее изготавливают из нейлона.
Аксиальные пресс фитинги
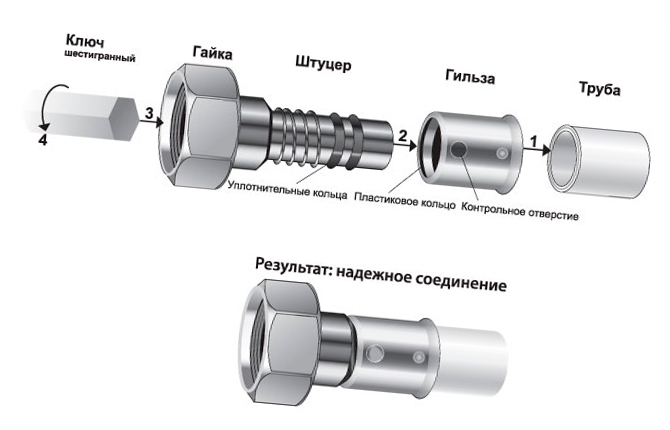
В отличие от моделей с радиальным обжатием, в аксиальной схеме гильза не деформируется клещами. Схема соединения аксиальной муфтой представлена ниже.
![Аксиальные пресс фитинги]()
Главным элементом фитинга является гайка со штуцером, на который одевают как минимум два уплотнительных колечка. На металлопластиковую заготовку одевается гильза с внутренним уплотнением кромки.
![Аксиальные пресс фитинги]()
Внутрь трубы вставляют штуцер и осаживают гильзу до уровня корпуса муфты или тройника. Равномерно обжатые стенки плотно прилегают к металлический поверхности, поэтому металлопластиковые трубы на аксиальных пресс муфтах намного лучше держат давление, чем модели с радиальной опрессовкой.
Гильзу изготавливают из латуни или нержавейки. При необходимости пресс муфту можно снять с металлопластиковой трубы и использовать повторно несколько раз. Для демонтажа достаточно слить воду и прогреть стык строительным феном. Наружная оболочка разогреется, станет пластичной, и металлопластик можно без труда вытащить из гильзы.
Получается надежное соединение. Настолько, что металлопластиковые трубы на аксиальных пресс муфтах можно без проблем заливать в стяжку пола или укладывать под штукатурку в коробе.
При этом нельзя сказать, что аксиальные пресс фитинги пользуются особой популярностью. Проблема в том, что приходится приобретать дорогостоящий пресс для натяжки гильзы, соответственно сложным инструментом невозможно работать в труднодоступных местах.
Как установить пресс фитинг
Первым делом необходимо правильно подобрать размеры пресс – профилей для рабочих клещей под фитинг определенного бренда, сделать это можно с помощью таблиц.
Необходимо выбрать инструмент для обжатия пресс фитинга. Это могут быть ручные клещи для металлопластиковых водопроводов большого диаметра или пресс с набором рабочих головок под разный диаметр опрессовки.
![Как установить пресс фитинг]()
Ручной инструмент для радиального обжима может быть трех типов:
- пресс инструмент (OPS) со ступенчатым регулированием развиваемого усилия при обжатии металлической насадки на металлопластиковой трубе;
- ручные пресс–клещи с функцией АРС. Рабочий элемент, обсаживающий металлическую оболочку на металлопластиковой стенке, не откроется до тех пор, пока процесс обжима металла не будет завершен;
- пресс клещи с системой APS. Помимо прочего, при обжатии контролируется величина и равномерность прилагаемого усилия по металлопластиковой поверхности.
Для домашних работ чаще всего используют более дешевые ОPS модели. Если количество пресс фитингов большое, то рекомендуется использовать ручной инструмент с электромеханическим приводом.
Подготовка к опрессовке
Выполнить разметку положения пресс фитинга на металлопластиковой трубе. Расстояние измерять с точностью до 1 мм. Муфты с радиальным обжатием оказываются слишком чувствительными к длине металлопластиковой трубной заготовки. Любая ошибка в плюс или в минус может стать причиной подтекания. Поэтому в муфте под торец металлопластиковой трубы предусмотрено уплотнительное колечко.
![Подготовка к опрессовке]()
Обрезают заготовку в размер с помощью ножниц-резака. Это единственно возможный способ выполнить разрез аккуратно, без деформации слоев. При этом плоскость торца металлопластиковой трубы получается точно под углом в 90 о к оси.
Следующим этапом нужно выполнить калибровку сечения заготовки с одновременной подрезкой фасок. Выполняется специальным калибром. При нарезке ножницами металлопластиковые стенки могут деформироваться. Без калибровки обжатие гильзы может получиться неравномерным.
Установка пресс-фитинга с радиальным обжатием
На последнем этапе сборки на трубу одевают металлическую гильзу с уплотняющей прокладкой. Металлопластиковую заготовку вставляют в корпус пресс фитинга и осаживают до контакта с упорным кольцом.
Обжать металлическую насадку, при этом клещи держать строго перпендикулярно оси фитинга. После обжима металл должен упереться в полимерное ограничительное кольцо.
![Установка пресс-фитинга с радиальным обжатием]()
Опрессовка при помощи надвижного соединителя
Процедура сборки соединения на аксиальном фитинге более простая, так как нет жестких требований по подготовке торца. Главное условие – точно и ровно отрезать заготовку.
- обрезаем торец трубы в размер;
- на штуцер пресс фитинга устанавливаем уплотнительные колечки;
- одеваем латунную гильзу-насадку;
- вставляем трубу и осаживаем ее на штуцер с помощью гидравлического или ручного пресса.
Гильза-насадка имеет раструб, облегчающий вход торца заготовки внутрь. Расширенная кромка также используется в качестве опорной площадки при задавливании трубы внутрь пресс муфты.
![Опрессовка при помощи надвижного соединителя]()
Использование пресс фитингов для металлопластиковых труб может показаться не слишком надежным решением. Но на практике такой вид соединения вполне себя оправдывает, если точно следовать инструкции при монтаже.
Прессовой или обжимной фитинг: видео.
Поделитесь своим опытом установки в комментариях. Какие фитинги могли бы рекомендовать для сборки соединения своими руками, а какие лучше не применять? Сохраните статью в закладках, чтобы не потерять полезную информацию.
![]()
Металлопластиковые трубы всё чаще подаются удачной альтернативой традиционным стальным трубам. Высокий уровень популярности они получили в сантехнической сфере. Так, на базе пластиковых труб, усиленных армированным слоем, создаются водопроводные сети под давлением.
Для таких условий эксплуатации опрессовка металлопластиковых труб видится неотъёмлемой частью монтажа. Но, как выясняется с учётом новых технологий, опрессовка опрессовке рознь.
Опрессовка: понятие в широком смысле
![Опрессовка металлопластиковых труб соединение]()
На фото показан момент опрессовки в процессе соединения металлопластиковых труб. В этом случае опрессовка – это механическое силовое действие, направленное на достижение герметичности надёжного соединения
Независимо от условий монтажа и применяемых технологий, устройство водопроводных или иных коммуникаций на основе металлопластиковых труб сопровождается испытаниями на герметичность и прочность.
![Опрессовка металлопластиковых труб как испытание]()
Примерно так выглядит узел подключения насоса опрессовки к водопроводной системе на металлопластиковых трубах. На входе установлен один из двух контрольных манометров, по которому определяется герметичность схемы
Как правило, испытательный процесс осуществляется гидравлическим способом. Но не исключается возможность производства испытаний пневматическим методом.
Способы опрессовки металопластика
Гидравлический способ предусматривает заполнение металлопластиковых труб водой с последующим увеличением давления до установленных значений. Испытания могут затрагивать всю смонтированную магистраль или только отдельные её участки.
Пневматический способ предусматривает использование сжатого воздуха вместо воды. Этот метод опрессовки считается менее эффективным и более опасным по сравнению с гидравлическим вариантом. И не важно, испытываются металлические трубы или металлопластиковые.
Процесс ничем не отличается от стандартного варианта, который применяют на стальных водопроводных магистралях. Единственный нюанс – рабочие давления для пластиковых труб имеют меньшие значения, чем принятые для металлических изделий. Соответственно, давление испытания рассчитывается с учётом стандартных установок рабочего давления для пластика по формуле:
Ри = Ррп * 1,5 (Ри – давление испытания; Ррп – рабочее давление пластиковой трубы)
Температура воды внутри трубопровода при этом допускается в пределах плюсовых значений 5 — 40ºС.
- Подготовить испытуемый участок (поставить краны, заглушки).
- Установить в разных точках магистрали 2 манометра.
- На верхнем уровне магистрали установить воздухоотводчик.
- На нижнем уровне магистрали подключить водяной насос.
- Заполнить магистраль подачей воды от нижнего уровня к верхнему.
- Открыть воздухоотводчик, чтобы спустить воздух из системы.
Внутри магистрали из металлопластиковых труб наращивать давление следует медленно, исключая резкие скачки. Такие условия подкачки давления обеспечивает ручной гидропресс.
![Ручной гидропресс для опрессовки]()
Простой гидравлический насос ручного действия, который часто применяется в бытовых хозяйствах для проведения гидравлической опрессовки металлопластиковых труб
До момента, когда значение давления приблизится к рабочему уровню, рекомендуется периодически контролировать визуально участки возможных протечек. Такими участками обычно являются:
Увеличение давления внутри металлопластиковых труб до значения, превышающего рабочий параметр в 1,5 раза, допускается только при отсутствии людей рядом с испытуемой магистралью.
Установленное испытательное давление внутри трубопровода необходимо выдержать в течение определённого времени. Для водопровода из металлопластиковых труб, рассчитанного под эксплуатацию в бытовых условиях, принят пятиминутный минимальный период выдержки.
На протяжении принятого минимального значения времени испытания падение давления в точках установки контрольных манометров не допускается. Когда на контрольных приборах наблюдаются изменения в минус, такое состояние свидетельствует о неполной герметичности системы.
Следует сбросить давление до рабочего значения и тщательно проверить места возможных протечек по всему участку металлопластиковых труб. Обнаруженные дефекты устранить и повторить процедуру испытания.
![Опрессовка системы давлением]()
На завершающем этапе опрессовки металлопластиковых труб насос отключают от системы. Также снимают контрольные манометры, ранее установленные заглушки и запорные краны
Испытания на герметичность пройдены, когда они удовлетворяют следующим условиям:
- визуально не выявлено наличия течей;
- визуально не выявлено разрывов стенок труб;
- пять минут не отмечалось изменений давления на контрольных манометрах;
- нет видимых деформаций трубопроводов.
Между тем, необходимо уточнить: если выдержка по времени превышает пятиминутный интервал, допускается незначительное падение испытательного давления по причине естественного изменения температуры воды, находящейся внутри металлопластиковых труб.
На случай невозможности проведения гидравлической опрессовки по каким-либо причинам, допускается альтернатива – пневматическое испытание.
Методика пневматических испытаний отличается несколько иным способом проверки на герметичность, но в целом практически повторяет гидравлический способ. Эта технология применяется не столь часто именно на трубах, но для опрессовки отдельных устройств, например расширительных бачков, котлов, теплообменников и т.п., находит широкое применение.
![Насос для опрессовки]()
Удобный малогабаритный и облегчённый автомобильный воздушный насос вполне подойдёт для выполнения пневматических испытаний домашней водопроводной системы на металлопластиковых трубах
Для обнаружения мест утечек в условиях пневматической опрессовки, как правило, используют мыльный раствор. Смонтированную магистраль заполняют воздухом под давлением Ри = Ррп * 1,15 и орошают места потенциальных утечек мыльным раствором. Выход воздуха определяется по вздутию пузырей.
Такая методика проверки позволяет визуально обнаружить даже незначительные утечки. Но проверяющему лицу достаточно сложно отслеживать наличие утечек в местах труднодоступных для визуального наблюдения.
Опрессовка как способ соединения
Практика монтажа металлопластиковых труб отмечается применением нескольких способов, пригодных для выполнения всевозможных соединений:
Последний способ из трёх как раз и представляет собой опрессовку металлопластиковой трубы в области её сочленения с фитингом.
![Опрессовка металлопластиковых труб пресс-клещами]()
Соединение элементов металлопластиковых трубопроводов посредством силового обжима считается надёжным и долговечным. Эта технология быстро набирает популярность в сантехнике
Методика такой опрессовки отличается простыми действиями, доступными для исполнения даже непрофессиональному сантехнику. Единственный нюанс – для работы требуются так называемые пресс-клещи – специальный инструмент, благодаря которому создаётся надёжное обжимное соединение.
В целом под исполнение работ с применением методики обжима необходим следующий набор инструмента:
- труборез металлопластиковых труб;
- калибратор, расширитель, обработчик фаски;
- пресс-клещи.
Труборезом осуществляется ровный обрез под заданный размер, без деформации трубы и под прямым углом. Калибратором и обработчиком фаски оконечная часть металлопластикового рукава подготавливается для последующего сочленения с фитингом. Иногда для работы необходим и расширитель. Пресс-клещи в процессе занимают особое место. Именно с помощью этого инструмента выполняется опрессовка подготовленного соединения.
Как опрессовать металлопластиковую трубу
Процедура обжима в части соединения металлопластиковой трубы с фитингом предусматривает такую последовательность действий:
- Обрезка трубы из металлопластика по размеру.
- Выполнение калибровки её торцевых участков.
- Съём фаски по внутреннему радиусу.
Затем производится установка обжимной гильзы на концевую часть трубы.
![Техника опрессовки металлопластиковых труб]()
Элементы, участвующие в соединении, создаваемом методом опрессовки. Сама опрессовка выполняется пресс клещами. Этот инструмент выпускается в разном исполнении – ручном и автоматическом
После этих действий, внутрь металлопластиковой трубы с конца, где расположена обжимная гильза, вставляют штуцерную часть фитинга. Перемещают обжимную гильзу по телу трубы, устанавливают её параллельно штуцеру. Накладывают на область соединения пресс-клещи, дополненные оснасткой, соответствующей размеру диаметра обрабатываемого трубопровода. Сжимают рукоятки инструмента до упора.
![Ручной инструмент пресс-клещи]()
Набор монтажника, куда входят пресс-клещи и несколько насадок под разный диаметр металлопластиковых труб. Стоимость подобного набора может доходить до 100 тыс. руб. в зависимости от бренда и комплектации
Такие действия характерны для выполнения опрессовки с помощью ручного инструмента. Между тем, кроме ручных обжимов есть электрические, гидравлические, пневматические устройства. Эти конструктивные варианты обычно редко применяются в быту. Их предназначение промышленно-производственная сфера. По конфигурации они тоже сильно отличаются от ручных моделей.
Следует отметить некоторые особенности при работе с пресс-клещами. Всегда допускается только одноразовая опрессовка. Если по каким-то причинам не удалось сделать качественный обжим с первого раза, не стоит пытаться повторить действие. Бракованный обжим необходимо удалить, а процедуру опрессовки выполнить сначала.
Преимущества и недостатки обжима
Оценивая соединение металлопластиковых труб, выполненное с помощью пресс-клещей, нельзя не отметить преимущества и недостатки.
![Опрессованное соединение]()
Технология силового обжима позволяет создавать плотные неразборные соединения. Также преимущественная сторона такой методики – долговечность и надежность созданного соединения
Как одни, так и другие определяют условия, где подойдёт именно такой способ. Список отмеченных преимуществ выглядит следующим образом:
- создаётся необслуживаемое соединение;
- расчёт на высокие рабочие давления;
- высокая механическая прочность;
- продолжительный срок службы;
- лёгкий простой и быстрый монтаж.
С точки зрения имеющихся недостатков специалисты тоже выделяют некоторые факторы и связывают их обычно с критериями обслуживания или монтажа:
- создаётся неразборное соединение;
- требуется специальный инструмент (пресс-клещи).
Минус и в том, что каждая ошибка опрессовки сводит всю работу к нулю.
![Точный обжим клещами]()
Выполнять работу по опрессовке металлопластиковой трубы необходимо аккуратно и осторожно. Малейшая неточность может стать причиной некачественного обжима. Тогда придётся всё начинать с нуля
Дополнительно к указанным недостаткам можно прибавить высокую стоимость главного инструмента – пресс клещей.
Правда, ручное приспособление под бытовые условия имеет цену не такую высокую, как автоматические конструкции. Но даже в этом случае покупать невыгодно, так как потребность инструмента фактически одноразовая.
Выводы и полезное видео по теме
Из видеоролика можно узнать о том, как работать с пресс-клещами механического типа, а именно — как обжимать фитинги металлопластиковых труб.
Советы бывалых монтажников
Монтаж металлопластиковых труб методом обжима рекомендуется выполнять в условиях окружающей среды с температурой не ниже +10ºС. Купленный материал (трубы) желательно выдержать в новых условиях не менее 24 часов и только затем начинать монтаж. Смонтированную водопроводную систему обязательно испытать на герметичность и прочность посредством гидравлических и пневматических испытаний.
Читайте также: