
Как сделать трубу из латуни
Добавил пользователь Евгений Кузнецов Обновлено: 05.10.2024
На основании вышеперечисленного, латунь принято делить на два основных типа.
Двухкомпонентная
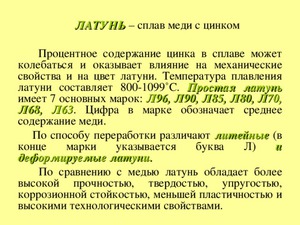
Ключевую лигирующую роль в сплаве играет цинк. Маркировка латуни в таких сплавах включает буквенное и цифровое, указывающее на процентное содержание меди обозначения: например, Л63.
Многокомпонентная латунь
Кроме основных составляющих, в таком сплаве присутствуют дополнительные добавки, призванные изменить цветовую гамму, или некоторые свойства материала. Чаще всего в качестве таких дополнений используют свинец, никель, алюминий, олово и марганец. В этом случае маркировка дополняется еще одним буквенно-цифровым обозначением, определяющим входящий в структуру компонент-усилитель и процент его содержания соответственно:ЛО63-3. Где Л-латунь, 63-ее процентное содержание, О-олово, 3- процент оловянного компонента. Оставшиеся 34% в этом случае приходятся на содержание цинка.
Обесцинкование латуни
Характеристики сплава доре
СВОЙСТВА ЛАТУНИ
Отвечая на вопрос, как расплавить латунь в домашних условиях, следует изучить свойства латуни:
Особенности латунных труб
Латунные трубы разделяют на несколько разновидностей. Они бывают общего назначения, волноводными, тонкостенными, узкоспециализированными и др. Вне зависимости от предназначения трубы из латуни обладают достоинствами:
- устойчивостью к коррозии. Латунные трубы устойчивы к коррозийным процессам даже при постоянном контакте с транспортируемыми жидкостями;
- прочностью. Трубы из латуни прочнее чем полипропиленовые изделия, а те из них, которые изготовлены из сплавов с большим содержанием цинка, по прочности превосходят даже медные трубы;
- малым весом. Для установки латунных труб не нужны усиленные крепёжные элементы;
- химической инертностью. Латунные трубы используют при транспортировке агрессивных веществ;
- доступной стоимостью. В отличие от медных труб — изделий со схожими эксплуатационными характеристиками, — латунные трубы стоят меньше.
Трубы из латуни представлены широким ассортиментом, их изготавливают с разной формой сечений. Из-за эластичности материала обрабатывать трубы — резать, развальцовывать и гнуть — можно самостоятельно. То же касается и монтажа труб. Для их соединения используют методы пайки и сварки либо фитинги.
ВЛИЯНИЕ ДРУГИХ МЕТАЛЛОВ НА ЛАТУНЬ
Действие, оказываемое лигирующими добавками, следующее:
Значительно повышает антикоррозийные свойства. Содержание олова делает сплав невосприимчивым к воздействию морской водой и пригодным к использованию в кораблестроении.
Марганец способствует повышению показателей невосприимчивости к механическим нагрузкам, а также оказываемому на латунь воздействию негативными условиями и прочности на разрыв.
Улучшает антифрикционные показатели и свариваемость. При этом понижается стоимость сплава и показатели твердости.
Снижает прочность, пластичность и упругость сплава. При этом, обработка на станках автоматических значительно облегчается.
Обеспечивает образование защитного покрытия, которое затормаживает развитие всяческих окислительных процессов.
Отдельно стоит акцентировать внимание на условия расплавления латуни. Неверно созданные условия могут спровоцировать утрату свойств сплава и значительно усложнить ход процесса.
Коррозионные свойства
Латуни обладают хорошей коррозионной стойкостью в атмосфере городской и сельской местности, а также в условиях морского климата. Латуни, содержащие менее 15 % Zn, по коррозионной стойкости близки к меди промышленной чистоты. Скорость коррозии латуней в атмосферных условиях не превышает 0,001мм/год.
Скорость коррозии латуней в пресной воде незначительна, и при температуре 20°С она составляет 0,0025—0,025 мм/год. По отношению к почве латуни обладают хорошей коррозионной стойкостью, к пищевым продуктам — нейтральны.
Под воздействием минеральных кислот (азотная, соляная) латуни интенсивно корродируют. Серная кислота действует на латуни значительно медленнее, однако в присутствии окислителей K2Cr2O7, Fe2(S04)3 скорость коррозии увеличивается на два порядка. Латуни весьма устойчивы в растворах щелочей (за исключением аммиака) и в концентрированных растворах нейтральных солей.
ЧТО НУЖНО ЗНАТЬ ПЕРЕД ПЛАВЛЕНИЕМ ЛАТУНИ
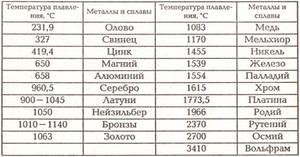
Температурные показатели плавления латуни составляют 880-950 градусов. Показатели могут меняться соответственно химическим составляющим сплава. Стоит учитывать, что температурная кривая плавления латуни может не совпадать с температурными показателями литья. Ярким примером являются свинцовые латуни. В данном случае температура плавления и литья варьирует в разнице 145-185 градусов. Ярким примером является сплав ЛС 59-1, когда температура плавления составляет 885 градусов, а показатели литья 1030-1080 градусов. Причем подобное расхождение касается именно многокомпонентных сплавов, у двухкомпонентных эти показатели совпадают.
Показатели удельной теплоемкости латуни составляют 380 ДЖ. Иначе говоря, чтобы произвести нагревание 380кг до 1 градуса, необходимо потратить 1ДЖ.
Расшифровка марки сплава ЛС59-1 и его характеристики

Расшифровывается марка ЛС59-1 следующим образом: ЛС — латунь свинцовая, в которой процентное соотношение меди составляет до 60%. Также сплав содержит железо, фосфор, сурьму, висмут. Латунный химический состав регламентируется ГОСТ 15527-2004. Соблюдение установленных стандартов позволяет производить качественный и прочный сплав ЛС59-1, имеющий следующие технические характеристики:
- Электро- и теплопроводность;
- устойчивость к истиранию и коррозийным процессам;
- антифрикционные качества;
- возможность обработки материала на резательных станках;
- удельное электросопротивление.
Несмотря на стойкость к деформациям и отличные эксплуатационные качества, латунь ЛС59-1 является хрупким материалом. Повышенное давление на металлоизделие может стать причиной надломов в местах изгибов или надрезов. Именно поэтому данный сплав не рекомендуется использовать для несущих конструкций и изделий, которые будут подвергаться сильным нагрузкам.
Стоимость латунного проката не высокая, что позволяет использовать его для производства различных конструкций и запчастей.
СПОСОБЫ ПЛАВЛЕНИЯ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
Плавление латуни в домашних условиях может происходить в нескольких вариантах, в зависимости от используемого оборудования.
Плавка латуни газовой горелкой
Установка горелки производится в вертикальном положении под тиглем. Тигель может быть как готовым, изготовленным из керамики, или графита, с допустимо выдерживаемой температурой в 1300 градусов, так и изготовленный в бытовых условиях из кремнезема, жидкого стекла, или шамотной крошки. Нагреваемую зону экранируют листом железа, или иным огнеупорным материалом. Для крепления изделия создается прочная подставка.
Формы для деталей изготавливают из:
- Гипса;
- Смеси цемента и тормозного компонента.
Плавка латуни в домашней печи
Чаще всего печи изготавливают из качественного огнеупорного кирпича. Нагревательный элемент создается из индукционных нагревательных приборов, представляющих собой керамические трубки с обмоткой из нихромовой проволоки. Температурные показатели таких нагревателей могут доходить до 1000 градусов и более. Электрическое питание должно быть не менее 25-30 кВТ.

Стандарты
КАК РАСПЛАВИТЬ ЛАТУНЬ В ДОМАШНИХ УСЛОВИЯХ: ПОШАГОВАЯ ИНСТРУКЦИЯ
Отвечая на вопрос: «как расплавить латунь в домашних условиях«, мы предлагаем вам ознакомиться со следующей инструкцией:
- Подготовка лома. Лом нарезается максимально маленькими кусками для ускорения процесса плавления. Подготовленный лом просушивают, чтобы избежать расплескивания.
- Формы устанавливаются на подставку, или выровненный песок и прогреваются.
- Тигель накаливается до приобретения желтого свечения. При достижении необходимой степени нагрева, производится загрузка латунного лома и присыпка его древесным углем мелкой фракции.
- Тигель загружается в печь. Температура постепенно поднимается до достижения 950 градусов. Перемешивание расплавленного материала запрещено. Это связано с возможностью образования окислительных процессов, увеличивающих процент отходов.
- После завершения плавления, с поверхности снимают окалину и шлак.
- Заполнение форм. Перелитый из тигля материал оставляют для схватывания.
Загрузка сплава большими порциями нежелательна. Для достижения наилучших результатов, плавление производится порциями по 30-50 грамм. Необходимо учесть, что розливу подлежит только полностью расплавленный материал. Поверхностная пленка должна быть удалена.
ПРИМЕНЕНИЕ В ПРОМЫШЛЕННОСТИ
- Ювелирные изделия. По внешнему виду и некоторым структурным характеристикам латунь имеет сходство с золотом. Именно поэтому она является тренировочным вариантом для ювелиров и популярным материалом у изготовителей бижутерии.
- Предметы декорирования мебели и интерьера.
- Томпак получил широкое применение в теплотехнической и химической аппаратуре при изготовлении змеевиков, трубок и сифонов.
- В изготовлении фитингов используют литьевые типы латуни.
- В качестве материала для часовых деталей и элементов крепежа.
- Сплавы усиленные устойчивыми к коррозии компонентами используются при изготовлении приборных корпусов, профилей и труб.
- Сплавы, хорошо поддающиеся деформациям, используют при производстве водопроводных развилок, смесителей разводных кранов.
Механические характеристики
Благодаря наличию свинца в составе латуни ЛС59-1 при обработке изделий из нее резанием образуется мелкая стружка, что позволяет выполнять такую обработку на высоких скоростях. Отличительной особенностью рассматриваемого сплава является и то, что свинец в его внутренней структуре составляет отдельную фазу. Это делает такой материал хорошо поддающимся и пластической деформации. Между тем, если сравнивать латунь марки ЛС59-1 с двухкомпонентными сплавами, то она значительно уступает им по своей пластичности, поэтому такой материал лучше обрабатывать резанием.
Ассортимент изделий, производимых из латуни ЛС59-1, включает:
- прутки с различным профилем поперечного сечения;
- листовой материал – полосы, листы, плиты;
- проволоку;
- профильный прокат;
- трубную продукцию.

Основные характеристики латуни марки Л59-1
Отличают латунь марки ЛС59-1 и хорошие антифрикционные характеристики, что позволяет использовать такой материл для изготовления изделий, эксплуатируемых в условиях повышенного трения. Из этого сплава, в частности, производятся подшипники скольжения, используемые для комплектации различных механизмов и машин. Кроме того, устойчивость к истиранию, которой отличается ЛС59-1, позволяет использовать эту латунь для изготовления направляющих станков различного назначения.

Технологические свойства сплава Л59-1
Поскольку латунь данной марки обладает многофазовой структурой, изделия из нее отличаются повышенной хрупкостью. Детали из ЛС59-1, на которых выполнены поверхностные надрезы, нельзя использовать в качестве несущих элементов, так как при значительном давлении они могут сломаться. Кроме того, повышенная хрупкость этой латуни приводит к тому, что при воздействии ударных нагрузок поверхность изделий из этого материала может покрываться трещинами, что не позволяет выполнять их обработку при помощи такой технологической операции, как ковка.
ТЕХНИКА БЕЗОПАСНОСТИ ВО ВРЕМЯ ПЛАВКИ ЛАТУНИ
Во время процесса плавки латуни в домашних условиях, или же на промышленных предприятиях, необходимо соблюдать меры осторожности.
- Выемка форм производится щипцами с длинными ручками.
- Рабочая одежда должна быть изготовлена из негорючих, или трудногорючих тканей и закрывать максимальную площадь.
- Лицо должно быть защищено цельнолитой маской, или очками и маской-забралом.
- Процесс литья производится при условии обеспечения качественной вентиляции.
- Окружающие поверхности необходимо изолировать при помощи негорючих покрытий. Самым популярным и доступным вариантом такого покрытия является асбест.
- Все манипуляции с расплавленным сплавом осуществляются над заранее подготовленным песком.
- Присутствие влаги не допустимо в связи с риском разбрызгивания расплавленного материала.

Время плавления сплава напрямую зависит от его состава, а конечный результат от соблюдения всех необходимых условий. По завершении процесса и полного остывания заготовки, ей придается надлежащий вид. Достигается это путем очистки и шлифовки.
Пруток
Как и бронза, латунь имеет довольно широкое применение в разных областях. Её используют в основном в автомобилестроении при изготовлении некоторых болтов и других деталей, для изготовления памятных знаков и наград, труб, гильз химической аппаратуры. Очень часто используется при создании предметов интерьера или отдельных элементов мебели.
Характеристики латуни
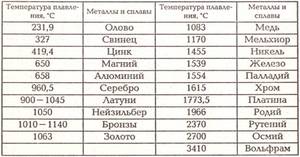
Изготовление изделий из этого сплава достигается преимущественно посредством литья. Поэтому очень важно знать, при какой температуре плавится латунь. Это сильно зависит от её химического состава, а конкретнее — от содержания в ней цинка, ведь чем больше этого металла, тем меньше требуется тепла для его расплавления. Если в латуни содержится значительное количество примесей висмута или свинца, это очень негативно влияет на её растекаемость, усложняя обработку изделий. Поэтому температура её плавления колеблется в пределах 880−950 градусов Цельсия.
Очень важно при изготовлении изделий из латуни покрывать их защитным слоем. Для этого можно использовать обычный лак. Несмотря на свою стойкость к коррозии, она очень подвержена процессам окисления на открытом воздухе. Многие незащищённые детали или предметы интерьера необходимо регулярно чистить, чтобы они не потемнели. Но сделать это легко, ведь латунь очень хорошо полируется.
Технические показатели сплава
Кроме температуры плавления, у латуни есть ещё несколько важных характеристик, благодаря которым она находит такое широкое применение в различных областях. Вот некоторые из них:
- Удельное электрическое сопротивление — в пределах 0,07−0,08 микроом на метр.
- Плотность — около 8,3−8,7 тонн на кубометр.
- Теплоёмкость — 0,377 килоджоулей на килограмм-Кельвин.
В зависимости от состава, латунь бывает:
- Двойной — сплав только с содержанием меди и цинка.
- Многокомпонентной — содержащей большое количество других металлов и примесей.
Марки латуни и области применения
От состава зависит марка латуни и область её применения. Например, томпак, принадлежащий к классу деформируемых латуней, в котором содержится больше 95% меди, может легко соединяться со сталью, образуя с ней биметалл. Используется такое соединение в изготовлении знаков отличия и различных предметов искусства и интерьера — статуэток, рамок, подсвечников.
Латуни марки ЛО используются для изготовления конденсаторных трубок, применяемых в разной теплотехнической аппаратуре, например, газовых котлах, автоклавах, сильфонах.
Марка ЛС используется при создании деталей часовых механизмов, переходных и соединительных втулок. Из неё также изготавливают полиграфические матрицы.
Латунь, имеющая маркировку ЛА или ЛЖМ (и её подвиды), также используется для постройки морских судов и самолётов, различных электрических машин и подшипников. Очень распространена в деталях для различной химической техники.
Плавка в домашних условиях
Сплав имеет довольно низкую по сравнению с другими металлами температуру расплавления, а потому возможна его обработка, изготовление и ремонт изделий даже дома. Для этого необходимо собрать специальное оборудование и иметь большую рабочую область, позволяющую соблюдать все меры безопасности, требующиеся при работе с раскалённым или расплавленным металлом.
Необходимые инструменты
Для плавки латуни в домашних условиях нужна печь. Собрать её можно из кирпича, обладающего достаточной огнеупорностью, соединив его таким же термостойким раствором. В качестве нагревательного элемента лучше всего использовать индукционные нагревательные элементы. Это керамические трубки, на которые намотана проволока из нихрома. Они могут разогреваться до больших температур (1000 градусов по Цельсию и больше) и пригодятся для работы с другими, более тугоплавкими металлами и сплавами.
Минимально требуемая мощность источника электричества, которое будет подаваться на нагрев должна быть около 25−30 киловатт. Он должен быть собран из достаточно качественных электротехнических деталей и иметь высокий показатель КПД.
Описание процесса

В тигель помещается сплав, желательно в виде кусков. Чем мельче они будут, тем легче пойдёт процесс расплавления, так как тепло от нагревательных элементов будет быстрее распределяться между ними. Тигель, при помощи щипцов, помещается в печь, и только после этого начинается её разогрев. Вынимать его из печи можно только после того, как весь объём помещённого в него металла переходит в полностью жидкую форму. Это операция производится с помощью тех же щипцов. Если на поверхности расплавленной латуни образовалась плёнка, её следует с помощью предварительно подготовленной проволоки убрать.
Для изготовления литых изделий из сплава следует использовать специальные формы, вырезанные из дерева или распечатанные на 3D-принтере из материала, более жаропрочного, чем жидкая латунь. Деревянные формы в большинстве своём одноразовые. Алгоритм действий прост: вынимаем тигль, снимаем плёнку, заливаем и ждём полного остывания.
Техника безопасности
Для проведения всех операций с металлами, разогреваемыми до очень высоких температур необходимо заботиться о своей безопасности и минимизации влияния процесса на здоровье. Следует помнить, из каких металлов состоит латунь, при какой температуре плавится конкретный образец и каким образом она достигается. Вот несколько советов:

- Используйте защитные перчатки, одежду из материалов, плохо поддающихся горению — шерсти, хлопка и других. Не стоит использовать одежду из синтетики, она может очень быстро загореться.
- Позаботьтесь о защите глаз и лица с помощью очков и масок, так как случайная капля расплавленного металла может стоить вам зрения или причинить серьёзный ожог коже лица.
- Литьё необходимо выполнять в месте с достаточной вентиляцией, так как в его процессе выделяются вещества, которые, приобретая достаточную концентрацию, могут нанести большой вред вашему здоровью.
- Для того чтобы свести к минимуму риски поджога или случайного воспламенения близлежащих предметов, можно застелить поверхность, на которой будет располагаться печь асбестовым листом. Опять же, не забывайте при этом о хорошей вентиляции.
Следуя таким правилам, вы сможете безопасно и эффективно выполнять действия с раскалёнными или расплавленными металлами, не опасаясь причинения вреда себе и окружающим.

Еще можно паять, выколачивать, штамповать.
Вот коническая трубка длинной 300 мм, толстый конец диаметром 8 мм, тонкий- 3 мм.
На стальной оправке сворачивается трубка из латуни толщиной 0.5 мм.

Подгоняем тщательно стык, совсем без зазора, тщательно флюсуем. Хорошо работает 209-й флюс, с водой проникает в любые зазоры. Можно сделать самому 2 части буры и 1 часть борной кислоты растворяем и обязательно доводим до кипения. Густота- очень жиденькая сметана. Чтобы при нагревании шов не раскрылся, обвязываем трубку тонкой стальной проволокой. Перед использованием проволока должна быть отожжена, тогда она не припаяется к основе. Мелкие кусочки припоя укладываются вдоль шва по влажному флюсу. Обязательно высушить! Иначе при закипании все припоинки разлетятся, мгновенно. Греем мягким пламенем, тогда припой идет в шов, а не не вбок. Чтобы согнуть трубку были сделаны ролики из дерева по принципу трубогибного станка- маленький ролик обегает большой и укладывает трубу. Такую тонкостенную трубку переменного диаметра плотно набить песком проблематично, поэтому я заполнил ее свинцом. После изгибания осторожно нагрел и вылил свинец. Обязательно начинать с толстого конца. При нагреве не с края получим бомбочку с жидким свинцом. После полировки шва не видно совсем, а после гальваники не видно и в лупу.
Можно делать и достаточно сложные, на первый взгляд, формы.





Из листового металла сворачиваем коническую трубу. Для начала делаем выкройку из бумаги, потом из тонкой меди, и наконец из латуни толщиной 0.5- 1.0 мм. На фото металл 0.5,
кроме нижней пластины на 2м фото, её толщина 2 мм. При пайке конуса выбираем место для шва с минимальной будущей деформацией. Готовый конус одеваем на шперак (маленькая ювелирная наковальня) или на подходящий по диаметру пруток зажатый в тиски.Не усердствуя, легкими ударами маленького молотка формируем деталь. Паяем донышко, обязательно привязав его стальной проволокой для полного прилегания. Остается выходить поверхность.
Нижнюю деталь делаем тоже из тонкого листа. Сворачиваем контур, привязываем проволокой к одной почти плоской, вырезанной чуть с запасом пластине. Припоинки кладем вдоль шва с внутренней стороны- меньше потом выхаживать. Паяем. Делаем маленькое отверстие на месте будущего окна, привязываем вторую щечку и паяем её. После обработки края шва практически не видно.
Если нужно изготовить сложную форму и нельзя использовать выколотку приходится делать штампик.
Гильошированную поверхность нельзя не только ударить, но и небрежно положить на твердую поверхность. Для такой работы приходится делать деревянные пуансон и матрицу, а под гильошированную поверхность подкладывать тонкую замшу.
И наконец знакомая штамповка.
Латунью называют сплавы, основой которых является цинк и медь. Процент содержания этих основных металлов в каждом конкретном сплаве может различаться. Например, цинка может быть от 20 до 60%. Кроме того, в сплав могут быть добавлены в небольших количествах и другие элементы.
Особенности сварочных работ со сплавами меди
Латунь часто сравнивают с бронзами. Ведь бронзы – это тоже сплавы, в которых присутствует медь, а в качестве второго основного компонента может выступать алюминий, кремний, свинец, бериллий и так далее.
Теплопроводность меди в 6 раз больше, чем железа. И поэтому технология сварки сплавов из меди имеет серьёзные отличия от технологии сварки стальных и железных изделий

Важно также отметить, что вещи из латуни или бронзы зачастую имеют декоративную ценность. А значит, при сварке нужно использовать тот режим, который позволит получить идеально гладкий шов и придать долговечность соединению.
Все сплавы с медью имеют определённые общие черты, но при этом у каждого из них есть и свои уникальные свойства. Например, особое значение для работы с латунью имеет тот факт, что в ней присутствует цинк.
Именно этот элемент из таблицы Менделеева делает сварку латуни столь непростой. Есть несколько трудностей, с которыми мастера сталкиваются при этом процессе:
- газы поглощаются расплавленным металлом (происходит окисление цинка и возникновение водородных пузырьков в сварном шве);
- на латуни при перегреве легко образуются поры и трещинки;
- из сплава начинает выгорать цинк, так как он имеет меньшую точку кипения, чем медь.
Чтобы бороться со всеми трудностями при сварке, используют защитную среду аргона. Применяют и другие виды сварок, не забывая о подготовке материала и строгом соблюдении технологии процесса.
Подготовка
Сегодня на практике при работе с бронзой и латунью применяют электродуговую, газопламенную и аргоновую сварку. Но вне зависимости от того, какая именно технология была выбрана, необходимо тщательно подготовить металлические поверхности, которые предполагается сваривать.
Для этого по краям заготовок следует вырезать специальные сварочные кромки, а будущее место шва отполировать до появления блеска с помощью наждачки и напильника.
На латунных поверхностях нередко образуются окислы, от которых тоже нужно избавиться. Это можно сделать, воспользовавшись раствором соляной или азотной кислоты. Причём такую очистку следует осуществлять строго перед началом сварочных работ.
Электродуговая

Для стандартной электродуговой сварки лучше всего использовать электроды из латунной проволоки (причём доля цинка в этой проволоке должна составлять 40%) с включениями алюминия, железа, свинца, марганца.
Через эти электроды при включении аппарата должен проходить постоянный электроток, обладающий прямой полярностью. В данном случае сварка проводится короткой дугой из положения снизу.
Дуга должна поддерживаться силой тока в 250 ампер для электродов длиною в 5 мм. В таком случае быстрота укладки шва может достигать 30 см в минуту.
По окончании основной операции сварочный шов следует дополнительно проковать и разогреть до температуры в диапазоне от 600 до 650 °C. Это придаст соединению большую прочность.
Газовая
Безусловно, варить поверхности изделий из латуни можно и газовым аппаратом. Но в этом случае работу надо осуществлять с максимальной скоростью. Если горелка будет двигаться медленно, то в шве будут образовываться поры – это опять же связано с особенностями плавления цинка. В конечном счёте, скорость работы должна быть равна примерно 25 см в минуту.
Сварку газовым аппаратом нужно выполнять без поперечных колебаний, иначе изделие из латуни начнёт расплавляться. Горелку специалисты советуют держать под прямым углом к поверхности изделия. А присадочную проволоку необходимо во время процесса располагать под углом примерно в 30 градусов к свариваемым кромкам.
В среде аргона
Сварка латуни аргоном – самый качественный и популярный вариант на сегодня. Причём это справедливо не только для латуни, но и для иных медных сплавов.
Данный метод представляет собой ту же дуговую сварку, но в среде инертного газа аргона. И здесь возможно применение как плавящихся, так и неплавящихся электродов.
В качестве материала для неплавящихся электродов, как правило, используется вольфрам. А хорошим присадочным материалом в большинстве случаев могут стать бронзовые прутки марки БрКМц-3-1.
Однако если сплав латуни очень сложен, то следует использовать присадочную проволоку из того же материала, что и само обрабатываемое металлическое изделие.
Сварка бронзы или латуни аргоновым аппаратом выполняется в один слой. И при этом варить нужно не цельным швом, а небольшими отдельными участками (валиками).
Здесь нужна точность и аккуратность, потому что достаточно велика вероятность прожога. В частности, из-за этого сварка латуни аргоном проводится посредством длинной дуги. И мастер должен постепенно снижать силу тока в зонах сваривания, чтобы добиться нормального результата.
В связи с описанными выше особенностями технологии применять аргоновую сварку лучше всего на изделиях толщиной более 5 миллиметров.
В домашних условиях

Дома проще всего воспользоваться имеющейся в наличии или позаимствованной у кого-то паяльной лампой и оловянным припоем. А в качестве флюса, то есть материала, отделяющего зону сварки от атмосферного воздуха, можно использовать дешёвый и доступный борат натрия. Иногда для пайки латуни готовят специальные припои из меди и серебра.
Если предстоит сварка латуни в бытовых домашних условиях электродуговым методом, нужно подумать о средствах защиты и строгих мерах предосторожности. Пары цинка представляют действительно серьёзную опасность для здоровья людей – они ядовиты.
Следовательно, производить сваривание латуни обязательно нужно в защитной маске, перчатках и респираторе. По этой же причине данный процесс лучше выполнять на улице или в помещениях с достаточно мощными вытяжками.
Не слишком опытным мастерам будет полезен дополнительный совет. Сначала желательно потренироваться на ненужном куске латуни подходящих размеров. Только набив руку и установив правильные настройки аппарата, можно браться за настоящую работу.
Тем, кто хочет быстро соединить два металлических объекта, стоит знать о том, что такое холодная сварка. Хотя это название не совсем корректное. Условно говоря, удар кувалдой по двум металлическим пластинам, в результате которого можно получить единое изделие (и именно так поступали в древности) тоже можно считать холодной сваркой.
Но в наши дни так называют соединение двух металлических частей благодаря специальным составам, а также сами эти составы. Их можно купить практически в любом специализированном магазине, они позволяют соединять, ремонтировать и герметизировать изделия из латуни и бронзы.
Способ применения крайне прост: нужно размешать состав холодной сварки, пока не получится однородная масса. Потом следует нанести эту смесь на обе поверхности, которые необходимо соединить, и плотно прижать их друг к другу на несколько секунд.
Фактически холодная сварка – это клей для металлов, и иногда такой клей действительно способен решить соответствующие проблемы в домашних условиях. С другой стороны, бывают ситуации, когда без настоящей сварки не обойтись.
Читайте также: