
Как сделать стыков автоматическим
Добавил пользователь Евгений Кузнецов Обновлено: 04.10.2024
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
Практическая часть:
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160 ) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN ). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN .
В независимости от вида устройства рабочая комплектация остается стандартной:
Баллон с газом и редуктором
Кабель с зажимом заземления

Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
Легированные стали (низкоуглеродистые )
Алюминий и его сплавы
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.

С выбором диаметра поможет таблица:
Толщина металла, мм
Диаметр проволоки
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.

Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN . Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.

2. Соединяем газовый шланг с редуктором на баллоне.

3. Подключаем газовый шланг к полуавтомату.

4. Подключаем горелку к евроразъему на лицевой панели.

5. Подключаем кабель массы к минусовому разъему.

Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.

2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.

4. Защелкиваем верхний прижимной ролик

6. Снимаем сопло горелки.

8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.

9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.

Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин - для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
Выбираем на панели тип сварки – MIG SYN
Выбираем газ – смесь аргона и углекислоты
Выбираем диаметр сварочной проволоки – 0,8 мм
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.

5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.

Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги - корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Толщина металла
Диаметр проволоки
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.

Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Слишком высокая скорость сопровождается повышенными брызгами металла. Шов получается тонким и прерывистым.

Слишком медленная скорость дает широкий, расплывчатый шов.

Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
1.1. Инструкция распространяется на следующие способы сварки металлических конструкций:
автоматическую дуговую сварку под флюсом с применением порошкового присадочного металла (ППМ) в нижнем положении стыковых и угловых соединений из низкоуглеродистых сталей марок ВСт3кп, ВСт3пс, ВСт3сп и низколегированных сталей марок 09Г2С, 14Г2, 10Г2С1, 10ХСНД, 15ХСНД, 16Г2АФ и 14Х2ГМР толщиной до 60 мм;
электрошлаковую сварку с применением ППМ низкоуглеродистых сталей марок ВСт3кп, ВСт3пс, ВСт3сп и низколегированных сталей марок 10Г2С1, 09Г2С, 10ХСНД, 15ХСНД, 16Г2АФ толщиной 30-60 мм.
1.2. Введение в зону сварки ППМ повышает тепловую эффективность процесса и качество сварного соединения. Благодаря таким свойствам ППМ, как автономность, развитая поверхность и малая масса частиц, введение его в зону сварки позволяет значительно уменьшить потери тепла и повысить коэффициент полезного действия источника сварочного тепла.
Внесены
ВНИИмонтажспецстроем
Утверждены
Минмонтажспецстроем СССР
10 февраля 1977 г.
Срок введения
1 июля 1977 г.
1.4. Сварочная проволока, применяемая для изготовления крупки, должна быть очищена от технологических и противокоррозионных смазок, масел, грязи и ржавчины.
1.5. ППМ должен иметь неокисленную поверхность и храниться в металлических закрытых сосудах в сухом помещении.
1.6. Изготовлять ППМ можно на любом стандартном и нестандартном оборудовании, обеспечивающем требуемые размеры металлической крупки.
1.7. Сварочный флюс АН-348А, АН-60, АН-22, АН-8 по ГОСТ 9082-69 перед сваркой необходимо прокалить при температуре 200-250 °С в течение 1,0-1,5 ч, если влажность флюса превышает 0,1 %, в соответствии с техническими условиями на эти материалы.
2.1. Автоматическая дуговая сварка под флюсом с ППМ производится на стандартном сварочном оборудовании: сварочных тракторах ТС-17МУ, ДТС-38, ТС-35, АДС-1000, сварочных самоходных автоматах подвесного типа АБСК, А-639К и др.
В качестве источников питания рекомендуются выпрямители ВКСМ-1000, ВДМ-1601, ВДМ-3001, ВСЖ-1600 и преобразователи типа ПСМ.
2.2. ППМ в зону сварки вводят двумя способами:
путем предварительной засыпки ППМ в зазор или разделку перед сваркой (рис. 1 , а) простейшими устройствами;
путем подачи ППМ с ферромагнитными свойствами на вылет электрода в процессе сварки (рис. 1 , б).
Дозировку и подачу ППМ на вылет электрода осуществляют дозатором конструкции ВНИИмонтажспецстроя, который устанавливают на любой сварочный трактор (рис. 2).
Сварочные материалы
2.3. Поставляемый для сварки металл и сварочные материалы должны иметь сертификаты заводов-изготовителей.
2.4. Для обеспечения требуемых свойств металла шва необходимо применять ППМ и сварочную проволоку определенного химического состава (табл. 1 ), флюс марки АН-348А по ГОСТ 9087-69.
Рис. 1. Принципиальные схемы сварки:
а - с предварительной засыпкой ППМ в зазор или разделку; б - с подачей ППМ на вылет электрода в процессе сварки
Рис. 2. Сварочный трактор АДС-1000 с установленным на нем дозатором-приставкой для подачи ППМ на вылет электрода
Сварочная проволока, используемая для приготовления ППМ в зависимости от свариваемого металла и марки электродной проволоки
ППМ в виде крупки из проволоки
Св-08А или Св-08Г2С
Св-08ГА или Св-08Г2С
Св-10Г2 или Св-08Г2С
Св-10Г2 или Св-08Г2С
Св-10Г2 или Св-08Г2С
Св-08Г2С или Св-10Г2
Св-10Г2 или Св-08Г2С
Св-08Г2С или Св-08ГА
Примечание . При сварке стали марки 14Х2ГМР необходимо применять электродную проволоку марки Св-08ХН2ГМЮ с ППМ из проволоки Св-08Г2С, флюс АН-17М.
Можно применять также флюсы АН-60 и АН-22 или смесь флюсов АН-348А и АН-60.
Технология сварки
2.5. Типы сварных соединений, конструктивные элементы подготовки свариваемых кромок (углы разделки, притупления и т.п.) должны соответствовать данным табл. 2 и 3 .
При подготовке под сварку стыковых соединений качество реза должно удовлетворять требованиям ГОСТ 14792-69. При этом допускается неперпендикулярность кромок реза к поверхности листов на величину h , которая не должна превышать значений, определяемых по формуле:
где lmin - минимальная ширина шва по ГОСТ;
b - зазор по табл. 2 .
Швы стыковых соединений без скоса кромок, двухсторонние на стальной подкладке или флюсовой подушке
Швы тавровых соединений без скоса кромок, двухсторонние и односторонние
При сборке стыкового соединения листы с неперпендикулярно обработанными кромками необходимо размещать так, чтобы зазор в корне шва соответствовал значениям b согласно табл. 2 (рис. 3).
Рис. 3. Сборка стыков с неперпендикулярно обработанными кромками
2.7. При сборке конструкций прихватки нужно выполнять ручной электродуговой сваркой электродами типа Э-42А с фтористо-кальциевым покрытием (марки УОНИ-13/45, УП-2/45 и др.), типа Э-46Т с рутилово-карбонатным покрытием (марки МР-3, ОЗС-4, АНО-3 и др.) или полуавтоматической сваркой в среде СО2, а также в смеси газов. Перед сваркой прихватки и свариваемые кромки должны быть тщательно очищены от шлака.
2.8. В тех местах, где зазоры в стыках деталей, собранных под сварку, превышают величины, указанные в табл. 2 - 3 , в виде исключения разрешается производить подварку стыков либо наплавку кромок ручной дуговой или полуавтоматической сваркой в среде СО2.
Сварка с предварительной засыпкой ППМ
При сварке листов толщиной до 36 мм зазор в стыке следует заполнять ППМ заподлицо с поверхностью листов; для толщин 36-60 мм зазор заполняют на 2/3 толщины свариваемого металла.
На режимах, указанных в табл. 4 , сваривают стыковые соединения из низкоуглеродистых и низколегированных сталей без предварительного подогрева, кроме сталей 16Г2АФ и 14Х2ГМР толщиной свыше 40 мм, режимы сварки этих сталей следует выбирать по методике приложения 3 .
2.11. Сварку стыковых соединений толщиной до 60 мм следует производить с двух сторон, по одному проходу с каждой стороны. Сварку второго прохода осуществляют в соответствии с табл. 4 на режиме первого, при этом засыпки ППМ не требуется. Сварку следует производить постоянным током обратной полярности.
Режимы однодуговой автоматической двухсторонней сварки стыковых соединений без скоса кромок под флюсом с предварительной засыпкой ППМ

Выключатели автоматического типа или автоматы считаются коммутационными приборами, основное назначение которых заключается в автоматической подаче тока на объект при появлении неполадок в электросети. Продукция выполняет защитные функции электрической цепи от чрезмерных перегрузок, замыкания, максимального снижения напряжения.

Данные устройства отличаются по определённым признакам, отличаются сложной защитной системой электроцепей, а также оснащаются дополнительными различными функциями.

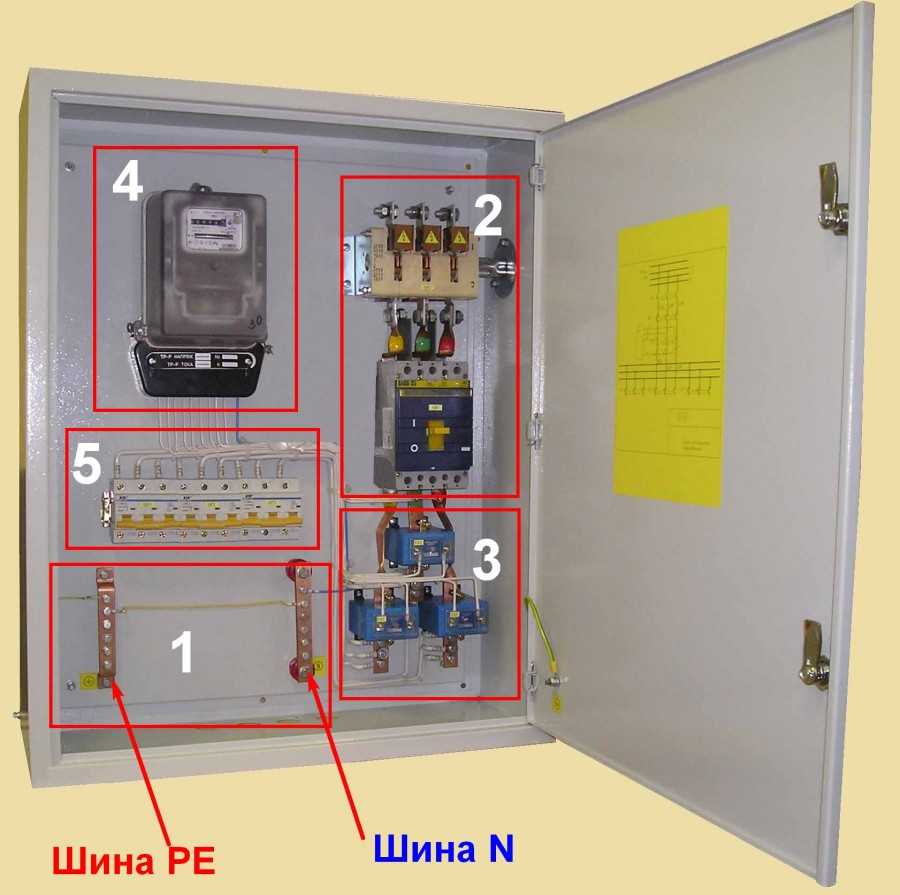
- корпус;
- кнопка;
- коммутирующий элемент;
- винтового типа клеммы;
- дугогасительного типа камера.

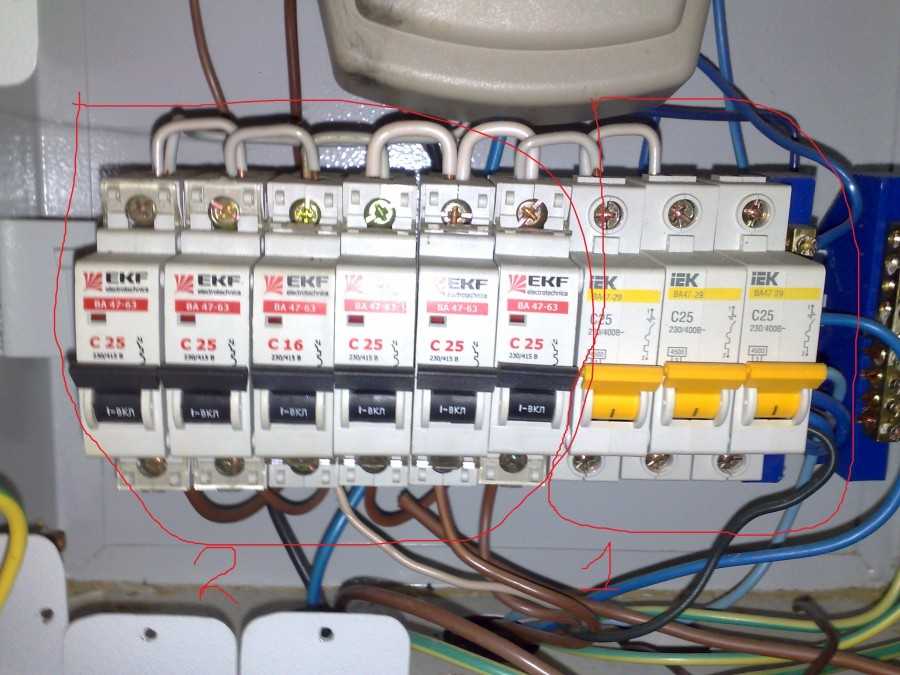
Современные автоматы обустраивают и объединяют в специальном щитке. Поговорим, как именно произвести объединение автоматов собственноручно при наличии минимальных знаний.





Краткое содержимое статьи:
Что необходимо знать

- используя гребёнку, то есть шину;
- через перемычки из электропровода одножильного типа;
- через перемычку из электропровода многожильного.

Ориентируясь на первоначальные данные, важно купить техническую арматуру для осуществления установки выключателей, выбрав требуемый вариант соединения непосредственно под собственную электросеть.

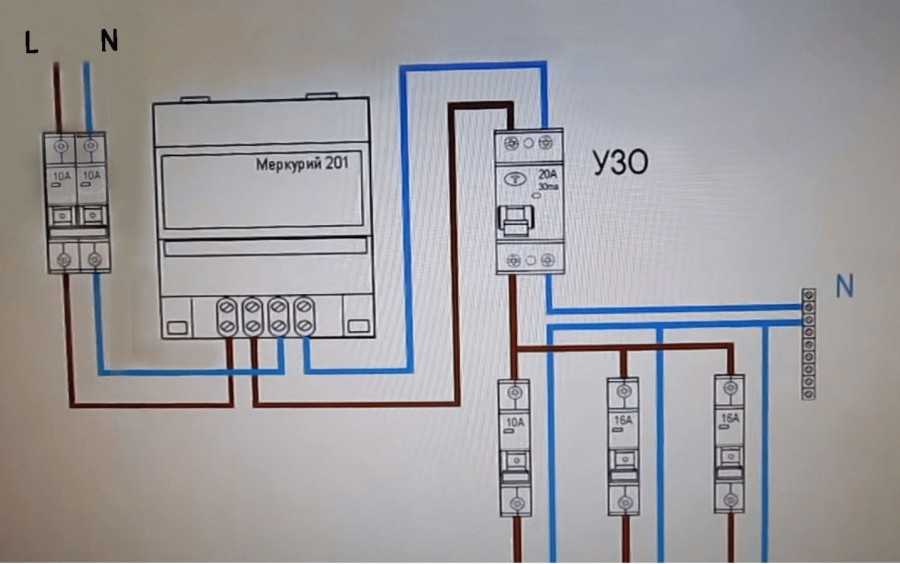
Установка однофазной схемы не слишком отличается от монтажа трёхфазного способа. Так, в первом случае к выключателям подают на выход лишь одну фазу, при этом применяют одинарной разновидности выключатели.
Что же касается схемы трёхфазной, то здесь применяются тройного действия выключатели при подсоединении трёхфазного напряжения, либо можно обустроить одинарные на все фазы индивидуально, при однофазном напряжении.

Методы совмещения
Гребенка
- для цепи однофазной подходит двухполюсная, а также однополюсная модель;
- трёхфазной – четырёх и трёхполюсная.
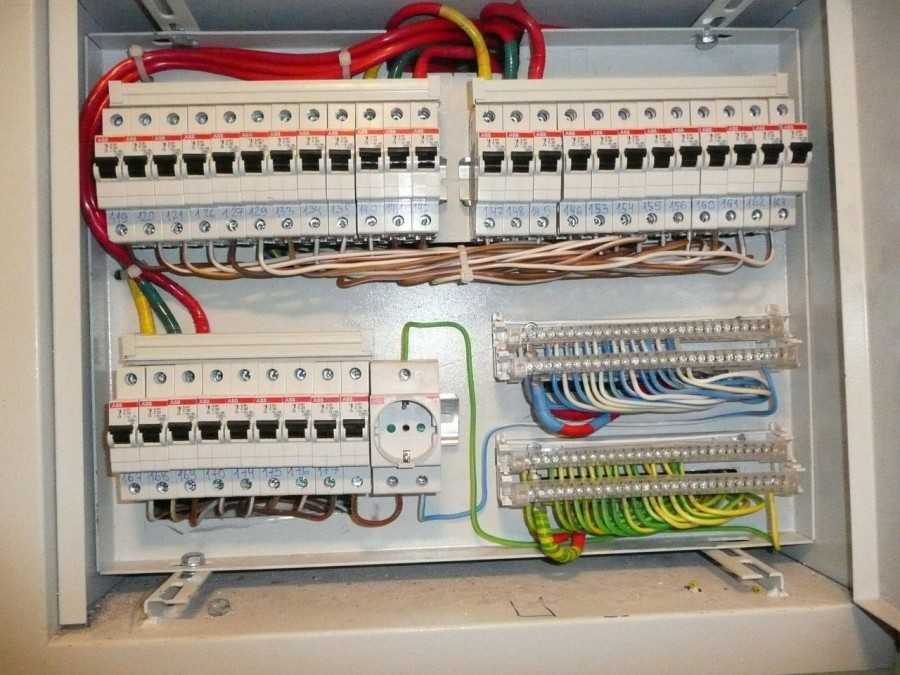
Установка отличается несложностью. Под необходимое количество автоматов подбирают определённую модель гребёнки с требуемым числом полюсов.

При выборе гребёнки с максимальным числом контактов, следует устранить излишки, используя ножовку. Заканчивая установку, шина вставляется одновременно в каждый зажим, а потом затягиваются винты. Установка выходов осуществляется соответственно схем.
Перемычки
Соединение автоматов посредством перемычек используется, когда выключателей небольшое количество и при этом хватает в щитке пространства для беспрепятственного доступа ко всем контактам. Данный метод можно эксплуатировать не только для однофазного типа цепи, но и для трёхфазного варианта.

Для работ, проводимых в щитке, стоит провести подготовку всех перемычек требуемой длины, а также соответствующего сечения. Для применяемых проводников, так называемых, одножильных выбирается сечение для совмещения проводов автоматов с предварительно рассчитанной мощностью. К одному из подходящих способов создания перемычек относится безотрывный метод.

Из определённой длины проводника, который изогнут плоскогубцами, создаётся перемычка, посредством которой будет произведено совмещение схемы современных выключателей. Следует изогнуть провод, придерживаясь определённого расстояния.

По окончанию подобной подготовки предпочтительно устранить с концов имеющуюся изоляцию приблизительно на сантиметр, затем оголить провод, убрав плёнку посредством ножа.

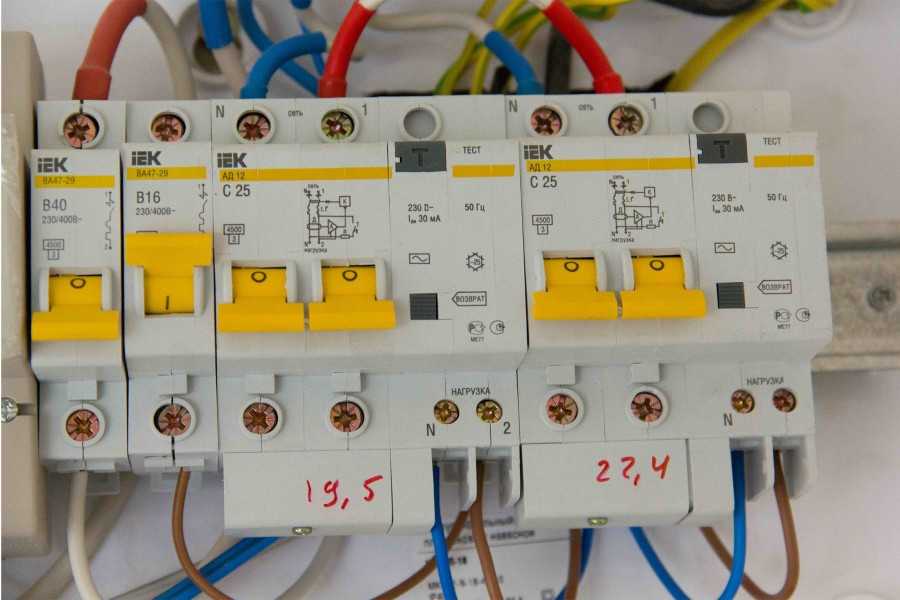
Потом следует установить концы в отверстия входа, зажав при этом винты. Затем осуществляется подключение нагрузочных источников к выходу, как на фото, где показано соединение выключателей автоматических наглядно.
Не стоит забывать, что нулевые, а также фазные провода важно прижимать не плотно из-за их возможности нагревания при работе электрической сети, а также вероятности возникновения нежелательного совмещения нуля с фазой по причине размягчения изоляции под влиянием нагревания.

Для совмещения выключателей шлейфом можно воспользоваться проводом многожильного вида с требуемым сечением. Однако в данном случае его важно зачистить на несколько сантиметров.
На конец следует надеть специальный наконечник, соответствующий по размеру сечению применяемого провода, обжав при этом посредством клещей. Можно совместить выключатели в последовательном порядке.

Придерживаясь инструкции совмещения выключателей, обустроенных в щитке, но при отсутствии требуемого инструмента, а также наконечников, можно пролудить не изолированный провод посредством паяльника.
Попадая сквозь жил проводника, олово образует надежное соединение. И, невзирая на то, что данный способ не такой практичный в сравнении с предыдущим, он нередко используется из-за простоты применения.

При отсутствии специального паяльника, можно осуществить установку посредством проводников без изоляции. Подобная установка не практичная и при чрезмерных нагрузках может стать причиной перегрева проводников в зоне совмещения и, естественно, высокой степенью опасности нежелательного возгорания. Данный тип объединения не обладает привлекательным внешним видом.






Помните, что правильное объединение между собой автоматов с применением проводника многожильного следует осуществлять, придерживаясь предварительно разработанную схему. В данном случае можно применять автоматы разных изготовителей. Их диаметры могут полностью отличаться, так как установка проводом гибкого типа даёт возможность сделать это.
Определяясь, каким проводом предпочтительно объединить автоматы, проверьте правильность этого соединения. Как правило, распространено это для трёхфазной схемы. Даже мизерная ошибка может стать причиной замыкания и соответственно ущерба применяемому вами электрическому устройству.
Все что нужно для того, чтобы самостоятельно смонтировать откатные ворота: инструменты, комплектующие, расчеты и полезные советы.
Для оформления въезда на загородный участок откатные ворота являются, пожалуй, лучшим решением. Главной их конструкционной особенностью является уход створки в сторону при открывании, параллельно плоскости проёма, что позволяет не освобождать зону въезда, поскольку отсутствует необходимость распахивания створок. Откатные ворота сравнительно легко автоматизируются, тем самым существенно повышается комфорт. А, кроме того, подобную конструкцию сегодня можно собрать и установить самостоятельно, даже не являясь специалистом-монтажником.
В нашей сегодняшней статье мы расскажем о том, как самостоятельно собрать и установить откатные ворота, какие инструменты и комплектующие для этого понадобятся и где их искать.
Содержание

Полный перечень необходимых комплектующих, материалов и инструментов
Комплектующие для откатных ворот
1. консоль (она же балка) – это основа всей системы, обеспечивающая горизонтальное перемещение створки. Консоль представляет собой рельс, внутри которого располагаются ролики. Необходимая длина консоли составляет полторы ширины проема ворот. То есть, если ширина вашего въезда 4 метра, то вам потребуется 6-ти метровая консоль.
2. две роликовые каретки. Указанные комплектующие статично закрепляются на фундаменте. Сами ролики в процессе эксплуатации находятся внутри консоли.
3. верхние поддерживающие ролики. Обеспечивает полотну ворот строго вертикальное положение.
6. заглушка – элемент, защищающий консоль от грязи, песка и влаги.
Это то, что касается специализированной фурнитуры (комплектующих для откатных ворот), далее переходим к материалам для полотна ворот.

Полотно ворот
Традиционно для сборки каркаса используется металлическая труба квадратного сечения 60*40 мм (для конструкции рамы) и 40*20 мм (для создания ребер жесткости и места крепления зашивки). Подобная конструкция, при всей ее надежности, имеет и свои определенные недостатки. При облицовке такого каркаса металлопрофилем нельзя сделать полностью герметичное пространство, туда попадает влага, что способствует ускоренной коррозии.
На сегодняшний день есть более технологичное и универсальное решение – использование для сборки каркаса Т-профиля, который обеспечивает высокую жёсткость конструкции и исключает проблему подтеков ржавчины, между трубой каркаса ворот и рамы для крепления профильного листа. Данное изделие стало своего рода находкой не только для компаний, профессионально устанавливающих заборы и ворота, но и для индивидуальных застройщиков. Сегодня можно без проблем приобрести Т-профиль напиленный под ваши размеры в заводских условиях с идеальными резами по 45 градусов, готовый к сварке.
7. Т-профиль. Для выбранного размера ворот потребуются 2 отрезка Т-профиля длиной 6 метров и 2 отрезка длиной 1,88 м, что обеспечит высоту конструкции около 2-х метров.
Для обеспечения жесткости конструкции дополнительно потребуются:
8. Вертикальная стойка из трубы 40х20 мм длиной 0,856 метра – 6 шт,
9. Горизонтальная перемычка из трубы 40*20 мм длиной 5,86 метров – 1 шт,
10. Раскосы из трубы 40*20 – 2 шт.

Основание
Откатным воротам необходимо надежное основание, на котором крепятся роликовые каретки и фальш-столбы для обеспечения вертикальности полотна. Для этих целей необходимо приобрести:
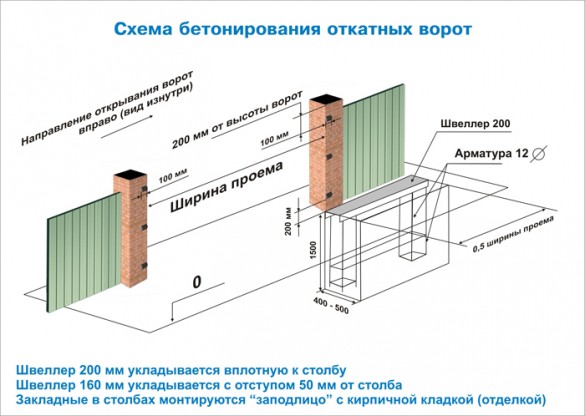
11. Металлический швеллер шириной 200 мм и длиной, равной половине ширины проема (в нашем случае – 2м),
12. Арматура сечением 12 мм для формирования фундамента,
13. Металлическая труба 60*60 мм для фальш-столбов. Фальш-столб возле фундамента (сторона проема, в которую открываются ворота) называется боковым и может быть выполнен в виде рамы, противоположный ему — приёмным или разгрузочным, он принимает и удерживает полотно в закрытом положении.
Расходные материалы
К расходным материалам, которые потребуются для сборки и монтажа ворот относятся: саморезы по металлу, для крепления профнастила, грунтовка по металлу, специализированная краска по металлу, растворитель и герметик.
Инструменты
Безусловно, выбор инструментов зависит выбранного вами типа конструкции и используемых материалов. Так, если для каркаса ворот вы возьмете комплект с Т-профилем толщиной стенки 1,5 мм, то для его сварки лучше воспользоваться полуавтоматом. Если же толщина стали Т-профиля будет 2 мм, то вполне сгодится недорогой инвертер и пачка 3-х миллиметровых универсальных электродов.
Если для крепления профлиста вы выбираете саморезы по металлу, то необходимо вооружиться шуруповертом. Данную работу можно также выполнить при помощи заклепок, в этом случае потребуется заклёпочник.
Для нарезки металла и зачистки сварных швов достаточно болгарки 125мм, плюс отрезные и шлифовальные круги. Кроме того, вам понадобятся молоток и уровень.
Можно приступать к монтажу.
Подготовка проема ворот и основания
Первым делом необходимо основательно подготовить проем ворот и основание. Опорные столбы, к которым будут крепиться ворота должны быть надежными. Лучше всего их сделать из бетона, кирпича или металлического швеллера, безусловно не забывая об эстетической составляющей. Опорные столбы необходимо забетонировать ниже уровня промерзания грунта, чтобы исключить воздействие сил морозного пучения. В кирпичных или бетонных столбах выполняются металлические закладные по 3 штуки на каждом из столбов, "заподлицо" с отделкой столба. К этим закладным будут крепиться фальш-столбы.
Фальш-столбы изготавливаются из металлической трубы 60 х 60 мм (позиция 13) и крепятся вертикально к опорным столбам со стороны двора. Фальш-столб возле фундамента называется боковым и может быть выполнен в виде рамы, противоположный ему — приёмным или разгрузочным, так как он принимает и удерживает полотно в закрытом положении. Их высота должна быть на 10 сантиметров больше высоты будущих ворот. К боковому столбу на высоте, достаточной для охвата полотна ворот сверху, в последующем будет крепиться пластина с верхними роликами (позиция 3 из списка материалов).
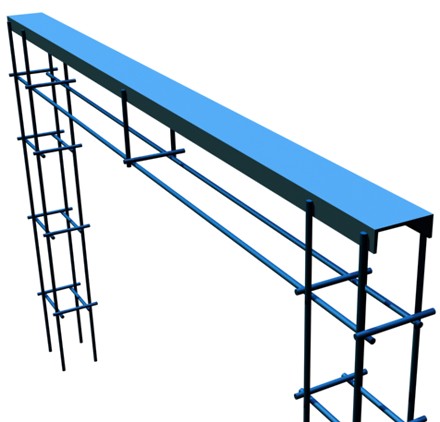
Далее необходимо выполнить основание, к которому крепятся две роликовые каретки (позиция 2). Для этого роется траншея с той стороны, куда будут открываться ворота. Ее длина составляет половину ширины проема, в нашем случае – 2 метра, ширина траншеи – не менее 40 сантиметров, а глубина такая же, как и у опорных столбов – ниже уровня критического промерзания грунта.
Сборка и установка ворот
Пока выстаивается фундамент можно заняться сборкой полотна ворот. Делать это необходимо на ровной поверхности для того, чтобы обеспечить идеальную геометрию будущей конструкции. Если вы используете стандартные трубы квадратного сечения, то придется повозиться с нарезанием их в необходимый размер. Для новичка это не самая простая задача, учитывая, что угол реза должен быть 45 градусов.
Поэтому лучше воспользоваться готовым комплектом из Т-профиля заводской нарезки. Горизонтальные и вертикальные профиля (позиция 7) укладываются в виде прямоугольника таким образом, чтобы их резы плотно соприкасались, фиксируются относительно друг друга и прихватываются точечной сваркой. После этого необходимо проверить рулеткой диагонали и, если они совпадают проварить места соединений профиля рамы сплошным сварочным швом, так чтобы они стали герметичными. Затем к нижнему горизонтальному профилю следует приварить консоль (Позиция 1).
Далее внутрь рамы вваривается горизонтальная перемычка (позиция 9), а вслед за ней вертикальные стойки из трубы 40х20 мм (позиция 8) через каждые 1,5 метра и раскосы (позиция 10). После окончания сварочных работ все сварные швы необходимо обработать болгаркой со шлифовальным диском.

Каркас полотна готов, но прежде, чем его зашивать финишным материалом, например металлическим профилем, его рекомендуется окрасить минимум в 2 слоя специализированной краской по металлу с предварительной грунтовкой поверхности.
Когда фундамент наберет достаточную прочность, приступаем к установке ворот.
По обеим сторонам швеллера размещаем роликовые каретки (позиция 2) в одной плоскости и на одном уровне. Каретки необходимо расположить как можно дальше друг от друга, но таким образом, чтобы ближняя к проему каретка позволяла полностью открыть ворота, а дальняя не должна выбивать заглушку консоли, когда ворота находятся в закрытом положении. Самый надежный способ фиксации – сварка. Даже если вы немного ошиблись и неправильно закрепили ролики, не составляет никакого труда срезать сварной шов болгаркой и повторить операцию.
Можно использовать компромиссный вариант - готовые площадки со шпильками под ролики для откатных ворот. Площадки привариваются к фундаменту для откатных ворот при помощи сварки, а сами ролики для откатных ворот крепятся к площадке при помощи шпилек и гаек. Это немного дороже, но позволяет производить необходимую регулировку в более широком диапазоне.


Завершающим этапом установки откатных ворот является установка заглушек (позиция 6) на торцах консоли. Поздравляем, вы справились - ваши ворота готовы к использованию.
Но нет предела совершенству. Автоматику к откатным воротам можно также установить самостоятельно. Конечно, она не является обязательным элементом. Это скорее еще один шаг к личному комфорту.
Автоматизация
Если вы изначально планировали сделать автоматические откатные ворота, но не знали какие для этого понадобятся комплектующие и как это все соединить вместе - не переживайте. В целом, автоматизация процесса открывания-закрывания не сложнее, чем сборка и монтажа.
Стандартный комплект автоматики включает в себя:
- Электропривод или проще говоря двигатель, приводящий створку ворот в движение,
- Зубчатая рейка. Механизм, преобразующий вращение электропривода в поступательные движения. Рейка крепится к створке ворот.
- Пульт управления. Устройство, которое служит для подачи команды на открывание-закрывание.
- Фотоэлемент. Устройство для обеспечения безопасности, останавливающий движение ворот при обнаружении помехи.
- Сигнальная лампа. Устройство, оповещающее о движении откатных ворот.

Выбор конкретной модели автоматики зависит от ряда факторов. В числе которых: вес и длина полотна ворот, а также частота их использования. Однако, если вы непрофессионал, то вряд ли знание этих параметров поможет вам сделать осознанный выбор. В этом случае лучше сразу приобрести готовый комплект откатных ворот с рассчитанным на него набором автоматики. Это избавит вас от проблем, которые могут возникнуть при самостоятельной сборке и при дальнейшей эксплуатации.
Для подключения автоматики рекомендуется проложить под проезжей частью силовой и сигнальный кабели, используя гофрированную ПНД трубу. Впрочем, даже если в данный момент вы сомневаетесь в необходимости данной опции или ваш текущий бюджет не позволяет вам приобрести дополнительное оборудование, подводящие кабели лучше все равно заложить, чтобы иметь в будущем возможность подключить автоматику.
Таким образом, сделать откатные ворота своими руками сегодня не составляет никакого труда. Вы не только сэкономите деньги, но и сможете освоить дополнительные навыки. А кроме того, такая внушительная конструкция, сделанная самостоятельно – это ли не повод для гордости. В конце концов, хочешь, чтоб было хорошо – сделай сам.
Читайте также: