
Как сделать из круглой трубы квадратную
Добавил пользователь Евгений Кузнецов Обновлено: 18.09.2024
При проведении работ по монтажу газовых или водопроводных магистралей часто возникает необходимость в изменении направления линии, при этом трубопровод обрезается и затем сваривается под нужным углом. Чаще всего направление меняется на 90 градусов, при этом встает вопрос — как отрезать трубу под 45 градусов, чтобы точно соединить стыки при сваривании.

Рис.1 Как режут трубу под углом 45 градусов
Резка под 45 градусов
Обычно, для того, чтобы повернуть трубу на 45 градусов используют фитинги, отводы с углом поворота 45 градусов, выполненных из того же материала, что сами трубы, если трубы стальные, то и повороты привариваются из стали. Для ПНД труб существуют электросварные или литые отводы под 45 градусов (заметим, что компрессионных фитингов с таким углом поворота в России найти практически невозможно).
Но, если все же нужно отрезать трубу круглого сечения из стали или различного вида пластмасс, то для этого понадобится лекало для резки труб под углом, форма которого рассчитывается ручным или машинным способом. Задача существенно упрощается, если под углом сорок пять градусов необходимо отрезать металлический профиль квадратного сечения.
Для обрезки на скорую руку можно воспользоваться обычным листом бумаги, сложенным по диагонали, с помощью которого размечают поверхность для будущего реза. Применяя сложенную бумагу, поступают следующим:
- проводят на прямой поверхности профиля в месте, где выполняется рез, строго перпендикулярную линию;
- прикладывают сложенный по диагонали лист бумаги к боковой поверхности острым концом к линии таким образом, чтобы верхний край бумажного треугольника находился заподлицо с верхней стороной металлического профиля.

Рис. 2 Самодельный шаблон для резки трубы под 45 градусов
- проводят карандашом линию по боковой части листа под углом 45 градусов, после чего бумажный угол прикладывают к другой боковой стороне и обводят его карандашом (лучше воспользоваться тонким маркером).
Для отпиливания можно использовать болгарку с диском по металлу, проводя в начале тонкую линию по разметке, после чего постепенно ее углубляя до полного отделения кромок.
При работе с болгаркой необходимо учитывать следующий фактор — при полном обрезании кромок диск может быть поврежден об острый угол, что приведет к его выходу из строя, а при отсутствии защиты на болгарке даже к травмам работника. Поэтому угловые кромки желательно не обрезать до конца, а оставлять узкую канавку и затем обламывать, зашлифовывая впоследствии выступ.
Изготовление шаблона для обрезки металлопрофиля
Если необходима нарезка большого количества труб, можно сделать шаблон из металлопрофиля большего диаметра по бумажному листу приведенным выше способом. Угол наклона проверяют транспортиром или строительным угольником — в этом случае две кромки обрезанных деталей шаблона соединяют.
При работе на разрезаемую деталь в нужном месте одевается шаблон и плотно прижимается, разметка наносится остро заточенной чертилкой при обводке шаблонного контура. Деталь обрезается в несколько заходов с постепенным углублением канавки.

Рис. 3 Отрезание металлопрофиля с помощью стусла
Стусло для резки труб своими руками
Использование шаблона не слишком удобно — приходится совершать рез по линии, держа болгарку на весу, что приводит к большим погрешностям. При наличии сварочного аппарата можно сделать простое стусло — направляющие для диска болгарки, не дающие ему уходить в сторону.
Для этого используют сделанный ранее шаблон, в боковой части которого просверливают отверстие и приваривают гайку. При работе самодельное стусло надевают на профиль, в его гайку вкручивают болт и прижимают устройство к профильной поверхности. Болгаркой с диском по металлу проводят рез, слегка прижимая диск к боковой поверхности устройства. Понятно, что при длительной работе края в стусле постепенно стачиваются, и хотя процесс происходит одновременно на всех кромках, с течением времени появятся некоторые погрешности. Поэтому устройство лучше сделать из твердого износоустойчивого металла, чтобы увеличить срок его службы и получить более точный инструмент.

Рис.4 Пример выполнения реза под углом 90 градусов
Резка под 90 градусов
Чтобы поперек ровно отрезать круглый трубопровод или металлопрофиль прямоугольного сечения, используют лист обычной бумаги. Им оборачивают заготовку таким образом, чтобы кромки бумажного листа совпали, после чего его фиксируют на детали с помощью скотча или клея. Болгаркой проводят рядом с кромкой бумажного листа тонкую линию, после чего ее постепенно углубляют до полного вырезания.
Металлопрофиль или круглую трубу можно распилить при помощи шаблона, надев на них ровно обрезанный элемент с большим внутренним диаметром.
Воротниковая врезка
Чтоб получить ответвления металлических трубопроводных линий в виде тройников, применяется воротниковая врезка, для которой необходимо вырезать кромку круглой трубы, примыкающей к стенкам другой под прямым углом. Для реализации способа поступают следующим образом:
- обрезают кромки заготовки под прямым углом приведенным ранее способом.
- На круглой торцевой поверхности маркером отмечают четыре равноудаленные точки, расположенные под углами 90 и 180 градусов друг к другу.
- Производят измерение размера окружности, полученный диаметр делят на 3. От двух диаметрально расположенных точек откладывают полученное расстояние, после чего эти точки соединяют с двумя другими плавной дугой, проводя линию маркером.

Рис.5 Пример воротникового разреза трубы
- По разметке проводят рез болгаркой и отделяют полукруглые сегменты, после чего деталь готова к сварке. При малых неточностях в сопряжении ее можно уплотнить кувалдой, приставив к круглой поверхности другого элемента.
Приемы резки труб под углом круглого сечения
Круглые трубы разных диаметров обрезаются под углом при изменении направления трубопровода, при этом следует учитывать, что прямой срез под нужным углом в отличие от прямоугольного сечения не приведет к плотному соединению кромок. Поэтому применяются специальные лекала, в которых размечаемая кромка имеет криволинейную форму, позволяющую получить высокую плотность соединения.
Бумажное лекало для трубы
Одним из распространенных способов, как сделать для труб с круглой поверхностью лекало, является метод, для которого понадобится расчерченный лист бумаги, линейка и карандаш. Для получения бумажного лекала поступают следующим способом:
- Чертят на бумажном листе окружность с диаметром обрезаемой трубы, разбивают круг на 16 равных сегментов, каждый раз деля большие отрезки на два одинаковых.

Рис. 6 Как разрезать трубу под 45 градусов – лекало из бумаги
- Измеряют длину окружности, умножив ее диаметр на число Пи, равное 3,14.Откладывают этот размер по обе стороны от оси окружности равными отрезками, каждый из которых делят на 8 равноразмерных частей.
- Проводят от отрезков на прямой вертикальные линии вверх и горизонтальные от точек, поставленных на круге.
- Места их пересечения соединяют плавной линией и в итоге получают нанесенный на бумагу шаблон, который вырезают и приклеивают к обрезаемой поверхности. Для обрезки лучше использовать болгарку с диском малого диаметра — поверхность будет криволинейной и при использовании большого диска вырастет погрешность.
Используемые инструменты
Существует несколько способов, как резать трубу, для этого применяют строительный и промышленный инструмент для обработки металла. Из всех видов только болгарка позволяет получить криволинейные поверхности без дальнейшей обработки с наиболее близким расположением кромок.
Для индивидуального использования
Для резки стальных труб в домашнем хозяйстве используется следующий инструмент:
Ручные труборезы. Позволяют обрезать круглые детали с получением ровного прямого угла среза за счет режущих кромок роликов. Существует несколько разновидностей изделий подобного вида, состоящих из единичных роликов или их ряда, закрепленных на цепи. В быту подобные устройства встречаются довольно редко и более подходят для профессионального выполнения работ.
Болгарка. Является универсальным инструментом для проведения обрезки любых металлических деталей с разными углами, для работы используются специальные диски по металлу, которые в процессе эксплуатации довольно быстро стачиваются. Благодаря этому можно точно вырезать кривую линию диском малого диаметра.

Рис. 7 Индивидуальный инструмент для резки труб
Газовая горелка. Быстрый и эффективный метод перерезания металлических поверхностей раскаленной струей пламени, к недостаткам можно отнести оплавленные кромки, которые осложняют дальнейшее сваривание. Газовой горелкой сложно резать изделие по бумажному шаблону, который сгорит, а если расчерчена линия, то в струе пламени она практически не будет видна.
Электрические труборезы. Для работы с трубопроводами малых диаметров можно использовать компактные электрические труборезы, по принципу работы напоминающие болгарку. Приспособление называют роликовым станком, при работе деталь устанавливается на станину и поворачивается на роликовых направляющих, сверху его поверхность прорезается электрическим устройством. Основное отличие трубореза заключается в металлическом диске, имеющем специальное долговечное напыление для резки металла.
Для промышленного использования
В промышленности для транспортировки жидкостей и газов используются трубопроводы большого диаметра, поэтому агрегаты для резки труб имеют большой вес и габаритные размеры. Встречаются там и ручные труборезы роторного и хомутного принципа действия. В первом случае происходит вращение режущих роликов по круглой поверхности при помощи переставляемой ручки, во втором варианте прорезание осуществляется дугообразными пластинами, которые при вращении постепенно сдвигаются.

Рис. 8 Промышленные приспособления для резки трубы
Как отрезать трубу под 45 градусов большого диаметра
Обрезать крупногабаритное изделие в бытовых условиях лучше при помощи большой болгарки или газовой горелки — стенки при больших диаметрах обычно толстые. Резку лучше выполнять сегментами, оставляя узкие переходы, которые удаляются в конце.
Как отрезать чугунную трубу
Основное отличие чугуна от обычной стали — высокая хрупкость и большая толщина стенок, его точную обрезку необходимо выполнять в следующей последовательности:
- Прочерчивается по шаблону угол разметочный с помощью чертилки, для
опоры под деталь подкладывают деревянный щит или доску.
- Выполняют болгаркой неглубокий пропил поверхности по всему периметру.
- Далее канавку углубляют за несколько проходов до полного отделения двух частей.
Несколько советов по резке труб
Иногда в домашнем хозяйстве требуется выполнить резку для соединения трубопровода под различными углами или вдоль оси. Основным инструментом для выполнения этих работ является универсальная болгарка и диски по металлу.

Рис. 9 Продольная резка трубопровода
Выполнение продольного разреза
Чтобы качественно выполнить ровный продольный разрез, можно воспользоваться несложным приспособлением в виде металлического уголка. Его надежно фиксируют на ровной деревянной поверхности шурупами и прижимают к нему трубу тяжелым грузом. Углошлифовальной машинкой делают продольный разрез трубного верха, слегка опирая диск о поверхность уголка.
Уголок можно прикрепить к трубе струбцинами и сделать прорезь по верхней стенке уголка аналогичным способом.
Косой разрез
При изменении направления трубопровода на угол, больший 90 градусов, ручные способы изготовления шаблонов становятся слишком сложными. На помощь может прийти применение специальной программы расчета и создания лекал на компьютере для любых углов. Метод хорош тем, что имеет высокую точность создания бумажных шаблонов и легко реализуется при наличии принтера.
Для получения бумажного лекала в программу вводятся необходимые данные об углах изгиба и трубном диаметре, после чего получают шаблон, который распечатывают на принтере в натуральную величину. Остается только его вырезать, наклеить на обрезаемый элемент и разметить его контур.
Дальнейшая резка производится с помощью болгарки стандартным способом. Важным преимуществом машинных шаблонов является возможность их нарезать в неограниченном количестве с одинаковой точностью.

Рис. 10 Пример программы расчета
Для качественного соединения цилиндрических элементов трубопроводов требуется их точная обрезка под углами 45 и 90 градусов. Для выполнения этих работ используются специальные лекала, форма изгибов которых рассчитывается ручным способом или построена компьютером. Они вырезаются на бумаге и наклеиваются на трубную поверхность, затем элемент режут по бумажному контуру болгаркой с малым диском. Таким образом, удается получить высокоточное угловое соединение с максимально приближенными кромками.
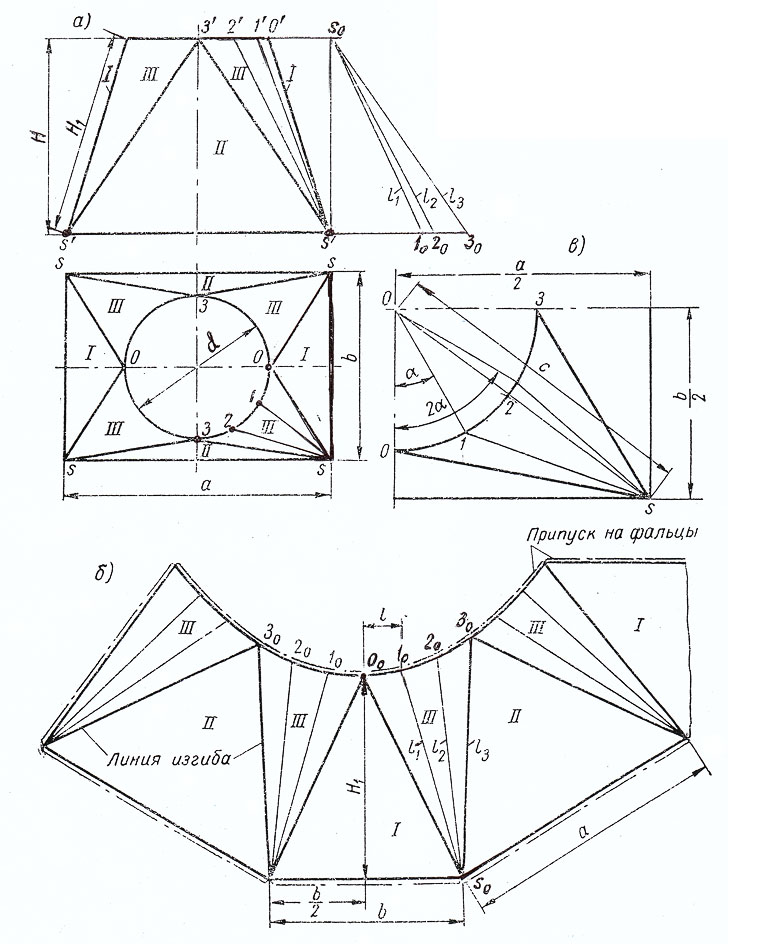
Для перехода, изображенного на рис. 1, заданными величинами являются: диаметр отверстия d, стороны основания a и b, высота Н.
Вычертив горизонтальные проекции верхнего и нижнего оснований, т.е. круга и прямоугольника, соединяют вершины прямоугольника с точками 0 и 3 окружности, затем строят фронтальную проекцию перехода.
Боковая поверхность такого перехода является комбинированной поверхностью: она состоит из четырех плоских треугольников, отмеченных на рис.1,а цифрами I и II, и из четырех конических участков, обозначенных цифрой III. Вершины этих четырех равных конических поверхностей лежат в вершинах прямоугольника (точки s), а их основания совпадают с окружностью верхнего основания перехода.
На рис. 1, б построение развертки перехода начато с построения треугольника I по стороне b и высоте H1, равной отрезку s’О’ (рис.1, а). К нему с обеих сторон пристроены развертки смежных с ним и касательных к нему конических поверхностей III.
Натуральные длины образующих S010, S020, S030 определены на рис. 1,а способом прямоугольного треугольника и соответственно равны S010, S020, S030. Длина стороны l принята равной длине хорды одного деления основания. Дальнейшее построение развертки ясно из чертежа.
Погрешность при замене дуги хордой для соответствующего числа делений составит для угла α = 30º ~ 1% (при числе делений 3), а при числе делений, равном четырем (α = 22,5º), ~ 0,56%. (Здесь не учитываются погрешности, связанные с графическим построением развертки).
Аналитический расчет
Натуральные длины образующих могут быть рассчитаны по формуле
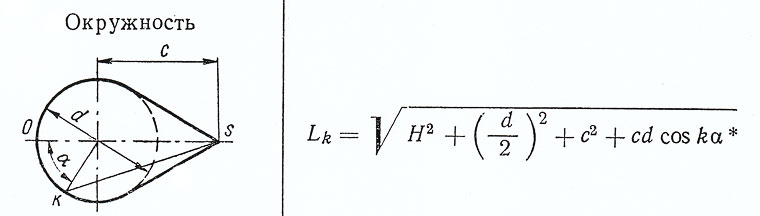
Формула 1
где
- Lk — натуральная длина соответствующей образующей;
- kα — угол, определяющий положение проекции образующей;
- α = 180º/n при делении половины основания окружности на n равных частей.
Для этого нужно предварительно определить величину с.
Из рисунка 1, видно, что:
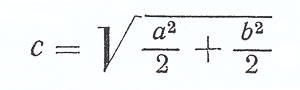
Формула 2
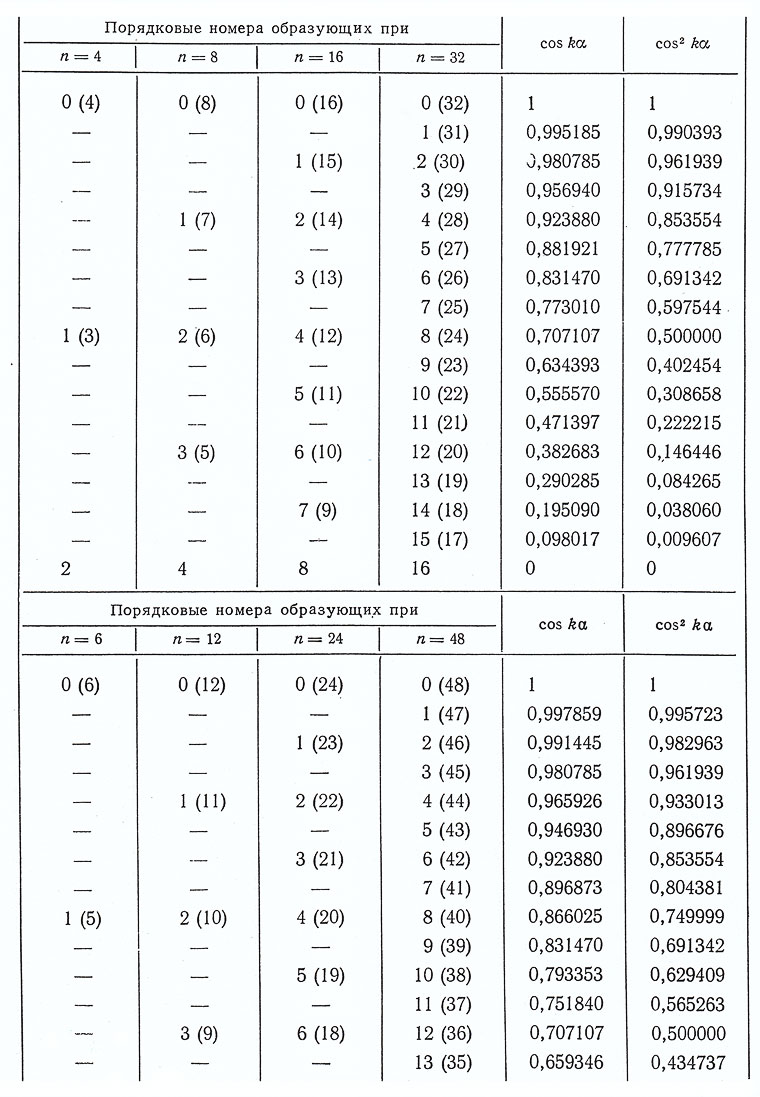
Затем, деления окружности основания перехода нужно занумеровать: поставить цифру 0 у горизонтальной проекции наибольшей образующей и от неё начать отсчет углов kα.
Величину cos kα для соответствующего деления можно определить по таблице.
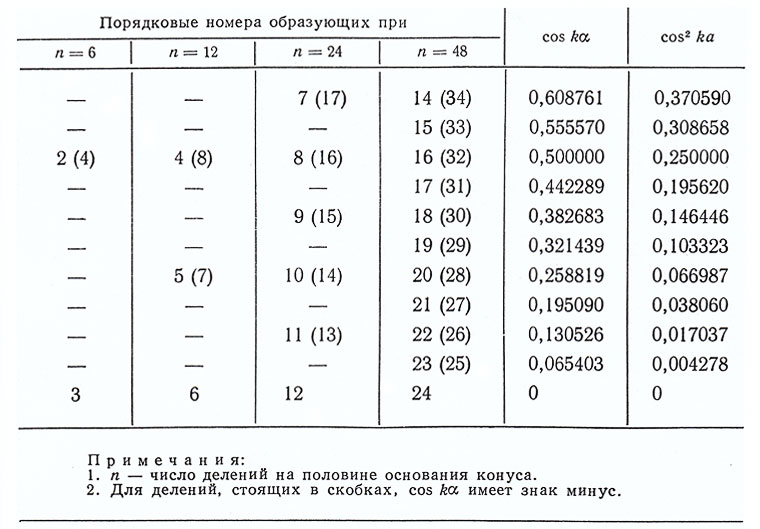
Косой переход с квадратного на круглое сечение
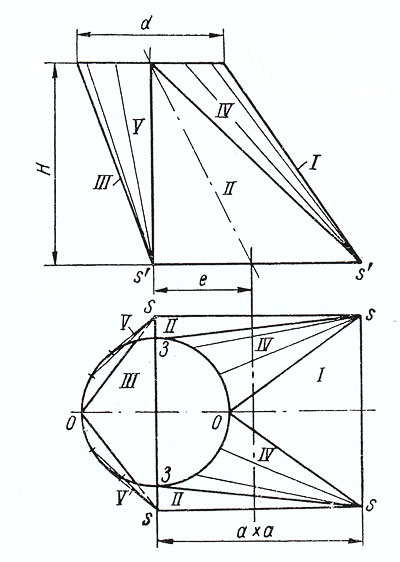
Рисунок 2
Для его изготовления кроме размеров H, d и a, нужно задать размер e (смещение центров верхнего и нижнего оснований). Как и в предыдущем случае, соединив точки s с точками 0 и 3 окружности, разбивают боковую поверхность перехода на четыре конические поверхности, обозначенные цифрами IV и V, и четыре треугольника, обозначенных I, II, III и касательных к коническим поверхностям.
Построение развертки аналогично предыдущей и на чертеже не показано. Разница состоит лишь в том, что развертки конических элементов IV и V будут в этом случае неодинаковы, и для треугольников мы тоже будем иметь три разные формы.
Косой переход с квадратного на круглое сечение
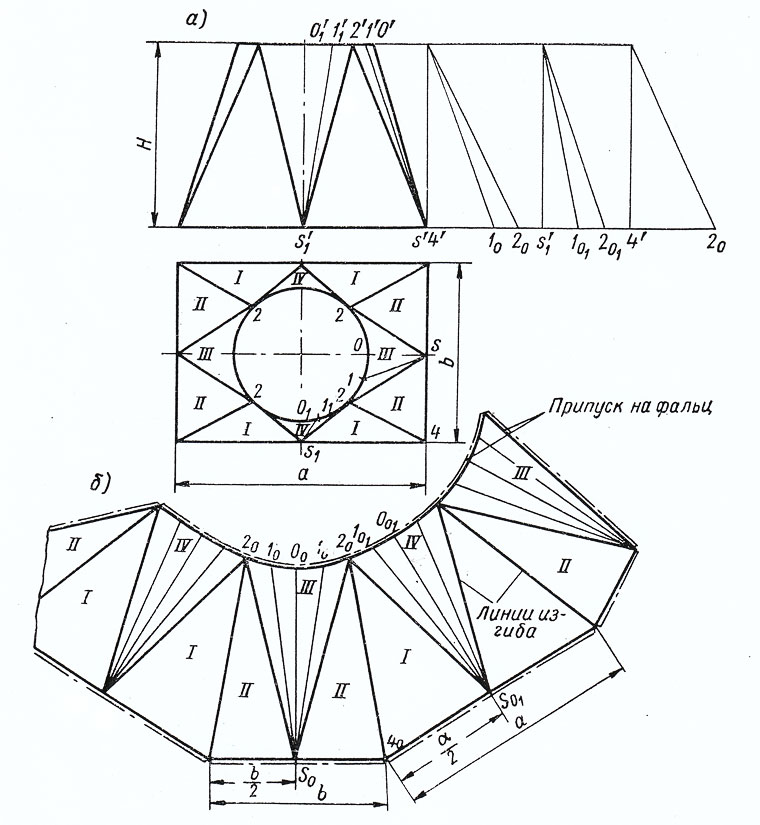
Рисунок 3
Боковая поверхность перехода на рис.3 разбита иначе, чем у переходов, показанных на рис. 1 и 2. Середины сторон основания a и b (точки s и s1) соединены с точками 2 окружности.
В результате этого построения боковая поверхность перехода будет состоять из восьми треугольников I и II касательных к четырём коническим поверхностям III и IV. Построение этой развертки ясно из рис.3, б. Оно аналогично предыдущим, но требует большего числа построений.

Всем привет. В данном бж я Вам расскажу как я сделал печку для своего гаража на подобие булерьяна из профильной трубы без трубогиба, с принудительным наддувом воздуха.
Стояла у меня дровожорка из обычного автомобильного газового баллона, которая была сделана мною в далеком 2014 году, когда мои познания о сварке и о работе с металлом еще только начинались.


Старая печь можно сказать что устраивала, но выглядила не презентабельно)) Захотелось чего то нового, долго думал что делать, как делать, из чего делать, планировал, рассчитывал. Сначала хотел сделать самый обычный булерьян из круглой трубы. Искал людей кто сможет согнуть трубу 76 с толщиной стенки как минимум 3 мм, а лучше 4 мм, но идея не увенчалась успехом, Стал думать в сторону профильной трубы. Трубогиб на профильную трубу проще найти, но идея с трубогибом практически сразу отпала, так как родилась другая идея, которая меня дико воодушевила)))
Ну чтож, приступим!
Для начала купил профильную трубу 60х60х4, цена одного метра была что то в районе 320-330 рублей, купил 12 метров (израсходовал 10 метров). Привез все это в гараж и начал ваять. Изначально размер топки рассчитывал шириной мм 400 и в длину не менее 600 мм
Первые заготовки

Сделал первые пару труб, размеров честно говоря не помню, делалось все на бум, отталкивался только он внутренних размеров топки. Потихоньку начинают вырисовываться размеры печки) погнали дальше, резать варить остальные трубы. Всего нам понадобиться 10 таких труб, располагая их в шахматном порядке, получится длина топки 600 мм


Вот и готовы 10 труб, почти… На данном этапе я уже за…лся их резать, гнуть, подгонять чтобы все были одинаково согнуты и одного размера)) Дальше надо обрезать под углом верхнюю часть труб, чтобы в итоге получилась ровная плоскость, и нижнюю часть для забора воздуха, когда все это соберется в печь, там все поймете))


Вот наконец то все трубы и готовы, на всё это ушло 3 полных рабочих дня. Теперь можно собирать печь
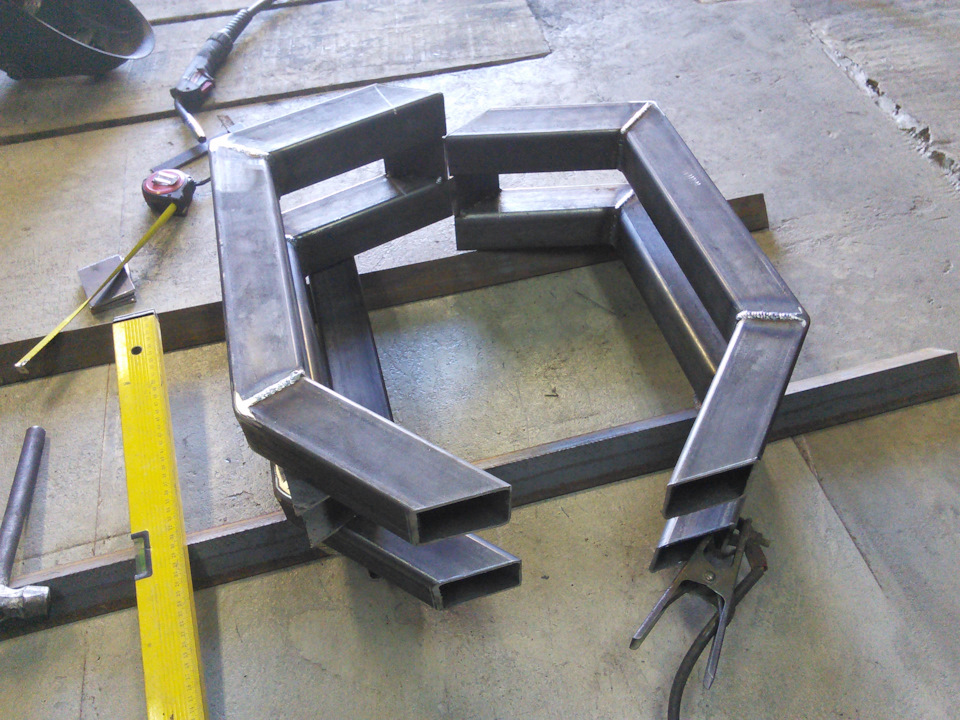
На самом деле начать сборку было достаточно тяжело, учитывая что трубы тоже далеко не идеально согнуты и сварены.



Нижние квадратные косынки между трубами из 4 мм, верхний лист металла между трубами 3 мм. Верхний лист толще не стал делать из размышлений — прогореть он там не прогорит, там не будет такой огромной температуры как в нижней части топки, а прогреваться и отдавать тепло он будет гораздо быстрее чем лист большей толщины

Вот и собралась печка, я честно говоря первое время был немного в шоке от полученных габаритов это печи)) Теперь все это надо обварить и зачистить.

Во время производства не тяжелых металлоконструкций широко применяется профильная труба. Из нее создают металлокаркасы для козырьков, ограждений, навесов, теплиц, малых архитектурных форм, включая беседки, скамейки и так далее. При изготовлении конструкций нередко проводится сварка профильной трубы. Полезно будет узнать особенности выполнения этого процесса. Рассмотрим основы и способы сварки профтруб, применяемые электроды, нюансы приваривания под углом 90°, без прожога и соединения с круглым столбом.
Основы сварки профтруб
Профилированные трубы производятся со стенками разной толщины. При этом работать сложнее всего с тонкостенным металлопрокатом. Для качественного выполнения сварочного процесса нужно обладать знаниями и опытом. Поэтому необходимо разобраться, как проводится сварка тонкостенных труб. Во время этого процесса:
- используется ток 10-60 А;
- применяются электроды диаметром 0,5-2 мм;
- осуществляется только один проход электродом по месту соединения деталей.
Скорость сварки влияет на качество шва. Процесс нужно успеть завершить до того, как остынут кромки двух соединяемых заготовок.
Для качественного выполнения соединений также нужно знать, как правильно варить профильную трубу независимо от толщины стенок. При проведении таких сварочных работ необходимо учитывать, что во время процесса металл расплавляется и нередко заполняет или даже полностью перекрывает внутреннее пространство трубопроката. Если нужно сохранить пустотелость профтруб, требуется следить, чтобы капли не попадали во внутренние полости свариваемых деталей.
Кроме того, профилированные трубы при воздействии высокой температуры больше деформируются по сравнению с круглым аналогичным прокатом. Нужно также следить за правильным формированием валика шва и равномерно прогревать металл во время выполнения торцевых соединений для предотвращения появления в углах большого напряжения.
Способы сварки
Профессионалы хорошо знают, как варить профильную трубу разными методами. Поэтому они быстро и качественно выполняют поставленные задачи.
Сварка ручным дуговым способом
Этот метод часто используют специалисты. Данный способ прост в исполнении. Он позволяет получить качественный шов при использовании доступного оборудования.
Для выполнения процесса специалисты используют инверторный или трансформаторный сварочный аппарат. Для повышения удобства проведения работ дополнительно могут применяться разные приспособления. Одними из них являются магнитные угольники. С их помощью удобнее сваривать трубные заготовки под нужным углом.
Нередко специалисты также используют центраторы. С их помощью удается быстро совместить оси деталей, когда они соединяются торцами. Применяются внешние и внутренние центраторы. Одной из разновидностей являются струбцины, позволяющие жестко закрепить изделия на ровной поверхности.
Ручная дуговая сварка используется для соединения профилированных трубных деталей с разными размерами сечения и толщиной стенок. Если профтрубы изготовлены из металла толще 4 мм, тогда их торцы предварительно зачищают, а потом обезжиривают.
Кроме того, необходимо еще знать, какими электродами варить профильную трубу, чтобы получить прочное соединение. Если толщина стенок не превышает 4 мм, тогда применяют стержни, у которых диаметр составляет от 2 до 3 мм. При этом сила тока на сварочном аппарате устанавливается в пределах от 50 А до 60 А.
Важно! Во время сварки тонкостенных профтруб не нужно предварительно формировать кромки. При этом необходимо соблюдать минимальный зазор между деталями. Сварочные процессы с помощью ручного дугового метода осуществляются вертикально, горизонтально и даже в нижнем положении.

Электродуговой сварочный процесс в защитном газе
Соединение профтрубы таким способом выполняется при использовании неплавящихся электродов. Метод применяется для сварки тонкостенных деталей, которые предварительно очищаются и обезжириваются.
Для правильного выполнения процесса нужно тоже знать, какими электродами варить профильную трубу 2 мм. При соединении такого проката применяют вольфрамовые прутки. Их диаметр должен быть 1 мм. Если же у металлопроката толщина стенки превышает 2 мм, тогда используют электроды, у которых размер сечения составляет 1,6 мм.
Правильно выбирать также нужно диаметр сварочной проволоки. Эта ее характеристика тоже зависит от толщины металла. Если она составляет 1 мм, тогда применяют проволоку диаметром от 1 мм до 1,5 мм. Когда толщина стенки профтрубы равна 2 мм – используют проволоку, у которой размер сечения составляет от 2 мм до 2,5 мм.
При выполнении самого процесса профессионалы удерживают электрод на минимальном расстоянии от места сварки. Это позволяет создать максимально короткую дугу, что улучшает проваривание и повышает качество сварного соединения. Электрод перемещают только в направлении шва. При этом не совершают поперечных движений.
Важно! Подача присадочного материала выполняется плавно. В противном случае происходит разбрызгивание. При этом максимальное количество расходуемого газа должно составлять 12 л/мин.
Важно также правильно устанавливать силу тока, когда выполняется электродуговая сварка профиля в защитном газе. Ее величина должна составлять 50-120 А. На выбор значения влияет толщина металла.
При выполнении электродугового сварочного процесса в защитном газе специалисты используют:
- блок и трансформаторный или инверторный источник питания;
- газовую горелку;
- баллон с газом;
- специальные резиновые шланги;
- редуктор.
При завершении электродугового сварочного процесса сначала уменьшают напряжение. При этом газ перекрывают не сразу, а только по истечении 15 секунд после отключения тока.

Газовая сварка
При использовании этого способа сварочных работ сначала выполняют нагрев места, где соединяются два отрезка трубы. Потом в эту рабочую зону осуществляют подачу присадочного материала. В результате происходит его расплавление и заполнение зазора.
Газовая сварка профтрубы может выполняться правым или левым способом. Во время реализации первого варианта присадочный материал перемещается за газовой горелкой. Данная техника отличается тем, что место соединения хорошо прогревается. При этом сварщику ничто не закрывает обзор. Он хорошо видит рабочую зону. Поэтому удается снизить расход газа и увеличить производительность. Технология в основном применяется при сваривании профтруб со стенками толщиной более 5 мм.
Вторая разновидность техники используется, когда осуществляется сварка тонкостенного металлопроката. Левый способ отличается тем, что присадочная проволока перемещается впереди газовой горелки.
Сварка инвертором
Этот вид работ представляет собой дуговую сварку при использовании специального аппарата. Он применяется в быту и производственных цехах. Оборудование отличается невысокой ценой, небольшими размерами и незначительной массой. Каждый сварщик должен знать, как правильно варить профильную трубу инвертором.
Видео описание
О технологии сварки постоянным током рассказано в видео:
Инвертор позволяет выполнять сварку труб с разной толщиной стенок. Оборудование идеально подходит для начинающих сварщиков. Ведь такие современные аппараты имеют импульсный режим работы.
Когда осуществляется сварка профильной трубы 2 мм инвертором, сила тока устанавливается в диапазоне от 50 А до 60 А. Если соединяется толстостенный прокат, тогда мастера увеличивают электроток.
При контакте электрода возникает электрическая дуга. В работе используются прутки с покрытием. Оно начинает гореть при возбуждении дуги. В результате происходит расплавление покрытия. Одна его часть перемещается на расплавленный металл, а другая – переходит в газовое состояние. Поэтому рабочая зона не контактирует с воздухом.
Сварка с помощью инвертора предотвращает залипание электродного прутка. При этом процесс выполняется при стабильной дуге, так как применяемое оборудование является источником постоянного тока. Поэтому получается высококачественный сварной шов.
Распространенные электроды для сварки профтрубы
При производстве профильной трубы часто используют низколегированную или углеродистую сталь. Такой металлопрокат сваривается с помощью следующих электродов:
- АНО-4 – популярная марка электродных стержней. Это универсальный расходный материал, который не требует предварительной прокалки. Эта разновидность электродов применяется со сварочными аппаратами разного типа.
- ОЗС-12 – стержни предназначены для получения высококачественного шва. Однако недостатком является низкая стойкость к влаге.
- УОНИ-13/55 – эти стержни использует большое количество профессионалов.
- МР-3С – данные электроды применяются, когда нужно повысить качественные свойства сварных швов.
Видео описание
Об электродных стержнях рассказано в видеоматериале:

Особенности сварки профильного трубного проката под углом 90°
Качественно соединить под прямым углом две детали из трубопроката удастся только специалисту. Ведь он имеет опыт и знает всю технологию, как сварить профильную трубу под 90 градусов. Сам процесс профессионал выполняет в следующей последовательности:
- обе трубы обрезаются в соответствии с расчетными размерами;
- для проведения работ выбирается и подготавливается ровная поверхность;
- прямой угол между двумя деталями фиксируется с помощью магнитных угольников или косынок;
- выполняется с помощью сварки черновое соединение;
- проверяется прямой угол между двумя трубами;
- осуществляется окончательная сварка металлопроката.
Видео описание
О простом способе сваривания профтруб под прямым углом рассказано в видеоролике:
Сварка без прожога профильной трубы
Чаще всего прожигается тонкостенный трубный металлопрокат. Причиной такой неприятной ситуации может служить неправильный выбор способа сварки изделий. Предотвратить любую ошибку можно, если доверить работу профессионалам. Ведь они хорошо знают, как правильно варить профильную трубу, чтобы не прожечь место соединения двух деталей.
Для максимального снижения вероятности прожога тонкостенного металлопроката используют электроды с диаметром не более 1,5 мм. При этом обязательно устанавливают на сварочном аппарате малую величину электротока и выбирают обратную полярность.
Рекомендуется также осуществлять процесс с отрывом. Другими словами, сварку нужно проводить короткими участками. Ее также можно выполнить точечным методом. Кроме того, лучше в трубы вставить металлический вкладыш, наружные габариты которого максимально приближены к внутреннему размеру соединяемых элементов.
Еще стараются максимально уменьшить расстояние между кромками свариваемых профильных труб. При этом стремятся по возможности быстро перемещать электродный стержень.
Видео описание
О сваривании профтруб без прожига рассказано в видео:
Сварное соединение профтрубы с круглым столом
Необходимость использования сварки во время соединения лаг из профильной трубы с металлическими столбами возникает при строительстве забора по периметру частной территории. В процессе возведения ограждения решается целый ряд вопросов. Надежный забор всегда построят специалисты. Ведь они хорошо знают, как приварить профильную трубу 40х20 к круглому столбу.
Обычно на опоры с круглым сечением сначала наваривают металлические площадки. Это может быть отрезок швеллера или уголка. Потом к ним крепят с помощью сварки поперечины из профтрубы. Во время фиксации лаг создают угловые швы. Особенностью их выполнения в горизонтальном направлении является то, что расплавленный металл стремится переместиться со столба на поперечину.
Во время создания углового шва существует большая вероятность непровара. Он может возникнуть в вершине угла или на любой кромке. Непроваренный участок нередко появляется на профильной трубе, когда сварочный процесс начинают с вертикальной опоры. Он образуется по причине стекания расплавленного металла на поверхность поперечины, которая еще не успевает нагреться до нужной температуры.
Чтобы исключить вероятность появления непровара, специалисты начинают сварку с лаги. При этом электрод размещают под углом 45° относительно поперечины, а во время его перемещения осуществляют легкие поочередные наклоны к вертикальной и горизонтальной плоскости.
Сварка каркаса из профильной трубы и круглых металлических столбов именно таким способом позволяет создавать прочные швы. Они могут быть одно- или многослойными.

Коротко о главном
Сваривание профтруб осуществляют током 10-60 А и с помощью электродов диаметром 0,5-2 мм, которыми чаще выполняют только один проход. Мастера могут использовать ручную дуговую, электродуговую в защитном газе, газовую сварку. Специалисты часто в работе применяют инвертор.
Одними из самых популярных электродов являются стержни АНО-4. Часто также используют ОЗС-12, УОНИ-13/55, МР-3С. Когда осуществляется сварка под 90°, сначала делают пару прихваток, а потом создают основной шов. Для исключения прожога металла применяют электроды диаметром не более 1,5 мм.
Сварку профтрубы к столбу начинают с горизонтально расположенной детали. Электрод держат под углом 45°, а перемещение стержня осуществляют при его поочередном наклоне к опоре и поперечине.
Читайте также: