
Центровка труб под сварку своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 21.08.2024

Стыковое соединение элементов магистральных трубопроводов, особенно для труб больших диаметров – сложная задача. Малая жёсткость соединяемых участков предопределяет проблемы с провисанием труб, а малейшая их несоосность ухудшает качество соединения, с последующими тяжёлыми последствиями. Поэтому перед соединением смежные участки трубопровода требуется надёжно и правильно зафиксировать. Эту роль и выполняют центраторы для сварки труб.
Эффективность центраторов и их виды
Функция центратора – обеспечить необходимое совпадание (не параллельность!) осей труб перед началом их сварки. Вследствие этого размеры свариваемой зоны получаются стабильными, поэтому процесс можно механизировать. Кроме того, с использованием центраторов исключаются перепады внутреннего диаметра в месте стыка. Следовательно, исчезают очаги возможной турбулентности потока рабочей среды при её перекачке по трубопроводу, а также снижается значение коэффициента сопротивления. В итоге удельная мощность насосного оборудования магистрального трубопровода также снижается.
К конструкции центраторов предъявляются следующие требования:
- Надёжность фиксации свариваемых участков между собой.
- Точность присоединения стыков.
- Удобство монтажа и демонтажа.
- Долговечность, причём независимо от условий их использования.

Классификация наиболее распространённых типов центраторов может быть произведена по следующим параметрам:
- По технологическому назначению. Выпускаются центраторы для внутреннего и внешнего диаметров труб;
- По конструктивному исполнению. Соединяемые участки трубопроводов могут быть прямыми, а могут располагаться и под некоторым углом друг к другу;
- По количеству точек фиксации. Для труб сравнительно небольших диаметров возможна односторонняя фиксация, в то время как трубы диаметром свыше 400…600 мм должны фиксироваться с обеих сторон;
Применение центраторов несколько увеличивает себестоимость сварочных работ, но это–единственный недостаток рассматриваемых приспособлений. Кроме того, вес большинства промышленных моделей центраторов может достигать сотен килограммов, поэтому их монтаж и эксплуатация требует применения грузоподъёмных устройств или механизмов.
Наружные центраторы для сварки труб
Такие устройства (обозначаются буквами ЦН с последующим указанием предельного значения внешнего диаметра в мм) представляет собой разъёмную многозвенную конструкцию, которая отличается различным способом соединения свариваемых концов труб. Наибольшее применение получили следующие разновидности наружных центраторов:
- Центраторы многозвенного типа, предназначенные для соединения трубопроводов с наружным диаметром до 2000 мм. Состоят из комплекта звеньев, которые соединяются между собой пальцевыми шарнирами. Стягивание звеньев между собой осуществляется либо вручную, при помощи винтового механизма, либо силового гидропривода по типу обычного домкрата. В последнем случае может быть достигнуто большее усилие стягивания, что обеспечит лучшее центрирование.

- Центраторы арочного типа, которые представляют собой две клеммы с откидными частями, которые при центрировании накладываются одна на другую, после чего стягиваются вручную или гидравликой. Отсутствие звеньев упрощает конструкцию, и делает её более жёсткой и долговечной. Это связано с тем, что в процессе эксплуатации величина зазоров в звеньях центраторов предыдущего типа как правило, возрастает вследствие износа. Кроме того, исключается выход приспособления из строя вследствие поломки соединяющих пальцев. Количество арочных секций подбирается в зависимости от внешнего диаметра трубопровода. Арочные центраторы применяют для труб диаметром до 900 мм.

- Цепные центраторы, прижимным органом которых является цепь. Такие приспособления отличаются наибольшей оперативностью при своей установке, вследствие чего используются не только при прокладке новых, но и ремонте действующих трубопроводов. Стягивание цепи, однако, выполняется вручную, что является недостатком данной конструкции. Цепные центраторы выпускаются для наружных диаметров труб до 1400 мм.

- Эксцентриковые центраторы, которые по конструкции несколько напоминают арочные, однако прижим клемм производится при помощи эксцентрикового зажима. Это ускоряет процесс центрирования, однако требует высокой квалификации оператора, производящего стягивание, поскольку при недостаточно прочной фиксации эксцентрик может самопроизвольно отсоединиться. Кроме того, механизм быстро изнашивается, и при этом усилие прижима уменьшается. Ввиду отмеченных особенностей применение эксцентриковых центраторов ограничено трубопроводами сравнительно небольших диаметров – 400…500 мм.

- Струбцинные центраторы, применяемые для фиксирования труб небольших диаметров. Они используются главным образом при прокладке бытовых трубопроводов. Такие устройства компактны, и представляют собой ручной рычажный механизм (в некоторых моделях имеется гидрозажим), которым производится прижим участков труб. Форма струбцин определяется внешней конфигурацией труб: струбцины могут быть и прямоугольными, и с дуговыми элементами. При этом нижняя струбцина, как правило – плоская.

Все конструктивные исполнения наружных центраторов для труб используются только совместно с дополнительным оборудованием. К нему относятся подставки, грузозахватные приспособления (крановые крюки), рабочие площадки для центрирования и пр.
Особенности и назначение
При вибрации и смещении незакрепленных труб во время соединения шов получается рыхлым, поэтому может треснуть даже при минимальной нагрузке. Поэтому применение центраторов для сварки труб, по которым перекачиваются агрессивные или опасные для здоровья людей вещества является обязательным. Работа с ними возможна при температуре от -45 до +45˚C. Точность совпадения осей при сборке труб под сварку уменьшает коэффициент сопротивления. Поэтому снижается мощность перекачивающих агрегатов.
Центраторы в зависимости от конструктивных особенностей применяют для стыковки диаметров от 25 до 2000 мм. Основой конструкции является тело, дополненное подставкой или крюком и набором зажимных элементов. Их количество можно менять в зависимости от диаметра соединяемых частей. Оборудование крепится на трубопровод с одной или обеих сторон стыка и стягивается натяжным механизмом, плотно соединяя торцы.
Внутренние центраторы для сварки труб
Конструкции таких приспособлений более сложные, поскольку должны обеспечивать соосность внутренних диаметров труб. Внутренние центраторы (обозначаются ЦВ), кроме внешней фиксации, должны обеспечивать ещё и внутреннюю, поэтому применяются при соединении труб, имеющих пенополиуретановое покрытие (ППУ).
Отличительной особенностью таких труб, широко применяемых в магистральных системах водяного отопления и горячего водоснабжения, является наличие защитного слоя пенополиуретановой изоляции, в котором размещается кабель, обеспечивающий дистанционный контроль за состоянием трубопровода. Сверху ППУ-изоляция покрывается термостойкой неметаллической оболочкой, поэтому сварка стыков стальных труб в данном случае возможна только изнутри.

Особенностью использования внутренних центраторов является то, что они могут использоваться в длительном режиме эксплуатации трубопровода. Как правило, они включают в себя гидравлический привод, который обеспечивает не только центровку, но и устраняет прогиб трубы под собственным весом или в результате просадки грунта в месте прокладки трубопровода. Система управления гидроприводом внутреннего центратора базируется на использовании двигателей постоянного тока, поскольку предполагает регулирование скорости перемещения гидрозажимов.
Для труб с внутренним диаметром до 300 мм возможно использование внутренних центраторов с ручным приводом.
Внутренние центраторы действуют так. Приспособление вводится в один из торцов трубы, в то время как второй надвигается при помощи грузозахватного приспособления. Гидравликой создаётся необходимое усилие прижима, после чего производится сварка. В процессе сварки труба сильно нагревается, поэтому обязательным является наличие охлаждающего вентилятора.
К специализированным конструкциям относят центраторы для узких труб. Они имеют пружинный прижим, и являются разновидностью наружных центраторов, используемых при бурении глубоких скважин под воду или нефть.

Характеристики отдельных модификаций
После того как мы рассмотрели особенности общей классификации, рассмотрим характеристики отдельных модификаций центрующих устройств.
- ЦЗН – центратор звенный наружный предназначен для совмещения торцов труб с диаметром стыка от 50 мм до 2 метров.

Наружный центратор с шарнирно сочлененными звеньями
Важно: Эксплуатация устройств допускается в широком диапазоне температур окружающей среды от – 40 ºС до + 40 ºС. Прибор конструктивно представляет собой многогранник с пластинчатыми звеньями на шарнирных сочленениях.
Стяжка совмещаемых элементов осуществляется посредством винтового механизма.
- ЦЗН-Г – центратор звенный наружный гидрофицированный представляет собой видоизмененную разновидность предыдущего устройства. Существенным отличием данной модификации от предыдущей является простота эксплуатации и отсутствие необходимости в приложении существенных физических усилий. В итоге, процесс совмещения свариваемых элементов существенно ускоряется без ущерба для качества готового результата. Устройство состоит из пластинчатых звеньев на шарнирном сочленении, но для приведения звеньев в движение применяется не винтовой механизм, а гидравлика. Допустимый диаметр труб колеблется в диапазоне 720-2020 мм
- ЦАН-Г – центратор арочный наружный гидрофицированный предназначен для работы с диаметром поперечного среза 325-820 мм.
![]()
Установка арочного типа для совмещения стыков с большими диаметрами
Устройство представляет собой разъемную конструкцию, состоящую из соединенных шарнирами секций. Применение устройства с такой конструкцией гарантирует дополнительное удобство при установке на стык.
В устройстве применены дугообразные секции, которые сжимаются, подгоняя срезы стыка. Количество дугообразных секций определяется диаметром труб.
Каждая из используемых секций оборудована специальными упорами, которые надёжно фиксируют совмещаемые элементы, обеспечивая при этом оптимальное качество и герметичность стыка. Непосредственно на секциях закреплены гидроприводы, рассчитанные на максимально развиваемое усилие до 5 т.с.
- ЦНЦ – центратор наружный цепной нажимного типа представляет собой устройство с ручным приводом, предназначенное для работы с диаметром поперечного среза от 426 до 1420 мм.

В отличие от звенных аналогов, цепные установки способны обеспечить большее усилие при проведении центровки. Приборы данного типа могут применяться как при строительстве, так и при ремонте трубопроводов.
Важно: Цепная конструкция построена с применением быстросъёмных механизмов, что положительно сказывается на производительности эксплуатации.
- ЦНЭ – центратор наружный эксцентриковый применяется для работы со стыками диаметром от 89 до 426 мм.

Зажим с эксцентриковым механизмом
Устройство состоит из нескольких захватных дуг, приводимых в движение эксцентриковым зажимом. Устройство может, применяется для работы с трубами различного диаметра посредством перестановки оси эксцентрика или за счет применения специальных проставок.
- ЦВ – центратор внутреннего типа гидравлический предназначен для совмещения торцов поворотных и неповоротных труб.

Установка для внутреннего совмещения стыков
Устройство при необходимости не только совмещает стыки, но и придает их срезу наиболее правильную круглую форму. Использование таких устройств позволяет строить трубопроводы с применением непрерывной автоматической сварки.
- ЦС – центратор-струбцина применяется для работ с трубами малого диаметра.

На фото центратор-струбцина
Это свойство и доступная цена делают устройство наиболее популярным среди непрофессиональных и начинающих сборщиков трубопроводов. (См. также статью Сварка труб встык: особенности.)

Сварка труб применяется для надёжного соединения конструкции, где нужна герметичность. Качество швов зависит от аппаратуры и опыта мастера. Рассмотрим, какие есть виды электродов и для чего предназначен каждый из них. Также ознакомимся с видами швов и соединений. Разберём, какие предварительные работы необходимо сделать перед сваркой. И узнаем несколько полезных советов, которые пригодятся новичку в процессе.
Подбор электродов
Электроды – это первое, что надо выбрать перед тем, как начать варить трубы. От их качества зависит надёжность швов и то, насколько система будет герметичной, а также сам процесс. Чем качественнее электрод, тем легче будет процесс.
Электрод – это тонкий стержень из стали, толщиной 0,2-0,5 см, на который нанесено специальное покрытие, позволяющее создать устойчивую дугу во время сварки. Также с его помощью формируется сварной шов, и он предотвращает окисление.
Классифицируют электроды по типу сердцевины и разновидностью покрытия.
По первому пункту электроды делят на два вида:
- С серединой, которая плавится. Внутри расположена проволока, толщину которой выбирают в зависимости от типа сварки.
- С неплавящейся серединой. Делаются они из графита, электротехнического угля или вольфрама.
Покрытие на электродах также может быть разное:
| Оболочка | Марка | Характеристика |
| Целлюлозная | C | Зачастую используются для соединения с трубами крупных сечений. Чаще всего это газовые или водные магистрали. |
| Рутилово-кислотная | RA | Применяются для сварки отопительных или водопроводных труб. При работе с таким электродом может появиться шлак, который можно убрать, постучав по нему или рядом с ним. |
| Рутиловая | RR | Такими электродами получаются аккуратные швы и минимум шлака (а налипший легко убирается). Чаще всего применяются для угловых соединений или при наваривании последующих слоёв. |
| Рутилово-целлюлозная | RC | Подходят для любой плоскости, зачастую используется для того, чтобы делать длинные вертикальные швы. |
| Основная | B | Универсальные электроды, зачастую применяются для соединения толстых труб или деталей, которые будут использоваться при минусовой температуре. |
В подборе электродов важно помнить, что качество зависит от цены. Если приобрести некачественный материал, то потом, возможно, придётся потратить ещё больше для переделки.

Предварительные работы
Для того, чтобы качественно соединить трубы сваркой требуется тщательно подойти к процессу подготовки поверхностей. Так как часто при выполнении шва приходится работать со старыми трубами, то первым делом следует зачистить рабочую поверхность металла до блеска, чтобы на краях не было ржавчины, краски или окалин. Размер поверхности для очистки должен составлять не меньше 1 см от края.
На краях труб следует сделать фаску (сточить края под углом 65-70°) и оставить притупление в 2 мм (не сточенная часть). После этого рекомендуется обезжирить трубы в месте сварки с помощью химических веществ, например, растворителя, спирта или их аналогов. Это поможет создать более качественную адгезию (прилипание) материала на рабочей поверхности.
Также требуется проверить края труб на наличие дефектов. Изделия с трещинами или сколами могут плохо соединиться, а также при начале работ давление или повышение температуры может разрушить место с повреждённой поверхностью.
При сварке следует учесть толщину стенок материала, так как сварить две трубы может оказаться невозможно или очень сложно. Требуется проводить работы между 2 поверхностями с одинаковой толщиной, так как полноценного соединения тонкостенной и толстостенной труб не получится из-за недостаточного приваривания шва. Также при таком процессе тонкую трубу можно проварить насквозь, что будет являться причиной деформации или поломки в месте стыка.
При сварочных работах также следует учесть угол среза труб. Он должен составлять 90°, так как шов будет не таким прочным, а это может привести к деформации или разрушению соединения. Также при сварке 2 труб проще делать шов прямым, чем диагональным, так как это более удобно и менее затратно по времени.
Виды швов и соединений
Существует несколько основных способов сварить трубы между собой:

Также швы отличаются между собой по месту нахождения и углу сварки. Например, горизонтальное соединение будет использоваться для труб, которые находятся вертикально относительно пола, а вертикальные швы – это те, которые делаются в месте, где трубы лежат горизонтально.
Так как варить трубы электросваркой иногда приходиться под потолком или на полу, то эти такие виды швов отличаются между собой. Для потолочной сварки электрод требуется помесить в нижнюю часть детали, которая находиться над головой работника, а напольные – это те виды соединения для которых требуется наклонятся вниз.
Видео описание
В этом видео показаны виды сварочных швов
Особенности процесса сварки и небольшая инструкция
Первым шагом при соединении двух труб является их фиксация. Они должны крепиться так, чтобы при сварке не расходиться в разные стороны или не продавливаться электродом.
Сварочный шов требуется делать цельным и непрерывным. Для этого во время работ нельзя отрывать электрод от поверхности материала. Но для труб с большим диаметром такое правило неприменимо, поэтому для соединения таких изделий применяется многослойная сварка, при которой число слоёв должно быть рассчитанным исходя из толщины стенок.
Чаще всего для труб с толщиной в 6 мм используется 2 слоя, для изделий со стенками от 6 до 12 делаются 3 слоя, а для большей толщины навариваются от 4 и более слоёв. Каждый последующий шов требуется делать только после того, как будет проверен предыдущий. Следует дождаться полного остывания соединения, а после этого проверить его на наличие дефектов.
Если толщина стенок трубы более 4 мм, то можно сделать коренной шов. Его особенность в том, что при сварке область между поверхностями полностью заполняется, не оставляя большого навара сверху шва. Аналогом считается валковое соединение, при котором над поверхностью трубы остаётся 3 мм валик.
Так как заварить трубу с водой электросваркой практически невозможно, то следует вначале перекрыть воду и слить её из системы. После этого можно приступать к процессу соединения. После завершения работ рекомендуется провести тестовый запуск для проверки на герметичность шва.
Видео описание
В этом видео показано, как правильно варить трубу электросваркой

Полезные советы и возможные ошибки
Чтобы сделать все правильно сразу и не переделывать через время плохую работу, нужно следовать некоторым советам:
- В труднодоступных местах лучше использовать согнутый электрод и контролировать процесс с помощью зеркальца.
- Если необходимо поменять электрод, то шов нужно продолжить с накрытием в 1-2 см.
- Металл током лучше прогревается с помощью прямой полярности, а не обратной.
Чаще всего дефекты возникают из-за того, что неопытные мастера невнимательны во время работы. В случае со сваркой даже небольшое отклонение шва приведёт к тому, что он не будет герметичен и прочный. Если изменить длину дуги, то в швах образуются пустоты и не проваренные места. Также дефекты могут возникнуть из-за оборудования или плохого качества труб.
Также во время сварки необходимо помнить о технике безопасности:
- проверить жилы и детали аппарата, они должны быть изолированы;
- корпус оборудования должен быть заземлён;
- вся одежда, рукавицы и маска должны быть сухими;
- перед началом работы необходимо обуть резиновую обувь или постелить под ноги коврик из этого материала, это обеспечит дополнительную изоляцию;
- обязательно нужно надевать защитный щиток, чтобы обезопасить глаза и лицо.
Если игнорировать правила техники безопасности, то можно получить ожоги или удар током.
После того, как сварочные работы окончены необходимо проконтролировать качество шва, так как сварка водопроводных труб требует тщательного анализа. Наружно можно определить, есть ли на швах прожоги, поры, свищи или другие дефекты.
Для проверки швов на трещины необходимо использовать компрессор. На концы устанавливаются заглушки, а швы обмазываются мыльной пеной. После этого в трубу под давлением необходимо закачать воздух. На местах, где соединение недостаточно прочное будут появляться мыльные пузырьки.

Коротко о главном
Самая важная часть в подготовке к сварке – выбор подходящего электрода. Для каждого вида сварки они разные.
Для магистралей лучше брать с целлюлозной оболочкой, для аккуратных швов желательно брать рутиловые и рутилово-целлюлозные.
Основная группа считается универсальной, но чаще всего её берут для использования при минусовой температуре.
Перед сваркой нужно зачистить поверхность до блеска, сделать фаску, обезжирить и проверить трубы на наличие дефектов.
Для труднодоступных мест лучше использовать согнутый электрод и контролировать процесс с помощью зеркала. При смене электрода шов нужно делать внахлёст на 1-2 см.
Чтобы проверить прочность шва нужно присоединить трубу к компрессору, с обоих сторон установить заглушки и места сварки смазать мыльным раствором. Если есть трещины, то из них будут появляться пузыри.
Сварка труб с целью образования монолитного соединения. Подготовительные работы. Применение разных методов сварки. Техника, применяемая для такого вида работ. Особенности ведения процесса в зимнее время. С поворотом стыка и без.

Сварка труб – это процесс образования неразъемного соединения при прокладке трубопроводов. В итоге получается монолитное изделие, которое характеризуется прочностью и герметичностью. Перед началом работы все изделия проверяются на наличие сертификата. В них должна отсутствовать эллипсность. Толщина стенки может находиться в пределах, разрешенных допуском.
В зависимости от множества факторов выбирается способ формирования сварочного соединения. Это зависит от диаметра труб, толщины стенок, материала изделия и расположения трубопровода. Учитывая эти факторы, работа проводится плавящимися и неплавящимися электродами. Стальные трубы варятся электродуговым или газовом методом, иногда с применением аргона. Для некоторых соединений применяется холодная сварка.

Процесс работы начинается с подготовки сварочного соединения. Во время обработки стыков проверяется наличие перпендикулярности плоскости сечения к оси трубопровода. По всему периметру будущего сварочного шва обеспечивается равномерный зазор. После прохождения этого этапа начинается сам процесс сварки. По окончании процедуры отбивается шлак и ведется проверка качества полученного соединения.
Предварительная подготовка труб к сварке
Перед началом работы места стыковых соединений подготавливаются. Состоит этот этап из следующих операций:
- Осматриваются концы изделий. Если их поверхность неровная, то она выпрямляется или торцы обрезаются с помощью газовой горелки.
- При наличии на местах будущих сварочных швов грязи или ржавчины кромки обрабатываются молотком и зубилом.
- Внутренняя и наружная поверхности зачищаются до блеска на размер 10 мм. Для этого используется металлическая щетка или шлифовальная машинка.
Способы стыковки труб
Сложность задачи соединения трубопроводов заключается в том, чтобы обеспечить стыкам достаточную жесткость. С помощью центраторов для сварки достигается нужный результат. Такие устройства обеспечивают соосность обеих частей соединений, что отражается на надежности шва.
Первая категория тоже имеет разновидности. Внешние устройства разделяются на типы:
Внутренние центраторы отличаются сложностью конструкции. В их задачу входит не только внешнее центрирование, но и внутреннее.
Механизм отличается высоким эксплуатационным ресурсом. Приспособление не только обеспечивает сварку труб, но и добавляет жесткость, что устраняет риск прогиба системы в случае усадки почвы.
Разница в применении плавящихся и неплавящихся электродов
Сварочные работы проводятся плавящимися и неплавящимися электродами. В первом случае плавятся сам электрод и участок свариваемой поверхности. При работе неплавящимся электродом за счет дуги проходит смешивание расплавленного металла свариваемых поверхностей.
- стальные:
- медные;
- алюминиевые.
- вольфрамовые;
- угольные;
- графитовые.
Оба вида находят применение для сварки медных труб. Это мягкий металл, и он тяжело варится.
Неплавящиеся электроды применяются для сварки оцинкованных труб.
Сложность работ заключается в необходимости расплавления цинкового покрытия. Для этого температура прогрева должна достигнуть 1200 °C.
Популярные способы сваривания стальных труб
- Работа по сварке труб полуавтоматом. В основу заложен принцип автоматической подачи проволоки к горелке прибора. Свариваются изделия из любой стали вплоть до нержавейки.
- С помощью холодной сварки. В реальности это клей, содержащий в своем составе эпоксидные смолы. Таким способом устраняются только небольшие дефекты. Шов не выдерживает напряжений, направленных на разрыв.

Использование газосварки
Газосварка используется для работы с обычными сталями. Горючая смесь состоит из кислорода и одного из газов:
- ацетилена;
- пропана;
- бутана.
Для работы требуется сварочная проволока и флюсы, которые необходимы для защиты металла от окисления внешним воздухом.
Существует газовая сварка с применением аргона, который выполняет роль защитной среды. Он используется при работе с цветным металлом или легированной сталью. Подается газ за 20 с до начала сварочного процесса и убирается через 10 с после его окончания. В процессе работы аргон вытесняет воздух и препятствует окислению металла.
Орбитальная сварка труб
Орбитальная технология применяется для сварки трубопроводов в бесповоротном стыке. Вручную такой процесс проводить тяжело, особенно для боковых участков. Под действием силы тяжести расплавленный металл стремится вниз. Поэтому операция проводится в автоматическом режиме при помощи специального оборудования. Между изделием и электродом возникает дуга. В эту зону подается аргон, чтобы не происходило окисления металла.
Для этого применяются специальные камеры, которые бывают 2 видов:
- Механизм полностью повторяет диаметр трубы и надевается на нее. Внутри имеется голова, которая в среде защитного газа двигается по стыку и накладывает шов. Такой способ применим, если диаметр трубы небольшой.
- Для изделий большого диаметра используются открытые камеры. Голова передвигается вдоль образуемого шва на кронштейнах.
К преимуществу такого вида сварки относится высокая скорость, качество шва и отсутствие влияния человеческого фактора.

Электродуговой метод сварки труб
Электродуговая сварка – это процесс получения сварного соединения с помощью специального оборудования и электродов. Образующаяся электрическая дуга расплавляет материал изделия и электрод. Одновременно на поверхности электрода плавится стержневая оболочка, которая, смешиваясь с жидким металлом, выступает на поверхности шва в виде шлака.
Для сварки труб ручной дуговой сваркой требуются специальные электроды. На их поверхности присутствует оболочка, которая защищает сварочный шов от присутствующего в воздухе азота и кислорода.
Электроды для такого вида сварочных работ:
- с целлюлозным покрытием;
- с рутиловой пленкой;
- комбинированные.
Применяемое оборудование носит название инвертора, который имеет несколько режимов работы.
Оптимальный подбор режима оборудования зависит от вида материала свариваемого изделия и его толщины. С учетом этих факторов подбирается и соответствующая марка электрода. Все эти данные содержатся в нормативах ГОСТ по сварке трубных изделий.
Выбираем технику электродуговой сварки
Сварочный шов проваривается несколько раз. Делается это для повышения надежности и прочности соединения.
Проварка швов бывает нескольких видов:
- с поворотом стыков;
- без поворотов стыков.
С поворотом стыков
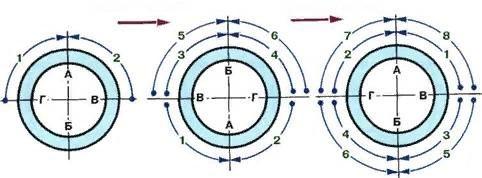
В первом случае сначала провариваются 2 верхние части трубы. Затем идет ее поворот на 180° и таким же образом варится низ. Затем изделие поворачивается на 90° и проваривается верхняя половина в той же последовательности. На последнем этапе идет поворот на 180° и варятся оставшиеся 2 части.
Вторым способом сначала провариваются 2 боковые поверхности. Потом труба поворачивается на 90° и варятся оставшиеся 2 четверти. При повторной сварке следует очередной поворот на 90° и опять обрабатываются поверхности с боков. На заключительном этапе идет последнее перемещение на тот же угол и проводится сварка оставшихся участков.
При работе с трубами большого диаметра проваривается слой в секторе, равном 45°. После этого изделие постепенно поворачивается.
Без поворота стыка
Сварка труб без поворота ведется отдельными участками: сверху вниз или снизу верх. Сначала варится первый слой, затем второй и третий. Такой метод имеет свои недостатки. Иногда попадаются труднодоступные места. Чтобы их обработать, требуется высокая квалификация сварщика.

Особенности сварки труб зимой
Такая работа с трубами в зимнее время имеет свои сложности. В условиях низких температур ухудшается отвод газов из расплавленного металла. Как результат, в соединении сохраняются остаточные напряжения, что приводит к повышенной хрупкости соединения.
При понижении температуры рекомендуется применять электроды марок:
- УОНИ-13/13;
- УОНИ-13/55;
- СМ-11;
- ВСЦ-1.
Их использование позволяет получать шов большей степени пластичности и вязкости.
Работа отличается особенностями:
- Стык очищается от грязи, снега и льда.
- Трубы соединяются с минимальными зазорами.
- На оборудовании устанавливается сварочный ток ниже стандартного на 15–20%. Это дает возможность улучшить повариваемость металла.
- Если стоят сильные холода, то предварительно ведется прогрев участка до 200 °C.
Существуют марки стали, которые хорошо варятся в условиях морозной погоды. К ним относятся 14ХГС, 14ГС, 19Г.

Подготовка труб под сварку
Подготовка труб под сварку включает: резку труб и обработку кромок под сварку согласно чертежам, очистку поверхности свариваемых кромок, центровку стыка.
Разделку концов труб и деталей трубопроводов из углеродистой стали с условным проходом до 100 кгс/см 2 я сборку стыков с зазорами под сварку следует производить в соответствии с требованиями, указанными в табл. 9.
Угол скоса кромок труб проверяют шаблоном в нескольких точках по окружности. Допускаемое отклонение от заданного угла не должно превышать значений, приведенных в табл. 9. Торцы труб должны быть перпендикулярны к ее продольной оси. Проверяют перпендикулярность угольником и линейкой. Отклонения замеряют по двум взаимно перпендикулярным диаметрам. Отклонение от перпендикулярности для труб с условным проходом до 250 мм допускается не более 1 мм, а с условным проходом более 250 мм — 2 мм. Нельзя сваривать трубы, кромки которых покрыты ржавчиной, маслом, краской или грязью, так как ухудшается устойчивость горения дуги, появляется пористость и понижается прочность сварного соединения. Очищают кромки и концы труб от ржавчины, окислов и других загрязнений с наружной и внутренней сторон на ширину 15—20 мм от сварного стыка; при этом пользуются стальными щетками, шарошками, шлифовальными машинками и приспособлениями.
| Таблица 9 | |||||
| Схемы разделки кромок под сварку труб и деталей трубопроводов из углеродистой стали | |||||
| Особенности соединения | Схемы разделки | Размеры, мм | |||
| толщина стенки, S | зазор а | смещение кромок х не более | притупление р | ||
| С равными стенками при S +2 -1 | 1,5 2 2,5 3 | 1 +1 -0,5 2 +1 -0,5 | |||
| C одной утолщенной стенкой при S свыше 5 до 25 мм если х превосходит установленную величину | 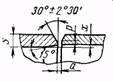 | 6-7 8—10 11—20 22—25 | 2 +2 -1 | 1,5 2 2,5 3 | 1 +1 -0,52 +1 -0,5 |
| Для приварки с подкладным кольцом (применяется только при наличии специальных указаний) | 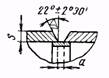 | 6-9 | 4 +1 -0,5 | — | — |
| 10—18 | 5±1 | — | — | ||
| При расточке конца трубы допускается уменьшение толщины на 15% |  | ||||
| 20-25 | 5±1 | — | — | ||
Особое внимание уделяется центровке стыка труб. При сборке необходимо обеспечить требуемую точность совпадения кромок свариваемых элементов и их фиксацию при прихватке. Прихватка представляет собой короткий сварной шов, который накладывается при сборке сварных конструкций. К качеству прихватки предъявляют те же требования, что и к основному шву. При сборке ответственных трубопроводов прихватку должен выполнять тот же сварщик, который будет заваривать весь стык.
1. Какие требования предъявляют к разделке концов труб и деталей трубопроводов из углеродистой стали?
Читайте также:
- Установка пжд 14 на камаз своими руками
- Как пользоваться лазерным уровнем для выравнивания пола из дерева своими руками в домашних условиях
- Как запустить систему отопления в частном доме своими руками
- Ситроен с4 установка сигнализации своими руками
- Чем заливать систему отопления в частном доме своими руками