
Как сделать треугольное отверстие в металле
Обновлено: 05.07.2024
Про-стей-шая фигу-ра по-сто-ян-ной ши-ри-ны — по-мо-жет нам в свер-ле-нии квад-рат-ных от-вер-стий. Ес-ли дви-гать по некой тра-ек-то-рии , то его вер-ши-ны вы-чер-тят по-чти квад-рат, а сам он за-ме-тёт всю пло-щадь внут-ри по-лу-чен-ной фигу-ры.
Гра-ни-цы по-лу-чен-ной фигу-ры, за ис-клю-че-ни-ем неболь-ших ку-соч-ков по уг-лам, бу-дут стро-го пря-мы-ми ! И ес-ли про-дол-жить от-рез-ки, тем са-мым до-ба-вив уго-лоч-ки, то по-лу-чит-ся в точ-но-сти квад-рат .
Для то-го, чтобы по-лу-чи-лось опи-сан-ное вы-ше, центр тре-уголь-ни-ка Ре-ло нуж-но дви-гать по тра-ек-то-рии, яв-ля-ю-щей-ся склей-кой из че-ты-рех оди-на-ко-вых дуг эл-лип-сов . Цен-тры эл-лип-сов рас-по-ло-же-ны в вер-ши-нах квад-ра-та, а по-лу-оси, по-вёр-ну-тые на угол $45^\circ$ от-но-си-тель-но сто-рон квад-ра-та, рав-ны $k\cdot(1+1/\sqrt3)/2$ и $k\cdot(1-1/\sqrt3)/2$, где $k$ — дли-на сто-ро-ны вы-чер-чи-ва-е-мо-го квад-ра-та.
Кри-вые, скруг-ля-ю-щие уг-лы, так-же яв-ля-ют-ся ду-га-ми эл-лип-сов с цен-тра-ми в уг-лах квад-ра-та, их по-лу-оси по-вёр-ну-ты на угол $45^\circ$ от-но-си-тель-но сто-рон квад-ра-та и рав-ны $k\cdot(\sqrt3+1)/2$ и $k\cdot(1/\sqrt3-1)/2$.
Пло-щадь неза-ме-тён-ных уго-лоч-ков со-став-ля-ет все-го око-ло 2% от пло-ща-ди все-го квад-ра-та!
Те-перь, ес-ли сде-лать свер-ло в ви-де тре-уголь-ни-ка Ре-ло, то мож-но бу-дет свер-лить квад-рат-ные от-вер-стия с немно-го скруг-лен-ны-ми угол-ка-ми, но аб-со-лют-но пря-мы-ми сто-ро-на-ми!
Оста-лось сде-лать та-кое свер-ло… Вер-нее, са-мо-то свер-ло сде-лать неслож-но, нуж-но толь-ко чтобы оно на-по-ми-на-ло в се-че-нии тре-уголь-ник Ре-ло, а ре-жу-щие кром-ки сов-па-да-ли с его вер-ши-на-ми.
Труд-ность за-клю-ча-ет-ся в том, что, как уже бы-ло от-ме-че-но вы-ше, тра-ек-то-рия цен-тра свер-ла долж-на со-сто-ять из че-ты-рёх дуг эл-лип-сов. Ви-зу-аль-но эта кри-вая очень по-хо-жа на окруж-ность и да-же ма-те-ма-ти-че-ски близ-ка к ней, но всё же это не есть окруж-ность. А все экс-цен-три-ки (круг, по-са-жен-ный на круг дру-го-го ра-ди-у-са со сме-щён-ным цен-тром), ис-поль-зу-е-мые в тех-ни-ке, да-ют дви-же-ние стро-го по окруж-но-сти.
С. Г. Гин-ди-кин. Рас-ска-зы о физи-ках и ма-те-ма-ти-ках.
Мы же вос-поль-зу-ем-ся дру-гой из-вест-ной кон-струк-ци-ей. При-кре-пим свер-ло жёст-ко к тре-уголь-ни-ку Ре-ло, по-ме-щён-но-му в квад-рат-ную на-прав-ля-ю-щую рам-ку. Са-ма рам-ка фик-си-ру-ет-ся на дре-ли . Оста-лось те-перь пе-ре-дать вра-ще-ние па-тро-на дре-ли тре-уголь-ни-ку Ре-ло.
В материале любой плотности по силам каждому. А как быть, если необходимо квадратное отверстие? Многим покажется неправдоподобной возможность высверлить квадрат в мягкой податливой древесине или в детали из прочного металла. Справляется с этой непростой задачей сверло Уаттса.
История с геометрией
Изготовление устройства для сверления квадратных отверстий
Используя сверла Уаттса, работающие по принципу треугольника Рёло, можно выполнять сверление квадратных отверстий в металлических заготовках даже на обычном станке, не оснащенном специальными насадками. Для того же, чтобы создать квадратное отверстие в деревянной детали, можно использовать и обычную дрель, но для этого ее необходимо оснастить дополнительными приспособлениями.
Изготовить несложное устройство, позволяющее просверлить квадратные отверстия в деревянных заготовках, можно по следующим рекомендациям.
- Для начала, используя лист фанеры или деревянную доску небольшой толщины, необходимо сделать сам треугольник Рёло, геометрические параметры которого должны соответствовать диаметру применяемого сверла Уаттса.
- Сверло надо жестко зафиксировать на поверхности изготовленного треугольника.
- Чтобы треугольник Рёло и закрепленное на нем сверло перемещались по требуемой траектории, необходимо изготовить деревянную направляющую рамку. Во внутренней части рамки следует вырезать квадрат с геометрическими параметрами, полностью соответствующими размерам отверстия, которое вы собираетесь просверлить.
- Рамка при помощи специальной планки фиксируется на дрели, при этом центр треугольника Рёло, помещаемого в направляющую рамку, должен совпадать с осью вращения патрона электроинструмента.
- Для того чтобы сообщить сверлу для выполнения квадратного отверстия крутящий момент, но при этом не создать ограничений для перемещения инструмента в поперечном направлении, хвостовик соединяют с патроном дрели посредством передаточного механизма, работающего по принципу карданного вала грузового автомобиля.
- Деревянную заготовку, в которой необходимо просверлить квадратное отверстие, следует надежно зафиксировать, при этом расположить ее так, чтобы центр будущего отверстия строго совпадал с осью вращения используемого для обработки сверла.
Читать также: Стол для раскроя своими руками
Чертеж деталей приспособления для сверления квадратного отверстия
Таблица 1. Размеры направляющих втулок
Таблица 2. Размеры сверл (нажмите для увеличения)
Собрав такое несложное устройство, надежно зафиксировав все элементы его конструкции и обрабатываемую заготовку, можно включать электрическую дрель и начинать процесс сверления.
Как уже говорилось выше, просверленное при помощи такого устройства квадратное отверстие будет иметь абсолютно ровные и параллельно расположенные стороны, но его угловые участки будут слегка закруглены. Решить проблему с закругленными углами несложно: можно доработать их при помощи обычного надфиля.
Следует иметь в виду, что используют вышеописанное приспособление, не отличающееся высокой жесткостью, для сверления отверстий квадратной формы в деревянных заготовках небольшой толщины.
Сверло Уаттса и сделанное с его помощью квадратное отверстие в металлической заготовке
Особенности сверла Уаттса
Уникальное изобретение позволяет получать отверстия почти правильной формы: углы квадрата скруглены небольшим радиусом. Необработанная площадь квадратного отверстия не превышает 2%. Отличительной чертой треугольного сверла Уаттса является то, что при вращении его центр описывает дугообразные эллипсоидные кривые, а не стоит на месте как у традиционного спирального сверла. Вершины треугольника при таком движении вычерчивают квадрат с параллельными идеально ровными сторонами. Патрон для такой фрезы имеет оригинальную, не препятствующую движению, конструкцию.
Строение сверла для квадратных отверстий
При образуется стружка, и фреза должна иметь канавки для ее отвода. Профиль рабочей части сверла Уаттса представляет собой треугольник Рёло с вырезанными из него тремя половинками эллипсов.

Такая конструкция с канавками для отвода стружек решает одновременно 3 задачи:
- Снижается инерция сверла.
- Повышается способность сверла резать.
Обычно квадратные отверстия проделываются на токарных или фрезерных Сверло для квадратных отверстий фиксируется патроном станка специальным переходником. Для бытового использования квадратной фрезы производители предлагают накладные рамки, соединяющиеся с патроном карданной передачи и сообщающие режущему инструменту эксцентрические перемещения. Глубина отверстия соответствует толщине рамки.


Сверло или фреза?
Большинство технической общественности считает, что всё-таки фреза. Тем не менее, производители упорно продолжают называть данный инструмент сверлом для квадратных отверстий, сверлом Уаттса или сверлом, профиль которого соответствует треугольнику Рело.
Что правильнее? Если обратиться к кинематике перемещения такого режущего инструмента (для наглядности можно воспользоваться схемой, приведённой на рис. 1, то можно обнаружить, что съём металла будет производиться только боковой поверхностью, причём плоскостей резания будет не одна, как у обычного сверла, а четыре, что более свойственно фрезам.
Читать также: Хорошая насосная станция для частного дома

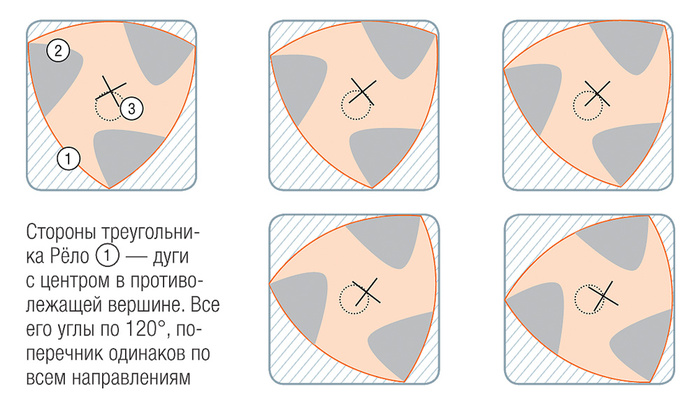
Рисунок 1 – Треугольник Рело: а) – построение; б) последовательность вращения для получения отверстия квадратной формы.
Угловая скорость обоих вращений определяется довольно просто. Если за параметр f принять частоту оборотов вала дрели (либо перфоратора), то для колебательных вращений шпинделя вокруг собственной оси достаточна скорость в 0,625f. В этом случае ось шпинделя как бы зажимается между рабочим валом и приводным колесом, заставляя сверло/фрезу колебаться в зажимном приспособлении с остаточной скоростью
(1 – 0,625)f = 0,375f.
Более точно результирующую скорость вращения фрезы можно установить, пользуясь техническими характеристиками дрели/перфоратора, но ясно, что она будет намного ниже той, на которую изначально рассчитан инструмент. Поэтому получение квадратного отверстия будет происходить с меньшей производительностью.
Сталь для сверла
Сегодня качественные свёрла, работающие быстро и долго, производятся из высоколегированных марок стали. В своём составе такие сплавы содержат более 10% легирующих добавок, таких как вольфрам, хром, ванадий и молибден. Различное процентное соотношение элементов и разнообразные методы закалки стали образуют сплавы, различающиеся по уровню твёрдости, вязкости, сопротивлению нагрузке при ударе, стоимости и другим характеристикам.
Свёрла по металлу — самый широко используемый расходный материал для электрооборудования по нескольким причинам:
- Изделия из металла чаще всего нуждаются в отверстиях для скрепления: резьбового соединения, клёпок и прочих видов соединения.
- Свёрла по металлу возможно применять и при работе с более мягкими материалами, например, с древесиной.
- Технология производства этого типа изделий аналогична принципам производства свёрл для различных направлений применения.
В России и многих других странах наибольшим спросом пользуются свёрла из быстрорежущей стали марки Р6М5, имеющей в составе вольфрам и молибден. Существенно повышается прочность и цена изделий при добавлении в сплав кобальта или покрытием свёрл охлаждающим титан-нитридным напылением.
для изделий из металла
Свёрла по металлу используются для проделывания отверстий в изделиях из бронзы, чугуна, меди, стали разных марок, металлокерамики и прочих материалов. Для сверления вязкой труднообрабатываемой стали применяются высокопрочные изделия с добавлением кобальта. При работе стружка отводится по двум продольным канавкам. По форме хвостика такие инструменты делятся на три типа:
- шестигранные,
- конические,
- цилиндрические.
Сверло по металлу с коническим хвостовиком при использовании вставляется напрямую в станок. Для шестигранных и цилиндрических хвостовиков необходим специальный патрон.
Определения качества по цвету
Качество сверла по любому материалу определяется прежде всего по его цвету:
- Чёрный цвет имеют инструменты повышенной износостойкости, так как на финишной стадии изготовления они обрабатываются паром.
- Термически обработанные изделия не имеют внутреннего напряжения, отличаются высокой стойкостью к высоким температурам и не деформируются при работе с твердосплавными сталями. Такие свёрла имеют слегка золотистый оттенок.
- Самые качественные и прочные имеют яркий золотистый цвет. Они покрыты уменьшающим трение нитридом титана.
- Обычные необработанные свёрла серого цвета имеют минимальный срок эксплуатации и самую низкую цену.
Развертывание вручную цилиндрических и конических отверстий под заданный размер.
Развертывание отверстий применяют в тех случаях, когда необходимо получить более точное по форме и размеру отверстие с низкой шероховатостью обработки. Развертывание отверстий выполняют вручную или на сверлильном станке специальными инструментами- развертками. По форме обрабатываемого отверстия развертки делят на цилиндрические и конические; по способу применения — на ручные и машинные; по способу закрепления — на хвостовые и насадные. Для получения поверхности малой шероховатости применяют развертки с неравномерным распределением зубьев окружности.
Ручные развертки на одном конце имеют удлиненную рабочую часть с режущими кромками, а на другом конце (хвостовике) — квадрат для установки воротка. Машинные развертки устанавливают на шпинделе сверлильного станка. Они отличаются от ручных разверток меньшей длиной рабочей части и длинной шейкой (для развертывания глубоких отверстий).
Перед тем как приступить к обработке, необходимо выбрать инструмент. Выбор разверток производят в зависимости от технических требований, предъявляемых к обрабатываемой детали; сначала подбирают комплект черновой и чистовой ручных или машинных разверток. Диаметр развертки выбирают по размеру отверстия; при обработке отверстия под развертывание предусматривают припуск: для чернового развертывания 0,1-0,15 мм; для чистового развертывания 0,05-0,1 мм.
Пример. Необходимо обработать отверстие 0 30 мм. Для этого сначала сверлят отверстие сверлом 0 15 мм и рассверливают сверлом 0 29,8 мм. Производят обработку черновой разверткой 0 29,95 мм с припуском 0,15 мм; начисто развертывают разверткой 0 30, имея припуск 0,05 мм.
Рис. 80. Развертывание отверстий ручной разверткой.
Рис. 81. Прием проверки отверстий предельной пробкой-калибром: а — проходной частью; б — непроходной частью.
На шероховатость обработанной поверхности и точность отверстия по размеру и форме в большой мере влияют смазывание и охлаждение. В качестве смазочного материала и СОЖ при развертывании отверстий в стали применяют эмульсии и минеральное масло. В бронзе и латуни развертывание производится без применения масел.
Операция ручного развертыванияцилиндрическими развертками (рис. 80) заключается в следующем.
1. Выбирают необходимые чистовую и черновую развертки.
2. Деталь зажимают в тисках (если деталь имеет большие габаритные размеры, то развертывание производят без ее закрепления).
3. В обрабатываемое отверстие вставляют черновую развертку.
4. На квадрат хвостовика развертки надевают вороток.
5. На развертку и в отверстие кисточкой наносят смазывающую жидкость.
6. По мере вращения воротка с разверткой по направлению режущих кромок на поверхность развертки периодически добавляют смазочный материал. Вращать развертку нужно равномерно, плавно и в одну сторону, постепенно подавая ее вперед. Развертывание заканчивают при полном проходе отверстия всей заборной части режущих кромок развертки.
7. После окончания развертывания черновую развертку выводят из отверстия (не допускается обратное вращение развертки).
8. В отверстие осторожно вставляют чистовую развертку и надевают вороток на квадрат хвостовика.
9. Вращая вороток с разверткой по часовой стрелке, развертывают отверстие начисто. Для получения точного отверстия малой шероховатости подача должна осуществляться равномерно с применением необходимого смазочного материала.
10. После окончания развертывания чистовую развертку выводят из отверстия и проверяют размер отверстия гладким предельным калибром-пробкой (рис. 81).
11. Операция ручного развертывания коническими развертками заключается в следующем. Конические развертки служат для обработки на конус предварительно просверленного цилиндрического отверстия или отверстия с уступами сверлами разного диаметра для снятия меньшего слоя излишнего металла в процессе развертывания.
Развертывание конических отверстий выполняется в той же последовательности, что и цилиндрическое развертывание.
Заточка сверл.
Достижение высокой производительности и точности сверления отверстий можно обеспечить только при работе с правильно заточенным сверлом (с одинаковыми по размеру и остроте режущими кромками, определенным углом при вершине сверла, симметрично расположенным относительно его оси).
Угол при вершине выбирают в зависимости от вида обрабатываемого материала, например, для стали и чугуна он должен составлять 116-118°; для латуни и бронзы — 130-140°. Спиральное сверло затачивают на заточном станке с мелкозернистым шлифовальным кругом.
Перед заточкой сверла изучают требования безопасности труда при работе на заточных станках, изложенные ранее; проводят внешний осмотр заточного станка и готовят его к пуску; надевают предохранительные очки (при отсутствии экрана) и включают электродвигатель заточного станка.
Опираясь левой рукой на подручник, удерживают сверло за спиральную часть как можно ближе к рабочему концу. Правой рукой охватывают хвостовик, слегка прижимая сверло к поверхности абразивного круга так, чтобы режущая кромка располагалась горизонтально и плотно прилегала задней поверхностью к кругу (рис. 82, а, б). Затем плавным движением правой руки, не отнимая сверла от круга, поворачивают его вокруг своей оси и, соблюдая правильный наклон, затачивают заднюю поверхность. Заточку следует производить с охлаждением, периодически погружая конец инструмента в воду. Таким же способом затачивается другая режущая кромка сверла, После заточки задних поверхностей режущие кромки должны быть прямолинейными.
По мере стачивания сверла образуется поперечная кромка (перемычка), которую укорачивают подточкой. Подточку поперечной кромки применяют для сверл диаметром более 12 мм (рис. 82). Длина поперечной кромки зависит от диаметра сверла и составляет у сверл более 12 мм (0,15 диаметра).
Рис. 82. Заточка сверла: а — на заточном станке вручную; б — положение сверла относительно шлифовального е — подточка поперечной кромки (перемычки)
Качество заточки сверл проверяют специальным шаблоном (рис. 83).
Рис. 83. Проверка сверла при заточке по шаблону: а — шаблон; б — измерение длины режущей кромки; в — измерение угла заточен; г — измерение угла заострения; д — проверка угла наклона поперечной кромки.

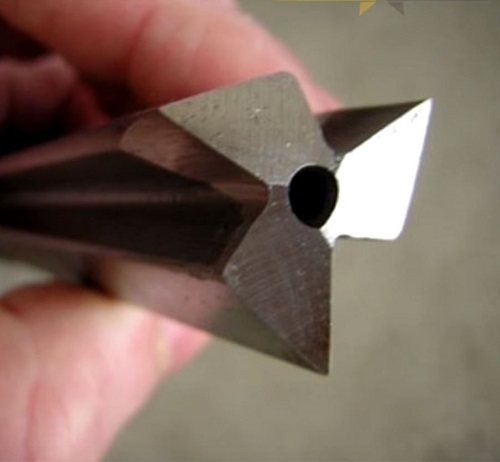
Для сверления квадратных отверстий применяют специальные сверла Уаттса. Они отличаются от обычных инструментов рабочими частями, имеющими особую конструкцию. В ее основе – треугольник Рело.

Изображение №1: треугольник Рело и его свойства
Эта фигура представляет собой пересечение трех равных кругов. Самое важное свойство треугольника Рело заключается в том, что если провести к такому треугольнику пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным. Как видно на рисунке выше, если вращать треугольник Рело по траектории, описываемой 4-мя эллипсоидными дугами, получается квадрат с незначительными скруглениями в углах.
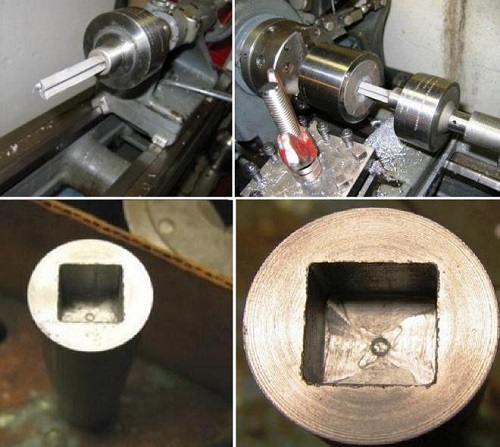
Наработки Рело использовал английский инженер Г. Уаттс. Именно он создал сверло для квадратных отверстий, названное в его честь — сверло Уаттса. Рабочая часть имеет вот такой профиль.

Изображение №2: сверло Уаттса и профиль его рабочей части
Результат работы

В итоге получилось вполне годное изделие. Размеры соблюдены, внешний вид удовлетворительный. Результат получился достойным.

ОТК изделие приняло
В заключении стоит отметить, что можно изготовить подобное изделие и без использования токарного станка, заместив его обычной машинкой УШМ. Результат, конечно, будет не такой качественный, да и трудозатраты будут значительно больше. Но, что делать, если другого ничего под рукой нет, а квадратное отверстие нужно здесь и сейчас.
Тематическое видео: Как сделать квадратное отверстие – способ №2
Особенности применения сверл для квадратных отверстий
Стандартные сверла Уаттса, предназначенные для сверления квадратных отверстий в металле, изготавливают из стали У8. Закалка производится до получения твердости инструментов в пределах от HRC 52 до HRC 56. В тяжелых условиях эксплуатации используют инструменты из легированной стали Х12. Твердость материала варьируется в пределах от HRC 56 до HRC 60.
Самая важная особенность применения этих сверл для квадратных отверстий на производстве и в быту заключается в необходимости использования дополнительных приспособлений для фиксации инструментов и перемещения рабочих частей по вышеописанной траектории.
Что используют на производстве
Для фиксации сверл для квадратных отверстий в металле на станках используют специальные шпиндели-переходники. Они состоят из:
- корпусов;
- зубчатых венцов;
- переходников под основные шпиндели;
- приводных шестерней;
- шестерней зацепления;
- качающихся втулок.

Изображение №3: сверление квадратного отверстия в металле на станке
Что используют в быту
При использовании дрелей сверла для квадратных отверстий закрепляют при помощи специальных рамок. Их соединяют с патронами карданными передачами. Для этого используют особые переходники, состоящие из:
- корпусов;
- плавающих хвостовиков;
- качающихся колец;
- сменных втулок;
- опорных шариков;
- крепежных винтов.

Изображение №4: принцип получения квадратных отверстий сверлами Уаттса в домашних условиях с применением обычных дрелей
Конструктивные особенности и принцип работы квадратных сверл
Для сверления квадратных отверстий применяется специальная насадка для дрели. Эта насадка называется сверлом Уаттса, которая имеет форму треугольника. Главная особенность этой насадки в том, что наконечник в виде треугольника Рёло (назван в честь основателя) имеет область пересечения трех равных кругов.
Именно за счет специальной треугольной формы наконечника фрезы получается квадратная форма проема в поверхности обрабатываемого материала. Принцип получения такой формы отверстия посредством применения треугольного сверла заключается в следующем:
На основании треугольника Рёло была изготовлена специальная насадка, посредством которой можно просверлить круглое отверстие с закругленными углами. Центральные эллипсоидные дуги треугольника — это есть ось, которая не остается на месте, как в случае с обычным круглым сверлом, а перемещается по соответствующей траектории. Главный недостаток применения таких насадок заключается в том, что получаемое отверстие в виде квадрата имеет закругленные углы. Конструкция сверла Уаттса, в основе которого лежит треугольник Рёло, представлена на фото ниже.
Высверливание проема осуществляется посредством трех боковых частей, которые имеют заточку. Когда сверло начинает двигаться, центральная часть осуществляет вращательное действие, а боковые грани повторяют качательные движения.
Насадка состоит из хвостовой и рабочей части.
Хвостовик предназначен для закрепления насадки в патроне инструмента, а рабочая часть осуществляет основную работу — высверливает квадратный проем. Рабочая часть состоит из головки (она же называется долотом) и спирали, как на обычном сверле.
Конструктивным элементом сверла также является держатель, который представляет собой оправку.
В этой оправке перемещается сверло, тем самым исключая его хаотичное движение. Оправка имеет отверстие, через которое происходит удаление стружки.
Иные способы получения квадратных отверстий в металле
Кроме обработки заготовок сверлами Уаттса для получения квадратных отверстий в металле используют следующие методы и технологии.
- Лазерная резка. Это наиболее эффективный способ получения квадратных отверстий в металле с заданными параметрами. Точность находится на максимальном уровне. Лазерная резка квадратных отверстий производится на сложных и дорогостоящих станках с ЧПУ.
- Применение обычных сверл и напильников. Метод выглядит так.
- На поверхность заготовки наносят разметку (вычерчивается квадрат).
В углах квадрата при помощи керна намечают центры вспомогательных отверстий.

Фотография №2: лазерная резка — самая эффективная технология!
Классификация сверл для квадратных проемов
Квадратные сверла отечественного производства выпускаются с соблюдением стандартов ГОСТ 886-77, ГОСТ 4010-77 и ГОСТ 10902-77. Однако большой популярностью пользуются сверла зарубежного производства, которые изготавливаются с соблюдением соответствующих стандартов. Маркировка указывается на хвостовой части фрезы, где представлена такая информация, как диаметр, материал изготовления и наименование компании.
Характеристики сверла для квадратных отверстий
Профиль сверла для выполнения квадратных отверстий соответствует треугольнику специальной формы, который назвали в честь его изобретателя Рело. Отличительная черта: съем металла выполняется боковой частью, плоскостей резания у него 3. При этом в процессе выполнения операции инструмент описывает основное и качательные движения. Выполняются они в противоположных направлениях (треугольник вращается вокруг подвижной оси). Особенность инструмента: он вычерчивает фигуру, представляющую собой пересечение одинаковых кругов. В результате его вершины вычерчивают квадрат. При этом ось вращения перемещается по определенной траектории, а не стоит на месте.
По длине и диаметру отечественные изделия должны соответствовать требованиям ГОСТ 886-77, 4010-77 и 10902-77, импортные аналоги – действующим зарубежным стандартам. На хвостовик каждого сверла, выполняющего квадратный профиль в разных по плотности материалах, наносят маркировку. Указывается диаметр сверла, материал, из которого оно изготовлено, и даже логотип или наименование компании. Ходовыми являются сверла диаметром 9, 16, 23, 28 и 33 мм и длиной соответственно 50, 60, 75, 85 и 90 мм.
Принципы действия и конструкция
Для того чтобы просверлить квадратное отверстие, обычно используют сверло Уаттса, в основу конструкции которого положена такая геометрическая фигура, как треугольник Рёло. Одна из важнейших особенностей такой фигуры, представляющей собой область пересечения трех равных кругов, состоит в следующем: если к такому треугольнику провести пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным. Таким образом, если двигать центр треугольника Рёло по траектории, описываемой четырьмя эллипсоидными дугами, его вершины будут вычерчивать практически идеальный квадрат, у которого будут лишь несколько скруглены вершины.
Как сделать квадратное отверстие
Думаю каждый из вас делал корпус для своей электронной поделки. И при изготовлении корпуса часто возникает одна мерзкая проблема — проделать дырку формой отличной от окружности. Например, квадратную, под LED индикатор.
Я раньше долго мучался, высверливал по контуру, затем шлифовал эти зубчики, матерился по поводу того, что сошлифовал лишнее или запорол параллельность. В общем, на все что касается механообработки материала у меня руки из задницы. И с этим ничего не поделать. Но там где не могут руки должна работать голова. И придумалось простое и эффективное решение.
Итак. Надо профигачить в пластиковом корпусе квадратную дырку.
Для начала разметим отверстие. Делать это лучше по бумажному шаблону — надо как можно четче накернить углы. Делаем это на наружней, лицевой, стороне! Затем углы сверлятся насквозь тонким сверлышком. Тут важно взять сверло потоньше. Чем тоньше тем точнее будет наше отверстие.

По линейке от дырочки до дырочки, точно по размерам нашего отверстия (ни больше ни меньше, точно так!) делаем прорезы. Чем глубже тем лучше, но можно без фанатизма. Т.к. чем глубже режешь тем больше шанс что сорвется лезвие и мы покоцаем наружную поверхность, а это уже не то — некрасиво. Дырочки тут рулят еще тем, что в них заваливается острие скальпеля и край реза дальше дырки не идет. Разметка тут самый важный этап
. От него зависит получится ли все с первого раза идеально или придется подравнивать.

Прорезал, теперь надо раскромсать внутреннюю поверхность дырки на 4ре части, под андреевский флаг. Это уже чем угодно. Я обычно не церемонюсь — беру тупое сверло, которое уже не жалко. Втыкаю его и как фрезой на больших оборотах прогрызаю его бочиной пластик от угла до угла.

Все, получили внутри четыре кусочка. Теперь надо подцепить их от центра и выломать внутрь
Прорез который мы сделали даст нам слабую точку по которой пластик лопнет и выломается. А отверстия с краев не дадут трещине уйти дальше чем надо.

Видите какой четкий и ровный излом получается?
Раз два три четыре — получили точное прямоугольное отверстие которое не надо ни ровнять, ни шлифовать. Ну может чуть чуть, если с разметкой накосячил — как я сейчас :(.

На проковыривание этой дырки у меня ушло не более 10 минут. Это с уборкой мусора и отвлеканием на фотографирование и поиск то скальпеля, то сверлышка.
Если у вас есть сверлильный станок, то вы без проблем просверлите металлическую заготовку. Но как быть, если требуется просверлить сталь, создав отверстие в форме квадрата. Например, чтобы сделать квадратное отверстие в дереве, существуют пазовально-долбежные станки с соответствующей оснасткой. Дерево — материал податливый, в плане обработки с ним всё довольно просто.
В металле тоже можно просверлить отверстие в форме квадрата, вот только понадобится довольно редкая оснастка, в продаже такую не найти. Особое сверло, которое состоит из двух отдельных элементов: квадратной направляющей и металлорежущей фрезы.
Но это в теории, воссоздать на практике подобную конструкцию решаются не многие. Автор Youtube канала Mehamozg, Евгений как раз из тех мастеров, кому интересны нестандартные задачи.

На своем канале демонстрирует неординарный подход к работе.


В ролике по созданию сверла, а если быть точным, фрезы для квадратных отверстий, Евгений подробно показывает процесс.

Это предварительные расчеты в чертежной программе.
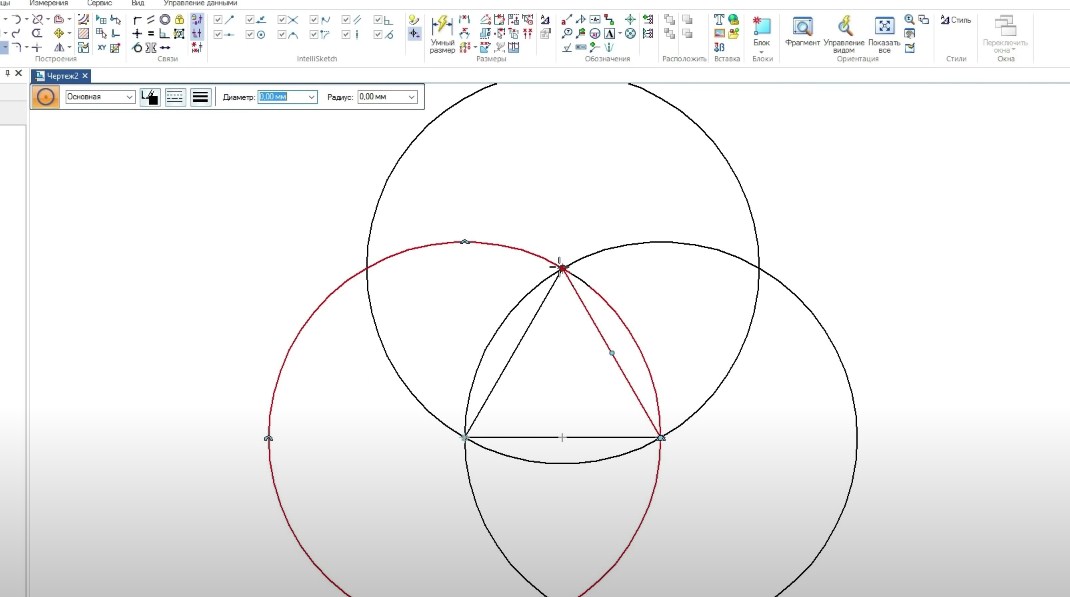

. работа с шестигранной заготовкой на токарном станке, установка кардана от авто между хвостовиком и режущей частью, подготовка направляющей из квадратной трубы.


Смотрим, что получилось у мастера.
Оценить прикладную пользу при сверлении металла с помощью этого механизма наверняка способны инженеры и мастера токарного дела, но это, однозначно, интересная и незаурядная идея, за реализацию которой мы благодарны мастеру, автору канала Mehamozg.

Особенностью такого треугольника будет то, что все его стороны будут иметь постоянную ширину, которая равна длине стороны исходного равностороннего треугольника.
Практическую пользу из этого факта извлёк Л. Эйлер, который три века спустя продемонстрировал вращение такого скруглённого треугольника: вначале вокруг собственной оси, а затем – с некоторым эксцентриситетом, благо карданный механизм науке и технике того времени был уже известен.
Ещё дальше в практическом использовании данной фигуры пошёл немецкий инженер Ф. Рело, который обратил внимание на то, что траектория углов движущегося треугольника при определённых способах его вращения весьма близка к квадрату.
Лишь непосредственно в углах квадрата внешняя поверхность описывает дугу, впрочем, небольшого радиуса. В современной технической литературе подобный треугольник называют треугольником Рело, хотя никаких углов у данной фигуры фактически уже нет.

Пройдёт ещё несколько десятков лет, и англичанин Г. Уаттс придумает приспособление, которым можно обеспечить гарантированную квадратную траекторию для металлорежущего инструмента. Техническое решение для сверла Уаттса было запатентовано в 1916 году, а через год началось серийное производство таких инструментов.

Сверло или фреза?
Большинство технической общественности считает, что всё-таки фреза. Тем не менее, производители упорно продолжают называть данный инструмент сверлом для квадратных отверстий, сверлом Уаттса или сверлом, профиль которого соответствует треугольнику Рело.
Что правильнее? Если обратиться к кинематике перемещения такого режущего инструмента (для наглядности можно воспользоваться схемой, приведённой на рис. 1, то можно обнаружить, что съём металла будет производиться только боковой поверхностью, причём плоскостей резания будет не одна, как у обычного сверла, а четыре, что более свойственно фрезам.
Однако одного вращающего движения для получения квадратного отверстия будет недостаточно.

Рисунок 1 – Треугольник Рело: а) – построение; б) последовательность вращения для получения отверстия квадратной формы.
Угловая скорость обоих вращений определяется довольно просто.
Если за параметр f принять частоту оборотов вала дрели (либо перфоратора), то для колебательных вращений шпинделя вокруг собственной оси достаточна скорость в 0,625f.
В этом случае ось шпинделя как бы зажимается между рабочим валом и приводным колесом, заставляя сверло/фрезу колебаться в зажимном приспособлении с остаточной скоростью
(1 – 0,625)f = 0,375f.
Более точно результирующую скорость вращения фрезы можно установить, пользуясь техническими характеристиками дрели/перфоратора, но ясно, что она будет намного ниже той, на которую изначально рассчитан инструмент. Поэтому получение квадратного отверстия будет происходить с меньшей производительностью.
Устройство и принцип работы
Непосредственно применить фрезу/сверло для квадратных отверстий с профилем треугольника Рело нельзя – необходимы канавки для отвода образующейся стружки.
Поэтому (см. рис. 2) профиль рабочей части инструмента представляет собой вышеописанную фигуру, из которой вырезано три полуэллипса. При этом реализуются три цели: снижаются момент инерции сверла, нагрузки на шпиндель, а также повышается режущая способность фрезы.

Рисунок 2 – Фактический профиль рабочей части инструмента
Конструкция инструмента такова. Собственно, рабочая часть включает в себя рабочую поверхность, которой производится съём металла и отводящие стружку канавки.
Изготавливается фреза-сверло для квадратных отверстий из стали У8 и закаливается до твёрдости HRC 52…56. При особо тяжёлых условиях эксплуатации используются изделия из легированной стали Х12 с твёрдостью HRC 56…60.
При нормальной подаче СОЖ и из-за сравнительно небольших температур в зоне обработки стойкость инструмента – высокая.
Более сложную конструкцию имеет шпиндель-переходник. Он включает в себя:
- Корпус.
- Зубчатый венец.
- Посадочное место под основной шпиндель (если инструмент устанавливается в инструментальной головке металлорежущего станка, то переходник имеет вид конуса Морзе).
- Приводной шестерни.
- Основного шпинделя.
- Шестерни зацепления с зубчатым венцом.
- Качающейся втулки.

Для бытовых приспособлений производители фрез/свёрл для квадратных отверстий предлагают накладные рамки, которые соединяются карданной передачей с патроном, и сообщают эксцентрические перемещения режущему инструменту. Толщина такой рамки определяет глубину получаемого отверстия.
Для соединения приспособления с патроном станка необходим ещё специальный переходник. Он состоит из:
- Корпуса.
- Плавающего хвостовика.
- Качающегося кольца.
- Сменной втулки под патроны разных металлообрабатывающих станков.
- Крепёжных винтов.
- Опорных шариков.
Для практического применения рассматриваемого инструмента достаточно придать шпинделю основного оборудования подачу в необходимом направлении. Для изготовления квадратных отверстий с применением такой оснастки пригодны фрезерные протяжные и токарные станки.
Альтернативные способы получения квадратных отверстий
Недостатком свёрл Уаттса считается наличие радиусных дуг в углах квадрата, что не всегда приемлемо. Кроме того, свёрла для квадратных отверстий, изготовленные с использованием треугольника Рело, не могут вести обработку заготовок большой толщины.
В таких случаях можно использовать электроэрозионные/лазерные технологии, а также – что проще – применить сварку или штамповку.
Комплекты пробойников для квадратных отверстий выпускаются в ассортименте поперечных размеров до 70×70 мм в металле толщиной до 12…16 мм. В комплект входят:
- Пуансонодержатель под пробойник.
- Направляющая втулка.
- Кольцевой ограничитель хода.
- Матрица.


Сверло для квадратных отверстий

Проблем с образованием круглых отверстий в металле, как правило, не возникает. Сегодня в продаже можно встретить просто огромное количество сверл, некоторые могут применяться для образования квадрата или прямоугольника. Для решения подобной задачи также используются специальные приспособления.
Сверло для квадратных отверстий
Cверло или фреза

Часто квадратные отверстия получают при применении фрез. Подобный инструмент получил крайне широкое распространение, однако в некоторых случаях квадратные отверстия в металле проще получить при использовании сверл. Примером назовем следующие моменты:
- Работа проводится редко, поэтому нужно снизить затраты на приобретении специального инструмента. Фрезы обходятся намного дороже.
- Небольшая площадь обработки. Геометрическая форма распространенных фрез определяет ограничения по их минимальному размеру.
- Нужно получить сквозное отверстие в металле с большой толщиной.
Кроме этого, фрезы устанавливаются в станках, которые обходятся дорого, но и для сверления обычное оборудование не подойдет. Это связано с тем, что сверло должно передвигаться по определенной траектории.
Устройство и принцип работы

Сверло для квадратных отверстий Уаттса создано на основе формы треугольника Рело. Среди особенностей можно отметить:
- Рабочая часть сверла образуются при формировании области пересечения трех равных кругов особой формы.
- Если расположить у треугольников рабочей части сверла несколько параллельных опорных прямых, то расстояние между ними будет одинаковым.
- Во время работы ось сверла должна перемещаться по определенной траектории, за счет чего и получается квадрат или прямоугольник.
Стоит учитывать, что получаемый прямоугольник или квадрат имеет немного закругленные углы. Устройства для сверления квадратных отверстий Уаттса не должно ограничивать передвижение патрона со сверлом, иначе получить рассматриваемую форму не получится. Принципы действия и конструкция рекомендуемого оборудования позволяют создать его своими руками при использовании подручных материалов.
Альтернативные способы получения квадратных отверстий
Получение радиусных дуг приводит к существенному снижению качества получаемого изделия. Именно поэтому часто рассматривается возможность использования других методов получения квадратного отверстия:
- Лазерные установки сегодня получили широкое распространение. Они могут применяться для обработки по заданной траектории, при фокусировании луча происходит нагрев металла, за счет чего образуется требуемая поверхность.
- Метод штамповки применяется на протяжении длительного периода. Он предусматривает использование специального оборудования, которое способно оказывать высокое давление на листовые и другие заготовки. Недостаток метода заключается в высокой стоимости оборудования, а также в возможности получения только неглубоких выемок.
- При применении газовой сварки также можно образовать прямоугольную форму. Однако подобная технология характеризуется невысокой практичностью в применении, получаемые изделия низкокачественные.
В продаже встречаются специальные комплекты пробойников, которые также могут применяться в рассматриваемом случае. Комплект представлен сочетанием следующих элементов:
- Втулка для направления пробойника.
- Специальный держатель.
- Кольцевой ограничитель хода.
- Матрица.
Для того чтобы оказать высокую нагрузку на рабочий инструмент применяется гидравлический домкрат. Подобная технология характеризуется тем, что получаемая фигура имеет чистые и ровные грани, то есть дополнительная механическая обработка для повышения качества поверхностей не требуется.
Изготовление устройства для сверления квадратных отверстий
Используя сверла Уаттса, работающие по принципу треугольника Рёло, можно выполнять сверление квадратных отверстий в металлических заготовках даже на обычном станке, не оснащенном специальными насадками. Для того же, чтобы создать квадратное отверстие в деревянной детали, можно использовать и обычную дрель, но для этого ее необходимо оснастить дополнительными приспособлениями.
Изготовить несложное устройство, позволяющее просверлить квадратные отверстия в деревянных заготовках, можно по следующим рекомендациям.
- Для начала, используя лист фанеры или деревянную доску небольшой толщины, необходимо сделать сам треугольник Рёло, геометрические параметры которого должны соответствовать диаметру применяемого сверла Уаттса.
- Сверло надо жестко зафиксировать на поверхности изготовленного треугольника.
- Чтобы треугольник Рёло и закрепленное на нем сверло перемещались по требуемой траектории, необходимо изготовить деревянную направляющую рамку. Во внутренней части рамки следует вырезать квадрат с геометрическими параметрами, полностью соответствующими размерам отверстия, которое вы собираетесь просверлить.
- Рамка при помощи специальной планки фиксируется на дрели, при этом центр треугольника Рёло, помещаемого в направляющую рамку, должен совпадать с осью вращения патрона электроинструмента.
- Для того чтобы сообщить сверлу для выполнения квадратного отверстия крутящий момент, но при этом не создать ограничений для перемещения инструмента в поперечном направлении, хвостовик соединяют с патроном дрели посредством передаточного механизма, работающего по принципу карданного вала грузового автомобиля.
- Деревянную заготовку, в которой необходимо просверлить квадратное отверстие, следует надежно зафиксировать, при этом расположить ее так, чтобы центр будущего отверстия строго совпадал с осью вращения используемого для обработки сверла.
Читать также: Перестала работать болгарка причины
Чертеж деталей приспособления для сверления квадратного отверстия
Таблица 1. Размеры направляющих втулок
Таблица 2. Размеры сверл (нажмите для увеличения)
Собрав такое несложное устройство, надежно зафиксировав все элементы его конструкции и обрабатываемую заготовку, можно включать электрическую дрель и начинать процесс сверления.
Как уже говорилось выше, просверленное при помощи такого устройства квадратное отверстие будет иметь абсолютно ровные и параллельно расположенные стороны, но его угловые участки будут слегка закруглены. Решить проблему с закругленными углами несложно: можно доработать их при помощи обычного надфиля.
Следует иметь в виду, что используют вышеописанное приспособление, не отличающееся высокой жесткостью, для сверления отверстий квадратной формы в деревянных заготовках небольшой толщины.
Сверло Уаттса и сделанное с его помощью квадратное отверстие в металлической заготовке
Квадратное сверло или как просверлить отверстие квадратной формы разными способами
Чтобы просверлить круглое отверстие, понадобится воспользоваться дрелью и сверлом. Как это сделать — известно практически всем. Однако часто в домашнем хозяйстве возникает необходимость сверления квадратных отверстий.
Для реализации этой задачи понадобится воспользоваться специальным квадратным или долбежным сверлом. Его еще называют долото или фрезой, позволяющей получать проемы соответствующей формы. Что собой представляет фреза, и как ею пользоваться, знают далеко не многие.
Конструктивные особенности и принцип работы квадратных сверл
Для сверления квадратных отверстий применяется специальная насадка для дрели. Эта насадка называется сверлом Уаттса, которая имеет форму треугольника. Главная особенность этой насадки в том, что наконечник в виде треугольника Рёло (назван в честь основателя) имеет область пересечения трех равных кругов.
Именно за счет специальной треугольной формы наконечника фрезы получается квадратная форма проема в поверхности обрабатываемого материала. Принцип получения такой формы отверстия посредством применения треугольного сверла заключается в следующем:
- Центр треугольника движется по своей траектории, повторяя при этом движения
- Получить такую траекторию удается за счет эллипсоидных дуг в центральной части сверла
- Грани треугольника будут перемещаться по аналогичной траектории, повторяя форму квадрата со скругленными гранями
На основании треугольника Рёло была изготовлена специальная насадка, посредством которой можно просверлить круглое отверстие с закругленными углами.
Центральные эллипсоидные дуги треугольника — это есть ось, которая не остается на месте, как в случае с обычным круглым сверлом, а перемещается по соответствующей траектории.
Главный недостаток применения таких насадок заключается в том, что получаемое отверстие в виде квадрата имеет закругленные углы. Конструкция сверла Уаттса, в основе которого лежит треугольник Рёло, представлена на фото ниже.
Высверливание проема осуществляется посредством трех боковых частей, которые имеют заточку. Когда сверло начинает двигаться, центральная часть осуществляет вращательное действие, а боковые грани повторяют качательные движения.
Устройство и принцип работы
Сверло для квадратных отверстий Уаттса создано на основе формы треугольника Рело. Среди особенностей можно отметить:
- Рабочая часть сверла образуются при формировании области пересечения трех равных кругов особой формы.
- Если расположить у треугольников рабочей части сверла несколько параллельных опорных прямых, то расстояние между ними будет одинаковым.
- Во время работы ось сверла должна перемещаться по определенной траектории, за счет чего и получается квадрат или прямоугольник.
Читать также: Расчет передаточного числа планетарного редуктора

ЧПУ для пробивания квадратных отверстий
Стоит учитывать, что получаемый прямоугольник или квадрат имеет немного закругленные углы. Устройства для сверления квадратных отверстий Уаттса не должно ограничивать передвижение патрона со сверлом, иначе получить рассматриваемую форму не получится. Принципы действия и конструкция рекомендуемого оборудования позволяют создать его своими руками при использовании подручных материалов.
Читайте также: