Как сделать станок для гибки цепей
Обновлено: 07.07.2024
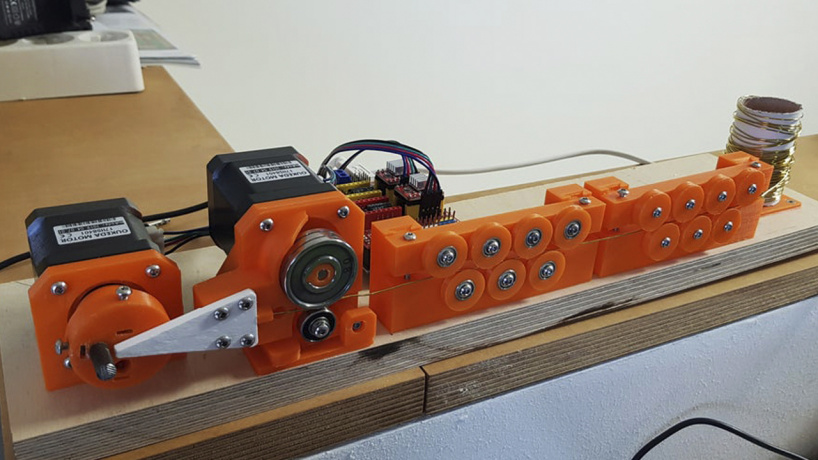
Данная машина предназначена не только для изготовления пружин, она также может сгибать проволоку 0,8/0,9/1 мм в любую 2D-форму. Основная цель заключается в том, чтобы сделать станок для пружин достаточно точным. Другие станки для гибки проволоки своими руками не очень точны, а изгибы которые на них получаются, как правило, имеют довольно большой радиус. Вторая цель заключалась в том, чтобы максимально упростить сборку из общедоступных деталей и компонентов. Все конструктивные детали напечатаны на 3D-принтере, а все металлические детали доступны в большинстве хозяйственных магазинов.
Шаг 1. Посмотрите видео!
Я попытался записать всю сборку, чтобы помочь вам понять ее. Всегда лучше увидеть сборку в действии.
Примечание: данная статья является переводом.
Шаг 2: Необходимые детали и материалы
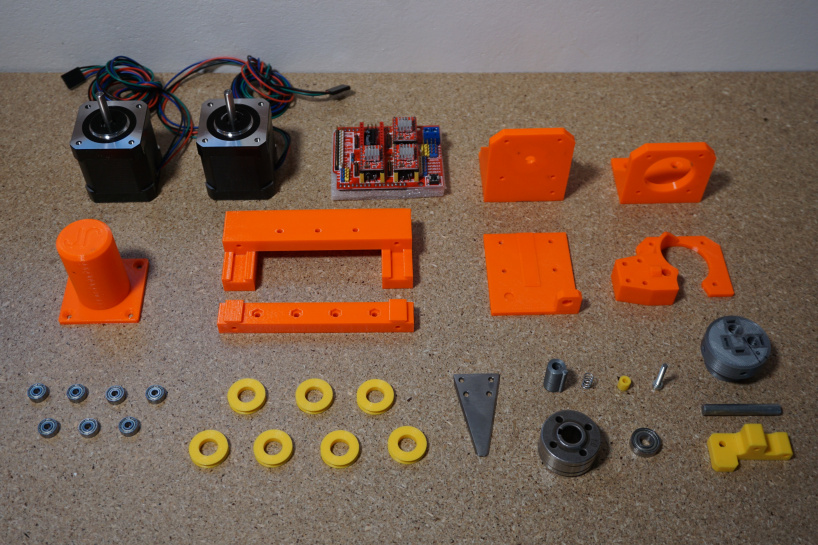
Детали для печати на 3D-принтере прилагаются.
- Сгибатель
- Головка инструмента
- Рама двигателя
- Рама двигателя
- Нижняя рама
- Проводник
- Каретка промежуточной шестерни
- Прокладка промежуточной шестерни
- Проставка подающего механизма
- Гибочная пластина
- Каркас (2x)
- Рама высшей передачи (2x)
- Ролики (14x)
- Шуруп для дерева 3x16 (16x)
- Болт с шестигранной головкой M3x10 (4 шт.)
- Болт с шестигранной головкой M3x12 (18x)
- Болт с шестигранной головкой M3x20 (6 шт.)
- Болт с шестигранной головкой M3x40 (4 шт.)
- Гайка M3 (10 шт.)
- Шайба М3 (14 шт.)
- Arduino UNO
- Комплект ЧПУ для Arduino UNO
- Шаговый драйвер A4988 (2x)
- Шаговый двигатель NEMA17 / 17HS8401 (2x)
- Адаптер питания 12В 3А
- Джампер (6x)
Подшипники и прочее
- Подающая шестерня V-образной формы (диаметр 30 мм)
- Маленькая стальная пружина 4x6 мм
- Подшипник 3x10x4 мм
- Подшипник 6x15x5 мм
- 6 мм стальной стержень
- Небольшой стальной лист толщиной 2 мм для гибки листа (опционально)
- Деревянная доска для основы (минимальный размер - 450x100 мм)
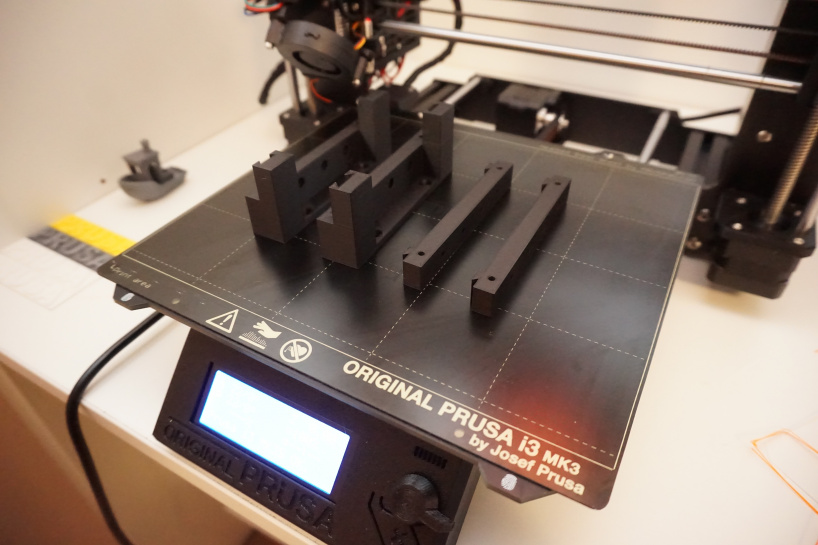
Шаг 3: Печать пластиковых деталей
![]()
![]()
Загрузите файлы STL для пластиковых деталей и запустите их печатать на 3D принтере. Я всегда проектирую детали таким образом, чтобы исключить необходимость в использовании опор, поэтому постобработка была намного проще, а детали были чище.
Я печатал файлы с высотой слоя 0,15 мм, 3 периметрами и 40% заполнением с настройкой шаблона Gyroid. Неважно, используете ли вы PLA или PETG. Детали не нагреваются, поэтому PLA подойдет, расчетное время печати 2 дня.
Шаг 4: Как это работает?
![]()
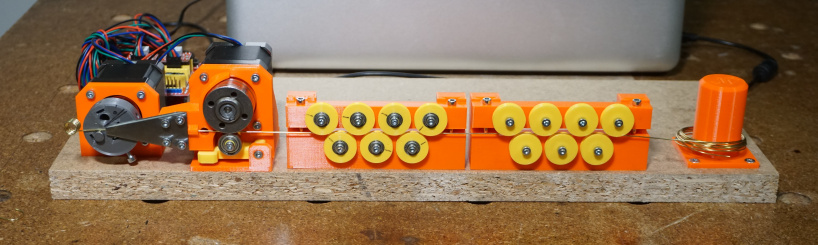
Пока вы печатаете пластмассовые детали, давайте посмотрим, как работает станок для гибки проволоки и из каких компонентов он состоит (справа налево):
- Держатель катушки - он удерживает катушку с проволокой для обработки машиной.
- Выпрямляющие ролики - набор из 7 роликов, чтобы проволока была как можно более прямой.
- Механизм подачи - вы можете найти аналогичный механизм в своем 3D-принтере. Набор шестерен, которые вытягивают проволоку с катушки через ролики и проталкивают ее к гибочной головке. Подающий механизм должен иметь достаточное сопротивление проволоке, чтобы он не соскользнул, что сделало бы машину неточной.
- Сгибатель - вращая штифт на головке, он сгибает проволоку в запрограммированную форму.
Все это управляется одним Arduino UNO с платой с ЧПУ. Arduino принимает команды от компьютера и переводит их в движения шаговых двигателей. Как и любой другой станок с ЧПУ.
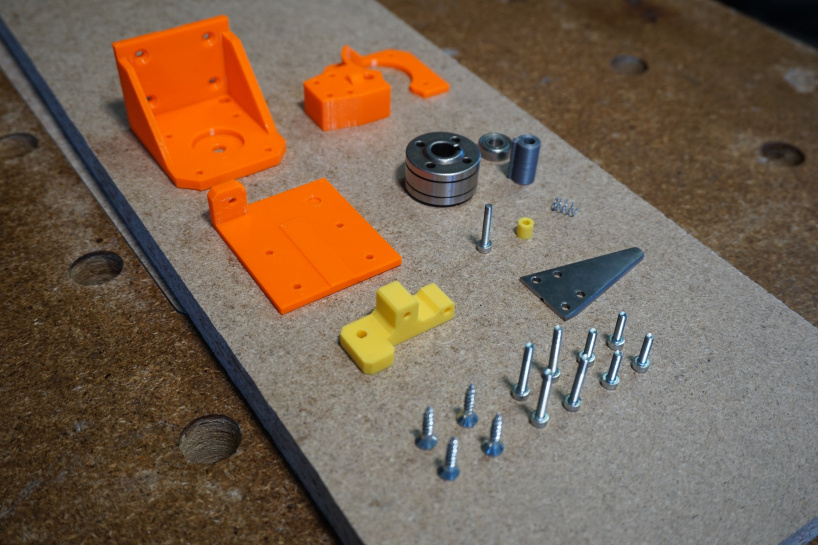
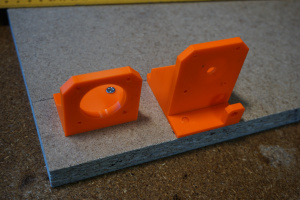
Шаг 5: Сгибатель
![]()
![]()
![]()
![]()
![]()
![]()
![]()
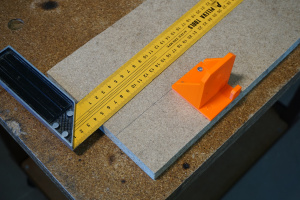
Для начала возьмите деревянную основу и прикрутите основание для двигателей гибочного и подающего устройства. Используйте шурупы 3x16. Важно установить обе рамки, потому что их положение должно быть точным относительно друг друга, как показано на изображении макета ниже.
![]()
Продолжите установку одного из шаговых двигателей в раму двигателя гибочного станка и закрепите его четырьмя винтами M3x10. Ориентация значения не имеет. Теперь прижмите головку гибочного станка к валу двигателя. Они подходят друг другу. Довольно просто, да?
Шаг 6: Механизм подачи
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
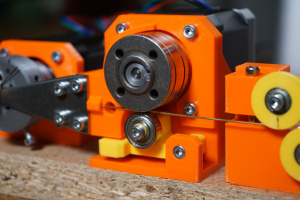
Давайте рассмотрим механизм подачи проволоки. Рама уже установлена, поэтому первый шаг в сборке механизма подачи - это построить каретку для промежуточной шестерни, которая будет прижимать проволоку к подающей шестерне. Вдавите пластиковую втулку внутри подшипника 6x15x4 мм, чтобы проделать отверстие под болт M3. Вставьте болт M3x20. Вдавите гайку M3 в каретку и прикрутите подшипник болтом. Убедитесь, что подшипник вращается свободно. Вдавите вторую гайку M3 в корпус двигателя (со стороны двигателя в левом нижнем углу) и прикрутите каретку через небольшой кронштейн с помощью болта M3x20. Не затягивайте болт слишком сильно, каретка должна двигаться свободно. Поднимите каретку и вставьте пружину в отверстие под ней.
Возьмите второй шаговый двигатель и поместите его в корпус двигателя. Пока не прикручивайте, еще нужна пластиковая деталь. Наденьте распорную втулку шестерни подающего механизма на вал двигателя и установите подающий механизм.
Подающий механизм, который я использую, взят от сварочного аппарата MIG. Шестерня имеет две бороздки сбоку. Один для провода 0,8 мм и один для провода 1 мм. Раньше я экспериментировал с шестернями с зубьями, используемыми в экструдерах 3D-принтеров. Но зубы оставляли видимые следы на проволоке.
Механизм подачи и гибочный станок соединены металлической пластиной толщиной 2 мм с небольшой канавкой на задней стороне, которая подает проволоку прямо в центр гибочной головки для идеального изгиба. Пластиковая пластина для гибки, напечатанная на 3D-принтере, отлично работает, но быстро изнашивается и требует частой замены. Так что используйте её, если не можете сделать идентичную деталь из металла.
Возьмите пластиковую деталь направляющей для проволоки и вдавите четыре гайки M3 в отверстия на ее задней стороне. Теперь прикрутите к ней изгибающуюся пластину болтами M3x20. Поместите направляющую для проволоки на переднюю часть рамы двигателя механизма подачи и закрепите ее на двигателе четырьмя болтами M3x12. Теперь отрегулируйте положение гибочной пластины. Он должен находиться точно в центре гибочной головки. Ослабьте четыре болта на гибочной пластине и плотно установите гибочную пластину в центр гибочной головки. Снова затяните болты.
Шаг 7: Выпрямляющие ролики
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
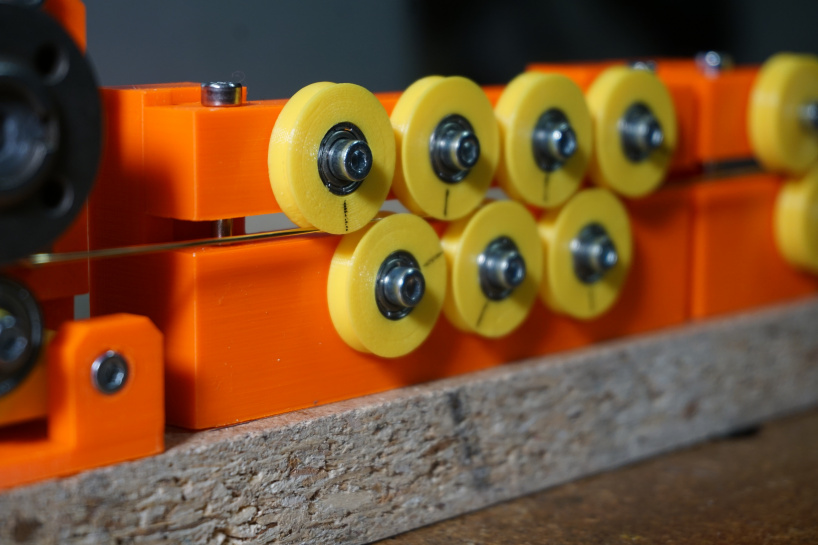
Проволока обычно поставляется в виде катушки. Чтобы согнуть проволоку, ее сначала нужно распрямить. Это правда. Выпрямитель состоит из 7 роликов (4 вверху и 3 внизу), которые можно прижимать друг к другу для обеспечения надлежащего натяжения проволоки. Это также предотвращает скручивание проволоки при сгибании.
Начнем со сборки роликов. Вставьте подшипник 3x10x4 мм в пластмассовый роликовый корпус. Вставьте болт M3x12 с одной стороны и шайбу M3 с другой стороны ролика. Шайба предотвратит трение колеса о раму. Прикрутите все ролики к станине и верхней раме. Вставьте верхнюю раму с 4 роликами в раму кровати. Имеется набор V-образных канавок для обеспечения надлежащего контакта. Вставьте две гайки M3 к нижней стороне базовой рамы и вставьте два болта M3x40 сверху вниз. Этот болт регулирует натяжение троса.
Если вы хотите сэкономить на подшипниках для роликов. Напечатайте деталь Straightener_RollerNoBearing вместо Straightener_Roller. Но производительность будет намного хуже.
Чтобы добиться еще лучших результатов, используйте 2 выпрямителя подряд.
Шаг 8: Держатель катушки
![]()
![]()
Держатель катушки - это простой цилиндр, который удерживает проволоку и позволяет ей разматываться с катушки. Прикрепите его к концу машины с помощью четырех винтов 3x16.
Кованые изделия из металла – популярный декоративный элемент, который привлекает красотой и изысканностью. Изготовление таких деталей требует больших финансовых вложений, и далеко не все могут позволить себе подобный вариант. Выход есть – использование холодного вида ковки, которую можно сделать самостоятельно, но нужно собрать станок.
![]()
![]()
Подготовка
Прежде чем конструировать что-либо своими руками, необходимо тщательно подойти к подготовительному этапу. Особенность кованых изделий, созданных на самодельном оборудовании, заключается в высокой прочности и отличном качестве. Объясняется это невозможностью исправления элементов в дальнейшем.
Для гиба большого объема одинаковых стальных конструкций стоит не только собрать надежный станок, но и запастись чертежами, заранее спроектированными. Такой подход позволит избежать дефектов изделий и ускорит процесс ковки.
![]()
Сборка станка холодной ковки сделает возможным создание:
- различной мебели для сада: от скамеек до крупных оград;
- разнообразных ограждений, которые можно будет установить по периметру территории;
- покрытий для беседок;
- декоративных элементов;
- спортивных снарядов.
С помощью самодельного оборудования удастся выполнить также каркасные постройки, где впоследствии можно будет выращивать культуры. Однако прежде чем приступить к работам, потребуется тщательно подготовиться, закупив необходимые материалы, инструменты и разработав чертеж.
![]()
![]()
![]()
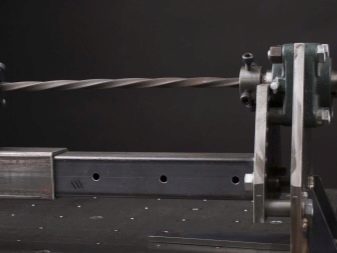
Сборка торсионного станка
Торсионный станок – особый вид оборудования для гибки профильных труб и других стальных изделий, из которых впоследствии получаются спиралевидные элементы. Принцип работы агрегата основан на использовании холодной ковки. Ручная работа на торсионе возможна только в случае качественной сборки конструкции, которая требует применения схемы и чертежей.
![]()
![]()
![]()
В работе потребуются следующие инструменты:
- балки и листы из стали;
- тиски, хомуты, зажимы;
- двигатель;
- цепь;
- редуктор;
- сварочный аппарат;
- болгарка.
Такой вид станков чаще используют для закручивания стальных прутов в спирали. Чтобы добиться нужного результата, потребуется подготовить два блока, предварительно закрепленных на одной плоскости. При этом двигаться должен только один из двух элементов. Несмотря на внушительную конструкцию, собрать торсионный станок не составит труда.
![]()
![]()
Основные этапы.
- Сборка основы. Для этого берут стандартный профилированный двутавр, с одной стороны которого монтируют тиски. При этом важно устанавливать их таким образом, чтобы они не могли двигаться или вращаться во время работы будущей конструкции. Лучший способ крепления – болты с гайками или сварка. Также часто перед монтажом тисков к двутавру приваривают стальной лист, а затем нужный элемент, чтобы при натяжении не произошло деформирование материала.
- Создание подвижной системы. Ее предусматривают с другой стороны основы, используя для этого платформу на роликах с блокираторами движения. В верхней части устанавливают тиски, оснащенные подвижной центральной частью и чем-то напоминающие колесо. На данном этапе важно сделать так, чтобы оба элемента находились на одном уровне. Любые отклонения приведут к формированию дополнительного напряжения в металле, что вызовет преждевременную поломку конструкции.
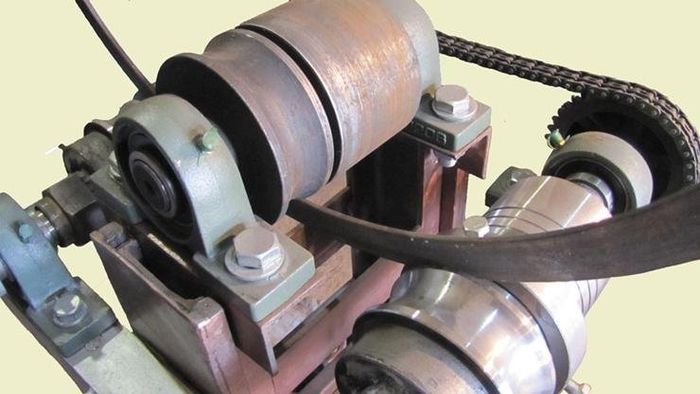
- Станки оснащают преимущественно двигателями на 2200 кВт и 1000 об/мин. Для организации надежной работы мотора его соединяют с понижающим редуктором напрямую при помощи болтов. Отверстия чаще всего совпадают.
- С обратной стороны детали – обод штурвала – протягивают стальную цепь, которую после закрывают кожухом из прочного металла.
Сделать торсион холодной ковки может любой желающий, если правильно подойдет к процессу разработки чертежей и учтет необходимые этапы сборки конструкции.
![]()
![]()
![]()
Инструменты и материалы
- механизм – собирают из стальных изделий толщиной до 10 мм;
- валики – выполняют из каленого металла;
- крепежи и фиксаторы – преимущественно болты.
Из инструментов потребуется:
- сварочный аппарат;
- болгарка;
- канцелярские принадлежности;
- рулетка или сантиметр.
Также может понадобиться наждачка и краска, если в планах изменить цвет оборудования.
Технология
Основой конструкции будущего станка выступает толстая стальная рама. При этом необходимо учитывать, что агрегат будет фиксироваться на столе. Крепление выполняют с помощью болтового соединения по типу тисков.
Ключевые этапы сборки.
![]()
![]()
Конструкцию собирают из стальных элементов высокой прочности, которая напрямую влияет на надежность оборудования. Дополнительно в процессе монтажа станка рекомендуется проводить обработку и подгонку изделий, чтобы продлить сроку службы оборудования и предотвратить преждевременный выход системы из строя.
Когда станок будет готов, на нем закрепляют заготовку и начинают постепенно перемещать рычаг до сближения с будущим изделием. После положение заготовки корректируют между роликами и ползунком, а затем гнут до достижения желаемого угла.
Упростить процесс поможет возвратная пружина, подбор усилия которой требует учета 20-25% усилия гибки. Пружину стоит установить во время сборки конструкции, предварительно выполнив простые расчеты, используя методику приближенной зависимости или показатели динамометра.
![]()
![]()
![]()
![]()
![]()
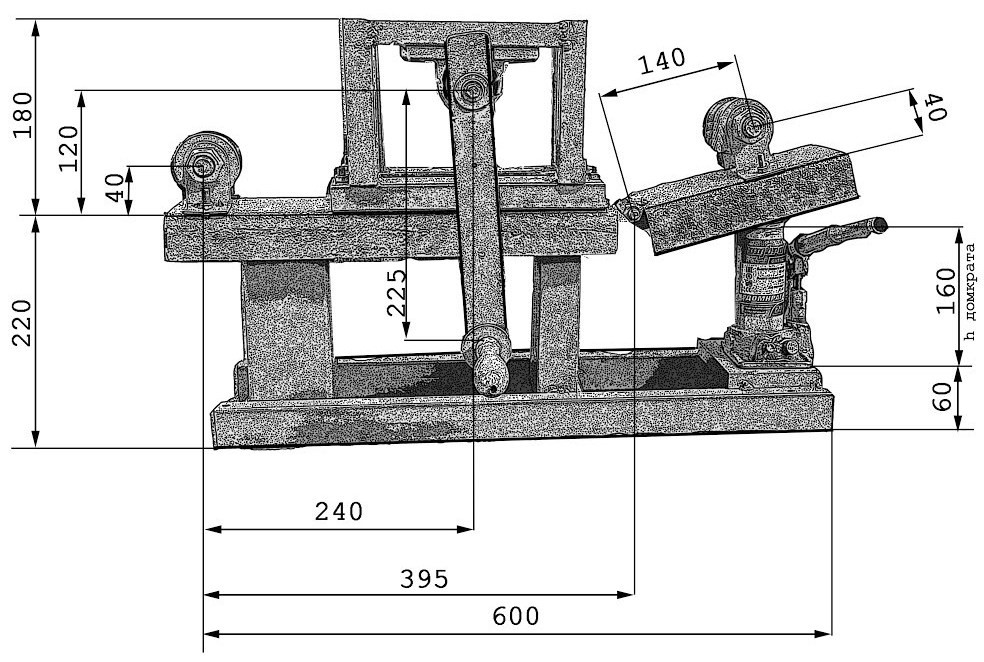
Перед сборкой станка холодной ковки рекомендуется продумать размеры будущей конструкции и основных деталей. Особое внимание стоит уделить габаритам:
- сердцевины;
- завитка;
- станины.
На последней будет произведено закрепление гибочного кондуктора.
Когда размеры будут подобраны, можно приступать к поиску чертежей, которые упростят и ускорят процесс сборки.
Типовые схемы можно найти на тематических сайтах или форумах. Для этого достаточно вбить соответствующий запрос в поисковую строку браузера и перейти на несколько первых ссылок.
Если подходящий вариант чертежа найти не удалось, можно создать схему своими руками. Инструменты:
- стальной пруток квадратного сечения 10х10 мм;
- лист бумаги международного формата А4;
- угольник;
- канцелярские принадлежности;
- циркуль;
- линейка.
![]()
![]()
Основные этапы построения схемы будущего станка.
- Сначала квадратный прут выкладывают на середину листа бумаги, вычерчивая с его помощью 2 параллельные линии.
- Далее пруток устанавливают вертикально, фиксируя его угольником, вычерчивая еще 2 линии. Результатом первых двух шагов станет квадрат размером 10х10 мм, от которого в стороны будут разбегаться 4 линии.
- Третий этап подразумевает вычерчивание полуокружности циркулем, установленным в одном из углов квадрата.
- После циркуль перемещают в другой угол и снова чертят полукруг. То же самое повторяют с оставшимися углами до тех пор, пока не получится завиток нужного размера.
- При достижении желаемого результата циркулем вычерчивают окружность.
Пятый шаг считается завершающим. После необходимо будет подобрать удовлетворяющую требованиям стальную болванку, диаметр которой соответствует вычерченной окружности. От болванки затем нужно будет отрезать кусок длиной в 30 см и вырезать начало завитка.
Следующий этап – сборка конструкции. Инструменты и материалы, которые потребуются для проведения основных работ:
Основные шаги.
![]()
![]()
Под конец к опорной пластине прикрепляют центральную часть, а затем монтируют завитки с помощью крепежных болтов. С тыльной стороны пластины устанавливают вал и кондуктор. В конце сверлят отверстие под ручку.
На данном этапе станок холодной ковки считается собранным. При этом конструкция является разборной, что позволяет при необходимости менять шаблоны и упрощает эксплуатацию оборудования, а также обеспечивает удобное хранение устройства, когда оно не используется.
Далее смотрите видео с советами по изготовлению станка для холодной ковки своими руками.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию точно выполнит.
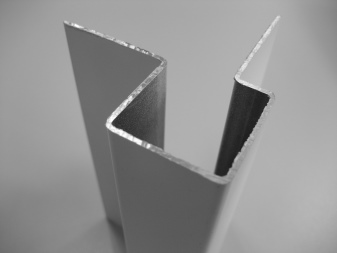
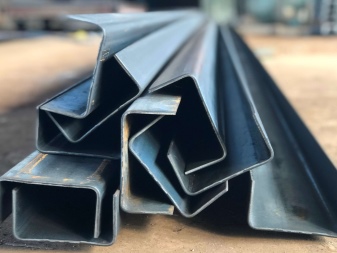
Данный станок еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
![Гибка полосы на ребро.]()
Гибка полосы на ребро.
Важные технические моменты при изготовлении профилегиба.
- Во время гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из её сторон образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки. Чем меньше радиус гибки, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
![Гибка профильной трубы на трубогибе.]()
Гибка профильной трубы с заломами.
![Ролик с ребром по центру.]()
Ролик с ребром по центру.
- Если прокатывать профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время прокатывания труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на станке, у которого большое расстояние между роликами. По этим причинам ролики делают съемными, чтобы их можно было переставить.
- Чем меньше диаметр роликов, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных станках ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.
![Ролик для гибки круглой трубы.]()
Ролик для гибки круглой трубы.
Как сделать ролики для профилегиба.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
![Профилегиб с валами из велосипедных ступиц.]()
Профилегиб с валами из велосипедных ступиц.
![Вал трубогиба сделанный из лома.]()
Вал трубогиба сделанный из лома.
Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
![Ролик трубогиба.]()
Ролик трубогиба.
Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
![Ролик профилегиба]()
Ролик профилегиба из трубы, шайб и металлического круга.
Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
![Профилегиб с переставными роликами.]()
Профилегиб с переставными роликами.
![Трубогиб для гибки профильной трубы.]()
Станок для гибки профильной трубы.
![Профилегиб для гибки профильной трубы.]()
![Трубогиб для гибки профильной трубы.]()
![Трубогиб для гибки профильной трубы.]()
![Каркас профилегиба.]()
![Профилегиб сделанный с подшипниками в корпусе.]()
Профилегиб сделанный с подшипниками в корпусе.
Конструктивные особенности профилегибов.
Такой станок можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов.
При изготовлении нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать станок с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать станок с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из станка.
![Профилегиб со штурвалом.]()
Профилегиб со штурвалом.
Ниже представлено несколько фотографий с различными конструктивными особенностями.
![Чертеж профилегиба.]()
![Профилегиб с двумя приводными роликами.]()
![Профилегиб с переставными роликами.]()
![Профилегиб с домкратом.]()
![Профилегиб с домкратом.]()
Как сделать ручной профилегиб с обкатным роликом.
Данный вид станка позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
![Гибка круглой трубы методом обкатки.]()
Гибка круглой трубы методом обкатки.
![Гибка профильной трубы методом обкатки.]()
Гибка профильной трубы методом обкатки.
![Схема гибки трубы.]()
Работа такого станка основана на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание её стенок и заломы исключены. Данный станок позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
![Сверлим отверстие в заготовке.]()
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
![Болт вставленный в заготовку.]()
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
![Обтачиваем заготовку.]()
6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
![Ролик для трубогиба.]()
Готовый ролик сделанный из пяти кругов.
Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
![Трубогиб с отверстиями в кронштейне.]()
Трубогиб с отверстиями в кронштейне.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
![Труба с заломами.]()
Труба с заломами.
![Минимальный радиус гибки трубы.]()
Минимальный радиус гибки трубы.
![Руслан]()
Руслан
Листогиб, наряду с трубо- и прутогибом, является полезным устройством в быту и стройсервисе. Нередко на металлобазах предлагают услугу по сгибанию листового металла – за отдельную плату. Вы можете заплатить за то, чтобы вам согнули один или несколько листов – а вот при самостоятельной постройке дома свой листогиб необходим.
Устройство гибочного станка
Перед изготовлением листогиба определитесь, какой толщины и структуры, а также сколько листов вам нужно согнуть, как именно они будут сгибаться. Это позволит выбрать схему, по которой прибор будет выпущен. Самый простой механизм позволяет гнуть листовую сталь посредством траверсы. Данное устройство легко согнёт лист с шириной не более полуметра, на 90 градусов, используя лишь силу рук мастера. Листовой металл закрепляется в станке с помощью струбцины или небольших тисков. Сгибание в выбранном месте осуществляется нажатием траверсы на него.
Чтобы получить прямой угол загиба, понадобится особый вкладыш в виде полоски металла или сплава, добавляющий сгибаемому листу упругости.
Усложнённое устройство – листогибочный пресс с сеткой и пуансоном в качестве исполнительного механизма. Лист металла или сплава кладётся на криволинейную или спрямлённую матрицу, а пуансон (сгибающий клин) прижимается к сгибаемому листу, придавая ему нужный узор сгиба. Такой станок чаще используется в металлообрабатывающем производстве, где сгибание листового железа поставлено на поток.
Самодельные листогибы в домашних условиях могут работать и с гидравлическим механизмом, роль которого выполняет, например, домкрат.
Для такого станка потребуется не менее двух одинаковых домкратов.
К тому же их работу нужно синхронизировать, что представляет собой дополнительную сложность по сравнению, например, с арматуротрубогибами.
Профессиональные листогибы изготавливаются на основе трёхвального механизма. В них лист металла проходит через управляемые валы. В результате радиус изгиба листа обретает отличающиеся при разных подходах значения.
![]()
Особое место занимают электромагнитные листогибы. Но самостоятельно сделать такой листогиб затруднительно. Его положительные качества – небольшие габариты, бесшумный процесс сгибания листов, высокая скорость. Работает такой листогиб за счёт электромагнитного поля, создаваемого между гнущей поверхностью и матрицей. Сгибатель свободно зафиксирован с помощью пружины, а сама матрица ставится под ним. Механизм подстраивается под форму сгибаемого листа. Под сгибателем (или в нём) размещён электромагнит, на который подаётся выпрямленное сетевое напряжение.
Матрица притягивается к сгибателю, и тот моментально гнёт вставленную заготовку. В таком устройстве может присутствовать и секторный сгибатель, позволяющий делать разноуровневые (составные) отбортовки.
![]()
![]()
Вальный листогиб используется, к примеру, при изготовлении одностенных дымоходов, где труба с круглым или овальным сечением имеет идеальные размеры. Если вальный механизм имеет определённый профиль, то он хорош для изготовления крышных водостоков, располагаемых по периметру.
При необходимости вальный листогиб укомплектовывается дополнительными листогибочными валами, позволяющими, к примеру, получить из ровного листа ступенчатое или волнистое железо.
Вальные станки часто оснащаются ножом, который дает возможность отрезать лист неподалёку от места сгибания.
![]()
![]()
![]()
У ручного листогиба рабочий ресурс чаще всего выбирают в следующих пределах:
- количество листов – не менее 1400;
- ширина листа – не более 2 м;
- угол сгиба – до 130 градусов.
Больший ресурс используется не при домашней, а при заказной работе.
![]()
![]()
Подготовка материалов и инструментов
Для изготовления станка-листогиба вам не обойтись без следующих инструментов и расходников к ним:
- электродрель и набор свёрл различного диаметра;
- болгарка, а также отрезные и шлифовальные диски к ней;
- сварочный аппарат и набор электродов;
- тиски для верстака, набор струбцин;
- набор ручного инструмента (молоток, кувалда, пассатижи, кёрнер, напильник-зубило).
![]()
![]()
![]()
![]()
Для подключения инструмента, если во дворе нет расположенной рядом с местом проведения работ розетки, потребуется катушечный удлинитель требуемой длины.
В качестве расходных материалов нужны:
- уголковый профиль из толстостенной стали;
- болты, гайки и шайбы (можно использовать гроверные);
- швеллер (П-образный профиль с частично заострёнными краями);
- правило (если в качестве ударно-спускового элемента используется именно оно);
- арматурный прут (допустима арматура с гладкой поверхностью);
- набор шарикоподшипников (если механизм предусматривает их использование).
![]()
![]()
![]()
![]()
Подготовив необходимые электроприборы, расходники и материалы, можно приступить к изготовлению станка-листогиба.
Пошаговая инструкция по изготовлению
Три типа листогибов – ручной, вальный и гидравлический – подразумевают несколько конкретных чертежей. Начнём с уголкового (таврового).
Из уголка
Один или два уголка в качестве основы – наиболее часто встречающаяся конструкция. Здесь потребуется большая ровная площадка (верстак). Идеально, если столешница его будет обита металлическим листом большей толщины, чем та, лист которой требуется согнуть.
Ширина уголка должна быть не менее 4,5 см, толщина – не менее 3 мм. При сгибании более длинных (метр и больше) листов потребуются более толстые и широкие уголки, подойдёт и тавровый чермет (Т-образный, сдвоенный уголок).
Подготовьте две стальные дверные петли, болты и гайки на 10-20 мм, а также пружины. Желательно использовать петли-бабочки, в которых предусмотрена потайная головка винта – их конструкция усилена и выдержит значительную перегрузку.
Сделайте следующее.
- Сложите вместе два тавровых профиля. С обоих концов на них вырежьте выемки под петли. Срежьте край каждой выемки под углом в 45 градусов.
- Подпилите третий Т-образный профиль аналогично, оставив выемку на нём более заглубленной. Такая выемка нужна для прижимания сгибаемых листов, и перемещается без усилий.
- Приварите петли по обе стороны – с лицевой и обратной частей. Убедитесь, что сварные швы ровные и основательные – петля не должна оторваться.
- На одном из тавров, удалённом от вас в данный момент, приварите по два скоса с каждой из сторон. Они помогут зафиксировать удерживающий болт прижимной детали.
- Приварите к скосам гайки болтов.
- Зафиксируйте прижимающую планку (тавр с обрезанной стороной).
- Сверху приварите стальные пластины с отверстием в середине каждого из них. В отверстие легко должен заходить болт.
- Выровняйте отверстия, чтобы они совместились по одной оси с гайкой. Приварите эти пластины.
- Отрежьте часть пружины так, чтобы её усилия хватало для поднятия зажимающей планки в среднем на 6 мм.
- Проденьте болт в прижимающую планку, наденьте на него пружину и завинтите гайку. Установите такой же кусок пружины с обратной стороны. Прижимающая пластина при ослаблении болта должна приподняться самостоятельно.
- Приварите к головке болта по два куска арматурного прута – они послужат рукояткой для закручивания.
- Наденьте на получившиеся рукоятки пластиковые или деревянные накладки, выполненные в виде трубок. Допустимо использовать и старые грипсы от велосипеда.
Листогиб готов к работе. Устройство может быть изготовлено и из двутавров. Верхний – прижимающий – двутавр зафиксирован с торца на нижнем с помощью шарнира.
Второй торец двутавра удерживается посредством клина или эксцентрика.
Из швеллера
Если заменить уголковый или тавровый профиль П-образным швеллером, ресурс листогибочного станка увеличится в разы. Основные детали, устанавливаемые на швеллер, остаются без изменений.
Траверса при использовании швеллера не погнётся преждевременно. Уголок, в свою очередь, обладает меньшей устойчивостью к перегрузкам – малейший перегиб резко снизит качество работы, отчего листовую сталь предстоит догибать после правки, юстировки станка.
Из правила
В качестве гнущего траверса используется балка, сгибающая листовую сталь вокруг прижимной оси, деформируя лист стали до тех пор, пока он не согнётся в заданном ракурсе.
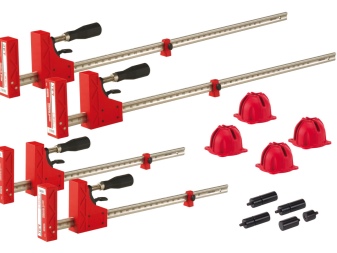
Из дерева
Деревянные детали листогиба избавят вас от чрезмерной массы устройства. Дело в том, что классический уголковый или швеллерный листогиб весит 100 кг и более, что делает невозможным его перемещение. Если в качестве основной конструкции использован рельс – масса возрастёт более чем на 200 кг, и для него потребуется участок пола под навесом с усиленным бетонным покрытием.
Деревянный листогибочный станок гнёт сталь и алюминий толщиной до 1 мм.
Потребуется древесина твёрдых пород, при использовании сосны и ели деревянные детали тут же затупятся и деформируются. Плюсы деревянной конструкции – отсутствие необходимости в сварке – все соединения болтовые. Деревянный станок изготовить легче. Он сгодится для сгибания кровельных листов и для чисто жестяных работ.
Зачастую улучшают по весу стальной станок, используя в качестве подушки деревянную доску.
![]()
![]()
Из рельса
Ручной листогиб с рельсом предназначен для сгибания стали толщиной более 2 мм. Грубо говоря, им можно согнуть толстые листы, из которых строились раньше стальные гаражи. Прижим листового металла осуществляется при помощи рельса. Глубина подачи листов может быть неограниченной – такой станок согнёт лист в любом месте, каким длинным бы тот ни был. Производительность ручных листогибов на основе рельса составляет десятки погонных метров листа ежечасно, что позволяет поставить сгибание металла на поток.
Длина рельса может достигать 2,5 м.
Из подшипников
Роликовый листогиб, в отличие от петлевого, имеет повышенную точность хода. Если подшипники подобраны по величине нагрузки, которая приходится на сгибаемые листы, и хорошо смазаны – трёхвалковый агрегат проработает в течение минимум нескольких лет, даже при каждодневном использовании.
Описание процесса изготовления такого станка состоит в следующем.
- В куске квадратного трубчатого профиля просверлите пару отверстий. Они нужны для стальных стержней с диаметром до 8 мм.
- Приварите эти стержни к трубе и установите заглушки из пластика. Рабочая часть станка готова.
- Пропилите прямоугольные надпилы в двух кусках стального уголка.
- Поместите уголки в тиски на верстаке, подложив между ними проставочные шайбы. С помощью шайб выставляется щель, в которую помещается сгибаемый стальной или алюминиевый лист.
- Приварите к уголкам 2 гладких и идеально круглых штыря.
- Наденьте на штыри шарикоподшипниковые комплекты.
- Просверлите в центральной части уголков по отверстию.
- Вставьте в эти отверстия комплектующую, состоящую из профильной трубы и 2-х стержней, сваренную ранее.
- Присоедините к стержням втулки и приварите их к уголкам.
- Наденьте на концы стержней шарикоподшипники.
![]()
![]()
Соберите конструкцию и смажьте подшипники, налив в них литола, солидола или графитовой смазки. Данный агрегат отлично подходит для жести.
Полезные советы
Рекомендуется всю конструкцию окрасить, поскольку она будет использоваться во дворе, а не дома. Своевременная покраска не позволит ей заржаветь.
Не используйте деревянный листогиб для сгибания листов толще чем 1 мм – это приведёт к его быстрой поломке. Он не рассчитан на такое усилие.
Не используйте, наоборот, слишком мощный листогиб для тонкой стали. Слишком быстрое сгибание приведёт к надлому листа, в результате образуется трещина. Особенно трещины разрушают со временем обычные оцинкованные листы. Каждое устройство рассчитано для определённой нагрузки.
![]()
![]()
![]()
Качественно изготовленный листогиб не поцарапает даже краску или оцинковку на стальном листе, сгибая его. Чтобы избежать царапин и потёртостей на таком покрытии, вставляйте листы в листогиб крайне аккуратно.
Любой листогиб подвергается постепенному износу, даже если он сверхпрочный и сверхкачественный. Движущиеся, трущиеся поворотные детали (петли, подшипники) необходимо смазывать хотя бы раз в год – при редкой, эпизодической работе. Частая и долгая работа может потребовать смазки раз в месяц, квартал – эти части испытывают усиленную перегрузку и не лишены трения окончательно. Проверяйте направляющие кромки – со временем они также могут подтупиться и зазубриться, и листовое железо гнётся хуже и грубее, с неровностями и помятыми участками.
Не используйте в качестве материала листы из нержавейки. Значительная вязкость такого сплава делает эти листы трудными в обработке.
Изготавливая листогиб, избегайте сварных соединений, которым вредят нагрузки, постоянно меняющие направление на противоположное.
Старайтесь сделать станок предельно простым, не прибавляя ненужных деталей. Простота – друг надёжности. Лишние детали могут прибавить дополнительный вес.
![]()
![]()
Листогиб не подходит для сгибания заготовок, используемых затем в художественной ковке – его нож не рассчитан на фигурное разрезание заготовок из стали от 2 мм. Нож листогиба в основном режет только прямо. Используйте специализированные станки для металлообработки иного уровня, решающие эту задачу.
Работая с электроинструментом, включая механизированные листогибы, используйте перчатки, защитные очки и спецодежду. Это уменьшит вероятность получения травмы при неосторожном движении. Амуниция рабочего не должна цепляться при работе за само устройство.
Заключение
Если изготовление ручного листогиба вам оказалось не по силам и знаниям, стоит воспользоваться готовым устройством. Оно стоит порядка 60 тысяч рублей. Но этот способ хорош лишь для тех, кто не хочет упускать прибыль, поставив гибочные работы на поток.
Читайте также: