
Как сделать зубчатую передачу своими руками
Добавил пользователь Дмитрий К. Обновлено: 04.10.2024
Первомым делом необходимо подготовить поверхность шестеренки. Промываем ее многократно в теплой воде с моющим средством, активно работая зубной щеткой. Наша задача обезжирить и удалить смазку со всех граней. После того как обезжировка проведена, высушите ее насухо.
Готовим клей
Теперь подготовим клей. Смешаем на небольшом кусочке картона компоненты в пропорции как в инструкции. Хорошо перемешаем. Вообще, перед открыванием клея, рекомендую тщательно ознакомиться с его инструкцией, особенно с временем полного и частичного затвердевания, так как у разных производителей эти данные могут кардинально отличаться. Если консистенция получилась жидкая — дайте ей немного постоять, пока она начнет отвердевать.
Восстановление зубьев
В моем случае сточено несколько зубьев, ситуация исправима. Мажем клей на то место, которое нужно восстановить. Клей должен быть очень густым, но пластичным. Делаем такой своеобразный бугорок. Кладем шестеренку на импровизированную подставку, для того чтобы клей ещё больше загустел. Все опять же индивидуально, мне понадобилось лично минут 20, чтобы консистенция заметно загустела. Ускорить реакцию и уменьшить время загустения можно нагреванием. К примеру взять фен и начать нагревать клей на шестеренке.
Восстановление зубьев
Теперь самый ответственный момент — прокатка зубьев. Узел где эксплуатировалась шестерня, а именно другая шестеренка с которой непосредственно контактировала наша сломанная, нужно обильно смазать смазкой, солидолом или литолом. Устанавливаем сломанную шестерню и прокатываем несколько раз по другой. В результате другая шестеренка прокатает след на густом клее. Теперь вы понимаете, что прежде чем прокатывать зубья, эпоксидный клей на шестеренке должен затвердеть до консистенции твердого пластилина. Благодаря смазке клей не прилипнет на другую шестеренку.
Затвердевание
Аккуратно извлекаем восстановленную делать из механизма и оставляем ее для окончательного затвердевания, обычно на сутки. Вот таким несложным способом можно довольно просто восстановить сломанные шестерни.
Как изготовить шестерню по образцу своими руками
Одной из самых сложных и, тем не менее, распространенных механических систем является зубчатая передача. Это отличный способ передачи механической энергии из одного места в другое и способ увеличения или уменьшения мощности (крутящего момента), а также увеличения или уменьшения скорости чего-либо.
Как сделать шестеренку своими руками? Проблема всегда заключаются в том, что для создания эффективных зубчатых колес требуется достаточно много навыков рисования и знание математики, а также умение создавать сложные детали.
Для любительского нет необходимости иметь максимальную эффективность, поэтому мы можем получить намного более легкую в изготовлении систему, даже с подручными инструментами.
Шестерня — это ряд зубьев на колесе. (Обратите внимание на диаграмму выше, они пометили неправильное количество зубьев на шестернях — извините)
Видео
Процесс изготовления
Приступим к самому процессу. Берем части расколотой шестеренки и склеиваем секундным клеем.

Все технические полости в ней заполняем пластилином, чтобы проще было отливать деталь.


Затем высыпаем в кастрюлю желатин и разбавляем его глицерином. Растапливаем на водной бане до однородной массы. Когда желатин готов, помещаем деталь в небольшую емкость и заливаем получившейся массой.

Даем некоторое время на застывание. Далее делаем небольшие надрезы, чтобы извлечь шестерню. Первая форма готова.

Теперь необходимо расплавить воск и отлить из него деталь.

Когда деталь готова обязательно сравните ее размер с исходной.

У нас вышла чуть меньше, чем должна быть. Вопрос был решен оконным уплотнителем. Нужно наклеить его на зубья шестерни и срезать лишнее.


Дальше повторяем предыдущие шаги. Плавим желатиновую форму и опять заливаем деталь, извлекаем ее и заливаем воск. Теперь получилось точно по размеру.


Следующим шагом разводим гипс и в металлической емкости и заливаем им деталь из воска. Даем гипсу застыть и прокаливаем емкость в горне, чтобы убрать из нее воск.


Мы пробовали выплавить воск из гипса в духовке, но до конца это сделать не получилось, что плохо сказалось на качестве конечной детали.


Когда гипсовая форма готова, плавим алюминий в горне.

Расплавленный метал заливаем в гипс, охлаждаем в воде и получаем готовую деталь.

В целом выглядит неплохо, но требует небольших доработок.


Для этого достаточно напильника и ножовки по металлу.


Токарный станок облегчит обработку, но его наличие не обязательно.

Все что осталось сделать после обработки детали, это установить шестерню на свое место.


Не забывайте смазывать движущиеся и трущиеся детали механизма. Так они прослужат намного дольше.

Специфические проблемы послойной печати
Слайсеры тоже вносят свой вклад, поскольку некоторые из этих программ могут выбирать разные точки для обхода отверстий. Если внутренний край отверстия будет рисовать внутренний край экструдируемого пластика, то реальный диаметр отверстия будет иметь небольшую усадку, и чтобы в это отверстие потом что-нибудь вставить, может понадобиться определенное усилие. Так что слайсер может вполне намеренно делать отверстия меньше.
Тонкости моделирования зубца. Угол давления, и Как сделать прочные зубцы
Угол давления 15, угол давления 35
Угол давления?Зачем мне это знать? Это угол между нормалью к поверхности зубца и диаметром окружности. Зубцы с большим углом давления (более треугольные) прочнее, но хуже сцепляются. Их проще печатать, но при работе они создают высокую радиальную нагрузку на несущую ось, издают больше шума и склонны к отдаче и проскальзыванию.
Фанерные изделия
Фанера является одним из самых удобных материалов, так как легко поддается обработке. Кроме того, лист фанеры значительно шире любой рейки, поэтому из него можно изготовить самые разные изделия с помощью столярного лобзика. Вот лишь небольшой список популярных новинок, взятых из ютуба, которые можно использовать для изготовления крутых древесных поделок:
- нарезное оружие различного калибра, которое пусть и не стреляет дробью, но зато выглядит очень необычно;
- невероятные деревянные мельницы, создаваемые путем склеивания всего 10−15 деталей;
- деревянные повозки из старины, которые сможет создать даже ребенок;
- животные для садового участка, выпиленные из куска фанеры.
Методы крепления на ось
Тугая насадка на ось с насечками.
Этот самый простой метод встречается не слишком часто. Здесь надо быть внимательным со перекосом пластика, что с течением времени ухудшит передачу момента. Такая конструкция является также неразборной.
Ось на фиксирующем винте в плоскости шестерни.
Фиксирующий винт проходит сквозь шестерню и упирается в плоский участок на оси. Фиксирующий винт обычно направляется непосредственно в тело шестерни или через утопленную гайку через квадратное отверстие. У каждого метода есть свои риски.
Если направлять винт напрямую, можно сорвать хрупкую пластиковую резьбу. Метод с утопленной гайкой решает эту проблему, но, если не проявить достаточно аккуратности и приложить при креплении слишком большое усилие, тело шестерни может сломаться. Делайте шестерню потолще!
Добавление специальных ввинчивающихся термовставок, существенно улучшит прочность насадки на ось.
Утопленный шестигранник —
шестиугольная врезка, в которой сидит шестиугольная гайка под шестиугольный винт. Вокруг шестиугольника нужно напечатать достаточно сплошных слоев, так чтобы винту было за что держаться. При этом тоже полезно использовать фиксирующий винт, особенно если речь идет о высоких оборотах.
встречается в мире любительской 3D-печати нечасто.
Ось как единое целое с гайкой.
Такое решение хорошо противостоит нагрузкам на скручивание. Его, однако, очень трудно добиться на принтере, потому что шестерни приходится печатать перпендикулярно к поверхности стола, а любые оси при таком решении имеют слабое место по оси Z, что проявляется при высоких нагрузках.
Настройка дифференциала
После установки детали и фрезы на станок, необходимо выполнить настройку передачи между основным и вторичным шпинделем. В различных станках это делается по-своему:
а) сменой паразитных шестерен гитары
б) переключением коробки передач
в) синхронизацией электроприводов с частотным управлением.
В станках с зубчатой гитарой настройка сводится к тому, чтобы отношение модуля к передаточному числу, которое индивидуально для каждой модели станка, представить как отношение произведений чисел, указывающих на число зубьев в паразитных шестернях. В современных станках синхронизация шестерни с фрезой выполняется автоматически в соответствии с заданными параметрами обработки.
Выбор сплава и производство на поворотном столе

Изначально необходимо сделать небольшой расчёт. Необходимо вычислить, на какую величину необходимо будет поворачивать деталь, чтобы выточить необходимое количество равноудалённых друг от друга зубов.
Сделать это очень просто – необходимо общую длину поворотного стола разделить на количество зубов. Перемещения для каждого зуба удобно выписать для себя в отдельную записку. Теперь остаётся лишь надёжным образом закрепить заготовку и выполнять резку.
Естественно, если делать из металла шестерню, то только ту, которая будет практически вечной. Подразумевается использование прочного сплава. В качестве того рекомендуется использовать дюраль д16т.
Даже в случае существенных нагрузок означенный сплав отлично проявляет себя. Главное – это после установки зубчатого колеса в механизм произвести его смазку и регулярно её менять. В этом случае ресурс у шестерни будет просто космическим.
Далеко не у каждого в гараже найдётся поворотный стол и специальная оправка для него. Производство зубчатых колёс профессионалами окажется оптимальным вариантом (сэкономит большое количество времени).
Игорь Негода продемонстрирует, как он самостоятельно выполнил производство шестерней для станка:
Не так давно друг мне подогнал головоломку, в виде поломанной шестерёнки от кухонного комбайна.
И только из-за её отсутствия, устройство простаивает.
Так как такого рода детали купить в магазине не возможно, а изготавливать с ноля металлические, достаточно дорогостоящее мероприятие. Поэтому было принято решение отлить данную шестерёнку из пластика, используя литьевой полиуретан. Очень удобный материал в таких работах.
Для этого было необходимо, склеить имеющиеся фрагменты. И до моделировать недостающие части, воском.
После моделировки идёт процесс дублирования, жидким силиконом.
После в получившуюся форму заливается жидкий пластик.
Материалы, которые использовались в работе.
В конечном результате мы получаем копию нашей шестерёнки.
Как для первого раза, результатом я полностью доволен. Конечно, есть мелкие недочёты, но об этом наверстаем в будущем.
Более подробно и наглядно все этапы изготовления в видео ниже.

В конце когда сделал прорези, в этих местах разрезал болгаркой:










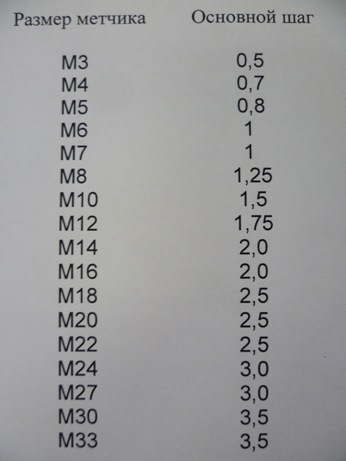
Не мог найти метчик М6, по этому сделал резьбу М5.
Боты М5 так и не нашел ни в одном магазине, пришлось перерыть все ящики в гараже.
Делал 1-й раз по этому не все так идеально как хотелось бы. Из инструмента использовались только: болгарка, дрель, надфили, напильники, зубило, метчик.
Смещение на 1 зуб в обе стороны относительно метки.
Комментарии 175


Я позже готовую приобрел. На этой все таки появилось биение после регулировок.
Не, у меня биения нет, всё приточил, допуски сделал в сотых долях

И как эффект… разница есть…
Да, едет по веселее.

Брал пару недель назад за 530 вроде хорошо так сделана, родная уже подизносилась поставил разрезную и назад сместил распред тоже

Титаник построили — профи, ковчег — человек с прямыми руками. Так и здесь… Всё хорошо, но всё же перед тем как одевать ремень ГРМ, я б проверил радиальное биение шестерни, прокручивая распредвал в ГБЦ… Автору респект за труды!

Посмотрю я как ты будешь распредвал прокручивать при установленных клапанах и еще за радиальным биением шестерни следить.)))
Элементарно Ватсон! Поршни ставишь в середину, ремень не одеваешь. Вороток трещётка на болт распреда, крути распредвал в любую строну. Не так и тяжко его прокрутить. Второй вариант: Выставляешь все метки двигателя по стоковой шестерне, одеваешь разрезную, одеваешь ремень выкручивай свечи — крути стартером наблюдай биение. Только не нужно говорить это долго, это тяжело итд… Можешь даже стальку прикрутить к шпилке которая крепит крышку гбц и подвести её в 1мм о шестерни распреда и наблюдать биение при прокручивании шестерни…Ну а если есть в гараже ещё и индикатор часового типа, то можно проверить ещё точне. Было бы желание.
Проходил это когда разрезные шестерни на тазы только начали появляться массово, поэтому приходилось проверять так.
Будешь крутить воротком распредвал, который сжимает пружины, и головой не пошевелишь? Будешь крутить стартером, и двигатель будет стоять не шелохнувшись, относительно твоей головы? )))) Ты это какое биение то будешь пытаться увидеть в таких условиях? В пять миллиметров? У парня, при его последовательности изготовления это шестеренки, там едва миллиметр наберется. А вот он уже за погрешность болтания головой при прокрутке сойдет.)))
Лучше за своей головой следи, больше толку будет! Ловец микронов…
Фи…Грубиян…Извольте проследовать — в сад. ))
ОбЫзательно! Но только после Вас! Вы там всех уже знаете…
Конечно знаю. Это именно я, туда их всех и спровадил…)))

Так эта шестерня стоит 300р. Ну за старания молодец!

Как крем для лица блондинки который называется "Ласточкино гуано"

"AntoxaUln-Vrn запретил отвечать на его комментарии"-в кусты))) что за люди, малодушные пошли…а может и не люди…

Это бред… Ответственный узел и такая кустарщина. Дисбалансу привет передавай
Какому еще дисбалансу? Никто эти шестерни не балансирует вообще, (просто попробуйте найти на ней следы балансировки) а тем более — разрезные. Разрезная шестерня в силу самой своей конструкции не может быть сбалансированной. Хоть фирменная, хоть кустарная. Сдвинут её при регулировке на один зуб и пипец всем стараниям по балансировке. И вообще, у неё на оси, сидит распредвал и он давит при вращении на пружины клапанов. Вы думаете у всех пружин одинаковая жесткость? Не влияет ни на что, этот пипирошный дисбаланс, который там может быть.
Конечно их не проверяют, они при изготовлении уже выходят более менее балансированными, если нет деффектов формовки конечно.

Да что вы с этим дисбаланс, дисбаланс … у меня стояла гнутая шестерня распредвала … гуляла, как … ну немного матерно получиться ( не то чтобы уж, но не совсем что бы ах, короче нормуль — восьмёрка ) так ни чего — ни ремень не рвало, ни дисбаланса … хотя потом поменял просто не эстетично …
Как таковой дисбаланс в этом узле есть заранее — тяжение ремня, да и сами шестерни скажем не шибко то сбалансированы с завода — просто отливка и обработка, а какой либо ещё подгонки как то даже и не встречал . А уж если говорить о какой то там "тюнингованной" хреновине за хорошие деньги в "хорошем" тюнинг-центре — я вас умоляю "не смешите мои копыта" ! Это впаривание мозга и фуфла .
А тут молодой человек сделал то, что хотел и довольно не плохо — уж как смог . Первые компьютеры как то тоже в сарае собирали … из такого фуфла … однако . Ну был бы у него станок выточил бы .
Ну а приблизительную центровку с допустимой +- балансировкой тут подсказали можно сделать и просто в сверлильном станке и потом на ось одел и балансируй какая сторона перевесила — чуток снял …


Да что вы с этим дисбаланс, дисбаланс … у меня стояла гнутая шестерня распредвала … гуляла, как … ну немного матерно получиться ( не то чтобы уж, но не совсем что бы ах, короче нормуль — восьмёрка ) так ни чего — ни ремень не рвало, ни дисбаланса … хотя потом поменял просто не эстетично …
Как таковой дисбаланс в этом узле есть заранее — тяжение ремня, да и сами шестерни скажем не шибко то сбалансированы с завода — просто отливка и обработка, а какой либо ещё подгонки как то даже и не встречал . А уж если говорить о какой то там "тюнингованной" хреновине за хорошие деньги в "хорошем" тюнинг-центре — я вас умоляю "не смешите мои копыта" ! Это впаривание мозга и фуфла .
А тут молодой человек сделал то, что хотел и довольно не плохо — уж как смог . Первые компьютеры как то тоже в сарае собирали … из такого фуфла … однако . Ну был бы у него станок выточил бы .
Ну а приблизительную центровку с допустимой +- балансировкой тут подсказали можно сделать и просто в сверлильном станке и потом на ось одел и балансируй какая сторона перевесила — чуток снял …
Может быть для первого двигателя такое и прокатит. Но современный двигатель как и компьютер на коленке не соберешь.
Ну современный бытовой компьютер … да как то проще … чем двигатель, собирают в любой китайской деревне "трудолюбивые" потомки чингизидов, попивая шай с араком .

Недавно друг, который занимался продажей шоколадных фонтанов в Питере обратился с необычным предложением. Ему вернули фонтан, где не крутился винт, поднимающий шоколад. Я люблю подобные задачи, когда мало кто может (или хочет браться) за починку единичных вещей и нужно поломать немного голову как изготовить редкие запчасти своими руками.
После разборки стало ясно, что дело в редукторе. Одна шестерня буквально расплавилась на валу (качество компонентов было просто на высоте. Скорей всего шестерня проскальзывала долгое время, потом нагрелась. Фонтан выключили, шестерня снова прилипла к валу со смещенным центром. Потом его снова включили и несколько зубъев, не выдержав нагрузки, отломилось). Точно такую же шестерёнку не найти, поэтому из оказавшегося под боком оборудования решил изготовить новую.
Вариантов создания шестерёнок очень много, я расскажу лишь про один из них. На мой взгляд он самый простой и эффективный.
Шаг 1. Разработка чертежа шестерни
Вам понадобится:
- любой векторный редактор
- штангенциркуль
- генератор шестеренок (я использовал этот онлайн сервис)
Итак, считаем количество зубцов поломавшейся шестерни. Вводим все параметры, проводим замеры.
Качаем файл чертёж. Внутреннюю звёздочку я чертил сам в кореле, т.к. нужного параметра не нашел.

Рассчитывая внутренний диаметр шестерёнки нужно соблюсти тонкий баланс между прокручиванием и растрескиванием от сильного натяга.
Шаг 2. Изготовление шестерни
Материал новой шестерни — прозрачное оргстекло. Просто ищете в поисковике лазерную резку в вашем городе и отправляетесь туда. Лучше нарезать несколько с разными параметрами сразу. Думаю, одна порезка как у меня не должна выйти более $ 6.
Шаг 3. Запуск и тест фонтана
Вообще соседние шестерни принято делать из материалов немного разной плотности. Так они дольше прослужат. Скорей всего производитель просто пренебрег этим.

Смазываем, запускаем, радуемся!
Удачи в вашем труде!











Не-FDM 3D-печать
Большинство людей, даже убежденные любители, не имеют непосредственного доступа к другим технологиям 3D-печати для изготовления шестеренок. Между тем такие сервисы существуют и могут помочь.
отличная технология для профессионального прототипирования шестеренок. Печатаемые слои не видны, в результате процесса можно получать очень мелкие детали. С другой стороны, детали получаются дорогими и несколько хрупкими. Если вы используете этот процесс для прототипирования будущей литой модели, проблем с ее извлечением не возникнет. Делайте деталь сплошной, а то она непременно сломается!
очень точный процесс, в результате которого получаются прочные детали. Технология не требует подпорок для нависающих структур. Можно создавать сложные и подробные изделия, лучше со стенками толщиной до четверти дюйма. Слои печати также почти невидимы… НО, шершавая поверхность (потому что технология основана на порошковой печати) крайне склонна к износу. Требуется очень мощная смазка, и многие вообще не рекомендуют SLS-шестеренки для приложений длительного пользования.
Технология BinderJet
хороша для детализированных и точных многоцветных декоративных или
не конструкционных
деталей. Подойдет для получения деталей безумных цветов, впрочем, очень хрупких и зернистых, так что это не то, что требуется для функциональных шестеренок.
> Купить в подарок или заказать уникальную вещь ПОДЕЛИТЕСЬ С ДРУЗЬЯМИ!
About sTs
- Идея уркашения детской комнаты — 21.08.2019
- Акция! Возможность открыть свою обучающую школу от МозгоЧинов! — 19.07.2019
- Самодельная люстра в виде пирамиды с Трикветрами — 05.06.2019
- Поиск администраторов! — 29.01.2019
- Лайфхаки для родителей или старших братьев и сестёр — 13.12.2018
- Креативный подарок другу — 20.11.2018
- Купить самодельные световые мечи из StarWars для Halloween — 16.09.2018
- Как избавиться от недостатков школьного образования и системы — 09.09.2018
- Обновление сайта, снова открыта регистрация — 02.09.2018
- Узнай, как я зарабатываю путешествуя и занимаясь любимым делом — 02.08.2018
- Как я навёл порядок в своей коллекции домашних фото и видео на 300 Гб — 02.08.2018
- Как за 20 минут сделать крутой шлем виртуальной реальности v.3.0 — 23.07.2018
- Бизнес под ключ для детей — 09.02.2018
- Администрация сайта уходит в отпуск! — 22.12.2017
- ВНИМАНИЕ! Конкурс лучших инструкций — 13.10.2017
Настройка дифференциала

После установки детали и фрезы на станок, необходимо выполнить настройку передачи между основным и вторичным шпинделем. В различных станках это делается по-своему:
а) сменой паразитных шестерен гитары
б) переключением коробки передач
в) синхронизацией электроприводов с частотным управлением.
В станках с зубчатой гитарой настройка сводится к тому, чтобы отношение модуля к передаточному числу, которое индивидуально для каждой модели станка, представить как отношение произведений чисел, указывающих на число зубьев в паразитных шестернях. В современных станках синхронизация шестерни с фрезой выполняется автоматически в соответствии с заданными параметрами обработки.
Как сделать шестерню своими руками
Привет. Хочу поделиться опытом быстрого создания шестерёнок. Кратко расскажу как проектировать шестерни и как изготавливать.
Постарался изложить максимально простым языком.
Недавно друг, который занимался продажей шоколадных фонтанов в Питере обратился с необычным предложением. Ему вернули фонтан, где не крутился винт, поднимающий шоколад. Я люблю подобные задачи, когда мало кто может (или хочет браться) за починку единичных вещей и нужно поломать немного голову как изготовить редкие запчасти своими руками.
Чем заменить эпоксидный клей?
Если вы не нашли клей, я могу вам порекомендовать сделать немного похожий состав. Для этого понадобится:
- Эпоксидная смола с отвердителем.
- Цемент сухой.
Покупаем обычную прозрачную или желтоватую эпоксидную смолу с отвердителем. Эти два компонента зачастую продаются вместе. В пропорции указанной в инструкции, смешиваем компоненты для получения нужного количества клея. Добавляем цемент. Только не цементно-песчаную смесь, а именно чистый цемент. Пропорции примерно два к одному. То есть две части клея и одна цемента. И все очень тщательно перемешиваем. Клей готов, а дальше все как по инструкции выше.
Владельцы домашних мастерских имеют много приспособлений и устройств, которые значительно облегчают ручной труд и повышают эффективность работы. Одним из таких механизмов является понижающий редуктор.
В основном он используется для того, чтобы скорость вращения выходного вала изменялась в меньшую сторону или повышался на нем крутящий момент. По своей конструкции это устройство может быть комбинированным, червячным или шестеренным, а также одно- и многоступенчатым.
Понижающий редуктор многие изготавливают своими руками.
Что такое редуктор?
Этот механизм представляет собой передаточное звено, которое располагается между вращательными устройствами электродвигателя или двигателя внутреннего сгорания к конечному рабочему агрегату.
Основными характеризующими показателями редуктора являются:
- передаваемая мощность;
- количество ведущих и ведомых вращательных валов.
К вращательным устройствам этого механизма неподвижно закрепляют зубчатые или червячные передачи
, которые передают и регулируют движение от одного к другому. В корпусе имеются отверстия с подшипниками, на которых располагаются валы.
Необходимые материалы и инструменты
Чтобы изготовить редуктор могут потребоваться следующие материалы и инструменты:
- гаечные ключи и отвертки разнообразных форм и размеров;
- надфили, сверла;
- прокладки из резины;
- шайбы, обрезки труб, шестерни, болты, подшипники, шкивы, валы;
- инвертор;
- штангенциркуль, линейка;
- плоскогубцы;
- тиски, молоток;
- каркас от старого редуктора или стальные листы.
Как сделать редуктор своими руками?
Самой важной деталью понижающего редуктора считается его корпус. Он должен быть спроектирован и изготовлен правильно своими руками, так как от этого зависит взаимное положение валов и осей, соосность гнезд под опорные подшипники и зазоры между шестернями.
Корпусы промышленных редукторов изготавливают в основном методом литья из алюминиевых сплавов или чугуна
Многие мастера делают по-другому. Чтобы не заморачиваться с расточными работами, они корпус начинают сваривать полностью, а вместо гнезд для опорных подшипников применяют отрезки трубы
, которые выставляют в необходимом положении и только после этого окончательно закрепляют на месте при помощи сварки или болтами. Для облегчения обслуживания редуктора необходимо у корпуса сделать съемной верхнюю крышку, а снизу — сливное отверстие, которое будет использоваться для стока отработанного масла.
Опорой для шестеренок служат оси и валы редуктора. Обычно в одноступенчатом механизме используют только валы, имеющих жесткое крепление шестерен. Обе шестеренки в этом случае вращаются вместе со своими валами. Ось используют тогда, когда в редуктор необходимо вставить промежуточную шестеренку.
Она начинает свободно вращаться на своей оси с минимальным зазором
, а чтобы не смещалась вбок, ее фиксируют гайкой, упорным буртиком или стопорными разрезными шайбами.
Валы следует изготавливать из стали, обладающей хорошей прочностью и замечательно поддающейся механической обработке.
Опорами для валов служат подшипники в редукторе. Они воспринимают нагрузки, возникающие в процессе работы механизма. Надежность и работоспособность редуктора целиком зависит от того, насколько правильно были подобраны подшипники.
Для механизма своими руками лучше всего подобрать подшипники закрытого типа
, для которых требуется минимальное обслуживание. Они смазываются консистентной смазкой. Тип подшипников напрямую зависит от вида нагрузки.
При использовании прямозубых шестерен будет достаточно обыкновенных одно- или двухрядных шариковых подшипников.
Если в механизме присутствуют косозубые шестерни или червячные передачи, то на вал и подшипники начинает передаваться осевая нагрузка, что требует наличия шарикового или роликового радиально-упорного подшипника.
Другой довольно важной деталью редуктора являются шестерни. Благодаря им можно изменять частоту вращения выходного вала. Чтобы изготовить шестерни, необходимо специальное металлорежущее оборудование, поэтому для экономии можно использовать готовые детали со списанных устройств.
Очень важно в процессе монтажа шестерен выставить правильно зазор между ними, потому что от этого зависит уровень шума, возникающего во время работы редуктора и нагрузочная способность. Смазывать шестерни лучше всего жидким индустриальным маслом, которое заливают таким образом, чтобы оно покрыло зубья нижней шестерни. Смазка остальных деталей осуществляется при помощи разбрызгивания масла по внутренней полости механизма.
Сальниковые уплотнители валов предотвращают просачивание масла наружу из редуктора. Устанавливают их на выходах валов и закрепляют в подшипниковых крышках.
Чтобы предотвратить аварийное разрушение деталей механизма от больших нагрузок используют предохранительную муфту. Она бывает в виде сильфона, подпружиненных фрикционных дисков или срезаемого штифта.
Процесс монтажа очень сильно облегчают крышки подшипников
, которые бывают сквозными или глухими. Подбирают их из готовых деталей или вытачивают на токарном станке.
> Купить в подарок или заказать уникальную вещь ПОДЕЛИТЕСЬ С ДРУЗЬЯМИ!
About sTs
- Идея уркашения детской комнаты — 21.08.2019
- Акция! Возможность открыть свою обучающую школу от МозгоЧинов! — 19.07.2019
- Самодельная люстра в виде пирамиды с Трикветрами — 05.06.2019
- Поиск администраторов! — 29.01.2019
- Лайфхаки для родителей или старших братьев и сестёр — 13.12.2018
- Креативный подарок другу — 20.11.2018
- Купить самодельные световые мечи из StarWars для Halloween — 16.09.2018
- Как избавиться от недостатков школьного образования и системы — 09.09.2018
- Обновление сайта, снова открыта регистрация — 02.09.2018
- Узнай, как я зарабатываю путешествуя и занимаясь любимым делом — 02.08.2018
- Как я навёл порядок в своей коллекции домашних фото и видео на 300 Гб — 02.08.2018
- Как за 20 минут сделать крутой шлем виртуальной реальности v.3.0 — 23.07.2018
- Бизнес под ключ для детей — 09.02.2018
- Администрация сайта уходит в отпуск! — 22.12.2017
- ВНИМАНИЕ! Конкурс лучших инструкций — 13.10.2017
Режем зубья любой формы
В реальных механизмах применяются шестеренки с различной формой поперечного сечения зуба: треугольной, эвольвентной, круговой и т.д. Далее мы рассмотрим способ, позволяющий создать контур шестеренки с зубьями любой формы.
Базовым элементом таких изображений является окружность. При помощи инструмента Эллипс (F7) создайте окружность нужного диаметра (рис. 17), удерживая нажатой клавишу Ctrl.

Рис. 17. Окружность — базовый элемент для создания изображения шестеренки
Рис. 18. Пиктограмма выбора режима Закругленный угол на панели свойств
Рис. 19. Скругление углов прямоугольника путем ввода числовых значений радиусов в поля на панели свойств
Теперь создайте заготовку зуба. В рассматриваемом примере он имеет форму трапеции со скругленными углами. При помощи инструмента Прямоугольник создайте прямоугольник. Скруглите верхние углы, выбрав режим Закругленный угол (рис. 18) и введя числовые значения радиуса в соответствующие поля на панели свойств (рис. 19). Для того чтобы нижние углы остались в исходном состоянии, отключите режим Изменить углы совместно (рис. 20).
Преобразуйте прямоугольник в кривую, нажав сочетание клавиш CtrlQ. При помощи инструмента Форма переместите правую и левую нижние узловые точки кривой на равные расстояния по горизонтальной оси по направлению от центра объекта, чтобы придать ему форму трапеции (рис. 21 и 22).
Рис. 20. Пиктограмма включения и отключения режима Изменить углы совместно на панели свойств
Рис. 21. Перемещение узловой точки кривой при помощи инструмента Форма
Рис. 22. Заготовка зуба готова

Рис. 23. Расположение заготовки зуба относительно окружности
Переключитесь на инструмент выделения и переместите модифицированный объект, как показано на рис. 23. Добавьте к выделению окружность и выровняйте объекты по вертикальной оси, выбрав в меню Объект -> Выровнять и распределить -> Выровнять центры по вертикали или нажав клавишу С. Обратите внимание на то, что оба нижних угла заготовки зуба должны находиться внутри окружности.

Рис. 24. Перемещение маркера оси вращения заготовки зуба в центр окружности

Рис. 25. Настройки раздела Вращение палитры Преобразования

Рис. 26. Заготовки зубьев равномерно распределены по окружности
Откройте раздел Вращение палитры Преобразования, выбрав в меню Окно -> Окна настройки -> Преобразования -> Повернуть или нажав сочетание клавиш AltF8. Чтобы рассчитать угол поворота, нужно разделить 360 на их количество. В приведенном примере оно равно 9. Соответственно, угол поворота составляет 40° (360/9=40). Количество копий должно быть на единицу меньше количества зубьев (в данном случае — 8).
Введите числовые значения угла поворота и количества копий в соответствующие поля палитры (рис. 25) и нажмите кнопку Применить. Заготовки зубьев равномерно распределены по окружности (рис. 26).

Рис. 27. Объединение группы выделенных объектов в один нажатием кнопки Объединение на панели свойств
Рис. 28. Контур шестеренки готов
В качестве тренировки попробуйте самостоятельно создать изображения шестеренок с зубьями другой формы.
Читайте также: