
Монтаж пластиковых труб для водопровода своими руками с пайкой
Добавил пользователь Дмитрий К. Обновлено: 18.09.2024
Строительство систем отопления и водоснабжения своими руками стало возможным благодаря использованию полипропиленовых труб (ППР). Их преимущество в высокой надежности, длительном сроке службы (до 50 лет), несложной технике монтажа, легкости и удобстве транспортировки и невысокой стоимости.
Пайка полипропиленовых труб.
Специфика пайки труб из полипропилена
ППР изготавливают из полимерного материала. Он термопластичен, легко поддается плавлению при температуре от 149°С, при остывании сохраняет свои свойства. Благодаря этому при нагревании полипропиленовые трубы легко стыкуются, образуя монолитные узлы единого комплекса систем коммуникаций. Они широко используются в строительстве канализаций, систем водоотведения, также подходят для отопления и водоснабжения.
Общее описание технологии
Пайка полипропиленовых труб основана на принципе одновременного плавления с помощью сварочного аппарата, верхней части трубы и внутренней части муфты. После снятия прогретых деталей с нагревателя паяльной машины они стыкуются друг с другом путем сжатия.
В месте слияния прогретых поверхностей состыкованных деталей происходит взаимопроникающая связь расплавленных масс, образующих при остывании единый монолитный узел. Данный метод получил название муфтовое соединение.
Способ сварки ППР одного диаметра называется прямым (стыковым). Он основан на том же принципе плавления краев труб с последующей их стыковкой и фиксацией в неподвижном положении до полного остывания. Качество прямой сварки зависит от точной центровки осей стыкуемых ППР.
Процесс пайки полипропиленовых труб своими руками.
Паяльные машины для сварки труб
Существует множество разновидностей паяльных машин для сварки ППР. Их техническое исполнение и размеры зависят от диаметров ППР, с которыми они взаимодействуют, и наличия вспомогательного оборудования.
Паяльные машины делятся на:
Для проведения сварочно-монтажных работ при строительстве трубопровода из ППР также понадобятся:
- труборез или ножницы для полипропиленовых труб;
- слесарный уголок;
- карандаш или маркер;
- рулетка;
- швейер;
- торцеватель;
- средство для очищения поверхности на спиртовой основе (исключить ацетон, растворители и средства, оставляющие жирный, маслянистый след);
- рабочие перчатки.
Полная комплектация для сварки полипропиленовых труб.
Процедура сварки полипропилена
Выполняя сварку ППР, необходимо соблюдать длительность нагревания деталей. Не следует сильно прогревать стенку детали, но и недогрев также плохо отражается на качестве соединений. В таблице отражено количество времени, достаточного для прогрева деталей. Рекомендуемая температура пайки составляет 260°С.
Для пайки труб необходимо:
- Установить насадки на нагреватель паяльной машины.
- Установить паяльную машину в удобном для работы месте, зафиксировать ее с помощью крепежей (если имеются), установить регулятор температуры на требуемый уровень и подать электропитание.
- Подготовить детали к сварке.
- Обработать поверхности участков свариваемых деталей чистящим, обезжиривающим средством.
- Отмерить от края трубы глубину сварки и отметить карандашом. После надеть детали на насадки нагревателя и держать указанное в таблице время.
При прогреве не допускать вращения детали вокруг своей оси, вращение ухудшает герметичность связи спаянных деталей. Прогретые детали необходимо снять с нагревателя и сразу состыковать, вставив одну в другую.
При заглублении (вводе) трубы в муфту (фитинг) нельзя поворачивать ее по оси и пересекать отмеченный карандашом уровень глубины сварки. Следует зафиксировать достигнутое положение деталей и не двигать их в течение необходимого для обратной полимеризации времени.
Для достижения нужного положения при стыковке трубы с угловым отводом следует заранее отметить обе детали, прочертив направляющую карандашом в месте их соединения. Это позволит избежать вращения отвода и без корректировки достичь необходимого угла относительно оси трубы.
Соединение труб пайкой с армированием
Для пайки армированных ППР необходимо очистить их от алюминиевой фольги на глубину сварки. Для очистки используют шейвер. Это металлическая втулка с режущими ножами внутри втулки. Его надевают на край трубы и вращением вокруг оси счищают армирующий слой.
Если армирующий слой находится в середине стенки ППР, то в таком случае используют торцеватель. Принцип работы такой же, как с шейвером, их разница лишь в том, что ножи внутри втулки обращены в другую сторону. Торцеватель выравнивает край ППР и снимает армирующий слой на глубину 2 мм. Обработанные торцевателем края труб паяют методом прямой (стыковой) сварки.
Диаметр ППР, армированных алюминиевой фольгой, отличается от стандартных в большую сторону и не подходит к насадкам паяльной машины. Наличие армирующего слоя требует увеличения длительности нагрева.
Поэтому прежде чем приступить к монтажу, нужно подробно изучить инструкции изготовителя. Данное различие в диаметрах не относится к ППР, армированным стекловолокном.
Выполнение сварки полимерных труб необходимо проводить в хорошо проветриваемом помещении. При плавлении полимерный материал выделяет токсичное вещество, его концентрация приводит к ухудшению состояния здоровья и отравлению.
Влияние ошибок на качество сварки
Пренебрежение правилами выполнения сварочных работ приводит к ошибкам, влияющим на итоговое качество и надежность конструкций. Прежде чем приступить к выполнению сварочных работ, для начинающих будет полезным провести тренировку для наработки опыта.
Чаще всего встречающиеся ошибки в работе:
- Сварка деталей, не обработанных чистящим, обезжиривающим средством.
- Перегрев или недогрев спаянных деталей.
- Не полностью снят армирующий слой.
- Вращение деталей при прогреве или состыковке деталей.
- Несоблюдение глубины сварки.
- Неровный срез трубы.
Соединение ППР без сварки
Для соединения ППР без сварки не нужны паяльные машины и электроэнергия. Поэтому данный метод получил распространение в среде профессиональных монтажников и используется при прокладке или ремонте магистральных линий. В быту этот способ встречается крайне редко.

Цена труб и фитингов из полипропилена (сокращенно – ППР) заметно ниже, чем других полимеров – металлопластика, сшитого полиэтилена. Но можно сэкономить дважды — купить недорогой паяльник и спаять водопровод либо отопление из PPR своими руками.
Суть проблемы: в интернете опубликовано множество инструкций и видео по соединению трубопроводов в отрыве от реальных условий монтажа. Домовладелец учится правильно сваривать фасонные элементы на столе, но не знает тонкостей прокладки и стыковки готовых участков. Предлагаем изменить подход — пайка полипропиленовых труб и монтажные работы должны осваиваться одновременно.
Этапы монтажных работ
Невысокая стоимость полипропиленовых систем с лихвой компенсируется сложностью сварки изделий PPR. Труднее монтируется только сантехника из стальных и медных труб, которые нужно варить газовой горелкой. Разводка металлопластиковыми и полиэтиленовыми материалами делается проще, но стоит дороже.

Чтобы надежно и красиво спаять трубопроводы водоснабжения и отопления из полипропилена, рекомендуем работать в такой последовательности:
Примечание. Составление схемы и разметка трасс на стенах позволит вам четко выбрать комплектующие – тройники, отводы, муфты и определить количество труб для закупки.
Рисуем монтажную схему
На этапе укладки трубопроводов и подсоединения сантехнического оборудования нужно иметь на руках проект отопления и водопровода. Если схема разводки еще не разработана и диаметры магистралей не определены, рекомендуем сначала ознакомиться с руководством по выбору отопительной системы частного дома.
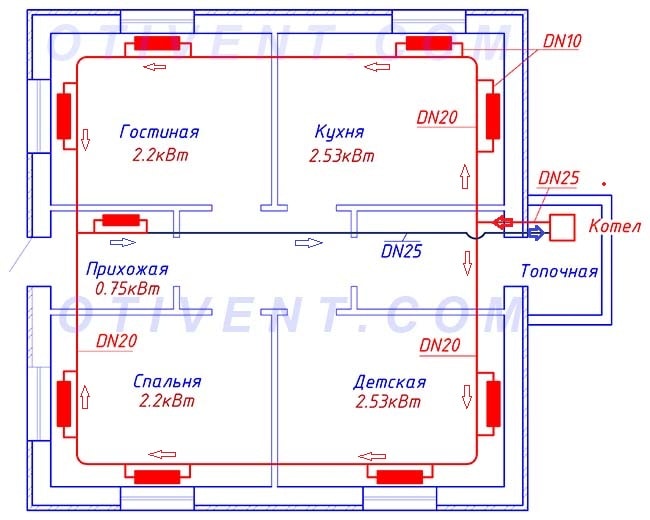
Пример однотрубной системы отопления одноэтажного дома
Перед тем как закупать и сваривать полипропиленовые элементы, перенесите схему в реальные условия:
- Разметьте контуры радиаторов либо заранее установите все отопительные приборы.
- Нанесите карандашом или маркером на внутренние поверхности стен точки монтажа водяных розеток, кранов, распределительных коллекторов и прочей арматуры.
- Пользуясь длинной рейкой и строительным уровнем, соедините отмеченные точки линиями, вдоль них потом проложите пластиковые трубы.
- По числу разветвлений и поворотов трубопроводов выясните потребность в фитингах – тройниках, муфтах и отводах.
После вычерчивания проекций на стенах несложно рассчитать, сколько потребуется полипропиленовых труб, достаточно замерить длину линий рулеткой. Не забудьте о пластиковых клипсах для крепления трубной разводки.

Разметка на стене помогает увидеть реальные контуры будущей системы
При закупке фитингов и труб возьмите на заметку ряд рекомендаций:
- пайка пластиковых труб производится путем погружения каждого торца внутрь фасонного элемента на глубину 14—22 мм (зависит от диаметра), значит, длина каждого прямого участка увеличивается на 3—5 см;
- в системе отопления и ГВС полипропилен удлиняется за счет нагрева, поэтому во избежание изгибов магистралей нужно приобрести специальные фитинги — компенсационные петли;
- для пересечения других трубопроводов используйте обходные элементы, сделанные из ППР;
- на горячее водоснабжение и подачу теплоносителя берите трубы, армированные алюминиевой фольгой, базальтовым или стекловолокном.
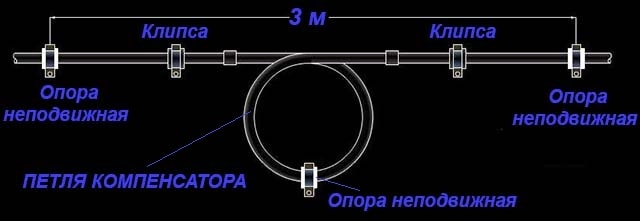
Компенсационные петли ставятся на линиях большой протяженности либо стояках, зафиксированных неподвижными опорами (например, перемычка между 2 металлическими трубами соседних квартир). Без компенсации удлинения PPR труба в обеих случаях изогнется саблей из-за нагрева.
Дельный совет. Если вы планируете заняться сваркой полипропилена впервые, купите лишних 2—3 метра трубы и несколько запасных муфт. С помощью прямых соединителей легче проконтролировать качество стыков, так что потренируйтесь и спаяйте несколько соединений.
Паяльник для полипропилена и другие инструменты
Малогабаритные сварочные аппараты рассчитаны на стыковку полипропилена размером 20—63 мм (наружный). Трубопроводы большего диаметра в домашних коммуникациях используются крайне редко. Вам подойдет паяльник для полипропиленовых труб любой конструкции – с круглым или плоским широким дорном в виде утюга.

Разновидности сварочных аппаратов и тефлоновых насадок
Справка. Проще всего взять нагреватель с комплектом насадок в аренду. Стоимость проката в сутки – от 4 до 8 у. е. в зависимости от региона проживания и первоначальной цены аппарата.
Помимо паяльника, для разметки и сваривания труб ППР понадобится набор инструментов и приспособлений:

Здесь перечислен инструментарий, необходимый конкретно для пайки ППР труб. Чтобы крепить разводку к стенам и подключать к батареям, понадобится комплект ключей, дрель, молоток и отвертки.
У всех сварочных аппаратов есть неприятная особенность – паяльник болтается в гнезде подставки и свободно двигается вместе с ней по столу. Совет опытного мастера: прикрепите подставку к столешнице двумя самонарезающими винтами, а нагреватель зафиксируйте шурупом, как показано на фото.

Паяем первый стык
Технология сварки полипропилена выглядит довольно простой – конец трубы и фитинг одновременно разогреваются паяльником, затем стыкуются вручную. Здесь и кроется подвох – при малейшем отклонении от технологических требований соединение становится ненадежным.
Важный момент. Доработка или ремонт неудачного стыка невозможен – бракованный участок вырезается, соединение восстанавливается путем применения новых фитингов и наращивания трубы (при необходимости). Поэтому новичкам стоит потренироваться перед ответственным паянием.
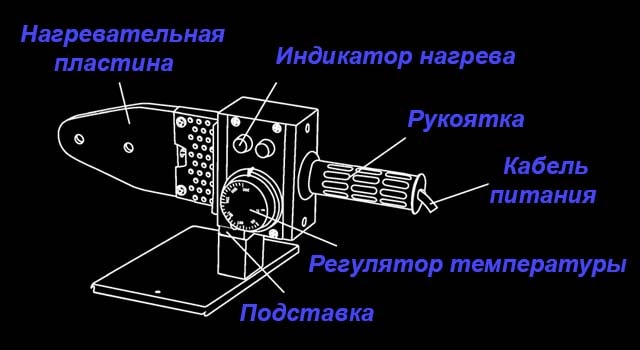
Органы управления и функциональные элементы паяльного нагревателя
Как правильно паять трубы согласно инструкции производителей полипропилена:
- Ножницами обрежьте трубопровод под нужный размер. Если PPR армирован алюминием, произведите зачистку торцевой части шейвером. Цель – удалить верхний слой фольги и подогнать наружный диаметр под внутреннее сечение фасонного элемента.
- Отложите от торца расстояние 14—22 мм (см. таблицу ниже) и нарисуйте на поверхности метку, указывающую глубину погружения. Если необходимо зафиксировать положение трубы относительно фитинга, нанесите на обеих изделиях соответствующие риски.
- Включите паяльный аппарат, настройте температуру +260 °С и дождитесь, пока погаснут индикаторы нагрева. Смочите ветошь уайт-спиритом и обезжирьте сплавляемые поверхности.
- Одновременно наденьте трубу и фитинг на ответные профили насадок. Трубный торец погружайте до метки, не глубже. Выдержите положенное время прогрева, ориентируясь по таблице.
- Так же одновременно стяните свариваемые элементы с нагревателя и быстро вставьте конец трубы внутрь фитинга (до метки, не до упора!). Максимальный временной интервал между снятием с аппарата и стыковкой – 3 секунды.
- Удерживайте стык руками в течение нескольких секунд (точно указано в таблице). Оцените качество соединения – внутренний проход не должен перекрываться расплавом.
Примечание. Производители полипропилена категорически не рекомендуют вращать элементы вокруг собственной оси в процессе насаживания / снятия / стыковки. Фитинг и патрубок стягиваются с паяльника и соединяются только прямым движением.
Как нетрудно заметить по таблице, глубина погружения и длительность выдержки деталей на аппарате зависит от диаметра трубопровода. Если превысить указанное время, полипропиленовый расплав закроет часть проходного сечения. В случае недогрева стык пройдет опрессовочные испытания, но спустя 1—2 года станет протекать.

Сварочные работы рекомендуется вести при температуре окружающего воздуха не ниже +5 °С. Если приходится варить полипропилен на холоде либо при тридцатиградусной жаре, время нагрева следует откорректировать на 50% в одну или другую сторону — рекомендация производителя. На практике лучше выполнить несколько пробных стыков и определить выдержку опытным путем.
Собираем секции на столе
Самая качественная пайка труб выходит в удобных условиях, когда сварочный аппарат закреплен на столе. Отсюда вывод: нужно разбить отопительную / водопроводную сеть на участки, которые можно изготовить отдельно, а потом соединить между собой по месту.

Постарайтесь сделать на столе максимум сварочных работ и сформировать готовые секции
Как разметить и сварить секции полипропиленовых труб:
- Установите сантехническое и отопительное оборудование – котел, буферную емкость, коллекторы, смесители и так далее.
- Разбейте линии на отдельные секции с таким расчетом, чтобы стыки участков находились в удобных местах. Вдоль намеченных трасс закрепите на стенах трубные хомуты – защелки (иначе – клипсы).
- Вычислите длины прямых труб между каждой парой фитингов. Учитывается 3 размера: чистая длина, погружение в фасонный элемент и расстояние от трубопровода до стены.
- Отмерьте и отрежьте прямые куски по размеру, поставьте ограничительные и ориентировочные метки.
- Обезжирьте все торцы и переходите к свариванию.
Наибольшее затруднение вызывает деление на секции. Приведем пример: двухтрубная нижняя разводка отопления разбивается на длинные горизонтальные участки и радиаторные подводки. Первые представляют собой трубу с приваренным тройником и муфтой, вторые – фигурный элемент из нескольких отводов и патрубков, заканчивающийся резьбовым переходником под кран.
В технологии сборки секций гораздо проще разобраться, просмотрев видеоурок опытного мастера:
Свариваем участки в неудобных условиях
Монтаж по месту начинается с фиксации сваренных секций в клипсах, установленных вдоль трассы на стене. Первый участок нужно жестко закрепить, чтобы труба не скользила внутри защелок, либо упереть другим концом в стену. Затем снять с подставки паяльник и сваривать стык на весу.
Совет. Сборочные работы лучше выполнять с помощником, при необходимости он удержит одну трубу или примет у вас сварочный аппарат, когда потребуются обе руки для быстрого соединения нагретых деталей. Если помогать некому, нужно создать на первом участке надежную точку опоры, чтобы элементы не двигались в клипсах.

Здесь сварка производится без особых затруднений – жало паяльника легко надевается на трубы
Опишем несколько приемов сварки полипропилена в труднодоступных местах:
Примечание. Последний способ считается довольно рискованным – снятая насадка быстро остывает, нужно уметь точно подгадать время выдержки. Права на ошибку нет – когда стык потечет, придется переделывать часть системы и устранять последствия затопления.
По окончании сборочных работ сделайте опрессовку – заполните трубопроводную сеть водой, накачайте максимальное рабочее давление и оставьте на 1 сутки. Подробности монтажа и проверки смотрите во втором видеоуроке:
Соединение ППР без сварки
В жизни случаются ситуации, когда применение традиционной пайки полипропиленовых деталей исключено. Например, стык расположен в труднодоступном углублении или при монтаже внезапно отключили свет, а вам осталось сварить последнее соединение. Практикуется 3 одноразовых способа:
- разогрев газовой горелкой и последующая стыковка;
- использование компрессионной муфты типа Gebo;
- посадка элементов на анаэробный клей.
Почему указанные варианты считаются одноразовыми. Склейка и нагрев горелкой не могут обеспечить требуемой надежности стыка и применяются лишь в крайнем случае на магистралях холодного водоснабжения. Соединять подобным образом трубы отопления и ГВС крайне нежелательно. Муфты Gebo надежны, но слишком дороги.

Технология соединения без паяльника проста – детали обезжириваются, аккуратно греются пламенем горелки, стыкуются и фиксируются на 6—10 секунд. Методика демонстрируется ниже на видео.
Склеивание производится согласно инструкции на упаковке анаэробного герметика. Конец трубы и гнездо фитинга следует зачистить, обезжирить и наложить клей небольшой кистью. Затем элементы скрепляются методом сжатия.
Заключение
Методика пайки полипропиленовых труб и фитингов подтверждает общеизвестное правило: чем дешевле стройматериал, тем больше труда нужно затратить на его применение. Монтировать разводку из металлопластика, ПВХ и ПНД гораздо проще. Поэтому перед окончательным выбором рекомендуем ознакомиться со сравнительным обзором трубопроводов типа PPR и PEX (сшитый полиэтилен).
Сварка полипропиленовых труб нужна при сооружении систем отопления или водопровода в квартирах и частных домах. Правильная стыковка составляющих помогает добиться прочной фиксации, герметичности и безопасного использования трубопровода на протяжении длительного периода времени. При этом многих начинающих мастеров интересует, как пользоваться паяльником для полипропиленовых труб.

Свойство полипропилена
Полипропилен представляет собой продукт полимеризации 2 газов — этилена и пропилена. Они смешиваются в определенном соотношении. В итоге удается получить гранулы, из которых изготавливают трубы. Это делают экструзионным способом.
Характеристики материала приведены в таблице:
| Показатель | Значение |
| Рабочий диапазон температур | -10 — +90 градусов |
| Температура плавления пластика | 149 градусов |
| Номинальное давление | 1,5-2,5 атмосфер |
Указанные характеристики подходят для холодного водопровода. Благодаря армированию стекловолокном или алюминием удается получить изделия, которые годятся для батарей и горячего водоснабжения.
Виды труб
Полипропиленовые трубы имеют определенные особенности. Они отличаются по структуре и назначению.
Для водопровода
Трубы с маркировкой PN 10 подходят для холодного водоснабжения. Их допустимо применять для сооружения систем теплых полов с нагревом до 45 градусов. Для таких изделий характерны тонкие стенки. Для горячего водоснабжения подходят модели с маркировкой PN 25.
Для отопления
Модели с маркировкой PN 16 применяются для отопительных магистралей с низким давлением. Изделия PN 20 считаются универсальными. Они допускают подачу воды температурой не более 85 градусов. Также в отопительных системах можно применять изделия с маркировкой PN 25.
Типы соединения полипропиленовых труб
Многих людей интересует, как правильно пользоваться паяльником для пластиковых труб. Для начала нужно выбрать тип сварки.
Муфтовая сварка
Метод отличается простотой. В таком случае для фиксации труб одинакового диаметра применяют особый элемент — муфту. Она имеет чуть меньший диаметр. При проведении сварочных работ нагревается и плавится внешняя часть трубы и внутренняя поверхность муфты.

Стыковая сварка
Такой метод применяют в производственных условиях. При этом бортики нужно расплавить и соединить встык. Чтобы получить хороший результат, требуется обеспечить идеальную соосность.
Обратите внимание! Полученное соединение получается не слишком прочным. Потому такой метод сварки не очень распространен среди мастеров.
Холодная сварка
Этот метод подразумевает использование клея. При этом на трубу наносят специальный состав с сильным растворителем. Он способствует размягчению полипропилена, что позволяет вставить элементы друг в друга. При этом соединение получается не слишком прочным. К тому же клей долго сохнет.
Специфика пайки труб из полипропилена
Нагревание полипропилена способствует его размягчению. При этом его частицы попадают в смежные элементы. После остывания материал становится твердым и стойким к повреждениям. Как же сварить трубы из полипропилена с помочью работы паяльником? Чтобы запаять такие изделия, нужно учитывать следующие особенности:
Порядок выполнения пайки
Многих мастеров интересует, как паять пластиковые трубы для водопровода паяльником. При этом требуется учитывать много особенностей.
Подготовка к свариванию
Перед установкой новых труб следует нанести схему трубопровода. Чтобы не подгонять изделия по размеру, нужно заранее измерить длину трубопровода. При использовании муфт для соединения стоит сделать запас на установку.

Подготовка оборудования
Паяльник нужно поставить на ровной площадке, чтобы он случайно не перевернулся. Насадки требуемого диаметра следует расположить рядом. Прогревание нагревательного элемента осуществляется равномерно до определенной температуры. Для пайки пропилена нужно работать устройством, нагретым до 260 градусов.
Подготовка труб к свариванию
Как же паять полипропиленовые трубы для отопления своими руками паяльником? Для начала края нужно обрезать специальными ножницами. Это делают под прямым углом. После чего место среза необходимо отшлифовать и обезжирить. Для этого стоит пользоваться мыльным раствором.
Важно! Нельзя обрабатывать трубы растворителями, водкой, бензином, ацетоном. Агрессивные составы приводят к разъеданию поверхности полипропилена.
Разогрев полипропилена
При разогревании труб нужно контролировать глубину. Важно следить за временем нагревания. В противном случае есть риск деформации поверхности. Это станет причиной искривления геометрии. Как следствие, состыковать детали без зазоров не удастся.
Особенности пайки
Варить трубы из полипропилена требуется быстрыми движениями. При этом нужно прикладывать нагретые фрагменты друг к другу. Важно учитывать, что участок трубы должен войти в стакан фитинга до требуемой глубины.
Обратите внимание! Корректировать положение можно в течение 2-4 секунд. При этом фрагменты запрещено сгибать или поворачивать.
Охлаждение и проверка герметичности
Шов запрещено принудительно охлаждать. Температурные колебания могут привести к появлению трещин и искривлениям в области плавления.
Ошибки во время пайки
Иногда во время пайки возникают различные проблемы. Они могут быть связаны с такими ошибками:
- не выполнено очищение материала от жировой пленки;
- сделан неправильный угол среза деталей;
- недостаточно или чрезмерно прогреты детали;
- конец трубы неплотно посажен в структуру фитинга;
- не полностью снят армированный слой с трубы;
- корректируется положение деталей после схватывания материала.
Влияние ошибок на качество сварки
Несоблюдение технологии сварочных работ приводит к негативным последствиям. Она провоцирует внутреннюю деформацию, при которой расплавленный полипропилен перекрывает внутренний проход трубы. Впоследствии узел теряет работоспособность. В этой области появляются засоры, которые препятствуют движению воды.

Альтернатива сварке
Иногда в труднодоступных местах выполнять сварочные работы невозможно. В качестве альтернативы сварке можно использовать органический растворитель. Он отличается выраженными размягчающими свойствами. При этом состав имеет высокую летучесть.
Обратите внимание! После смазывания конца трубы и внутренней полости муфты удается на короткий срок сделать пластик более мягким. В этот момент и требуется выполнять соединение.
Пропиленовые трубы пользуются большой популярностью и применяются для сооружения систем отопления и водоснабжения. Для соединения разных элементов необходимо пользоваться паяльником. Чтобы получить крепкую и надежную конструкцию, нужно четко придерживаться инструкции по применению этого инструмента.
Монтаж или восстановительный ремонт отопительных контуров, водопроводных систем, инженерии для отведения стоков, осуществляемый с использованием передовых полимерных компонентов, происходит довольно просто и в кратчайшие сроки.

Это оказалось возможно по причине применения передовой методики паяния пластика, с помощью которой происходит соединение элементов подобной инфраструктуры.

Содержимое обзора
Преимущества пайки пропиленовых труб
Ниже представлена информация о том, как правильно паять пластиковые трубы при сборке домашних и дачных коммуникаций отопительного и водопроводного назначения.

Достаточно приобрести минимальный опыт проведения таких работ, а также обзавестись соответствующими инструментами и аксессуарами, чтобы в дальнейшем монтировать довольно сложное, многоуровневое и высокотехнологичное обогревательное, вентиляционное и прочее оборудование.

Какие ПВХ трубы можно паять?
- Из ПВХ;
- Полипропиленовых;
- Медных;
- Из полибутена;
- Полиэтиленовых термостойких;
- Пластиковых армированных.























Инструменты и материалы (обзор)
- Электропаяльников;
- Соответствущих им по габаритам насадок;
- Надфиля или хорошо заточенного лезвия для зачистки стыков;
- Портняжного сантиметра;
- Фломастера красного цвета;
- Ножниц-труборезов;
- Шейвера для устранения слоя армирования;
- Особого устройства для фасочной обработки;
- Припойных материалов;
- Флюсовых реагентов и фитингового оборудования;
- Химического обезжиривателя.

Возможные разновидности припоя
- Проволочных мотков;
- Металлической фольги;
- Набора стержней.
Основы для производства припоя

Классификация по термостойкости
- Низкотемпературному;
- Среднеплавкому;
- Тугоплавкому.








Флюсы и их разновидности
Флюсами принято называть химреагенты, применяемые для устранения оксидных налетов с паяемых поверхностей.

Флюсы бывают разных составов, и в каждом конкретном случае следует верно выбирать наиболее оптимальный из них.

- Жидких реагентов;
- Сухих веществ;
- Паст.

Особенности применения фитингов
- Крестовины;
- Водорозетки;
- Футорки;
- Сгоны;
- Отводы.

Домашнему мастеру, заинтересовавшемуся, как паять пластиковые трубы для отопления, надо принять во внимание тот факт, что фитинги должны быть произведены из точно такого же сырья, что и соединяемые ими элементы коммунальной инфраструктуры.

Выгода от применения трубных резаков

Данный инструмент предназначен для оперативного рассечения пластмассовых элементов трубопровода. Он перерезает их так, что на месте среза не остаются заусеницы.

Таким образом, отпадает необходимость в дополнительной обработке обрезанных граней.

Подбор паяльного оборудования
- Мощность. Высокоэффективные приборы требуются для компоновки широких труб и установки бытового оборудования.
- Особенности покрытия насадок. В процессе сварки детали без больших усилий можно снимать с тех насадок, которые покрыты слоем тефлона.
- Конструкцию терморегулятора.

Зачем паяют пластиковые трубы
- Плотно соединить части трубопроводной инженерии;
- Установить вспомогательные закрывающе-открывающие механизмы, в том числе вентили и шаровые краны;
- Смонтировать счетчики и предохранители.

Основные паяльные технологии
- Диффузионную. При такой технологии соединение происходит благодаря разогреву и сжатию стыков, корпуса компонентов не расплавляются и вспомогательные химреагенты не требуются;
- Электрофитинговую. Данный метод основан на расплавлении некоторой части компонента с помощью электротока;
- Холодную. Детали трубопровода компонуются с применением вспомогательного реагента, которым выступает припой.

Фазы пайки пластиковых элементов
- Разогрев;
- Компоновка;
- Закрепление и остывание.

Для проведения этих операций требуется некоторая тренировка. Важно также точно устанавливать уровень нагрева и не нарушать технику безопасности.

Основные правила техники безопасности
- Паяльник следует надежно оградить от дождя, снега, летящей с земли грязи, капающих с карниза водяных капель.
- Перед включением прибора в сеть следует удостовериться в его исправном состоянии, отсутствии разрывов на шнуре питания и дефектов на штепселе.
- В процессе проведения пайки необходимо регулярно вентилировать комнату и защищать руки термоизолированными перчатками.

Не следует касаться голыми руками тех участков трубы, которые были разогреты в процессе работы.
Читайте также: