
Как сделать углубление в металле
Обновлено: 07.07.2024
Если в металле образовалось большое отверстие, восстановить целостность детали можно с использованием сварочного аппарата. В результате получается однородная поверхность с достаточными прочностными характеристиками. Однако не каждый умеет пользоваться сваркой и имеет в наличии подходящие сварочные материалы. В ряде случаев использование сварочного оборудования запрещено по требованиям техники безопасности. В таком случае стоит разобраться, чем можно заделать большое отверстие в металле без сварки, обеспечив достаточный уровень прочности. Предлагаем познакомиться с интересными способами. Возможно, одним из них вы захотите воспользоваться.
Читайте в статье
Используем скотч, соду и клей
При отсутствии или невозможности использования сварочника подлатать дыру значительного размера можно с помощью:
- соды;
- клея, основу которого составляет цианоакрилат;
- скотча. Может быть любого вида. Необязательно брать алюминиевый. С поставленной задачей вполне справится и прозрачный.

Работы выполняем в следующей последовательности, приведённой в таблице.







Внимание! После приведённых манипуляций образуется достаточно прочное полимерное соединение.
Место, в котором когда-то была дыра, можно обработать с различным режущим инструментом. К приведённому способу можно прибегнуть и тогда, когда изначально случайно просверлили отверстие большего диаметра, чем требуется. После того как состав полностью застынет, вполне можно просверлить отверстие нужного размера. Полимерное соединение рассчитано на такое воздействие. После механической обработки поверхности можно окрасить. Это позволит окончательно спрятать некогда бывший на поверхности дефект.
Для тех, кто настроен скептически, стоит отметить, что по своим характеристикам полимерное соединение не уступает сварному. Его достаточно сложно выбить и выковырять из дыры. Если есть сомнения, предлагаем в этом убедиться лично.
Чем можно заделать большое отверстие в металле без сварки: используем полиэфирную смолу и стекломат
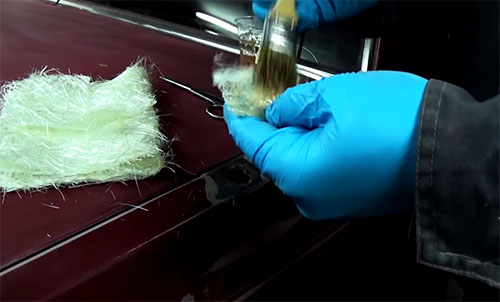
Если толщина металла сравнительно небольшая, клей, сода и скотч позволят сформировать полимерное соединение. Однако дыру в кузове автомобиля автовладельцы чаще всего заделывают другим способом. Естественно, если сварочного аппарата не оказалось под рукой. Для этой цели потребуется полиэфирная смола и стекломат.
Внимание! Вместо стекломата можно смело использовать стекловолокно. Оно более прочное, но стоит дороже.
Подготовив все необходимые для работы материалы, приступаем к непосредственному заделыванию дыры. Делается это в следующей последовательности, указанной в таблице.








Используем холодную сварку
Если по каким-то причинам сварка плавлением недоступна, используем холодную.
- Готовится основание. Метал, прилегающий к повреждённому участку, тщательно, но аккуратно зачищается наждачкой.
- Подготовленную поверхность обезжиривают. Можно воспользоваться ветошью, смоченной в растворителе либо бензине.
- Готовится состав. Порядок приготовления холодной сварки подробно расписан на упаковке. Для этого из тюбика выдавливается состав, а затем тщательно разминается в руках для обеспечения достаточной пластичности. В процессе оказываемого воздействия материал слегка нагреется, что является верным признаком достижения требуемой консистенции.
- Составом аккуратно и достаточно быстро заделывается отверстие и прилегающая к нему зона. Из-за сильного схватывания состава прикреплять следует небольшие порции материала. Если он затвердеет до выравнивания, станет непригодным для дальнейшего использования.

Гибка - одна из наиболее распространенных операций по изготовлению листового металла. Этот метод, также известен как прессование, отбортовка, гибка штампа, фальцовка и окантовка, этот метод используется для деформации материала до угловой формы.
Это достигается за счет приложения силы к заготовке. Сила должна превышать предел текучести материала для достижения пластической деформации. Только так можно получить стойкий результат в виде изгиба.
Какие методы гибки наиболее распространены? Как пружинистость влияет на изгиб? Что такое k-фактор? Как рассчитать допуск на изгиб?
Все эти вопросы обсуждаются в этом посте вместе с некоторыми советами по гибке.
Методы гибки:
Существует довольно много различных методов гибки. У каждого есть свои преимущества. Обычно возникает дилемма между стремлением к точности или простоте, в то время как последняя находит все большее применение. Более простые методы более гибкие и, что наиболее важно, для получения результата требуется меньше различных инструментов.
V-образный изгиб:
Приведенная ниже таблица поможет вам определить минимальную длину фланца b (мм) и внутренний радиус ir (мм) в зависимости от толщины материала t (мм). Вы также можете увидеть ширину матрицы V (мм), которая необходима для таких характеристик. Для каждой операции нужен определенный тоннаж на метр. Это также показано в таблице. Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большей силы или тоннажа. Выделенные параметры являются рекомендуемыми спецификациями для гибки металла.

График силы изгиба
Допустим, у меня есть лист толщиной 2 мм, и я хочу его согнуть. Для простоты я также использую внутренний радиус 2 мм. Теперь я вижу, что минимальная длина фланца для такого изгиба составляет 8,5 мм, поэтому я должен учитывать это при проектировании. Требуемая ширина матрицы составляет 12 мм, а тоннаж на метр - 22. Самая низкая общая производительность стенда составляет около 100 тонн. Линия гибки моей заготовки составляет 3 м, поэтому общая необходимая сила составляет 3 * 22 = 66 тонн. Таким образом, даже простой верстак, с достаточным количеством места, чтобы согнуть 3-метровые листы, подойдет.
Тем не менее, нужно помнить об одном. Эта таблица применима к конструкционным сталям с пределом текучести около 400 МПа. Если вы хотите согнуть алюминий , значение тоннажа можно разделить на 2, так как для этого требуется меньше усилий. С нержавеющей сталью происходит обратное - требуемое усилие в 1,7 раза больше, чем указано в этой таблице.
Нижнее прессование:
При нижнем прессовании, пуансон прижимает металлический лист к поверхности матрицы, поэтому угол матрицы определяет конечный угол заготовки. Внутренний радиус скошенного листа зависит от радиуса матрицы.
По мере сжатия внутренней линии требуется все большее усилие для дальнейшего манипулирования ею. Нижнее прессование позволяет приложить это усилие, так как конечный угол задан заранее. Возможность приложить большее усилие уменьшает пружинящий эффект и обеспечивает хорошую точность.

Разница углов учитывает эффект пружинящего отката
При нижнем прессовании важным этапом является расчет отверстия V-образной матрицы.
| Ширина проема V (мм) | ||||
| Метод / Толщина (мм) | 0,5…2,6 | 2,7…8 | 8,1…10 | Более 10 |
| Нижнее прессование | 6т | 8т | 10т | 12т |
| Свободная гибка | 12. 15т | |||
| Чеканка | 5т | |||
Экспериментально доказано, что внутренний радиус составляет около 1/6 ширины проема, что означает, что уравнение выглядит следующим образом: ir = V/6.
Воздушная гибка:
Частичная гибка, или воздушная гибка, получила свое название от того факта, что обрабатываемая деталь фактически не касается деталей инструмента полностью. При частичном гибе заготовка опирается на 2 точки, и пуансон толкает изгиб. По-прежнему обычно выполняется на листогибочном прессе, но при этом нет фактической необходимости в боковом штампе.

Воздушная гибка дает большую гибкость. Допустим, у вас есть матрица и пуансон на 90°. С помощью этого метода вы можете получить результат от 90 до 180 градусов. Хотя этот метод менее точен, чем штамповка или чеканка, в его простоте и заключается его прелесть. В случае, если нагрузка ослабнет, и упругая отдача материала приведет к неправильному углу, его легко отрегулировать, просто приложив еще немного давления.
Конечно, это результат меньшей точности по сравнению с нижним прессованием. В то же время большим преимуществом частичной гибки является то, что для гибки под другим углом не требуется переналадка инструмента.
Чеканка:
Раньше чеканка монет была гораздо более распространена. Это был практически единственный способ получить точные результаты. Сегодня техника настолько хорошо контролируема и точна, что такие методы больше не используются.
Чеканка при гибке дает точные результаты. Например, если вы хотите получить угол в 45 градусов, вам понадобятся пуансон и матрица с точно таким же углом. Не о чем беспокоиться.
Почему? Потому что штамп проникает в лист, вдавливая углубление в заготовку. Это, наряду с большим усилием (примерно в 5-8 раз больше, чем при частичной гибке), гарантирует высокую точность. Проникающий эффект также обеспечивает очень маленький внутренний радиус изгиба.
U-образная гибка:
U-образная гибка в принципе очень похожа на V-образную. Есть матрица и пуансон, на этот раз они имеют U-образную форму, что приводит к аналогичному изгибу. Это очень простой способ, например, гибки стальных U-образных каналов, но он не так распространен, поскольку такие профили также можно производить с использованием других, более гибких методов.
Ступенчатая гибка:
Ступенчатая гибка - это, по сути, многократная V-гибка. Этот метод, также называемый гибовкой вразбежку, использует множество последовательных V-образных изгибов для получения большого радиуса заготовки. Окончательное качество зависит от количества изгибов и шага между ними. Чем их больше, тем более гладким будет результат.
Валковая гибка:
Валковая гибка используется для изготовления труб или конусов различной формы. При необходимости может также использоваться для изгибов с большим радиусом. В зависимости от мощности машины и количества рулонов можно выполнять один или несколько изгибов одновременно.
При этом используются два приводных ролика и третий регулируемый. Этот ролик движется за счет сил трения. Если деталь необходимо согнуть с обоих концов, а также в средней части, требуется дополнительная операция. Это делается на гидравлическом прессе или листогибочном станке. В противном случае края детали получатся плоскими.
Гибка с вытеснением:

При гибке с вытеснением листовой металл зажимается между прижимной подушкой и штампом для протирания. Форма штампа для протирки, расположенного внизу, определяет угол получаемого изгиба. После того, как металлический лист был надежно зажат, перфоратор опускается на свисающий конец металлического листа, заставляя его соответствовать углу протирочной матрицы. Конечным результатом обычно является чеканка металлического листа вокруг протирочного штампа.
Ротационная гибка:
Другой способ - ротационная гибка, она имеет большое преимущество перед гибкой вытеснением или V-образной гибкой - она не царапает поверхность материала. На самом деле, существуют специальные полимерные инструменты, позволяющие избежать каких-либо следов от инструмента, не говоря уже о царапинах. Ротационные гибочные станки также могут сгибать более острые углы, чем 90 градусов. Это очень помогает с общими углами.
Наиболее распространенный метод - с двумя валками, но есть также варианты с одним валком. Этот метод также подходит для производства U-образных каналов с близко расположенными фланцами, так как он более гибкий, чем другие методы.
Возврат при сгибе:
При сгибании заготовка естественным образом немного отскакивает после подъема груза. Следовательно, эту величину необходимо компенсировать при изгибе. Заготовка изгибается под необходимым углом, поэтому после упругого возврата она принимает желаемую форму.

Еще один момент, о котором следует помнить, - радиус изгиба. Чем больше внутренний радиус, тем больше пружинящей эффект. Острый пуансон дает маленький радиус и снимает пружинящий эффект.
В результате, на внутренней стороне труднее достичь постоянной деформации. Это означает, что сжатый слой не деформируется окончательно и пытается восстановить свою прежнюю форму после снятия нагрузки.
Допуск на изгиб
Если вы проектируете гнутые детали из листового металла в программе CAD, которая имеет специальную среду для работы с листовым металлом, используйте ее. Она существует не просто так. При выполнении изгибов она учитывает спецификации материалов. Вся эта информация необходима при изготовлении плоского шаблона для лазерной резки.

Длина дуги нейтральной оси должна использоваться для расчета развертки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Как вкрутить саморез в очень тонкий металл спрятав его шляпку?
На столешнице за мойкой на пластике от влаги образовался "горб". Решили выровнять поверхность прикрутив к столешнице тонкую металлическую пластинку. Встал вопрос, как спрятать головки шурупов или саморезов (как утопить их в такой тонкий металл). Либо, возможно есть специальные шурупы или саморезы для таких целей?
Чтобы спрятать шляпку (головку) самореза в металле, нужно чтобы металл был толще шляпки самореза, иначе сделать потай просто не получится.
К примеру фольга, это тоже очень тонкий металлический лист, толщиной до 0,2 мм.
Таких саморезов с такой тонкой шляпкой просто не существует.
Что бы утопить головку самореза в металле производится зенкование отверстий (зенковка).
Нужен зенкер, или свело бОльшего диаметра.
Вот так будет выглядеть тот самый потай

В начале сделайте разметку на металле, далее при помощи кёрна делаем не большое углубление в материале под заход сверла.
Просверливаем отверстие сверлом меньшего диаметра (от диаметра самореза).
Далее зенкером, или сверлом бОльшего диаметра делаем потай.
Вкручиваем саморез в металл.
Всё, а если у Вас очень тонкий металл (см. выше о фольге) то никак Вы головку самореза в нём не спрячете, толщины металла не достаточно.
В этом случае надо не головку самореза прятать в потае, а покупать вот такие

Закручиваем саморез и защёлкиваем декоративный колпачок.
Или 2 вариант, вообще не использовать метизы (шурупы, саморезы), металл можно приклеить, причём практически к любой поверхности.
Решили выровнять поверхность прикрутив к столешнице тонкую металлическую пластинку.
Толщина металла главный и основной момент, "тонкий металл" слишком не определённое понятие.
Если металл толще шляпки самореза, то делайте потай и этого достаточно, если металл тоньше мм, то никак.
Это можно сделать, ниже опишу как, а для начала вот что нужно приобрести и изготовить:
1 - Саморезы со специальной, так называемой "потайной головкой", лучше всего из нержавейки.

2 - Деревянный брусок из твёрдой породы дерева.
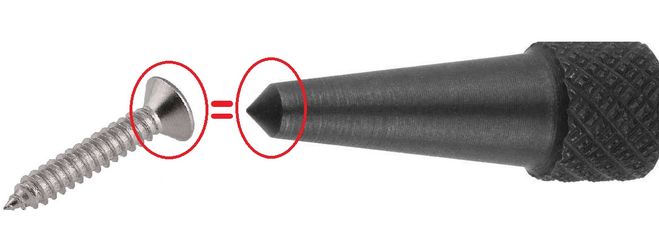
3 - Изготовить керно, наконечник которого будет полностью повторять внутреннюю часть шляпки самореза и будет на 10% по диаметру больше, чем диаметр шляпки самореза.
4 - Сверло под диаметр самореза, чтобы резьбовая часть свободно походила в отверстие, просверленное этим сверлом.
5 - Сверло, диаметр которого будет на 30% больше, чем диаметр шляпки самореза.
6 - Тюбик сантехнического силикона или герметика.
Итак, вот какой алгоритм работы:
Вначале надо лист металла вырезать и приложить к тому основанию, куда будет закреплён, самая главная задача, это наметить, где будут находиться саморезы.
Далее нужно будет начеканить в отмеченных местах углубления, для этого лист металла положите на деревянный брус в месте углубления и пробейте его керном, чтобы в металле осталась вмятина, примерно такого размера, как шляпка самореза, но не перебивайте .
От керна тонкий метал в центральной точке разорвёт, его надо просверлить под саморез. Если у вас рука лёгкая, тогда лучше всего конечно чеканить с уже просверленным отверстием, но тогда сверло берите в половину диаметра от самореза, так как дырку разорвёт и на увеличится.
Итак, когда вы набили вмятин, в которых тонет саморез, надо лист металла приложить к поверхности и наметить , где будут вкручены саморезы.
В этих местах надо большим сверлом выбрать немного материала, чтобы выпуклая часть листа свободно тонула в этих яминах.
Далее, перед тем как крепить металл на стенку, в каждую ямку положите немного герметика, а также точечно нанесите герметик на всю поверхность (предварительно очистив её от жира и грязи растворителем) в шахматном порядке на расстоянии 5-10 сантиметров друг от друга.
Останется только нежно (!) закрутить саморезы.
Если не нравится шляпка самореза, тогда их можно замазать холодной сваркой, она практически в цвет металла.
Обзор технологии сверления отверстий в металле. Как вставить и вытащить сверло из дрели, или шуруповерта. Варианты использования смазки. Выбор режима работы в зависимости от материала. Сверление глубоких и больших отверстий. Высверливание точечной сварки.

Сверление отверстия в металле – распространенная технологическая процедура, которую можно выполнять с помощью различного оборудования. Методы выполнения работ различаются в зависимости от заданной глубины, диаметра, типа поверхности, а также необходимой точности.
Методы сверления в зависимости от типа отверстия
Грамотная подготовка и правильный подбор оборудования поможет просверлить отверстия в металле высокого качества. Кроме того, на эффективность операции влияет надежность сверл и используемого оборудования.
Рассмотрим основные виды отверстий и методы их обработки:
- Сквозные. Данный тип характеризуется полным проходом через обрабатываемую заготовку. В процессе выполнения работ необходимо внимательно следить за подачей сверла: при выходе из отверстия сопротивление материала уменьшается. Если ничего не менять, инструмент резко опустится, что может привести к его заклиниванию или поломке. Чтобы этого не произошло, используют специальные методы защиты столешницы или верстака. Это может быть многослойная подкладка из дерева и металла или обычный брусок со сквозным отверстием. При использовании станков на финальной стадии процесса токари рекомендуют переходить на ручную подачу. Для обработки тонкостенных конструкций используют перьевые сверла, поскольку классический спиральный инструмент может повредить кромки детали.
- Глухие. Сложность получения подобных отверстий заключается в необходимости контроля глубины. Современные станки оснащены системой контролируемой подачи. Это позволяет получать отверстие заданной глубины без использования вспомогательных инструментов. Альтернативным способом является использование втулочного или регулируемого упора. Можно воспользоваться линейкой или специальным глубиномером. Последний вариант не пользуется популярностью, поскольку он требует вывода сверла и удаления стружки для измерения глубины, что влияет на производительность работ.
- Сложной формы. Если возникает необходимость в сверлении отверстия, расположенного у края детали, мастеру следует подготовить вторую заготовку с аналогичными размерами. Две детали соединяют между собой, зажимают в тисках и приступают к работе.
Вторая заготовка должна быть выполнена из того же материала. В противном случае инструмент будет смещаться относительно оси сверления в сторону более мягкого металла.
К сложной обработке относят сверловку цилиндрических поверхностей. При выполнении подобных работ обязательно используют древесную или пробковую прокладку.
- С уступами. Сверловка выполняется с помощью двух техник: рассверливанием или уменьшением диаметра. В первом случае используют несколько сверл, от меньшего к большему. Во втором случае проход выполняют с помощью инструмента, обладающего наибольшим диаметром. Затем используют сверла меньшего размера с постепенным углублением в заготовку.
- Большого диаметра. Эта процедура считается очень трудоемкой. При обработке заготовок, толщина которых не превышает 8–10 мм, используют конусно-ступенчатые сверла. Данный инструмент позволяет выполнить проход диаметром 40–50 мм. На металлообрабатывающих предприятиях используют специальные биметаллические коронки. С их помощью можно получить отверстие диаметром до 100 мм. Кольцевое сверление выполняют на низких оборотах. Данную процедуру считают менее трудоемкой.
Особенности выполнения глубоких отверстий будут рассмотрены ниже.
Приспособления для облегчения процесса
Смазочно-охлаждающую жидкость используют во многих видах обработки металла резанием. Чаще всего ее используют при глубоком сверлении для снижения сил трения и стабилизации температуры рабочего инструмента. Качественная жидкость не вызывает коррозию поверхности, безопасна для человека, не обладает неприятным запахом и прекрасно отводит тепло.

В качестве смазки для сверления металла в домашних условиях используют:
- Технический вазелин – для мягких материалов.
- Мыльный раствор – для алюминия.
- Скипидар со спиртом – для силумина.
- Смесь масел – для инструментальных и легированных сталей.
Некоторые мастера предпочитают использовать универсальный состав, который включает в себя хозяйственное мыло (200 г) и моторное масло (20 г). Компоненты смешивают и кипятят до получения однородной эмульсии.
Использование смазочно-охлаждающих жидкостей промышленного производства позволяет повысить скорость сверления различных сортов металла. Например, при обработке нержавейки производительность увеличивается на 30 %. Для чугуна этот параметр увеличивается до 40 %.
Как правильно просверлить отверстие
Правильно подобранный инструмент и соблюдение технологии позволяют качественно просверлить заготовку даже из толстого металла. Если глубина прохода превышает диаметр сверла в 5 и более раз, рекомендуют смазывать движущиеся элементы для отвода тепла из зоны обработки.
Для получения качественного отверстия мастер должен знать особенности эксплуатации сверлильного инструмента, а также тонкости подготовки поверхности перед работой.
Как вставить или извлечь сверло из инструмента
В первую очередь мастер должен узнать, как вставлять сверло в шуруповерт, электродрель, перфоратор или другой ручной инструмент.
Современные приспособления для сверления оснащены кулачковыми патронами. Они состоят из следующих элементов:
- металлического корпуса;
- зубчатого кольца, которое вращается вокруг внешней части патрона;
- кулачков, расположенных внутри узла;
- зажимного ключа.
Кольцо вращается вокруг оси приспособления. В процессе движения кулачки сближаются, зажимая хвостовую часть сверлильного инструмента. Так вставляют сверло в дрель. Такая конструкция отличается высокой надежностью благодаря простоте исполнения. Кроме того, она позволяет использовать сверла любого диаметра. Чтобы вытащить сверло из дрели, необходимо повернуть кольцо в обратную сторону. Кулачки разойдутся, что позволит достать инструмент.

Профессиональные дрели оснащают быстро- или самозажимными патронами. Их конструкция схожа с аналогичными узлами перфоратора. Вместо зубчатого кольца используется подвижная гильза, вращаемая вручную. Некоторые модели имеют ограничитель сжатия кулачков.
Разметка будущего отверстия
Разметка отверстия – важный этап сверления. Для этого используют кернер. Им отмечают место соприкосновения сверла с поверхностью заготовки. Также можно использовать обычный маркер, однако в процессе сверления нужно будет следить, чтобы инструмент находился в заданной точке. Ударом молотка по кернеру создают небольшое углубление, которое отлично подходит для острия сверла.
Для повышения точности работ используют технологию предварительного сверления. При смещении от центра с помощью зубила делают насечки, которые направляют сверло в нужную сторону.
Шаблон удобно использовать при обработке нескольких заготовок. Например, для одновременного сверления нескольких листов, соединенных струбциной.

Для получения точного отверстия, расположенного под определенным углом, используют специальные кондукторы. Они представляют собой планку небольшого размера с шаблонами для отверстий. Кондукторы применяются во многих отраслях промышленности. Сейчас существует множество видов, среди которых:
- накладные;
- поворотные;
- универсальные;
- скользящие;
- закрепляемые.
Выбор режима и скорости
Скорость сверления и подачи инструмента зависит от используемых сверл и их диаметра. С увеличением размера уменьшается число оборотов. Кроме того, следует обращать внимание на прочность материала. Например, для сверления латуни толщиной 8 мм оптимальная скорость вращения составляет 2500 об/мин. Для нержавеющей стали с теми же габаритами этот показатель находится на уровне 8000 об/мин. Это связано с тем, что нержавейка является более прочным материалом.
Красивая и длинная стружка говорит о том, что параметры сверления выбраны правильно.
Можно ли использовать победитовое сверло
Победит представляет собой твердый сплав на основе карбида вольфрама и кобальта. Его твердость сопоставима с алмазом.
Победитовая напайка на сверлах используется для дробления прочных материалов: камня, кирпича или бетона. Учитывая тот факт, что сверление отверстий в металле основано на принципе резания, лучше использовать классические приспособления из инструментальной стали.
Использование победитового сверла для обработки металлических изделий приведет к быстрому износу напайки.
Как не затупить сверла
Нарушения режима эксплуатации сверл ведет к потере режущих качеств. Это связано с чрезмерным нагревом его поверхности, что вызвано силой трения.
При сверлении отверстий не следует превышать рекомендованное число оборотов. Большинство моделей ручных инструментов не оснащено механизмом регулировки вращения шпинделя, поэтому выход один – не давить на кнопку включения изо всех сил. Скорость вращения сверла можно оценить визуально: если спиральные каналы не сливаются в одно целое, скорость вращения не превышает 1000 об/мин.
При сверлении отверстий в толстостенных заготовках необходимо использовать охлаждающие жидкости.
Как и чем сверлить глубокие отверстия
Сверление глубоких отверстий в металле отличается высокой сложностью. В качестве рабочего оборудования специалисты рекомендуют использовать станки, в которых сверло является неподвижным элементом, а заготовку приводят во вращение. В процессе выполнения работ необходимо использовать СОЖ. Смазка для сверления обеспечит отвод тепла и позволит осуществлять обработку с большей производительностью.
Необходимо следить за своевременным удалением побочных продуктов сверления. Они способны закупорить каналы и привести к поломке сверла. Небольшую заготовку можно просто перевернуть – стружка под действием силы тяжести выпадет из отверстия. Для массивных деталей существуют специальные приспособления с магнитными наконечниками.
Для домашних работ лучше приобрести направляющие для дрели. Это удобный опорный механизм, который неподвижно фиксирует инструмент, что позволяет сверлить отверстия с высокой точностью.
При отсутствии направляющей необходимо внимательно следить за перпендикулярностью расположения сверла. Малейшее отклонение способно сломать инструмент или повредить обрабатываемую деталь.
Особенности сверления отверстий большого диаметра
Просверлить отверстие большого диаметра – достаточно сложная задача даже для опытного токаря. Как было сказано выше, в качестве рабочего инструмента используется конусно-ступенчатое сверло или корончатая насадка.
Альтернативный способ сверления большого отверстия в металле заключается в использовании нескольких сверл с переходом от меньшего к большему.
Специалисты рекомендуют использовать коронки. Несмотря на высокую себестоимость процедуры, она позволяет получить более точные отверстия.
Способы высверливания точечной сварки
Данная процедура особо востребована на станциях технического обслуживания транспорта, где выполняют кузовной ремонт автомобилей.
Сверла для высверливания точечной сварки – самый эффективный и аккуратный способ разъединения элементов. Работы выполняются на малых оборотах. В противном случае сверло быстро перегреется, что снизит остроту режущих кромок.
Диаметр инструмента не превышает 9 мм. От классической конструкции сверла отличаются специальными выступами, которые заточены под конус. Это позволяет выдержать угол 90º в процессе сверления детали. Таким образом, отсутствует необходимость в выполнении центровки.

Некоторые мастера предпочитают использовать режущие коронки. Они объясняют свой выбор тем, что острие сверла хуже прорезает закаленную часть точечной сварки.
Примечательно, что независимо от типа режущего инструмента его изготавливают из одного сорта стали – быстрорежущей Р 18. Для производства бюджетных моделей применяют сплав 45Х.
Сверление отверстий в металле – достаточно сложная процедура, которая не терпит нарушений технологических требований. Режим выполнения работ зависит от диаметра и типа отверстия. Как вы считаете, можно качественно выполнить работу с помощью ручного инструмента без вспомогательных приспособлений? Напишите Ваше мнение в блоке комментариев.
Читайте также: