
Как сделать стекловолоконный провод
Обновлено: 07.07.2024
В интернетах пишут что очень неплохая прочистка для сантехники получается, вместо стандартных тросиков.
Принято! А вот стальной тросик можно использовать в качестве токоведущей жилы? Вроде изоляция у него неплохая.
__________________
Мы можем делать быстро, качественно и недорого, выбирайте любые 2 условия.:search:
Так ведь халява! И сечение получается не меньше 20 квадратов. Как бы оценить сопротивление? Контакты смогу сделать паяные, паять люблю и умею. Мне проводку хочется поменять к домику - примерно 80 метров от счётчика.
Специальный Институт Строительных Конструкций Изделий
Огурец, если Вашим надеждам будет не суждено сбыться, то вспомните, что можно натянуть кусок кабеля и сушить бельё! А вообще - "Не было забот да купила баба порося. ")))
__________________
Горев В.В., том 1, стр.109, 1 абзац, 4-ое предложение. Не пугайтесь этого произвола.
Геотехника. Теория и практика
Подвесной силовой элемент лучше использовать по его предназначению - воспринимать растягивающие усилия (по техническими характеристикам от 300 до 1500 кГ) : ванты, тенты, растяжки, можно наконец растянуть через весь огород и на нем подвешивать что угодно - от сухофруктов до штанов.
А в качестве кабеля опасно - могут электрики и оштрафовать за подобное вторжение с инородным материалом на их территорию.
С другой стороны- можно будет перед соседями или гостями хвастаться, что "в мой дом электричество подаётся по оптоволоконному кабелю"
Подвесной силовой элемент лучше использовать по его предназначению - воспринимать растягивающие усилия (по техническими характеристикам от 300 до 1500 кГ) : ванты, тенты, растяжки, можно наконец растянуть через весь огород и на нем подвешивать что угодно - от сухофруктов до штанов.
А в качестве кабеля опасно - могут электрики и оштрафовать за подобное вторжение с инородным материалом на их территорию.
__________________
Мы можем делать быстро, качественно и недорого, выбирайте любые 2 условия.:search:
Геотехника. Теория и практика
С другой стороны- можно будет перед соседями или гостями хвастаться, что "в мой дом электричество подаётся по оптоволоконному кабелю"
А можно загнать этот кабель, на вырученные деньги купить обычный электрический, и поменять проводку на даче))
Конечно если оптоволокно дороже стоит((
Специальный Институт Строительных Конструкций Изделий
Ну уж можно и беседку перекрыть и качели сделать. Соседи в осадок вывалятся. "Пятровна, слышь чаго люди-то говорят. сосед-то. таго аньжинерный прожект мастерит - беседка с вантами, да внуков на аликтричаских качелях качат. говорит, мол, сами, от аликтричяского току качают. вот, ага"))))
__________________
Горев В.В., том 1, стр.109, 1 абзац, 4-ое предложение. Не пугайтесь этого произвола.
- нет, оптоволокно стоит уже дешевле. Притом, я полагаю, его потому и выбросили, что дефектный именно по оптоволоконным качествам.
Вот. Точно! Хорошо, что я к форумчанам обратился. Жду от Хмурого рациональных предложений по мачтово-вантовому навесу над шашлычницей - около 10 кв. м.
Проектирование зданий и частей зданий
| Проходя вчера вечером из гаража домой нашёл примерно 200 метров оптико-волоконного кабеля |
Можно поинтересоваться?
Всё так нашёл или "нашёл" (как говаривал мой воришка приятель)?
PS: Почему ни кто не предложил гамак сделать?
А если ещё и под током, так вообще сказка .
У нас во дворе обычай такой: предметы, которые могут представлять для кого-то ценность (остатки стройматериалов, книги, мебель и т.п.) не выбрасываются сразу в мусорный контейнер, а выкладываются рядом к на сухую асфальтовую площадку к стенке ТП. Что до утра не забрали, дворники выбрасывают. Так что я каждый вечер, проходя мимо, приглядываюсь. Среди находок: электрическая газонокосилка со сломанным выключателем (ремонт с заменой 10 минут), аккумуляторный шуруповерт "DeWalt" в комплекте с зарядником и двумя аккумуляторами (тут вообще не понятно, зачем выбросили - он полностью исправен), комплект ведер и тазов из нержавейки, более 10 (новых!) оцинкованных ведер. Список можно продолжать и продолжать. Я считаю сбор ненужных кому-то и нужных мне предметов вполне экологичным и выгодным делом.
Бухту вышеуказанного кабеля весом примерно 50 кг я взял точно на том же месте.
Проектирование зданий и частей зданий
Вопросик.
Такой вопрос, чем красить провода? Валиком не получается. И есть-ли фасад для проводов с IC2? (Кричать про фасад для МЭ кабелей не нужно)
Посвящённый

Подающий надежды

Подающий надежды
Модератор сервера
из ic2 только стекловолокно можно окрасить, а так только заливать пеной и красить валиком, так как хамелеон запрещен не получиться поставить другую текстуру
Местный
Как я знаю, покрасить провода можно одним красителем и восьмью мэ проводами, а если ты хочешь, чтобы мэ кабеля не контачили в каком-то месте, то можно воспользоваться якорем)
Как я знаю, покрасить провода можно одним красителем и восьмью мэ проводами, а если ты хочешь, чтобы мэ кабеля не контачили в каком-то месте, то можно воспользоваться якорем)
Хочется невероятных приключений и увлекательной игры с друзьями? Ты по адресу!
Проект Grand-Mine приглашает тебя в удивительный мир серверов Minecraft с модами!
- Автор темы Biggeoffrey
- Дата начала 19 Дек 2014
Biggeoffrey
Изолированный Медный Провод: Применяется для запитывания мастерских до тех пор, пока вы не захотите использовать больше 5 ускорителей. Максимальное напряжение: 32 eu/t(Или все разнесет) ( в 2.1 не советую ставить на ген.материи, уж слишком медленно будет.)
(Резина + Провод)
Золотой Провод двойной изоляции: Применяется для запитывания мастерских (индукционная печь+все остальные машины с 1 апгрейдом трансформатора и 6-7 ускорителяими) если только вы не купаетесь в алмазах. Максимальное напряжение: 128 eu/t(Для более продвинутых устройств.)
(2 резины + провод)
Высоковольтный Провод Тройной изоляции: Если вам нужно передать энергию за горизонт и у вас нет лишнего стака алмазов — высоковольтный провод тройной изоляции ваш друг. Не забудьте принести резину. Если у вас вообще нет алмазов — вам придётся применять его в режиме энергии 512 eu/t.Если у вас есть очень много алмазов — лучше сделайте стекловолокно. Если у вас есть два алмаза — сделайте пару трансформатор высокого напряжения поставьте их на концах своей линии электропередач. Максимальный Выход: 2048 (Вот это для МФСУ)
(не помню где)
Стекловолокно: Лучший выбор. Если, конечно, вы можете тратить по алмазу на 4 метра линии.
(6 стекла, 2 алмаза, редстоун что ли )
--------------
Источник:
Sborka by JlauKa
Server by MCPE+
Industrial WIKI

Спросите у любого связиста — какой самый главный, самый ответственный и тонкий технологический процесс в строительстве волоконно-оптических линий связи? Можно не сомневаться, что ответ — сварка оптического волокна. Можно разработать грамотный проект, удачно выбрать оптический кабель и правильно проложить его, но именно от качества сварных соединений волокон этого кабеля зависит, будет ли соответствовать построенная ВОЛС заданным требованиям и заработает ли она вообще.
Исправим эту ситуацию — подробно рассказываем что, чем, как и где нужно сваривать. И как НЕ надо сваривать тоже.
Сварка ВОЛС: типы волокон и особенности их сварки
В зависимости от своей архитектуры, от применяемой технологии передачи данных современные ВОЛС могут быть построены с применением различных типов ОВ. Самые распространённые из них:
- cтандартное одномодовое ОВ (SM, rec.G.652);
- изгибостойкое ОВ (BIF, rec.G.657);
- ОВ с нулевой смещенной дисперсией (DSF, rec.G.653);
- ОВ с ненулевой смещенной дисперсией (NZDSF, rec.G.655);
- многомодовое ОВ (MM, rec.G.651.1).
Все эти типы имеют различные свойства, относящиеся к способности передавать оптический сигнал. Например, задача SM-волокна — обеспечить передачу сигнала с потерями, не превышающими 0.22 дБ/км, а NZDSF-волокна — передача с минимальной дисперсией вблизи длины волны 1550 нм. Но, с точки зрения пригодности этих волокон к сварке, эти свойства нас не интересуют. Определяющей характеристикой является их конструкция, а именно — различная конфигурация профиля показателя преломления (ППП) сердцевины. Не уточняя, какими могут быть эти различия, визуально сравним, как выглядит ППП SM-волокна (рис. 1, слева) и NZDSF-волокна (рис.1, справа).

Рис. 1. диаграмма ППП SMF (слева); диаграмма ППП NZDSF (справа)
Наглядно показано, что структура сердцевин имеет существенное различие. Обусловлено оно разным распределением легирующих добавок. Теперь представим, что надо сварить ОВ двух этих типов друг с другом. Что будет происходить в месте их сплавления, как будет выглядеть структура сердцевины? Думаем, на этот вопрос точно никто ответить не сможет. Но это и не нужно — задача заключается в прочном соединении оптических волокон и минимуме потерь на нём. Современные аппараты без проблем справляются с этой задачей, несмотря на то, что на экране сварочного аппарата такие разнородные соединения смотрятся, мягко говоря, подозрительно.
В качестве примера приведем результаты спайки волокон фирмы Corning® — SMF-28 Ultra и SMF-28 ULL. И хотя обе эти марки соответствуют стандарту G.652, они существенно отличаются по составу легирующих добавок и по форме ППП сердцевины. В первом из них ППП близок к ступенчатой форме, во втором эта форма носит более сложный характер, что обеспечивает рекордно низкие погонные потери ОВ (менее 0,17 дБ/км). На следующих иллюстрациях продемонстрированы три комбинации их сварных соединений между собой.


Рис. 2. Corning® SMF-28 Ultra + Corning® SMF-28 Ultra


Рис. 3. Corning® SMF-28 ULL + Corning® SMF-28 ULL


Рис. 4. Corning® SMF-28 Ultra + Corning® SMF-28 ULL
Скажем сразу, что это нормально. При последующем измерении потерь на этом стыке с помощью OTDR можем убедиться, что потери во всех случаях находятся в пределах нормы. С результатами этих испытаний можете ознакомиться, посмотрев наше видео с процессом сварки оптоволокна Corning ULL:
Оборудование для сварки оптических волокон
Что же представляет из себя процесс сварки ОВ? Спайка оптического волокна — процесс соединения двух волокон при помощи высокотемпературного воздействия. Такое воздействие производится в сварочных аппаратах при использовании дугового разряда (вольтовой дуги). Принцип формирования этой дуги идентичен во всех сварочных аппаратах и в целом не является технически сложной задачей. Температура дуги может достигать 4800°С, тогда как температура плавления кварцевого стекла 1665°С, что позволяет без труда расплавить и соединить два волокна. Основную сложность в получении высококачественных соединений ОВ представляет собой задача выравнивания сращиваемых волокон. Выравнивание необходимо осуществить таким образом, чтобы совпали именно сердцевины ОВ, так как только в этом случае не будет помех для прохождения сигнала. Выравнивание, а точнее сказать, юстировка — самая главная характеристика и главное отличие разных моделей сварочных аппаратов.
В настоящее время актуальными являются четыре типа систем юстировки:
- юстировка по активной V-образной канавке (Active V-groove);
- юстировка по ППП (PAS, Profile Alignment System);
- юстировка по тепловой люминесценции (CDS, Core Detection System);
- юстировка по анализу проходящего света (LID, Light Injection and Detection).
Аппараты, работающие с юстировкой по тепловой люминесценции (CDS) отличаются тем, что анализируют изображение, получаемое не проходящим светом, а излучением самого волокна, которое разогревается отдельной, предварительной дугой. Этот метод позволяет получить ещё чуть более точную информацию о координатах сердцевины. Но, в свою очередь, дополнительный нагрев даёт некоторое уменьшение прочностных характеристик ОВ.
Последний метод, LID, является самым точным и самым сложным. В его основе используется принцип введения и регистрации излучения на изогнутом волокне. ОВ закрепляются в специальных прижимах, формирующих их изгиб. В непосредственной близости от первого прижима в волокно вводится тестовое излучение, которое проходит по волокну и переходит во второе волокно, на изгибе которого, рядом с прижимом установлен фотодетектор, улавливающий это излучение. Процессор управляет перемещением прижимов относительно друг друга и отслеживает момент, когда мощность переданного излучения максимальна. В этот момент истины и достигается максимальное соответствие сердцевин.
Надо сказать, что на российском рынке представлены только аппараты первых двух типов. Аппараты с CDS и LID дороги, сложны и не имеют сервисной поддержки у нас в стране.
Помимо этой системы, безусловно, различные модели сварочных аппаратов имеют множество других отличий и характеристик. Некоторые могут иметь сенсорный экран, другие могут похвастаться компактным исполнением, третьи — ударопрочным корпусом. Выбор модели аппарата для приобретения можно делать, разумеется, ориентируясь на цену, но при этом надо помнить, что за разницей в цене может стоять существенное отличие в комплектации или, например, условия послегарантийного обслуживания.
Практика показывает, что в настоящее время качество результатов по сварке у всех аппаратов приблизительно выравнивается.
Для облегчения выбора в пользу той или иной марки и модели можем привести сравнительную таблицу (Табл.1), где перечислены некоторые популярные (и не очень) модели и их основные характеристики.

Табл.1. Сравнение паспортных характеристик различных моделей аппаратов для сварки ОВ.
Сравнивая двух ведущих японских производителей, фирм-конкурентов, Sumitomo и Fujikura, можно увидеть, что их новейшие модели имеют приблизительно одинаковые характеристики. Более того, имея опыт работы и с тем, и с другим оборудованием, можем с уверенностью утверждать, что возможности этих моделей одинаковы. Смело рекомендуем их для сварочных работ в самых ответственных случаях.
Выбор в данном случае обычно диктуется личными пристрастиями и привычкой работать с аппаратами определенной фирмы. Кому-то может понравится, что в Sumitomo Type-82 есть два независимых нагревателя для термоусадочных гильз. А некоторых больше привлекает подход к конструкции скалывателя Fujikura CT-50, имеющего электроприводы, позволяющие управлять положением рабочего лезвия и встроенный модуль Bluetooth, с помощью которого скалыватель может работать совместно с аппаратом.
Эти отличия носят субъективный характер и влияют только на удобство работы, да и то в отдельных случаях.

Рис. 5. Сварочный аппарат Sumitomo Type-82C со скалывателем FC-6RS-C.


Рис. 6. Сварочный аппарат Fujikura FSM-86S со скалывателем CT-50.
Для тех, кто хочет узнать более подробно о работе Fujikura FSM-86S и его отличиях от предыдущих моделей, рекомендуем ознакомиться с нашим видеообзором:
Также этой модели была посвящена обзорная статья с подробным описанием всех улучшений и нововведений.
Помимо сварочного аппарата и скалывателя для успешной пайки ОВ необходимо иметь следующие инструменты и расходные материалы:
- стриппер для снятия защитного акрилового покрытия с ОВ (рис. 7);
- безворсовые салфетки для удаления пыли и остатков покрытия ОВ (рис. 8);
- изопропиловый спирт для протирки ОВ (рис. 9);
- КДЗС (комплект деталей защиты соединения), термоусадочные гильзы для защиты сростков (рис.10).

Рис. 7. Стриппер для зачистки ОВ фирмы Miller.
Рис. 8. Безворсовые салфетки Kimwipes.

Рис. 9. Изопропиловый спирт.

Рис. 10. Термоусадочные гильзы или КДЗС.
Смотрите обзоры сварочных аппаратов на канале ВОЛС.Эксперт в Ютубе
Как варить оптоволокно: этапы работ
Перед началом работ по сварке рекомендуется провести некоторую подготовку. Из обязательных требований, которые нужно соблюдать при этих работах мы выделили следующие:
- Подготовка помещения. Под этим следует понимать выполнение требование к температурному режиму (от –10°С до +50°С), отсутствие ветра и дождя. Если работы проводятся на открытом воздухе, то необходимо использовать палатку кабельщика либо проводить работы в специально оборудованном автомобиле с пассажирским кузовом (ЛИОК). В случае низких температур рекомендуется использовать обогреватель. Важно не пренебрегать ни одним из возможных внешних воздействий, ибо в случае сильного ветра будет невозможной работа с ОВ, при попадании воды на сварочный аппарат возможен выход его из строя, а при низких температурах аккумулятор аппарата будет разряжаться почти моментально, а ОВ станет экстремально хрупким.
- Подготовка рабочего места. Настоятельно рекомендуется разложить все необходимые инструменты и расходные материалы так, чтобы до них можно было дотянуться рукой. Лучше всего, работать в положении сидя, а сама сварка будет вестись на столе.
- Использование спецодежды, перчаток — обязательно! Гидрофобный гель, содержащийся в большинстве кабелей, служит источником сильного загрязнения одежды и отстирать его до конца невозможно. Также на одежду могут попадать обломки ОВ, а присутствие их на повседневной одежде недопустимо.
- Подготовка ёмкостей или мешков для утилизации отходов разделки кабеля и ОВ.
- Над рабочим местом нужно обеспечить хорошее освещение. Прозрачное, очищенное волокно можно разглядеть только в отражённом свете, а это необходимо и для укладки ОВ, и для собирания обломков.
После того, как всё готово для проведения работ, можно приступать. Рассмотрим весь рабочий процесс в виде нескольких этапов и подробно поясним некоторые важные моменты.
Процесс пайки оптоволокна



Рис. 11. а) укладка подготовленного ОВ в канавку, край защитного покрытия должен стоять на отметке, соответствующей длине очищенного конца ОВ, которую хотим получить (достаточно 12–15 мм); б) закрытие крышки, в этот момент производится скол; в) после открытия крышки можем извлечь сколотое ОВ.

Рис. 12. Волокна уложены в канавки, зафиксированы магнитными прижимами и готовы к сварке.
Рис.13. Открытая крышка сварочного аппарата после завершения сварки и успешного теста на разрыв.
В качестве наглядного примера сварочных работ можно посмотреть видеоролик, в котором наши эксперты проводят сварку 216 волокон:
Частые ошибки при сварке ОВ
Изучив инструкцию к сварочному аппарату, прочитав эту статью, можно смело приступать к сварочным работам. Получится ли? Если есть голова на плечах, руки растут из правильного места и инструкции соблюдаются… Почему же нет, конечно, получится! Но это утверждение справедливо на столько, на сколько будет справедливо и обратное — без ошибок не обойдётся. Более того, сообщим вам досадный факт — они будут случаться регулярно и на протяжении какого-то времени. Некоторые монтажники совершают некоторые ошибки, даже не подозревая, что это ошибки.
Всё дело в том, что предвидеть и предотвратить все возможные нежелательные ситуации при работе с оптическим волокном, пожалуй, невозможно — ибо каждый монтажник может ошибаться по-новому, как до него никто ранее не делал.
Рассмотрим несколько вариантов распространённых ошибок и прокомментируем их.
-
Некоторые монтажники упорно не желают держать правильно стриппер во время снятия акрилового покрытия. Смотрим на рис.14, рис.15 и рис.16:

Рис.14. Не следует держать стриппер под сильным наклоном к направлению зачистки — волокно испытывает локальные изгибы и может получить микроповреждения.

Рис.15. Так ещё хуже!

Рис.16. А вот так — правильно.

Рис.17. Случайно ткнули сколотым волокном в одежду… Или не случайно?

Рис.18. Случайно или нет, уже не важно. Важно, что на таком волокне налипнет грязь.


Рис.20. Угол скола никуда не годится. Если сделать сварку с таким сколом — жди потерь.

Рис.21. Гильза съехала в сторону во время укладки в нагреватель. Так нельзя!

Как избежать такого и всякого другого безобразия в своей дальнейшей работе? Ответ прост — только опыт практической работы даст вам уверенность и приучит к аккуратности.
Разварка волокон в оптической муфте и кроссе
Все сварочные работы можно разделить на два основных вида: создание сварных соединений в кроссе и создание сварных соединений в муфте. Вся работа со сварочным аппаратом в обоих случаях практически идентична и совпадает с разобранными выше рекомендациями. Однако есть свои нюансы.
В муфтах сваривают волокна двух или более кабелей между собой. Схемы разварки муфт могут быть совершенно разными: от самых простых соединительных, когда между собой поволоконно соединяются два магистральных кабеля до сложных разветвительных муфт, установленных в колодцах городской канализации в центре города — а там в муфте могут соединяться и 6, и 8, и 10 кабелей! Муфты служат для размещения неразъёмных соединений.
Одним из очень полезных онлайн-инструментов на нашем сайте является конфигуратор, с помощью которого можно генерировать схемы разварок ОВ в муфте (максимум 4 кабеля): достаточно указать марки всех кабелей, которые соединяем в муфте, указать, какое ОВ с каким надо соединить, и получим удобную красивую схему с учётом цветовой кодировки ОВ в формате PDF.
Ознакомиться с процессом монтажа оптических муфт подробней можно в отдельной статье.
Напоследок дадим небольшую универсальную рекомендацию, которую получают от слушатели наших курсов — соблюдайте культуру монтажа! Неизвестно, придётся ли ещё раз вскрывать смонтированные вами кросс или муфту. Качественных вам сварок!
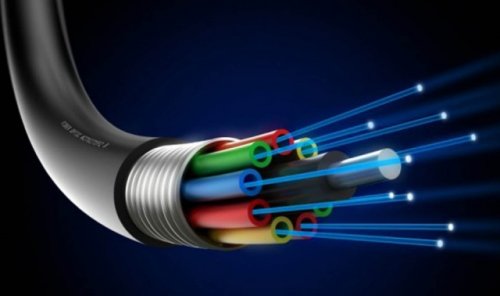
Оптоволоконные кабели - устройство, виды и характеристики
В оптоволоконных кабелях, в отличие от кабелей с медными или алюминиевыми жилами, в качестве среды для передачи сигнала используется прозрачный волоконный световод. Сигнал здесь передается не с помощью электрического тока, а с помощью света. Это значит, что движутся практически не электроны, а фотоны, соответственно и потери при передаче сигнала оказываются пренебрежимо малы.
Данные кабели идеальны в качестве средства передачи информации, ведь свет способен проходить по прозрачному стекловолокну практически беспрепятственно на десятки километров, при этом интенсивность света уменьшается незначительно.

Бывают GOF-кабели (англ. glass optic fiber cable) — со стеклянным волокном, а также POF-кабели (англ. plastic optic fiber cable) — с прозрачным пластиковым волокном. И те и другие традиционно называются оптоволоконными или волоконно-оптическими кабелями.
Устройство оптоволоконного кабеля
Оптоволоконный кабель имеет достаточно простое устройство. В центре кабеля расположен световод из стекловолокна (его диаметр не превышает 10 мкм) облаченный в защитную пластиковую или стеклянную оболочку, обеспечивающую полное внутреннее отражение света за счет разности коэффициентов преломления на границе двух сред.
Получается что свет, на всем своем пути от передатчика к приемнику, не может выйти из центральной жилы. К тому же свету не страшны электромагнитные помехи, поэтому такой кабель не нуждается в электромагнитном экранировании, а нуждается лишь в упрочнении.
Для придания оптоволоконному кабелю механической прочности, применяют особые меры — делают кабель бронированным, тем более когда речь заходит о многожильных оптических кабелях, несущих сразу несколько отдельных световодов. Кабели для подвесного монтажа требуют особого упрочнения металлом и кевларом.
Самая простая конструкция оптоволоконного кабеля — стеклянное волокно в пластиковой оболочке. Более сложная конструкция — многослойный кабель с упрочняющими элементами, например для прокладки под водой, под землей или для подвесного монтажа.
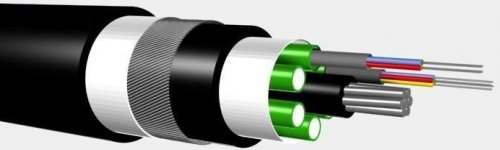
В многослойном броневом кабеле несущий упрочняющий трос изготовлен из заключенного в полиэтиленовую оболочку металла. Вокруг него располагаются светонесущие пластиковые или стеклянные волокна. Каждое отдельное волокно покрыто слоем цветного лака в качестве цветовой маркировки и для защиты от механических повреждений. Пучки волокон облачены в пластиковые трубки, заполненные гидрофобным гелем.
В одной пластиковой трубке может находиться от 4 до 12 таких волокон, в то время как общее количество волокон в одном таком кабеле может доходить до 288 штук. Трубки оплетены нитью, стягивающей пленку, смоченную гидрофобным гелем — для большего демпфирования механических воздействий. Трубки и центральный кабель заключены в полиэтилен. Далее идут кевларовые нити, практически и обеспечивающие многожильному кабелю броню. Потом снова полиэтилен для защиты от влаги, и наконец внешняя оболочка.

Два основных типа оптоволоконных кабелей
Оптоволоконные кабели есть двух типов: многомодовый и одномодовый. Многомодовый стоит дешевле, одномодовый — дороже.
Одномодовый кабель обеспечивает лучам, проходящим по световоду, практически один и тот же путь без существенных взаимных отклонений, в итоге на приемник все лучи приходят одновременно и без искажений формы сигнала. Диаметр световода в одномодовом кабеле составляет около 1,3 мкм, и свет именно с такой длиной волны следует по нему передавать.
По этой причине в качестве передатчика используется источник лазерного излучения с монохроматическим светом строго требуемой длины волны. Именно кабели данного типа (одномодовые) рассматриваются сегодня как наиболее перспективные для коммуникаций на значительные расстояния в будущем, но пока они дороги и недолговечны.
Здесь используется обычный (а не лазерный) светодиод на стороне передатчика (с длиной волны 0,85 мкм), и оборудование получается не таким дорогим как с лазерным источником света, да и срок службы у нынешних многомодовых кабелей дольше. Кабели данного типа не превышают по длине 5 км. Типовое время задержки сигнала при передаче составляет порядка 5 нс/м.
Достоинства оптоволоконных кабелей
Так или иначе, оптоволоконный кабель принципиально отличается от обычных электрических кабелей исключительной помехозащищенностью, что обеспечивает максимальную сохранность как целостности, так и конфиденциальности передаваемой по нему информации.
Электромагнитная помеха, направленная на оптоволоконный кабель, не способна исказить световой поток, да и сами фотоны не порождают внешнего электромагнитного излучения. Без нарушения целостности кабеля невозможно перехватить передаваемую по нему информацию.
Полоса пропускания оптоволоконного кабеля теоретически составляет 10^12 Гц, что не идет ни в какое сравнение с токонесущими кабелями любой сложности. Можно легко передавать информацию со скоростью до 10 Гбит/с на километры.
Сам по себе оптоволоконный кабель стоит не дорого, почти так же, как тонкий коаксиальный кабель. Но основная доля удорожания готовой сети все же приходится на передающее и приемное оборудование, задача которого - преобразовать электрический сигнал в свет и обратно.
Затухание светового сигнала при прохождении через оптоволоконный кабель локальной сети не превышает 5 дБ на 1 километр, то есть почти такое же как у электрического сигнала низкой частоты. При том чем выше частота — тем выраженнее оказывается преимущество оптической среды перед традиционными электрическими проводниками — затухание растет незначительно. А на частотах выше 0,2 ГГц оптоволоконный кабель однозначно оказывается вне конкуренции. Практически возможно довести расстояние передачи до 800 км.

Идеальная гальваническая развязка, наряду с вышеперечисленными достоинствами, позволяет аналитикам прогнозировать, что в сетевых коммуникациях оптоволоконные кабеля вскоре полностью вытеснят электрические, тем более с учетом растущего дефицита меди на планете.
Недостатки оптоволоконных кабелей
Справедливости ради, нельзя не упомянуть и о недостатках волоконно-оптических систем передачи информации, главный из которых — сложность монтажа систем и высокие требования к точности установки разъемов. Микронное отклонения при монтаже разъема способно привести к увеличению затухания в нем. Здесь необходима высокоточная сварка или специальный клеевой гель, коэффициент преломления света в котором аналогичен оному в самом монтируемом стекловолокне.
По этой причине квалификация персонала не допускает снисхождения, необходимы специальные инструменты и высокое мастерство владения ими. Чаще всего прибегают к использованию готовых кусков кабеля, на концах которых уже установлены готовые разъемы требуемого типа. Для разветвления сигнала от оптоволокна, применяют специализированные разветвители на несколько каналов (от 2 до 8), но при разветвлении неизбежно происходит ослабление света.
Конечно, оптоволокно является менее прочным и менее гибким материалом нежели та же медь, и изгибать оптоволокно на радиус менее чем 10 см небезопасно для его сохранности. Ионизирующие излучения снижают прозрачность оптоволокна, усиливают затухание передаваемого светового сигнала.
Оптоволоконные кабели стойкие к радиации стоят дороже обычных оптоволоконных кабелей. Резкий перепад температуры может привести к образованию трещины в световоде. Безусловно, оптоволокно уязвимо и к механическим воздействиям, к ударам, к ультразвуку; для защиты от этих факторов применяются специальные мягкие звукопоглощающие материалы оболочек кабелей.
Читайте также: