
Как сделать текстолитовую шайбу
Обновлено: 06.07.2024
Шайбы упрочняют и помогают контролировать резьбовые соединения — поэтому стали неотъемлемым элементом металлического крепежа. С их помощью увеличивают площадь опорной поверхности, защищают материал деталей от повреждения, удерживают сборный узел от раскручивания под вибрацией, уплотняют соединения, обеспечивают электрохимическую изоляцию или электрический контакт… В некоторых узлах их доля в используемом крепеже превышает 30 процентов.
Существуют десятки видов шайб по конструкции, а от того, в каких условиях будет эксплуатироваться соединение, и из чего изготовлены болты, гайки, винты, шпильки — зависит класс прочности и материал изготовления шайб (использоваться может: конструкционная углеродистая сталь, нержавейка, жаропрочная сталь, цветные сплавы…).
Современное производство шайб из металлов не менее разнообразно. И хотя все используемые на данный момент технологии базируются на традиционных принципах металлообработки, создатели оборудования находят возможность применить инновационные подходы, чтобы увеличить качество продукции, уменьшить количество отходов и ускорить/удешевить производственные процессы.
Метод холодной штамповки из полосы или листа
Резание металла для изготовления шайб используется только в исключительных случаях, когда необходимо сделать крепёж настолько большой толщины, при котором технология формования оказывается бессильной. В остальных случаях именно вырубка (штамповка) плоских шайб из металла показала себя как наиболее практичный метод массового производства.
Для этих целей используют механические прессы, которые работают по принципу холодной штамповки. То есть рабочей частью такого оборудования является штамп, состоящий их двух взаимно дополняющих частей: матрицы и пуансона.
Как правило, эти станки являются последовательными пресс-автоматами, которые выполняют шаговую работу по мере продвижения заготовки под оснастку пресса. То есть сначала пробивается внутреннее отверстие шайбы, а затем (после перемещения заготовки на величину шага штамповки) вторым ударом выполняется высаживание наружного диаметра шайбы, и готовое изделие падает сквозь матрицу.
Иногда механические прессы для холодной вырубки шайб оснащены системой позиционирования ЧПУ и возможностью передвижения полосы не только поступательно, но также вправо и влево. Это позволяет делать по несколько проходов по ширине полосы, тем самым максимально эффективно использовать материал заготовки.
Числовое программное управление станками — это возможность производить шайбы с высокой точностью геометрии. Например, это очень важно при изготовлении метизов, применяемых в шарнирных узлах: стальных шайб для пальцев, созданных по ГОСТ 9649-78.
По такой технологии изготавливаются плоские круглые шайбы:
Вырубкой делают метизы квадратной формы, стопорные шайбы с наружными и внутренними зубцами, а также изделия прочих конфигураций.
Как и метизы с лапками, шайбы стопорные с носком также представляют собой пластину сложной формы, внутри которой имеется отверстие для прохода болта. Лепестки такой шайбы в момент монтажа подгибаются к шестигранной головке болта, входят в специальный паз и надёжно фиксируют ответственное соединение в затянутом положении.
Стопорные шайбы купить можно из широкой номенклатуры материалов — но это в любом случае будут изделия с размером внутреннего отверстия от 3 до 48 мм, и с наивысшим классом точности.
Холодное пластичное формование
В целом этот метод можно считать разновидностью штампования, так как он тоже предполагает использование прессов с матрицей и пуансоном, которые вырубают шайбы из металлической полосы. Оборудование пластичного формования применяется для создания:
- Сферических шайб, которые используются с винтами со сферической головкой, стержнями и гайками (нормальными и малой высоты), например в станкостроении для сборки станочных приспособлений.
- Конических шайб для комплектации станочных приспособлений, которые за счёт сужения рабочей поверхности более равномерно распределяет силы, действующие на головку болта, а также препятствует самопроизвольному отвинчиванию соединения.
- Шайб, изготовленных по ГОСТ 13977-74, для соединения трубопроводов (работают вместе с накидными гайками).
Сферические и конические шайбы кроме всего прочего дают возможность компенсировать отсутствие соосности в соединениях.
Особенность изготовления шайб сложной конфигурации заключается в применении пуансонов и матриц такой формы (радиусной, конической), чтобы на первом шаге работы пресса не только получалось отверстие для прохода болта, шпильки или винта, но также сразу задавалась проектная пространственная форма метиза.
Поэтому эти станки нередко функционируют по трёхоперационной схеме, когда на первом этапе пластичным формованием создаётся сложная конусная/сферическая конфигурация шайб, на втором этапе конический пуансон пробивает отверстие, а на третьем — готовое изделие полностью вырубается из заготовки по наружному контуру.
Применяется также немного другая вариация этой технологии для производства тех же видов шайб — когда сначала происходит деформация заготовки для придания сферической или конической формы, а уже потом происходит высадка внутреннего отверстия и окончательная вырубка шайбы по наружному контуру.
Также, используя объёмную штамповку, деформируют плоские круглые метизы, чтобы получать цельные пружинные шайбы, например, в виде волны или выпуклые (тарельчатые).
Изготовление косых шайб
Согласно строительным нормам, купить шайбы косые необходимо, чтобы крепёж получил максимально возможную площадь контакта с соединяемым металлопрокатом, и, таким образом, чтобы была обеспечена проектная надёжность резьбового соединения разборных конструкций.
То есть это не обычные плоские изделия с параллельными плоскостями. В основном речь идёт о четырёхугольных шайбах и метизах квадратной формы (существуют также сферические косые метизы, применяемые в тех местах, где квадратные шайбы по каким-то причинам не становятся), у которых на одной стороне имеется плоский скос, тянущийся от кромки до кромки. Внутри шайбы выполнено отверстие для шпильки или болта с резьбой М12–М36.
У этих метизов можно легко обнаружить ещё одну интересную особенность: на скошенной плоскости создана одна или две поперечные канавки. Функция этих незамысловатых элементов заключается в обеспечении дополнительного трения, за счёт которого косая шайба (и, соответственно, головка болта или гайка) не будет прокручиваться после затяжки.
Клиновидные косые шайбы могут производиться методом пластичного формования (иными словами штамповкой). Есть и другая технология, которая заключается в следующем:
- В металлической ленте прессом пробиваются отверстия под проход болта.
- Ножами станка вырезываются прямоугольные заготовки заданного размера.
- Каждая заготовка с одной стороны обрабатывается механическим способом (по факту, снимается лишний материал), чтобы получился скос с определённым градусом и фрикционные канавки.
Высадка шайбы из прутка
Данная технология примечательна очень рациональным использованием материала. Изготовление плоских шайб из прута осуществляется на оборудовании, в состав которого входят приспособления для выполнения нескольких подготовительных операций. То есть, прежде чем пресс вырубит в шайбе отверстие под резьбу конкретного размера — сначала отрезное устройство ножом отделяет от металлического прутка заготовку, а другое устройство эту заготовку сплющивает при помощи пресс-формы.
Изготовление шайбы гровера навивкой
Гровер — это пружинная круглая шайба в виде разорванного кольца, концы которого разведены в разных плоскостях. В основном шайба Гровера представляет собой один виток пружины, но существуют также двухвитковые экземпляры, которые используются, например, на железной дороге. Как мы все знаем, создавались такие метизы с целью устранить самопроизвольное отвинчивание резьбовых соединений из-за вибрации.
Производятся гроверы из высококачественных пружинных сталей и сплавов. Для этого используется проволока прямоугольного, трапециевидного или квадратного поперечного сечения. Некоторые виды станков для изготовления шайбы-гровера могут использовать пружинную проволоку круглого сечения и в процессе работы сплющивать её. В остальном технология достаточно стандартная: выполняется навивка проволоки, затем производится нарезка шайб и их формование. Станки могут быть настроены на опрессовку гровера, также заинтересованные лица могут купить шайбы ГОСТ с отогнутыми концами.
Прочие операции
Наряду со стандартизированными типоразмерами металлических метизов, наша компания может предложить изготовление специальных уникальных шайб под заказ. Для этого нам понадобятся следующие данные:
- Чертежи с указанием толщины, диаметра, формы, типа насечки…
- Марка металла и тип защитного покрытия.
- Необходимое количество изделий.
В процессе производства шайб различного назначения используемые заготовки могут подвергаться закаливанию и ковке для работы с болтами повышенной прочности, шлифоваться для получения параллельных или особо плоских поверхностей, антикоррозионной обработке (цинкование, гальванизация т.п.). Всё это делает шайбу ещё более эффективной и ещё более выносливой.
ты чтоль болты обмоток открутил через крышку ?
Собери все акуратно, не потеряй изоляционные шайбы (паронитовые или текстолитовые) их должно быть 3 шт.
на клемму обмотток сначало изоляционные шайбы, потом шайба, потом болт.
болт не должен коротить на обмотку (прозвони тестером)
но должен быть контакт клеммы обмотки с клеммой диодов.
Крути акуратно - можно уничтожить изоляционные шайбу сильным закручиванием болта.
И кстати я болты то и так с шайбами выкручивал и того у меня получается на 1 болт 2 железные шайбы и 1 текстолитовая.
на мосту клеммы диодов, на них сначало клемму обмотки, потом изоляционную шайбу, потом обычную шайбу, потом болт.
__________________
Факт: С какой бы скоростью ты ни ехал, тот, кто едет медленнее тебя - тормоз, а тот, кто быстрее - самоубийца.

Столкнулся с такой фигнёй… Нужно было снимать рейку, оказалось что стопорной шайбы рулевой тяги одной нету вообще. Другая в состоянии снять и выбросить. Устроено там всё просто.
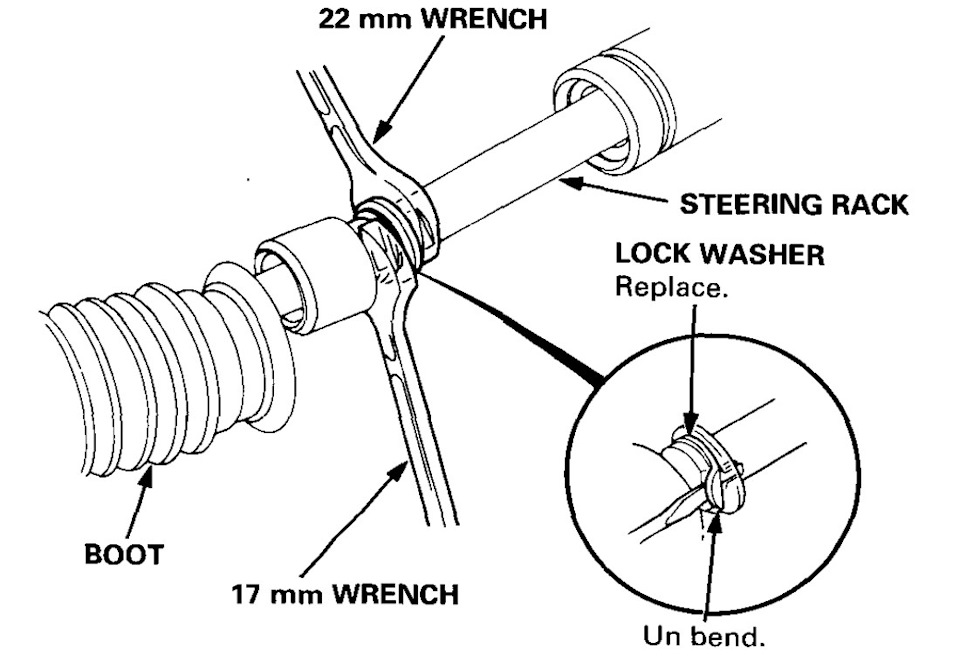
Шайба двумя усиками упирается в прорези рейки. После затяжки гайки на тяге её края загибаются на гайку дабы её законтрить и тяга не выкрутилась в пути и колёса не стали ехать в разные стороны.
Выглядит она так на хонде. Собственно почти также как и на всех автомобилях.

Но едет новая не менее 2 недель и стоит 6$ за штуку)) и это не смешно. Я так понял их никто не покупает и спроса на них нет)
Ни одной замены нет на аккорд… только оригинал…
Обошел центральный киевский автобазар… все продавцы (включая ВАЗ, ГАЗ, ИЖ и ЗАЗ) только плечами пожимают))
Думал я пару дней как же и из чего же её смастерить. Ну нету у меня времени 2 недели её ждать. По форме это люверс у которого просто можно сточить среднюю часть. Но прочных люверсов не нашёл…
Остановился на такой технологии.
Оригинал по толщине1,2-1,3 мм примерно.
В гараже нашёл кусок стали мягкой советской 1,15мм.


по размеру родная это почти 1 в 1 одна гривна украинская)
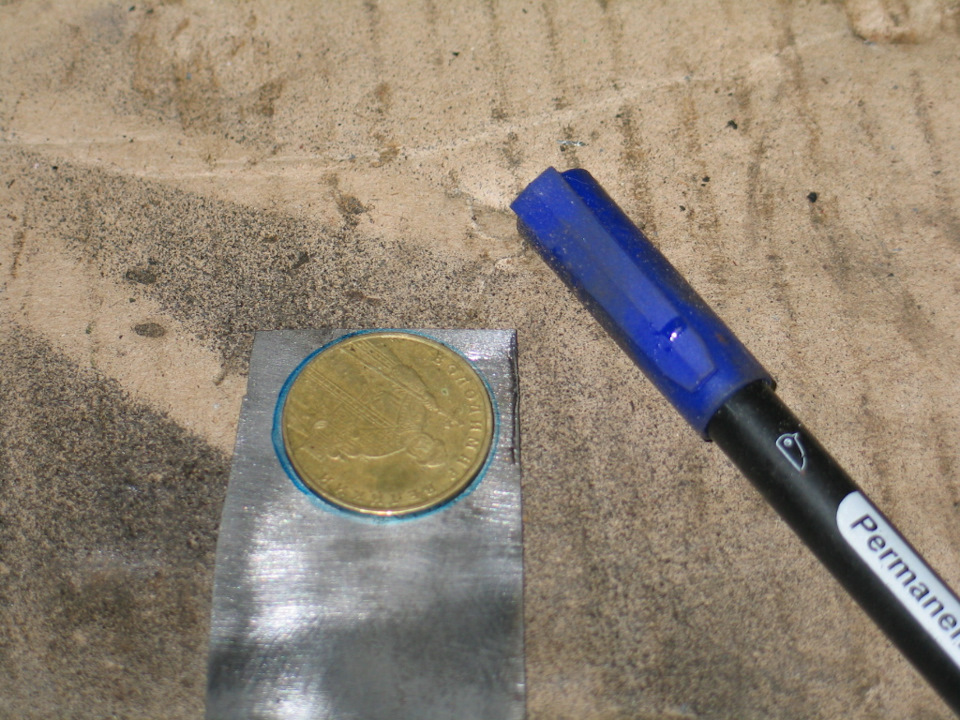
обрезаем болгаркой, можно прямо по монетке)

Между шайбой и рейкой ещё стоит шайба толстая по ней размечаем заготовку.

Затем рисуем логотип honda , букву H по центру.

Чертим чем-то острым её же.

Затачиваем отвёртку или зубильце маленькое и аккуратненько вырубаем букву H. Сначала с одной стороны, затем с другой.

Подкладываем шайбу и дорубаем)

Затем находим в гараже какую-нибудь херацию диаметром 12мм или какой нужен по диаметру тяги, желательно формой на конус.
И пробиваем.


Собственно стопорная шайба готова ))
Усики у меня шириной 6мм, желательно "вырубать" усики с запасом по ширине + 1 мм, потом напильником/болгаркой лучше подточить. По центру hand made справа honda original second hand )

Примеряем к рейке.


Всё отлично можно ставить на машину.

Следующую я решил делать точнее.
Нужно точно циркулем начертить круг и линеечкой разметить, тогда вообще хорошо выходит и прорубить точно.


Может кто знает способ сделать такую шайбу изящнее ? Поделитесь плиз.
Время изготовления одной шайбы 20-30 минут.
Себестоимость практически нулевая. А то 6$ и две недели… издеваются якодзуны ))
Комментарии 38

Изящнее — можно в каждом конце и в углах буквы "Н", перед рубкой, маленьким сверлом отверстия посверлить 8)
А фиксатор резьбы нельзя там использовать?
Это хорошая идея !
Т.к. главная проблема, что усики после рубки неодинаково отгибаются, ведь прорубить одинаково не реально.
В случае сверловки должно быть одинаково))
Фиксатор опасно, кто знает как он себя поведёт. ведь там постоянно ударно-тянущие нагрузки и не малые.

Нормально получилось. Изящнее только на прессе оправкой.

… и желательно не стриженного…
стопорные шайбы эти бывают в комплекте с тягами рулевыми, но родных хондовских на пару замен хватает, тем более если рейка снималась, на снятой удобнее шайбу подогнуть, чем когда она на машине стоит

Бывают, но редко, бывает даже с оригинальными нету…

На сегодняшний день, многим маркам авто не нужна эта шайба. Всё пошло от "французов"… Достаточно зажать с нужным моментом затяжки, и всё…

Знакомый по дромофоруму как-то написал, из новостей. Чувак, после сервиса, (на хонде), поехал куда-то. В пути произошло дтп, вроде с погибшими, машина на скорости потеряла управление и улетела в кювет. Со всеми вытекающими. Потом выяснилось — на сервисе тягу затянули с моментом, не поставив стопорную шайбу, в пути тяга открутилась — колесо развернуло против движения.
У меня был случай вылета пальца у наконечника шаровой. Слава Богу на маленькой скорсти. Ощущения ещё те)))

Знакомый по дромофоруму как-то написал, из новостей. Чувак, после сервиса, (на хонде), поехал куда-то. В пути произошло дтп, вроде с погибшими, машина на скорости потеряла управление и улетела в кювет. Со всеми вытекающими. Потом выяснилось — на сервисе тягу затянули с моментом, не поставив стопорную шайбу, в пути тяга открутилась — колесо развернуло против движения.
Не может колесо при вращении стать против движения. Оно стремится вращаться по оси движения авто. Кроме того, процесс самооткручивания рулевой тяги не происходит мгновенно. Но, если процесс начался, то это неизбежно отражается на схождении колёс. Что любой водитель явно заметит. Изменится управляемость авто, посторонние стуки и т.д. В конце концов спица руля отклонится от горизонтального положения на угол, заметный любому водятлу. Так, что похоже на сказочку…
Еще записи по тегу "самоделки"
![]()
Клумба розовая свинка.

Свинья из пластиковой бутылки. По дороге с дачи встретили свинью, розовую. В ней цветы будут расти. Ну а сделать такую клумбу своими руками проще…
![]()
WIFI для телефона
Усилитель WIFI из банки и зубочисток! Работы на пару минут, и пользуйся на здоровье:) Смотреть видео — антенна WIFI из подручных материалов:…
![]()
Самый лучший бутылкорез!
Никаких бирюлек — только нож и ПЭТ бутылка! Если у вас нет пилки в ноже — это не беда. Отверстия в конструкции легко прожечь раскаленной…
![]()
Шашлык и шампур.

Деревянные шампура. Вчера отмечали Второе пришествие День варения Лисс, мы давно уже это делаем)) Помимо речки и всяких…
![]()
В августе мухи злее свекрухи

Стервы — кусают, со свету сживают. Чтоб пережить неприятности стойко, Дома должна быть своя мухобойка! Переехавший в деревню дружбан жалуется на…
![]()
Капельный полив, часть 2-я.

Капельный полив своими руками. Решил показать, как удобней сделать отверстие в системе полива из бутылки. Народ начал задавать вопросы почему надо…

Очень хорошая идея изготовления хоккейной шайбы из подручных материалов.
Для этого нам понадобятся:
Материалы:
1. Чёрный пластик
2. Банка с под кофе



Далее берём банку ( с под кофе, гороха, сгущёнки и т.д) и отмеряем от дна до верха 2.5 см.
Вставив в гнездо крыльчатки 22 резиновую манжету 35, текстолитовую шайбу 36, закрепляют их обоймой 37, которую напрессовывают. Предварительно ввертывают масленку 21 и контрольную пробку 20, закладывают соответствующий смазочный материал в посадочные места. [32]
Для уменьшения трения между каждым колесом и направляющим аппаратом устанавливают текстолитовые шайбы . Верхний конец вала помещен в подшипник скольжения и заканчивается специальной пятой, собранной из бронзовых и текстолитовых шайб. Нижний конец вала опирается на радиально упорные подшипники. Число секций в насосе зависит от напора, определяемого глубиной скважины. [34]
Между колесами и направляющими аппаратами с целью уменьшения трения устанавливаются текстолитовые шайбы 5, запрессованные в кольцевой иаэ на нижнем торце колеса, и шайбы 7, надетые на его втулку сверху. [36]
Напрессовывать крыльчатку надо на ручном прессе, при этом выступы текстолитовой шайбы должны войти в выемки держателя сальника. Ту часть валика водяного насоса, на которой работает резиновая манжета, перед напрессовкой крыльчатки смазывают мылом, а торец крыльчатки, к которому прижимается текстолитовая шайба - графитной смазкой. [37]
Между пружинной шайбой и медью коллектора расположена стальная шайба 4 и текстолитовая шайба 5; назначение первой из них - распределять давление пружинной шайбы на большую площадь текстолитовой изоляционной шайбы. [38]
Износоустойчивые насосы имеют по длине вала промежуточные резино-металлическле подшипники, а опорные текстолитовые шайбы рабочих колес заменены в них резиновыми. [39]
Сальник вращается вместе с крыльчаткой, в прорези которой входят выступы текстолитовой шайбы . [40]
Течь охлаждающей жидкости может быть через дренажное отверстие водяного насоса вследствие износа текстолитовой шайбы торцового сальника , повреждения радиатора или нарушения плотности в соединениях дюритовых шлангов и сливных краников. [41]
В этом положении установить насос, тогда кулачки полумуфты должны войти в прорези текстолитовой шайбы . [42]
Гидравлический тормоз длительное время работает без ремонта, за исключением севанитовых уплотнений колец, текстолитовых шайб и подшипников. [43]
Электрический контакт с образцом осуществляется тонкой проволокой 10, конец которой находится между образцом и текстолитовой шайбой . [45]
Читайте также: