
Как очистить насадки для паяльника полипропиленовых труб своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 18.09.2024
Полипропиленовые трубопроводы уже настолько стали привычны в современном жилье, как те же пластиковые окна или конструкции из гипсокартона. Конечно, существуют и другие популярные материалы для монтажа квартирных водопроводов или систем автономного отопления, например медные или металлопластиковые, тем не менее пальма первенства все же за полипропиленом (ПП).
И это не случайно, ведь пайка полипропиленовых труб – занятие, которое способен освоить любой, кто не боится работать своими руками, проявляя при этом терпение и аккуратность. В результате домашний мастер получает обновленную систему коммуникаций в своей квартире, а также экономит немалую сумму денег на привлечении сторонних специалистов.
Подготавливаем материал и инструмент
Материал
Несмотря на то, что рынок переполнен предложениями полимерной сантехнической продукции полипропиленовые трубы разных производителей имеют схожую техническую маркировку.
Интересующие нас основные показатели – это структура материала и параметры максимального рабочего давления (PN, атм.) трубы (Таблица 1):
| Обозначение | Значение |
|---|---|
| PPR PN 10 | гомогенная, для ХВС |
| PPR PN 16 | гомогенная, для ХВС высокого давления или низкотемпературного отопления |
| PPR PN 20 | гомогенная, для ХВС и ГВС |
| PPR-Al-PPR PN 25 | с внешним алюминиевым армированием, для ХВС, ГВС, отопления |
| PPR-Gf-PPR PN 20 | со стекловолоконным армированием, для ХВС, ГВС, отопления |
| PERT-Al-PPR PN 25 | внутреннее армирование алюминием, для ХВС, ГВС, отопления |
Инструмент
Первое и самое главное средство производства коммуникаций из полимера ПП – это аппарат для сварки полипропиленовых труб, т.е. специальный паяльник. Он позволяет сращивать элементы (фитинги, трубы, фасонные детали) из термопластичного полимера. При соблюдении правил пайки соединения получаются гомогенными (однородными), ничем ни отличаясь по структуре от самого монтируемого материала.
Для трубопроводов небольших диаметров (до 63 мм) можно использовать паяльники муфтовой (раструбной) пайки. Аппараты стыковой сварки уже способны соединять трубы Ø 300 мм и более.
На заметку. Выбирая модель инструмента для монтажа квартирной разводки и стояков, можно ограничиться недорогими изделиями, способными работать в размерном ряду до Ø 40 мм.
В свою очередь они производятся двух типов – с плоской нагревательной частью и с цилиндрической. Плоские паяльники часто предлагаются в бюджетном исполнении и вполне подходят для разовых работ. Более дорогие модели с цилиндрическими нагревателями востребованы у профессионалов, так как они позволяют выполнять монтаж в труднодоступных местах (смотрите рисунок ниже).

1. Паяльник с плоским нагревателем.
2. Паяльник с цилиндрическим нагревателем.
На паяльник для полипропиленовых труб закрепляются парные насадки-матрицы, соответствующие диаметрам обрабатываемых материалов. Одна из насадок предназначена для прогрева внутренних поверхностей полимерных деталей, а вторая для внешних.
Полимерный сантехнический материал подготавливают к сварке с помощью трубореза, торцевателя-фаскоснимателя или шейвера (шабера).

Шейвер для зачистки труб из полипропилена с внешним армированием.
Труборез (ножницы) помогает быстро и качественно приводить длину трубных отрезков к требуемым величинам. Использование ножовки не рекомендуется, так как она оставляет рваные края и большое количество опилок.
На заметку. Торцеватели и шаберы могут быть рассчитаны на вращение руками или посредством дрели. Механизированный вариант подойдет для работы с большими объемами, но требует некоторых навыков от исполнителя.
Кроме того, полифузная сварка полипропиленовых труб не обходится без стандартного монтажного набора сантехника, состоящего из слесарных ключей, перфоратора, отверток, рулетки, карандаша и т.д. А работая с паяльником в тканевых перчатках, вы убережете руки от многочисленных ожогов, которые неизбежны при контакте кожи с разогретым инструментом.
Важные моменты сборки трубопроводной системы
До начала сварных работ необходимо тщательно продумать всю структуру и последовательность соединений. Неплохо подготовить эскизный набросок с указанием ключевых элементов, поворотов, тройников, компенсаторов. Так как полифузная стыковка является неразъемной, то могут возникать ситуации, когда изготовление очередного сварочного узла оказывается невозможным. Это типичный случай для пайки полипропиленовых труб в труднодоступных местах.
Учитывайте температурные деформации
При монтаже полипропиленовых сантехнических материалов следует учитывать их особое физическое свойство – заметно вытягиваться при нагреве. Из всех видов труб по величине коэффициента температурного удлинения (0,15 мм/м*К) они немного уступают только лишь полиэтилену. Поэтому пайка, в частности протяженных прямых или участков под заделку, должна осуществляться с учетом компенсаций их удлинений.
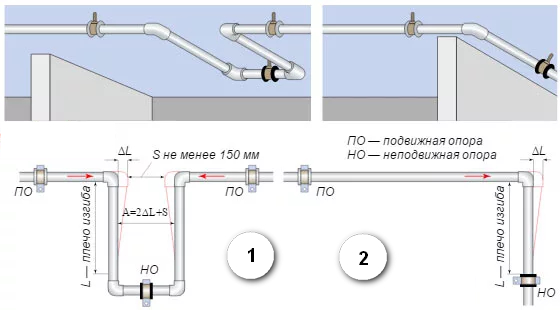
При открытой прокладке в трассы врезаются П-образные (1) или Г-образные (2) сегменты, изготавливаемые на месте либо заводские петлеобразные компенсаторы для полипропиленовых труб. Возможна также компенсация за счет поворотов в системе, при этом они должны иметь возможность свободно сдвигаться на опорах
При замоноличивании трассы укладывают в гофры или пеналы с запасом по размеру диаметра либо в упругие рукава с толстыми стенками, типа Энергофлекс.
Заметно меньшая (примерно в 3-5 раз) температурная деформация у армированных изделии, что делает их более подходящими для прокладки систем ГВС и отопления.
Важно! Отсутствие температурной компенсации приводит к значительным синусоидальным изменениям геометрии трубопроводов. Результатом могут быть вырванные крепления при отрытой прокладке, оторванная от стены плитка или штукатурка при скрытом монтаже.
Соблюдайте правила крепления инженерной конструкции
Таблица 2. Рекомендуемый шаг опор для типовых горизонтальных линий квартирной разводки ХВС и ГВС, мм.
| Наружный диаметр ПП-трубы, мм | Температура воды, ºС | ||
|---|---|---|---|
| 20 | 30 | 40 | |
| 16 | 500 | 450 | 400 |
| 20 | 550 | 500 | 450 |
| 25 | 650 | 550 | 500 |
Водопроводные стояки диаметром до 32 мм можно закреплять реже. Расстояние между фиксирующими хомутами принимается не более 1000 мм. Если же диаметр стояков больше, то допускается шаг до 1500 мм.
Монтируя крепления, необходимо следить, чтобы они не препятствовали линейным деформациям полимерного материала. Предпочтительней монтаж скользящих опор. По линии жестких креплений предусматривается установка компенсаторов на полипропиленовые трубы.
Следует знать, что запорная и регулирующая арматура в системах с номинальным диаметром 40 мм обязательно закрепляется жестко. При меньших диаметрах крепления также желательны, чтобы исключить передачу нагрузок от использования сантехнических устройств на трубы.
Работа с аппаратом для сварки полипропиленовых труб
Хотя процесс монтажа водопровода из полипропиленовых труб своими руками не относится к космическим технологиям, все же нарушение некоторых его правил может доставить серьезные неприятности. Сложности могут возникнуть как на этапе сборки, так и уже после ввода коммуникаций в эксплуатацию.
Например, при слишком сильном вдавливании трубы в раструб фитинга, происходит завальцовка условного прохода водопровода. Это приводит к значительным гидравлическим потерям на бракованном участке или к полному прекращению тока жидкости. Если же не соблюдать температурные режимы пайки, то на холодном соединении не будет полноценной диффузии молекул полимера между сращиваемыми поверхностями, а на перегретом произойдет деградация формы и химической структуры материала деталей.

Заужение условного прохода трубы в следствии перегрева соединяемых деталей.
Поэтому, перед тем как паять полипропиленовые трубы, внимательно изучите инструкцию к сварочному аппарату. В ней указаны многие полезные практические нюансы монтажа.
К примеру, средняя таблица временных паечных режимов для ходовых типоразмеров элементов квартирного водопровода выглядит так (Таблица 3):
| Стандартный трубный диаметр | Минимальное время разогрева материала на насадке матрице, с | Время на соединение деталей, с | Время удержания деталей для охлаждения стыка, с |
|---|---|---|---|
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Важно! Временные интервалы указаны из расчета температуры паяльника для полипропиленовых труб, установленной на уровне 255-265°С (не более 270°С). Они могут корректироваться в зависимости от температуры воздуха в рабочей зоне. Например, при +5°С продолжительность нагрева полипропиленовой трубы и её фитингов следует увеличить на 50%.
Для сварки пропиленовых труб большого диаметра (от 40 мм) уже может применяться профессиональное оборудование. В нем заготовки центруются, отводятся/подводятся и прижимаются с нормируемым усилием. Подобные станки для пайки полипропиленовых труб содержат специальные зажимы, электрические и гидравлические приводы, что снижает влияние человеческого фактора на соблюдении технологии процесса. Напротив, монтируя трубопроводы небольших диаметров при помощи простых паяльников следует больше уделять внимание правильности ручной центровки, глубине и усилию посадки, а также времени нагрева деталей.
Практический этап пайки и сборки водопровода
Приняв во внимание вышеуказанные рекомендации можно переходить к непосредственному монтажу водопровода или линий циркуляции теплоносителя. Считаем, что зона проведения работ уже подготовлена: старые коммуникации демонтированы, рабочее место освобождено от мусора и посторонних предметов, в непосредственной близости размещен необходимый запас материала и инструментов.
- На аппарате для сварки полипропиленовых труб устанавливаем насадки-матрицы с диаметрами соответствующими решаемым задачам. Выставляем регулятор в температуры в требуемое положение и включаем аппарат. Ожидаем 2-3 срабатываний термореле, чтобы насадки успели хорошо прогреться. Первый паечный стык лучше опробовать на специально запасенных фитингах, так как возможно потребуется корректировка температуры нагрева инструмента.
- Нарезаем трубные заготовки непосредственно под каждое их соединение. Не следует делать это заранее для всех участков системы, даже имея на руках тщательно продуманную схему с точными промерами. На практике при прокладке пластиковых водопроводных труб всегда приходится корректировать длину отдельных элементов.
- Работа с ПП-материалами от разных производителей происходит, в общем, одинаково. Может лишь потребоваться некоторая корректировка температуры пайки полипропиленовых труб из-за незначительных отличий в их тугоплавкости. Армированная алюминием продукция подлежит зачистке: шайвером от внешнего покрытия, торцевателем от внутреннего. Для улучшения качества сварного шва рекомендуется использование фаскоснимателя. Он может быть дополнительным инструментом либо совмещенным с шайвером или торцевателем.
- Следует очистить трубы на ширину сварочного пояса. Его величину можно определить по размеру рабочей части насадки матрицы или замерив посадочную глубину внутри муфтовых частей фитингов. Для очистки можно использовать чистую сухую ветошь. Дополнительное обезжиривание (спиртом, изопропанолом, специальными растворителями) позволит гарантированно получить гомогенное соединение без жировых или грязевых включений. Кроме того, обезжиривание мест под сварочный пояс позволит дольше уберечь насадки от нагара.
- Опираясь на рекомендации таблицы времени сварки (Таблица 3), труба и муфта разогреваются на насадках-матрицах. Слегка проворачивая, аккуратно снимаем детали и без задержек вставляем одну в другую. В процессе соединения полипропиленовых труб их уже не следует проворачивать. Это может вызвать неравномерное распределение пластмассы в зоне сварочного пояса, что чревато нарушением его целостности.
Испытания
Закончив монтаж системы – надежно закрепив все её элементы, подключив сантехнические приборы или установив временные заглушки, приступаем к гидравлическим испытаниям. Строительные нормы требуют осуществлять их давлением в 1,5 раза выше максимального рабочего. В бытовой практике систему сначала хорошенько продувают напором воды, а затем, перекрыв сброс, внимательно обследуют все соединения. Контролировать наличие протечек желательно не менее 15-30 минут.
Важно! Гидравлические испытания трубопроводов из полипропилена следует осуществлять не просто после полного остывания последнего сварного шва, а согласно рекомендациям производителя материала через 1-2 часа. За это время завершается формирование качественной молекулярной структуры полимерных связей.
Держите инструмент в чистоте
Эта избитая истина особенно касается ухода за насадками-матрицами паяльника для полипропиленовых труб. Скапливающийся нагар может оставаться вкраплениями в области сварочного пояса, нарушая герметичность соединения. Поэтому его следует регулярно удалять. Очистку удобно осуществлять на разогретом инструменте, протерев насадки грубой х/б тканью. Нельзя применять для этого металлические предметы или наждачную бумагу, так как будет повреждено противопригарное тефлоновое покрытие, что только усугубит в дальнейшем прилипание пластмассы.

Сварка полипропиленовых трубопроводов выполняется при обустройстве систем отопления, канализации, водопровода, а также во время ремонта или модернизации действующей магистрали. При стыковке элементов обеспечивается прочное соединение, герметичность и безопасная эксплуатация трубопровода в течение длительного времени. Пайка полипропиленовых труб осуществляется с помощью паяльника. Инструмент называют также сваркой или утюгом для труб из полипропилена.
Технология пайки
Полипропилен при нагреве становится мягким, напоминая по консистенции пластилин. Частички жидкого материала взаимно проникают в смежную деталь. После остывания он отвердевает, становится устойчивым к разрыву. Остывший шов по техническим параметрам не уступает основному материалу. Чтобы обеспечить качественное соединение, рекомендуется соблюсти условия:
Благодаря термопластическим характеристикам полипропилена обеспечивается надежная стыковка элементов. Прочный шов получается только при соблюдении технологии сваривания и выборе качественных материалов. Рассмотрим ниже, как паять полипропиленовые трубы. На аппаратах, поддерживающих установку нескольких насадок, гильзу можно устанавливать в удобной позиции. Месторасположение нагревательного патрона на качество прогрева не влияет.
Сложность сваривания
Пробный монтаж и соединение первого звена системы можно выполнить на столе или на полу в удобном месте. Дальнейшее сваривание на объекте выполняется в различных технических условиях. К некоторым участкам системы доступ утюгом затруднен.
Перед тем как паять трубы на труднодоступных участках, рекомендуется подобрать удобную позу. Неудобное расположение вызывает задержки в работе, появление различных дефектов, например:
- перегрев деталей с расплавлением полипропилена и его растеканием;
- соединение глубже или меньше, чем положено по стандарту;
- монтаж с перегибом или поворотом элемента.
При нагреве и соединении следует соблюдать синхронность действий: обе детали подогреваются и снимаются с насадки одновременно. Перед сборкой разогретых деталей невозможно обойтись без задержки. Пауза возникает из-за необходимости поставить аппарат на площадку. Время технического простоя напрямую зависит от опыта мастера и его скорости работы. Погрешности в работе приводят к возникновению наплывов, смешению шва, растрескиванию и порче соединения.
Порядок выполнения диффузной пайки
Стыковка торцов выполняется напрямую раструбной пайкой либо с помощью муфт. Муфта представляет собой фасонную деталь, которую используют в качестве стыкующего звена. Она уместна для труб с диаметром до 63 мм. Вместо муфты пригодны обрезки труб большего диаметра, чем свариваемый участок. Участок трубы и муфты на стыке расплавляется, обеспечивая надежное крепление.
Соединение в раструб требует точной стыковки элементов труб. Края должны быть идеально защищены. Неровности и заусеницы после обрезки не допускаются. После расплавления торцов аппаратом происходит их диффузное соединение. Если возникли погрешности во время торцевания, при подаче воды образуется течь или разрыв стыка.
Подготовка к свариванию
Перед установкой новых труб рекомендуется расчертить схему трубопровода на стене. Упрощенная схема представляет собой линии, начерченные в соответствии с месторасположением будущей магистрали. Разметка на стене позволяет проконтролировать ориентацию трубопровода.
Чтобы не подгонять трубы по размеру во время пайки, следует заранее замерить точную длину каждой трубы. Если соединение осуществляется с помощью муфт, следует предусмотреть запас на их установку. При монтаже встык учитывают деформационные изменения. При расплавлении труба уменьшается на 1-2 мм.
Для удобства сваривания труб диаметром свыше 40 мм необходим утюг с центрированием. Его могут использовать мастера, знающие, как паять полипропилен. К инструменту прилагается несколько различных тефлоновых насадок размером 14-63 мм, представляющих собой нагревательный элемент. Различают насадки в форме гильзы и дорна. Первая разновидность нагревательного элемента предназначена для расплавления наружной части трубы, вторая – изнутри.
Тефлоновые насадки должны быть чистыми. Нельзя оставлять на них частицы оплавленного материала. Сразу после пайки горячий корпус протирают грубой ветошью, устойчивой к высокой температуре, например, брезентом. Очищать остывшие элементы не рекомендуется, иначе тефлоновый слой повредится, что приведет в будущем к прилипанию расплавленного полипропилена.
Подготовка оборудования
Не во всех моделях в комплектацию входит подставка. Паяльник устанавливают на ровной площадке в легкодоступном месте так, чтобы не перевернулся по неосторожности. Насадки нужного диаметра кладут рядом. Некоторые разновидности утюгов позволяют одновременно использовать сменные комплектующие различного диаметра.

Прогрев нагревательного элемента происходит по всей длине равномерно до заданной температуры. Степень нагрева выставляется предварительно на панели. Для полипропилена температура пайки полипропиленовых труб на шкале устанавливается на значении 260⁰. Разогрев аппарата длится 10-15 минут. В холодном помещении требуется дольше времени на прогрев, чем в отапливаемой комнате. При температуре ниже 0⁰ сварка запрещена.
Видео описание
Как выбрать аппарат для пайки труб в видео:
Подготовка труб к свариванию
Край трубы обрезают специальными ножницами под прямым углом. Место среза шлифуют и обезжиривают этиловым спиртом или мыльным раствором. Поверхность тщательно просушивают. Изделия с маркировкой PN 10-20 сваривают сразу, а с PN 25 дополнительно зачищают шейвером, удаляя часть полипропилена и алюминия на глубину пайки. Ориентируются по размеру насадки до ограничителя.
Важно! Для обезжиривания запрещено использовать любые растворители, бензин, водку, ацетон. Агрессивные жидкости разъедают поверхность полипропилена.
При раструбном соединении важно придерживаться глубины зачистки и ширины фаски. Степень зачистки должна совпадать с глубиной установки элементов.
Разогрев полипропилена
Монтаж полипропиленовых труб включает два этапа: разогрев стыкуемых участков и соединение. Деталь надевают на насадку соответствующего диаметра. Трубу устанавливают в гильзу до ограничителя на всю зачищенную длину, а фитинговый элемент на дорн до упора. Необходимо контролировать глубину разогрева, труба должна располагаться в гильзе без перекосов до упора в ограничитель. Выдерживают необходимое время для прогрева. От параметров изделия зависит время выдержки и температура пайки полипропиленовых труб, таблица отображает все важные параметры сваривания при температуре в помещении +20⁰.
Нельзя превышать время нагрева, иначе поверхность деформируется, что приведет к искривлению геометрии и невозможности состыковать детали без зазоров. При стыковке расплавленных участков внутри трубопровода появляются отеки полипропилена, которые застывают крупными валиками. Выступающий материал уменьшает проходимость магистрали.
Важно! Замеры температуры на зеркале утюга осуществляется термозондом.
Сварка пластиковых труб невозможна без технической паузы в несколько секунд после нагрева, которая необходима для снятия деталей с тэна. В холодном помещении за этот период разогретые участки успевают приостыть, что ухудшает качество стыковки. Чтобы шов был прочным, рекомендуется на несколько секунд время нагрева увеличить, чтобы материал сильнее расплавился. Оптимальное дополнительное время вычисляется посредством подбора, при этом нужно учитывать:
- температуру окружающей среды;
- номинал сечения трубопровода;
- время выдержки для прогрева.
Температуру выставляют в пределах 255-265⁰. Если она превысит показатель 270⁰, шов получится тонким, не способным удержать напор воды. Это происходит из-за быстрого нагрева наружного слоя до плавления. При этом вглубь материал прогреться не успевает, поэтому диффузное проникновение полипропилена смежных участков деталей не происходит.

Особенности пайки
Сварка полипропиленовых труб выполняется быстрыми движениями посредством прикладывания разогретых участков друг к другу так, чтобы участок трубы вошел в стакан фитинга до нужной глубины. Необходимо отслеживать соотношение края, чтобы избежать перекоса на шве. Зачистку и подгонку длины необходимо выполнять до сваривания, иначе система разгерметизируется из-за возникшего статического напряжения.
Чтобы шов не остыл во время технической паузы, оборудование располагают так, чтобы от места монтажа до установки прибора расстояние было минимальным. Этот нюанс следует предусмотреть заблаговременно. Время, потраченное на перенос оборудования и элементов, приводит к утрате тепла. Шов получается слабым из-за частичной диффузии между слоями полипропилена.
На корректировку положения дается 2-4 секунды. В этот период нельзя элементы проворачивать, сгибать и рассоединять. Если шов не получился, участок обрезают, а процедуру повторяют повторно. Следует помнить, что подобные промахи приводят к уменьшению длины трубы, перерасходу материала. При отсутствии опыта, незнании теории о том, как правильно паять полипропиленовые трубы, сваривание лучше доверить профессионалу.
Видео описание
При пайке могут допускаться и ошибки, о них в видео:
Охлаждение и проверка герметичности
Шов нельзя охлаждать принудительно. Из-за перепадов температуры возможно растрескивание и деформация в зоне плавки. Трубопроводу необходимо предоставить время для естественного остывания. Проконтролировать температуру можно на ощупь. Остывший участок предварительно проверяют на герметичность продувкой. По окончанию пайки по трубопроводу пропускают воду, постепенно повышая давление, осматривают швы на наличие протечек и проходимость.
Ошибки во время пайки
Чаще всего ошибки возникают у мастеров, не имеющих практического опыта пайки, даже когда они знают, как сваривать полипропиленовые трубы. Многие пренебрегают этапом замера длины труб, выполняя монтаж на глаз с подрезкой по факту, либо замеряют без учета допусков. При неправильном расчете длины трубы очень сложно установить утюг для стыковки элементов.
Многие мастера пытаются выгнуть трубу на месте, чтобы увеличить расстояние между деталями. Это приводит к повышению статического напряжения в звеньях сети и снижению герметичности. Подобные погрешности ухудшают внешний вид магистрали. На эстетику системы обращают внимание при наружной прокладке коммуникаций.
Последовательный нагрев – ошибка, приводящая к быстрому остыванию стыкуемых участков и невозможности соединения. Пока второй элемент подогревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединения при повышении давления и гидравлических ударах. Это грубое нарушение технологии. Эксплуатировать такую магистраль категорически нельзя.

Чтобы не допустить грубых ошибок, рекомендуется придерживаться правил:
- погрешность между деталями во время удерживания пальником должна сводиться к минимуму;
- недогрев деталей приводит к недостаточной вязкости, отсутствию качественного диффузного проникновения;
- перегрев вызывает чрезмерное расплавление края, загиб и залом стыкуемых участков, уменьшение внутреннего диаметра;
- расстояние между местом установки утюга и зоной монтажа составляет до 1,5 м;
- пайка труб из полипропилена в неотапливаемом здании не желательна, а также при минусовых температурах;
- при выставлении степени нагрева зеркала следует корректировать параметр с учетом температуры на объекте и диаметра трубы;
- температура стыкуемых элементов должна быть одинаковой, перепад недопустим.
О перегреве торцов свидетельствует разжижение полипропилена и отекание. При соединении труб внешне дефект незаметен. Заподозрить брак можно посредством продувке или прогонки воды. Если оплавленные края завернулись, проход воды на участке снизился, напор упал. В зависимости от степени перегрева внутренний диаметр может уменьшиться в 2-3 раза. Полипропиленовая магистраль должна быть открытой для быстрого доступа к точкам пайки. Нельзя маскировать ее в пол, закрывать стяжкой.
Как снизить вероятность брака?
Спаивание элементов в условиях затрудненного доступа рекомендуется выполнять вдвоем. Второй специалист помогает вынимать второй элемент из насадки, убирает паяльник на платформу. Первый мастер двумя руками аккуратно стыкует детали с минимальной паузой. Иногда требуется помощь третьего лица. К его услугам прибегают, когда трубу необходимо зафиксировать в стене в смежной комнате. Попытки выполнить все операции самостоятельно на сложных участках всегда приводят к браку и необходимости выполнять сварку заново.
Во время пайки необходимо соблюдать точность движений. Следует выдерживать правильный наклон фитингового элемента относительно второй детали, осевой угол поворота его на трубе, глубину захода в стакан фитинга. Для контроля глубины захода и угла поворота фитинга на поверхности обеих деталей делают отметки. Чтобы каждый раз не отмерять припуск на одинаковых по сечению участках, пользуются шаблоном.
Утюг не нуждается в отключении в течение всего периода сваривания. Мастер потеряет время на разогрев оборудования. Паяльник готов к работе после того, как потухнет индикатор нагрева. Горящий индикатор показывает, что зеркало подогревается до нужной температуры. Если в этот период приступить к сварке, труба качественно не прогреется. Чтобы соблюсти технологический процесс и время выдержки, рекомендуется проверять параметры по таблице, которую рекомендуется держать под рукой.
Если приобретены комбинированные трубы, их соединяют только после обязательной зачистки. Глубина снятия фаски должна быть на 2 мм больше, чем глубина втулки, в которую вдевают элемент. Армирование уменьшает деформационное расширение в 10 раз. На изделиях с наружным армированием перед пайкой шейвером снимается часть поверхности на необходимую глубину для стыковки. Трубы с внутренним армированием не нуждаются в зачистке. Их укладка выполняется быстрее.
Видео описание
О секретах подгонки труб в этом видео:

Заключение
Следует помнить, что неармированный полипропилен чувствителен к воздействию горячей воды. При подаче жидкости, превышающей +50⁰, материал расширяется на 1,5%. Это приводит к увеличению длины трубопровода. На каждый метр магистрали деформация составит 15 мм. Для систем отопления необходимы армированные трубы, а обычные полипропиленовые аналоги подойдут только для холодного водопровода.
Наиболее востребованные инструменты для сваривания полипропиленовых труб - паяльники. Они имеют разную конструкцию, но в каждую из них входят насадки для паяльника для полипропиленовых труб. В различные модели входит разное их количество.
Насадки для паяльника полипропиленовых труб относятся к сменным деталям. Выбираются такие насадки для паяльника пластиковых труб, которые соответствуют их диаметрам. Количество и качество этих элементов относятся к одной из характеристик применяемого инструмента для пайки труб из полиэтилена.

Насадки на утюг
Паяльник, предназначенный для соединения между собой пропиленовых труб, в своем составе имеет нагревательный элемент, по своей форме напоминающий утюг. Поэтому насадки для этого инструмента часто называют насадки для утюга для полипропиленовых труб. Эти детали относятся к числу необходимых деталей, без которых работа паяльника будет невозможной.

Насадки на утюг для полипропиленовых труб имеют различные размеры, из ряда которых выбираются необходимые для конкретного сварочного процесса.
Работа паяльника
Суть процесса, во время которого происходит соединение концов труб из полипропилена, заключается в том, что нагревательный элемент, являющийся по существу тэном, разогревает обработанные предварительно концы труб до требуемой температуры, после чего осуществляется их контакт и сплавление. Этот метод применим именно для спайки полимерных изделий, а не металлических.
Такой несложный инструмент, как паяльник, можно применять для сварки полипропиленовых деталей, поскольку температура их плавления не является слишком высокой. Она составляет приблизительно 250 градусов. Удобство состоит также в том, что паяльник работает от сети.

Одним из способов сварки является, когда соединение происходит встык, что удобно при соединении труб большого диаметра. Другой метод называется муфтовым или, иначе, раструбовым. Для этого обязательными элементами, входящими в состав паяльника, являются муфты, называемые также фитингами.
Принцип работы обоих способов одинаков - паяльником разогреваются края трубопроводов, при этом повышается их вязкость и сплавление становится возможным. Происходит взаимное проникновение частиц, называемое диффузией, и образуется цельное соединение. При муфтовом способе в насадку вставляются с одной стороны фитинг, а в другой конец трубы. При этом плавятся наружная поверхность трубы и внутренняя поверхность фитинга.
Насадки для сварочного аппарата для полипропиленовых труб служат для передачи высокой температуры от нагревательного элемента к материалу соединяемых деталей. Это обеспечивает прочное герметичное соединение.
В инструкции по эксплуатации паяльников объясняется принцип выбора имеющихся в составе насадок, способ их установки, закрепления и особенность применения. В инструментах для пайки, пользующихся популярностью, в состав входят наиболее часто применяемые насадки для паяльника труб.
Способы крепления
Насадки для сварки полипропиленовых труб можно закреплять двумя способами. Существуют разборные насадки, которые соединяются друг с другом с помощью винтов из металла. Происходит стягивание вокруг круглого стержня двух половинок.
Такой метод можно применять для паяльников, имеющих жало круглой формы. Удобство этого способа заключается в том, что насадка для пайки полипропиленовых труб может быть установлена на любом нужном расстоянии, что позволит совершать сварку в труднодоступных местах.

При втором способе крепления используются парные насадки. Такие насадки также называются адаптерами. Их применяют при муфтовом способе соединения. С одной стороны каждой из насадок вставляется конец полипропиленовой трубы и происходит разогрев наружной поверхности, а с другой устанавливают фитинг, и нагревается его внутренняя поверхность.
Если сварке подлежат трубы, размеры которых слегка отличаются друг от друга, то и насадки должны быть выбраны соответствующего размера.
Материал
К материалу насадок на паяльник предъявляются особые требования. Это связано с тем, что во время сварочного процесса необходимо поддерживать температуру порядка 260 градусов, и материал насадки должен это выдерживать без ущерба для его характеристик.
Материал, из которого изготавливают насадки для сварки полипропилена, должны иметь высокую теплопроводность. Одновременно с этим они должны выдерживать температуру плавления полипропиленовых труб.
Чтобы улучшить характеристики, на поверхность насадок наносят особое покрытие, функцией которого является защита от пригорания. Самым удачным покрытием является тефлон, придающий насадкам синий оттенок.

Причем, чем будет толще слой покрытия, тем лучше будет защита поверхности. Однако, следует учитывать, что такое покрытие отличается хрупкостью, поэтому следует оберегать насадки от падений, ударов и механических повреждений. Наиболее прочным является металлизированное покрытие из тефлона. Такие насадки обладают большим сроком эксплуатации.
Если насадка имеет слишком тонкое покрытие, то разогретый полипропилен начнет прилипать к поверхности соединяемых деталей и фитингов. Также возможно пригорание, что значительно ухудшает характеристики. Частое очищение снизит производительность сварочного процесса.
Размеры
Каждая насадка на паяльник для полипропиленовых труб обладает таким важным параметром, как диаметр. Этот размерный ряд начинается с диаметра 16 миллиметров. Большие насадки имеют размер, исчисляемый в несколько сантиметров. Имеются насадки, которые используются наиболее часто. К ним относится насадка для паяльника полипропиленовых труб 20, имеющая соответственно диаметр 20 миллиметров.

Популярностью также пользуются размеры 25 и 40 миллиметров. Для прокладки водопроводов, отопительных систем и стояков используются трубы сечением 63 миллиметра, чему должны соответствовать используемые насадки.
Вместе с размером диаметра увеличивается и стоимость насадки. Так, например, насадка для паяльника полипропиленовых труб 110, имеющая диаметр соответственно 110 миллиметров, будет стоить значительно дороже. Насадки с таким большим диаметром используются в трубопроводах промышленного значения.
Количество
Разные наборы имеют различное количество входящих в них насадок. Это весьма ощутимо отражается на их стоимости. Выбор зависит от объема выполняемых работ и предполагаемой частотой использования.
Для разовых работ целесообразно приобретать наборы с наименьшей комплектацией. Можно выбрать наборы, в которых имеются насадки наиболее распространенных диаметров. Для профессионалов разумно приобретать наборы, в которых имеются насадки всевозможных размеров. В любом случае имеется возможность приобрести дополнительно насадку недостающего размера.
Технология процесса
Монтаж полипропиленовых труб - несложный процесс, в котором правильное использование насадок является одним из ключевых моментов. Для соединения труб, изготовленных из полипропилена, необходимо пройти ряд этапов.
- Нарезка трубы. Если приходится прокладывать трубопровод большой протяженности, а также, когда требуются его изгибы, то трубу следует нарезать на соответствующие куски. Должно быть исключено наличие заусенцев. С торцов трубы снимаются фаски.
- Очищение. Торцы соединяемых труб должны быть очищены от грязи, пятен масла, пыли и следов ржавчины. Это является гарантией получения качественного и герметичного шва. Финишную очистку можно производить с помощью наждачной бумаги.
- Установка насадок требуемого размера.
- Включить паяльник с установленной на нем насадкой в сеть.
- При наличии у паяльника функции терморегулирования следует выставить необходимую температуру. При ее отсутствии надо убедиться в том, что на паяльнике загорелся соответствующий индикатор красного цвета. После этого необходимо немного подождать, чтобы тэн успел нагреться. После этого лампочка индикатора погаснет.
- В насадку вставить конец трубы и подержать ее там несколько секунд, что будет достаточным для плавления полипропилена.
- С помощью разогретых фитингов соединить трубы.
- После сварки труб необходимо дать минимум одну минуту для их остывания. В это время нельзя вращать трубы и сдвигать их.
Необходимо помнить, что насадки перед началом процесса должны быть надежно закреплены.
Интересное видео
Паяльник (аппарат) для сварки полипропиленовых труб (АСПТ) – это электрический инструмент, предназначен для сварки (сплавления) водопроводных и труб отопления сделанных из полипропилена. Герметичность соединения труб обеспечивается путем оплавления соприкасающихся поверхностей, вставление трубы с меньшим диаметром в трубу большего диаметра с последующим остыванием.

Промышленное изготовление полипропиленовых труб началось в 1958 году в США и Италии. С тех пор трубы постоянно совершенствуются и благодаря высоким техническим характеристикам, по сравнению с железными трубами, завоевали весь мир. Простота соединения и отсутствие необходимости применения открытого огня при монтаже сделала работу безопасной. Для герметичного соединения используется специальный электрический аппарат, о ремонте которого и пойдет речь.
Электрическая схема и устройство АСПТ
Электрическая схема паяльника для труб мало чем отличается от схемы домашнего утюга. Точно так же в подошве размещена нагревательная спираль (ТЭН), нагревом которой управляет терморегулятор. Отличие только заключается в наличии двух ТЭНов, применением более точного терморегулятора и наличие выключателей нагревателей. Выключатели позволяют управлять мощностью нагрева.

С электрической вилки С6 по сетевому проводу питающее напряжение переменного тока 220 В подается через терморегулятор Tt° и выключатели S1, S2 на ТЭНы Н1, Н2. Неоновые лампочки L1 и L2, подключенные через токоограничивающие резисторы R1 и R2 параллельно ТЭНам индицируют когда на них подается питающее напряжение.

Терморегулятор St обеспечивает поддержание заданной температуры. Датчиком температуры в терморегуляторе служит заполненная газом капиллярная трубка ТЕ с расширением на конце, установленным внутри подошвы в высверленном для него круглом отверстии. При нагревании газ расширяется, давит на мембрану, она выгибается и через толкатель размыкает контакты, через которые питающее напряжение подается на ТЭНы.

Расстояние между контактами и мембраной можно изменять вращением винта, на который насажена выведенная наружу корпуса ручка и таким способом, регулировать температуру нагрева башмака. Градуировка на ручке относительная, так как температура нагрева насадок зависит от их размера, окружающей температуры и диаметра свариваемых труб. При сварке полипропиленовых труб степень нагрева башмака подбирается экспериментально.
Благодаря простоте схемы ремонт аппарата для сварки труб не представляет трудностей и в случае отсутствия нагрева подошвы достаточно прозвонить мультиметром целостность проводов, ТЭНов и выключателей с терморегулятором.
Пример ремонта паяльника для труб модели PRO AQUA TR-01
Попал мне в ремонт аппарат для сварки пластиковых труб с жалобой, что вдруг внезапно снизилась мощность нагрева, и стало невозможно сваривать трубы большого диаметра. Их поверхности не оплавлялись. Неисправность проявилась после пяти лет регулярной эксплуатации аппарата для ремонта и прокладки труб на промышленном предприятии.

Проверка показала, что оба индикатора светились и подошва нагревалась. По технических характеристикам было видно, что в паяльнике установлено два ТЭНа. Один мощностью 650 Вт, а второй – 850 Вт. Сопоставив жалобу, и электрическую схему паяльника решил, что вероятнее всего перегорел один из ТЭНов или обгорела клемма подачи на него питания.

Крышка с табличкой была закреплена на корпусе паяльника заклепками, пришлось их высверлить. Внешний осмотр показал, что все накидные клеммы были надежно зафиксированы на лепестках контактов, потемнений не наблюдалось. Мультиметром были проверены ТЭНы, они оказались исправными, их сопротивление составляло 74 Ом и 57 Ом.
Проверка терморегулятора
Проверка показала, что все контакты выключателей и ТЭНов были в порядке, следовательно, слабый нагрев паяльника был обусловлен неисправностью терморегулятора. При вращении ручки установки температуры в районе 40°С прослушивался четкий щелчок, свидетельствующий, что контактная группа находится в исправном состоянии.

Конструкция терморегулятора позволила вскрыть его корпус без снятия с паяльника. Для этого было достаточно с помощью пинцета повернуть на несколько градусов два лепестка.

После снятия крышки было откручено два винта, которые удерживали пластину с капиллярной трубкой. Осмотр мембраны капилляра не выявил изменений конструкции. Стоит отметить, что если бы была утечка газа из капилляра, то ТЭНы нагревались бы постоянно, из-за чего происходил перегрев паяльника.

Измерение сопротивления контактов терморегулятора и осмотр тоже не выявил неисправности. Проверка показала, что терморегулятор исправен и следует неисправность искать в другом месте электрической схемы. Сборка производится в обратном порядке.
Проверка и ремонт сетевого шнура

Убедившись, что все остальные детали схемы исправны, пришлось вернуться к проверке сетевого шнура. Для этого паяльник был подключен к электросети и включен. Далее с небольшим усилием шнур изгибался и вытягивался. Обрыв сразу проявился, индикаторы подачи питающего напряжения на ТЭНы в такт с изгибами замигали. Стало очевидно, что провода шнура в месте выхода из ручки перетерлись.

Попытка втянуть шнур внутрь корпуса паяльника не увенчались успехом, поэтому провода были перерезаны в месте выхода из стенки корпуса.

Далее шнур был отделен по кругу от резиновой ручки паяльника труб, так как он довольно плотно был обжат и со временем прикипел к резине.

Для того, чтобы не воздействовать на участок шнура, который будет еще использоваться ухватился за шнур в месте предполагаемого обрыва плоскогубцами и, проворачивая их, вытащил шнур из ручки.

После освобождения шнура разрезал внешнюю изоляцию места изгиба, и по очереди ухватившись рукой, потянул за каждый из проводов. Провод в изоляции коричневого цвета практически без усилия сразу порвался. Желто-зеленый – это заземляющий проводник.

Изношенный кусок шнура был отрезан, но попытка вставить его в ручку не увенчалась успехом. При изучении оказалось, что внутри алюминиевой трубки, на которую была одета резиновая ручка, имелся выступ величиной с пару миллиметров.

Шнур в него упирался и не хотел продвигаться. С помощью круглого напильника выступ был сточен и шнур с трудом, но проделся. Для упрощения продевания шнура можно смазать его мыльным раствором или силиконом.

Чтобы шнур надежно зафиксировать в корпусе паяльника для труб, на него было навито несколько витков изоляционной ленты. С концов проводов была снята изоляция, и они были залужены припоем.

Изоляция была снята и с проводов, обрезанных в схеме. Концы тоже залужены. Теперь осталось только приложить провода в изоляции одинаковых цветов друг к другу и прогреть паяльником.

Сразу после пайки, пока провода еще не остыли, на них натягивалась изоляционная трубка. Надетая на разогретое соединение она после остывания будет крепко держаться. Теперь осталось только установить крышку и провести испытания.

Насадок и пластмассовых труб у меня в мастерской не было, поэтому работа паяльника была проверена с помощью измерителя температуры. При установке ручки в положение 250°С через небольшой промежуток времени после включения паяльника на полную мощность температура подошвы составила 344°С, что говорило о достаточном нагреве.
Как мне сообщили сантехники, проверка прибора в реальных условиях эксплуатации при сварке водопроводных полипропиленовых труб большого диаметра показала отличную работу паяльника для сварки труб.
Знакомство с паяльником для сварки труб модели PRO AQUA TR-01 оставило приятное впечатление. Несмотря на многолетнюю работу в сложных климатических условиях, паяльник находился в хорошем состоянии. Терморегулятор и выключатели были стандартными, следовательно, в дальнейшем, при самостоятельном ремонте не возникнут проблем при поиске их для замены.
Читайте также: