
Как сделать сгибание
Обновлено: 06.07.2024
При обустройстве участка или при подготовке к дачно-огородному сезону возникает необходимость в дугах из профильной трубы. Они нужны при устройстве теплицы, сборке беседки или навеса. Покупать уже гнутые дуги накладно — цена выше раза в два чем на такой же ровный прокат. Выход — сделать своими руками, а чтобы облегчить процесс (руками это очень тяжело) надо сделать трубогиб для профильной трубы. Нужны будут швеллера или уголки, прокатные ролики и еще некоторое детали. Из инструментов — болгарка с диском по металлу, сварочный аппарата, линейка.
Конструкция профилегиба
Станок для гибки профильной трубы конструктивно отличается от обычного. Это связано во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что радиус изгиба требуется обычно большой. Потому в конструкции присутствуют три ролика. Два из них установлены стационарно, один остается подвижным. При помощи подвижного ролика и изменяется радиус кривизны. Вообще трубогиб для профильной трубы есть двух видов: со средним подвижным роликом и с крайним (правый или левый — по желанию).

Трубогиб для профильной трубы своими руками можно сделать разных размеров
Устройство трубогиба со средним подвижным роликом
Два крайних ролика крепятся на корпусе неподвижно. Они приподняты над плоскостью основания. Для среднего ролика варится специальная П-образная станина. В середине ее перемычки устанавливается длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий валик (можно приварить). Вращая этот винт валик опускается и поднимается, изменяя радиус изгиба профильной трубы.
К одному из неподвижных роликов приваривается тучка, при помощи которой труба прокатывается через станок. Чтобы для прокатки можно было прилагать меньшие усилия, два неподвижных валика соединяются при помощи цепи. Для эффективной передачи крутящего момента к валикам приваривают звездочки (можно от велосипеда), к ним подбирают цепь. Такой простейший механизм делает гибку профильной трубы намного проще.
С крайним подвижным валиком
В данной конструкции подвижным делают правый или левый ролик. Он двигается вместе с частью основания. Эта часть соединяется с остальной станиной при помощи мощных металлических петель.

Чертеж гибочного станка для профильной трубы с подъемной платформой
Изменять высоту можно при помощи домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется подъемом подвижной части стола.

Трубогиб для профильной трубы с подъемной площадкой
В отличие от предыдущей конструкции этот трубогиб для профильной трубы приводится в движение от центрального валика — к нему приваривают ручку. Для уменьшения требуемого усилия можно также приварить звездочку к двум неподвижным валикам и передавать крутящий момент при помощи цепи.
Какие нужны материалы и нюансы конструкций
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.

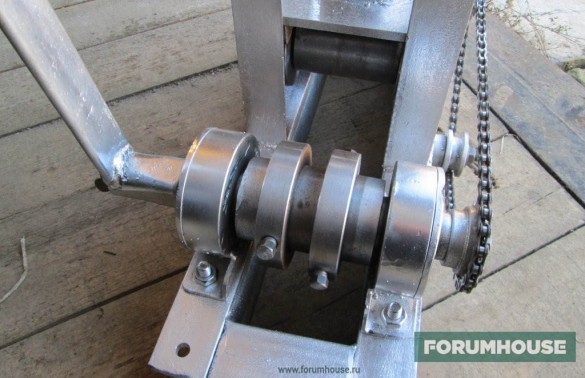
Так выглядит станина в приваренными стойками для крепления подвижного ролика
Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.

Ролики для гибки профильной трубы разной ширины
На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Хитрости для облегчения гибки труб
Чтобы ролики лучше двигались, используют подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться только от случая к случаю, можно сделать просто держатели из уголка или швеллера. Сделать в них дырку, которая чуть больше по размерам чем ось, на которую будет насаживаться валик. Это ось с надетым валиком пропустить через отверстия держателей и каким-то образом их зафиксировать (хоть наварить пару точек, которые будут стопорами). Во время работы для лучшего хода, смазывать трущиеся места густой смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, но вот для изготовления дуг для теплицы или беседки своими руками — в самый раз.

Пример выточенных валиков
Есть еще одна хитрость, которая помогает снизить требуемое усилие при изгибе профильной трубы. Использовать можно принцип увеличения передачи как в велосипеде. Использовать, кстати, можно звездочки от велосипеда. В этом случает ручку, которой приводят в движение валики, приваривают к маленькой звездочке. Ее устанавливают где-то на корпусе. На оси валов наваривают звездочки большего размера (но зубцы с тем же шагом). Все это соединяется подходящей цепью.

При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы, его имеет смысл механизировать. В этом случае ставят мотор, который работает на малых оборотах.
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Видео-материалы
Объяснения и фото это хорошо, но увидеть процесс сборки или работу готового агрегата намного полезнее. В первом видео запечатлен процесс сборки (сварки) ручного трубогиба для профильной трубы. Выбран вариант с подвижным средним роликом.
Второе видео о работе простого трубогиба с подвижной платформой. Этот вариант для больших сечений не пригоден, но трубу небольшого сечения вплоть до 40*40 мм он согнуть в состоянии.
Как согнуть профильную трубу без станка
Получить дугу из профильной трубы без профилегиба можно двумя способами — используя сварку и шаблон. Начнем со сварки.
Получить дугу при помощи сварки
Профильную трубу надрезают болгаркой с одной стороны. Делают их через 15-30 см в зависимости от требуемого радиуса, сечения и толщины стенки. Надрезы не должны задевать одну сторону — ту, которая будет снаружи.

Результат изгиба при помощи сварки
Подготовленную таким образом запчасть изгибают, придавая нужный изгиб. Для надежности края дуги можно зафиксировать, приварив к ним прут. Затем сваркой проходят по всем надрезам, заваривая их. И последний этап — шлифовка мест сварки и обработка антикоррозионными составами.
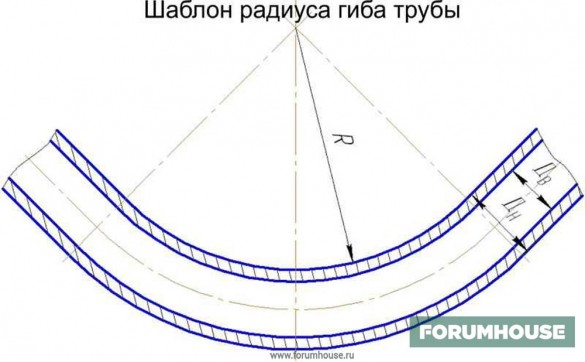
При помощи шаблона

Процесс получения дуги из профильной трубы с использованием шаблона
На одном конце трубы отверстия повторяют, с их помощью труба крепится к верстаку. Теперь свободный конец трубы начинают плавно тянуть, формируя изгиб, повторяющий форму. Тянуть надо плавно, без рывков.
Шаблон можно сделать и на земле. В землю забиваются трубы-колышки (глубина не менее полуметра). Они формируют требуемую дугу. Для упора забиваются два дополнительных кола, которые находятся в стороне от дуги. Расстояние, на которое надо отступить в сторону, чуть больше чем ширина трубы.

Шаблон на земле
Вставив трубу, ее тянут в сторону дуги. Усилия нужны большие, работа тяжелая. Получится может только с тонкостенной цельнотянутой трубой. У шовной слишком большое сопротивление в области шва. Его вручную преодолеть очень трудно.
Обустраивая хозяйство, рано или поздно сталкиваешься с необходимостью изогнуть трубу. В городской квартире – реже, но тоже. Цены на трубогибочные инструменты и приспособления, что продажные, что арендные, не то чтобы непомерны, но, мягко говоря, не радуют. Поэтому желающих сделать трубогиб своими руками более чем достаточно, а назначение настоящей публикации – помочь им подыскать подходящую для своей конкретной цели конструкцию и дать действенные практические рекомендации по ее изготовлению.
Мастера-любители делают самые разнообразные установки для сгибания труб, от простейших приспособлений до настоящих гибочных станов, см. рис.:

Примечание: далее в статье рассматривается холодная плоская производственно-технологическая и, частично, декоративно-художественная гибка. Так что, если вы горите желанием наладить в собственном сарае массовое механизированное производство, ну, скажем, гиперболических змеевиков для самогонных аппаратов, то – см. где-то еще.
Дефекты гибки
Типичные дефекты гнутья труб показаны слева на рис.:

Дефекты сгибания круглых и профильных труб
Для бытовых и др. трубопроводов общего назначения допустимы тянучка и волна, вместе уменьшающие площадь просвета трубы не более чем на 10% в самом узком месте. На трубах для газов и хладоагентов любая тянучка и, особенно, волна, нежелательны, т.к. там могут оказаться микротрещины. Волна, пусть и небольшая, недопустима в трубчатых силовых элементах строительных конструкций и механизмов, поскольку резко и непредсказуемо уменьшает их несущую способность.
Главные правила
Правила выбора радиуса изгиба трубы RИЗГ и длины технологического хвостовика L сведены в табл.:

- Если разница реального и ближайших табличных значение поперечника трубы П более 10%, значения исходных расчетных величин вычисляем интерполяцией. В противном случае – берем ближайшее.
- Приводят табличный RИЗГ к относительной величине rИЗГ, т.е. выражают его в диаметрах трубы D или ее высотах H.
- Для труб диаметром до 10 мм из rИЗГ вычитают 1.
- Для труб диаметром от 11 до 15 мм из rИЗГ вычитают 0,85.
- Для труб диаметром от 16 до 24 мм из rИЗГ вычитают 0,75.
- Для труб диаметром от 25 до 40 мм из rИЗГ вычитают 0,65.
- Для труб диаметром более 40 мм из rИЗГ вычитают 0,5.
- Переводят относительный rИЗГ обратно в численный (миллиметровый) RИЗГ.
- От полученного значения RИЗГ берут ближайшее практически удобное большее.
Просто – радиус
Конкретный трубогиб разрабатывается под радиус изгиба в определенных пределах. Но для выбора прототипа конструкции сразу нужно знать только его очень обобщенное значение:
-
на малые радиусы RИЗГ о , вершина которого должна приходиться на центр кривизны башмака на его рабочем выходе. Тогда гибка под 90 о будет чистой, а, если приемлемы допустимые дефекты, то можно согнуть и калач.

Правильное расположение установочных отверстий обводных роликов в раме арбалетного трубогиба
Дорновые
Дорном называется гибочный шаблон (кондуктор), к которому заготовка не прижимается, но обводится по его ручью. Применяются дорновые (обводные) трубогибы, во-первых, если изгиб малого радиуса должен быть максимально чистым и точным. С этой целью ручной привод делается храповым с понижающей передачей или электрогидравлическим. Ручные рычажные дорновые трубогибы используются, во-вторых, если нужен недорогой инструмент для быстрой гибки более чем на 90 о с удовлетворительным качеством (заготовки скоб, калачи, змеевики).
Устройство и принцип действия ручного дорнового трубогиба с поворотным кондуктором и шестеренчато-храповым механизмом показаны слева на рис.:

Обводные трубогибы с поворотным кондуктором
Вальцовые
С неподвижным столом
Устройство вальцового трубогиба показано на рис.:

Устройство вальцового трубогиба с неподвижным столом

Чертежи вальцового трубогиба с неподвижным столом
Недостаток данной конструкции – установка нижних вальцов в прямых продольных пазах, лучше бы предусмотреть косые, как показано на врезке там же. Оперативность перенастройки станка заметно не снизится, зато несимметрия и сбои настройки в работе исключаются.
Еще о приводе

Неправильное и правильное выполние привода вальцового трубогиба
С ломающимся столом
Распределение технологических напряжений заготовки в трубогибе с ломающимся столом изначально немного асимметрично. Простая мера борьбы с этим – одна-единственная, организационная: не крутить привод слишком быстро, выжимая производительность. Зато, во-первых, можно гнуть не только на большие, но и на средние радиусы: пределы регулировки RИЗГ в трубогибе с ломающимся столом много шире. Это обстоятельство существенно и при неподвижном столе, поэтому некоторые мастера-механики делают вальцовые трубогибы с неперемещаемым верхним вальцом, а установку RИЗГ производят подъемом исходящего реечным механизмом, см. рис.:

Регулировка радиуса изгиба вальцового трубогиба перемещением исходящего вальца
Во-вторых, располагая квалифицированным помощником, можно гнуть с плавно переменным радиусом, напр., стрельчатые полуарки: один крутит привод (или регулирует электрический), а второй подкачивает домкрат. А зачем лишняя красота? Настоящая красота лишней не бывает. К примеру, теплицы на стрельчатых арках более чем актуальны в северных регионах, где Солнце и летом-то не поднимается высоко. Прим. +15-20% прибавки урожая и 10-12% экономии на освещении это уже красота экономическая, материально очень ощутимо выражающаяся.
Устройство, приблизительные размеры и некоторые конструктивные особенности вальцового трубогибочного станка с ломающимся столом показаны на рис.:

Устройство и размеры трубогиба с ломающимся столом для профтрубы
Установка ведомых вальцов скользящими в продольных пазах – довольно-таки ценная находка. Расширение диапазона регулировки RИЗГ это, как говорится, еще семечки: раздвигая нижние вальцы несимметрично от верхнего, можно компенсировать асимметрию растекания напряжений. В принципе, потратив массу времени и материала на опыты, можно построить установочную кривую или таблицу для разных RИЗГ, по которой станок настраивается на бездефектную гибку. Правда, возможность изготовления полуарок переменного радиуса при этом, скорее всего, пропадет или существенно сузится. Что, конечно, не есть хорошо.
Примечание: дополнительно об изготовлении вальцового трубогиба с ломающимся столом см. ролик:
Видео: вальцевый трубогиб с ломающимся столом
В заключение
Производство арочных и полуарочных деталей строительных конструкций из профтрубы дело довольно прибыльное и не требующее существенных затрат на старт. Поэтому напоследок см. видео в 2-х частях, как своими руками сделать вальцовый трубогиб уровня, близкого к профессиональному, для изготовления из профильных труб арок для теплиц и хозпостроек, ч. 1:
Почему при армировании без арматурогиба не обойтись?
При закладке армирующего пояса простая укладка прямой арматуры не позволит добиться расчётных несущих способностей. Это связано с тем, что нагрузка на железобетонные конструкции не всегда распределяется равномерно, в результате чего могут возникать дополнительные внутренние напряжения, способные вызвать разрушение.

Пример армирующего каркаса из гнутой арматуры А500С и А240. Для того чтобы добиться такой формы каркаса, пруты диаметром 25 мм, гнулись с помощью трубогиба, а хомуты арматурогибом.
Металлический пруток холодной или горячей прокатки достаточно хрупкий, поэтому в некоторых случаях он не способен выдержать нагрузок на сжатие и растяжение, попросту лопаясь. Поэтому его гнуть несколько раз в одну, а затем в другую сторону не получится без снижения конечных прочностных характеристик изделия.
Вручную при помощи простых приспособлений не всегда получается применить необходимое усилие для получения нужного угла. Особенно, если требуется придание арматуре сложных форм. Изготовить специальные крепления, например, крюки или хомуты, для армирования колонны, вручную также не получится. Поэтому, в таких случаях требуется использовать арматурогиб (станок для гибки арматуры).
Как не допустить ошибок при загибании арматуры?
Для сохранения прочностных свойств, стальных прутков, важно следить за тем, чтобы при сгибании не образовывался острый угол, а радиус закругления составлял 2,5-5 их диаметров. При изгибе на 90 0 механические характеристики полностью сохраняются, но в случае превышения начинают снижаться.

Для упрощения процедуры придания арматуре нужной формы многие решаются на прогрев паяльной лампой или создание частичного надреза. Это делать категорически запрещено, поскольку армированная конструкция не будет соответствовать строительным нормам.
Не рекомендуется резкое изгибание. То есть ударные способы неприемлемы. В результате механических воздействий внутри металла создаются дефекты, и меняется структура.
Для того чтобы стальные пруты не теряли свои начальные прочностные характеристики, следует соблюдать радиус загиба арматуры.
Принцип работы арматурогиба
Все гибочные станки работают так:
- Арматура надёжно фиксируется в зажимах или тисках на упорных роликах.
- При помощи третьего ролика, расположенного в месте для изгибания, проводится механическое воздействие на арматуру.
- Когда достигнут необходимый угол изгиба, то усилие снимают, а изделие открепляют от станка.

Использование валов предотвращает разрыв металла в результате деформации. В более сложных конструкциях для получения прутков с несколькими точками загиба используется несколько упорных валов. Их целью является сокращение механических операций и упрощение получения изделий нужной формы.
Для применения механического усилия в ручных конструкциях устанавливается рычаг. В зависимости от допустимых нагрузок станки позволяют гнуть одновременно несколько арматур. Однако в таком случае для гибки толстых прутков с диаметром более 14 мм придётся прилагать значительные усилия. Для упрощения данной задачи рекомендуется использовать гидравлический привод.
Пошаговая инструкция по созданию арматурогиба своими руками
Для конструирования гибочного необходимо пройти ряд этапов.
- Подбор чертежа.
- Подготовительные работы.
- Сборка.
Каждый из них требует чёткого осознания тех целей, для которых требуется применение данного оборудования, а также грамотное распределение выделенных финансов.
Подбор чертежа
Изобретать заново арматурогиб не стоит, так как в открытом доступе в интернете можно найти множество различных чертежей, позволяющих создавать эффективные конструкции, проверенные временем. Это упростит поиск необходимых материалов, расчёт сметы затрат, подбор инструментов, а также позволит оценить количество времени на изготовление.

При этом стоит понимать, что создавать инструмент нужно только для конкретных целей, а не делать его универсальным и в итоге никогда не воспользоваться этим функционалом. Если впоследствии появится необходимость расширения функций, то лучше ею воспользоваться потом, заложив для этого достаточный запас прочности.
Подготовительные работы
На этапе подготовки необходимо определиться со следующими моментами:
- Определиться, для каких целей будет применяться арматурогиб.
- Подобрать чертёж нужной конструкции. При необходимости внести изменения.
- Закупить материалы.
- Подобрать инструменты для сборки.
Если бюджет ограничен, то в таком случае можно на начальных этапах создать рычажную конструкцию станка, а впоследствии дооборудовать гидравлическим приводом. Важно создать такую основу станка, у которой запас прочности будет превышать аналогичный параметр у арматуры в 3-5 раз. Такие данные можно узнать из таблиц в справочниках, поэтому с этим пунктом проблем возникнуть не должно.
Подбор инструментов
Для создания арматурогиба необходимо иметь следующие инструменты:
Использование электрических и ручных инструментов требуется для обеспечения высокой производительности обработки, а также точной подгонки деталей.
Необходимые материалы
Для создания гибочных станков потребуется:
- Стальной уголок с шириной сторон 75 мм, длиной 800 мм, толщиной металла от 5 мм.
- Стальной пруток диаметром от 12 до 25 мм.
- Болты диаметром 20 мм и длиной 50 мм, а также шайбы для них.
- Дополнительные устройства, например, гидравлический привод, если его установка предусмотрена конструкцией.
Важно создать массивную конструкцию, которая обеспечит устойчивость станка при изгибании и приложении усилия.
2 варианта изготовления станка для гибки арматуры
Наиболее популярными считаются следующие конструкции самодельных арматурогибов:
Станок из уголка
Порядок действий, по изготовлению приспособления для гибки арматуры из уголка:
- Уголки нарезают по размерам, как указано в чертеже.
- Разрезают стальной П-образный профиль, чтобы его длина составила 1 м. Он будет выполнять роль станины.
- К станине посередине приваривают штырь из толстой арматуры.
- Отрезаем кусок трубы, диаметр которой позволяет её надеть на приваренный штырь.
- Перпендикулярно вваренному штырю приваривают уголок. Затем в нём просверливают отверстие под внутренний диаметр трубы.
- Уголок с трубой надевают на штырь. Затем отмечают место для приваривания отрезка уголка, снимают подвижную часть и приваривают вторую часть уголка.
- К концу подвижной конструкции приваривают кусок арматуры. Он будет выполнять роль рычага. На его противоположный от крепления конец нужно закрепить удобную рукоятку.
- К станине приваривают арматурные ножки.
Ось арматурогиба рекомендуется смазать, чтобы продлить срок её эксплуатации за счёт снижения трения деталей при работе.
Существует более простая конструкция арматурогиба из уголка. Необходимо 2 уголка по 80 см, с толщиной металла минимум 5 мм. Понадобятся шпильки, 3 отрезка по 10-15 см, и один 20 см.
Порядок действий следующий:
- К одному из уголков привариваем две шпильки, с помощью них мы будем крепить уголок к столу.
- Ко второму уголку привариваем на краю кусок трубки. Это будет наша подвижная часть.
- К другому концу уголка привариваем шпильку. На нее одеваем кусок трубы и навинчиваем две гайки. Это будет наша рукоятка.

Простота конструкции и мобильность, позволяет перевозить его с одного строительного объекта на другой и крепить к любому столу, станок станет отличным помощником при армировании ленточного фундамента, перекрытия и других железобетонных конструкций. Данный арматурогиб позволяет гнуть арматуру диаметром до 14 мм.
Приспособление для гнутья арматуры с подшипником
Производство станка из подшипника для гибки арматуры реализуется так:
- От квадратной трубы 40х40 мм необходимо отрезать кусок длиной 300-350 мм. В нём просверлить отверстия диаметром 12 мм под установку болтов для крепления.
- С одной стороны нужно вставить гайки и приварить к профилю, а затем сделать пропил под установку втулки для подшипников и приварить её. Важно, чтобы втулка была правильной формы без дефектов и вмятин.
- В куске профиля 40х40 мм нужно сделать пропилы для крепления втулки на амортизационный шток. К ней нужно приварить рычаг, сделанный из трубы диаметром полдюйма.
- От уголка 32х23 мм нужно отрезать кусок длиной 250 мм, после чего приварить к профилю с небольшим припуском 15 мм для надёжности конструкции. Затем нужно вставить подпор, изготовленный из стальной полоски.
- Для создания подвижного ограничителя используют стальную пластину и шпильку.
- Рычаг приваривают к основанию конструкции. После этого вставляют подшипники на свои места, и собирают станок.
Перед эксплуатацией нужно проверить работоспособность конструкции на стальных прутках диаметром до 10 мм. Только после этого можно прилагать максимальные нагрузки.
Советы и рекомендации по изготовлению арматурогиба
При изготовлении гибочного станка для арматуры своими руками важно следовать ряду советов и рекомендаций:
- Все конструкционные элементы следует подбирать с запасом прочности. Экономия на одной из деталей может повлечь ряд проблем и потребовать значительных финансовых вложений для восстановления работоспособности арматурогиба.
- Перед началом работы нужно убедиться в правильности сборки и надёжном креплении деталей.
- Рекомендуется использовать детали из легированной или инструментальной стали, так как они способны выдерживать значительные нагрузки и обеспечить максимально возможную долговечность станка.
- Важно заранее определиться с типом конструкции, чтобы она обеспечивала необходимую функциональность. Переделки в будущем сделать не во всех случаях возможно, а изготовление нескольких станков не всегда финансово выгодно.
Несмотря на кажущуюся простоту конструкцию станка, к его сборке стоит отнестись серьёзно. Детали должны быть максимально подогнанными, чтобы избежать проблем во время работы и отбраковки арматуры.
Изготовить арматурогиб своими руками можно без проблем. Его стоимость даже с учётом затраченного на создание времени и закупку материалов будет в десятки раз ниже, чем на покупку станка, изготовленного промышленным способом. Со своими задачами он будет справляться так же, но при этом, зная его конструкцию, можно без проблем его ремонтировать и обслуживать, а при необходимости даже улучшать конструкцию.
Разновидности самодельных трубогибов и особенности их конструкции – реальный опыт пользователей FORUMHOUSE.
Строительство теплиц и навесов, прокладка инженерных коммуникаций – все это требует наличия гнутого металлического профиля. Но покупать трубы, гнутые под заказ – дорого, приобретение готового трубогиба – тоже удовольствие не из дешевых. Вот и используют современные умельцы для создания металлических дуг требуемого радиуса приспособления и механизмы собственного изготовления.

В данной статье мы рассмотрим следующие вопросы:
- Разновидности самодельных трубогибов и их особенности.
- Конструкция простейшего приспособления для загибки труб квадратного сечения.
- Конструкция трехвалкового станка для загибки труб круглого и квадратного сечения.
- Технология загибки труб на трехвалковом самодельном трубогибе.
Разновидности трубогибочных приспособлений и механизмов
В наши дни можно встретить примеры трубогибочного оборудования, имеющего различное конструктивное исполнение: от сравнительно простых приспособлений для ручного гиба до самодельных станков с ручным или электрическим приводом.


По предназначению трубогибы делятся на два типа.
Первый тип – угловые (позволяют придать нужный радиус определенному участку заготовки).

Второй тип – трехвалковые трубогибы – станки и приспособления, которые позволяют формировать заданный радиус гиба по всей длине заготовки.
По способу регулировки радиуса трубогибы бывают механическими.

Привод опорных валов может быть как ручным, так и электрическим.


Простое приспособление для гибки металлических труб
Конструкция самодельного трубогиба зависит от объема и сложности работ, которые планируется выполнять с его помощью. Если устройство необходимо для одноразового использования (например, для строительства домашней теплицы), то нет необходимости в создании сложного трехвалкового механизма с гидравлической регулировкой радиуса загиба.
Срочно нужно ставить теплицу. Хочу арочную, но ни на базе металлов, ни у знакомых нет трубогиба. Строить трубогиб на валах и роликах? Для этого нет ни времени, ни надобности. Считаю, что на одно строительство подходит приспособление для ручной гибки.
Да, действительно, чем проще трубогиб, тем меньше мороки с его изготовлением. Главное – правильно определить размеры приспособления, которые напрямую будут зависеть от радиуса гиба.
Представляем вашему вниманию устройство, изготовленное пользователем moning. Оно предназначено для работы исключительно с тонкостенными трубами, ведь гибка труб вручную – это тяжелый физический труд.


Эту штукенцию я делал под квадратную трубу 30*30. Радиус, который удалось получить, был примерно 1метр. По бокам приспособления можно приварить что-то вроде распорок или лапок, чтобы не кидало из стороны в сторону, когда давишь на трубу. По поводу перемычек внизу трубогиба: вначале труба подкладывается под верхнюю перемычку (для первоначального загиба), потом труба перекладывается под следующую перемычку (для дальнейшего продвижения).
Последовательная гибка нужна для того, чтобы при резком перегибе труба не пошла на излом.


Рассчитать размеры приспособления очень просто: для этого достаточно знать радиус гиба, который требуется получить на готовой детали. Полоса (шириной 40 мм), которая служит оправкой для сгибаемой заготовки, изначально имеет кривизну, обеспечивающую заданный радиус гиба (R).
Учитывая наличие упругих деформаций, радиус оправки должен быть чуть меньше, чем требуемый радиус гиба заготовки.
Как утверждает автор изобретения, радиус заготовки получается хоть и не значительно, но больше радиуса самой оправки.
Умея пользоваться сваркой, болгаркой и вспомогательными инструментами, данное приспособление можно изготовить менее чем за 1 день.
Каждая металлическая труба имеет свой предел упругости, следовательно, радиус гиба нельзя уменьшать ниже определенных значений. Допустимые минимальные радиусы можно взять из соответствующих таблиц.
Представляем пример таблицы допустимых радиусов для труб круглого сечения.
| Наружный диаметр трубы, мм | Радиус загиба, мин | |||
|---|---|---|---|---|
| 45 | 35 | 20 | 10 | |
| R загиба, мин | ||||
| 18 | 74 | 62 | 56 | 43 |
| 24 | 95 | 79 | 65 | 55 |
| 32 | 115 | 96 | 79 | 67 |
| 38 | 156 | 131 | 107 | 91 |
| 50 | 197 | 165 | 136 | 115 |
| 60 | 238 | 199 | 165 | 139 |
| 75 | 280 | 260 | 194 | 173 |
| 80 | 324 | 270 | 224 | 190 |
| 90 | 362 | 302 | 250 | 213 |
Изготовление электромеханического трубогиба
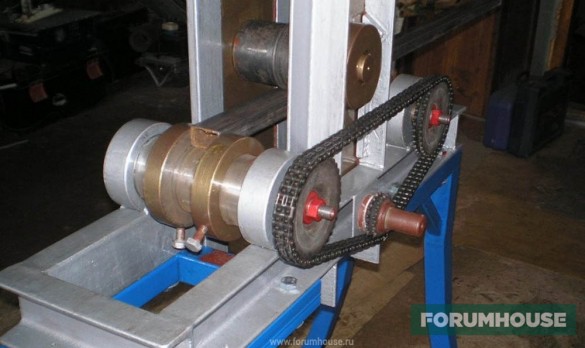
В конструкции электромеханического трубогиба можно выделить три основных рабочих органа: один нажимной и два опорных (ведущих) вала. Отсюда и название станка – трехвалковый прокатный трубогиб.

Подобное устройство имеет довольно сложную конструкцию, поэтому, если вам не удалось раздобыть чертежи самодельного трубогиба, рекомендуем каждый его элемент вначале нарисовать на бумаге (хотя бы в виде эскиза). А о том, какими размерами и характеристиками должны обладать основные узлы будущего изделия, мы вам последовательно расскажем.
Итак, основная функция трубогиба состоит в том, чтобы сгибать детали под заданный радиус гиба. Радиус гиба зависит от расстояния между опорными катками (валами) и регулируется нажимным катком. Расстояние между опорными роликами – величина постоянная. Именно ее следует учитывать, приступая к проектированию станка.

Расстояние между нижними вальцами зависит от минимального радиуса гиба. Определяя его, учитывайте, что чем меньше расстояние между вальцами, тем тяжелее опускать прижимной ролик и тем тяжелее пропускать между валами заготовку. И наоборот: чем больше расстояние, тем легче крутить. У меня, если память не изменяет, расстояние около 35-40 см. Валы прокручиваются достаточно легко: я гнул минимальный радиус около 50 см, но можно и меньше.
Радиус гиба (радиус дуги) рассчитывается по простой геометрической формуле.
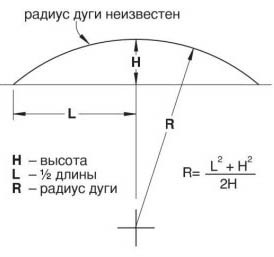
Руководствуясь ею применительно к своему оборудованию, можно быстро отрегулировать станок на заданные параметры.
Изготовление вальцов
Для изготовления вальцов следует поискать надежные материалы, которые уже успели пройти проверку на прочность. Кто-то использует роторы от электродвигателей старых стиральных машин или шкворни от автомобиля КамАЗ, кто-то – круги из углеродистой стали. На самом деле вариантов множество, главное – не забывать о том, что выбранный материал должен быть достаточно прочным. Пользователь Dva11, к примеру, использовал ступицы колес от старой поливальной установки.

Диаметр ступицы – 75 мм, длина – 110 мм, подшипники подбирал по ступице (подошли 205). Мне пришлось купить 5 подшипников и 1 шкив, остальные детали изготовил из металлолома.

Ровные цилиндрические валы – вариант универсальный. С их помощью гнут трубы различного сечения. Если профиль валов привести в соответствие с профилем сгибаемых труб, то качество гиба заметно улучшится.

Можно также использовать болванки, рассчитанные на разные профили сгибаемых заготовок.

В идеале на валы устанавливаются съемные насадки или кольцевые прижимы (ограничители), с помощью которых профиль вальцов регулируется по ширине трубы.
В конструкцию вальцов я внес некоторые усовершенствования: на крайние валы, там, где находятся ограничители, сделал насадки под трубу. Испытания проводились на трубе размером 1 дюйм. Насадки заменяются легко. Для этого одну сторону подшипников я сделал скользящей. Насадка сделана из стали 65Г (плюс закалка). Износа фактически нет, а твердость – напильник не берет.
Внутренний радиус ролика или насадки под круглую трубу следует делать с запасом: радиус трубы плюс 1-2 мм. Например, если диаметр трубы – 24 мм, то внутренний радиус ролика будет – 13-14 мм. Только в этом случае трубу не будет заклинивать во время прокатки.
Речь идет вот об этом размере.
Если прижимной ролик, предназначенный для гибки прямоугольных труб, будет иметь посередине небольшую выпуклость, это поможет сохранить геометрию сгибаемого профиля. Ролик будет вдавливать верхнюю стенку трубы вовнутрь, не давая заготовке раздаваться в стороны.
Конструкция рамы
Определившись с межосевым расстоянием и конструкцией вальцов, можно размечать заготовки деталей для рамы. Опираясь на опыт пользователей FORUMHOUSE, следует сделать вывод, что самые прочные рамы получаются из стального швеллера (шириной – не менее 80 мм). Этот материал легко достать, поэтому можно смело брать его себе на заметку.

На фото – станок на стадии изготовления. А вот чертеж, который взят за основу.
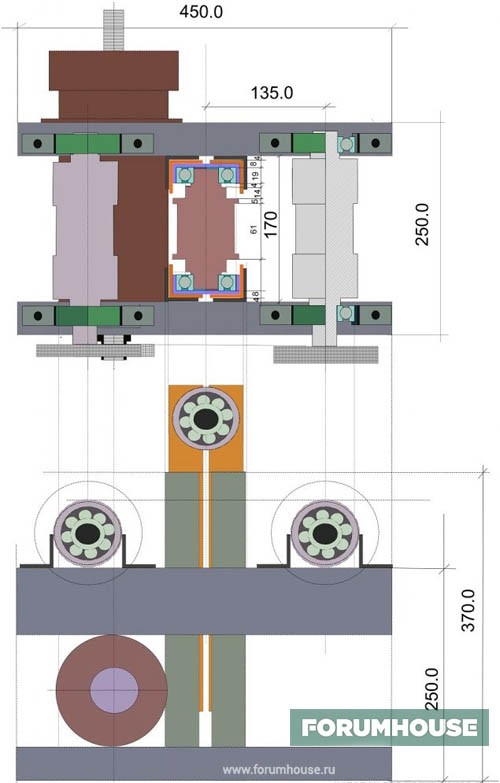

При выполнении работ в первоначальные чертежи были внесены некоторые изменения.
Представленный чертеж не является обязательным руководством к действию, но дает объективное понимание того, как устроен прокатный трубогибочный станок.
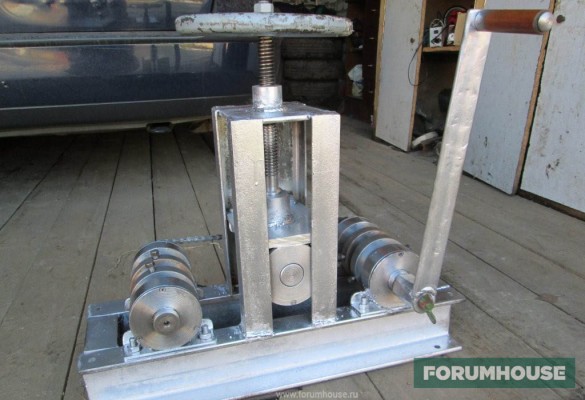
Прижимной механизм
Многие умельцы делают прижим из обычного автомобильного домкрата (механического или гидравлического). Тех усилий, которые он способен создать, вполне достаточно для того, чтобы придать металлической заготовке нужную конфигурацию.

В качестве прижимного винта использовал старый винтовой домкрат от газели. Гнет легко две трубки 20х20.
Если использовать гидравлический домкрат, то он должен быть рассчитан на 2 тонны или более. Основное достоинство гидравлического прижима состоит в том, что работать им можно, не прилагая особых усилий. Преимущества винтового домкрата: им проще выставить радиус гиба.
Вместо механического домкрата часто используются самодельные винтовые прижимы. Они также позволяют гнуть заготовки в точном соответствии с заданными параметрами.
А чем же винт хуже домкрата? Заказать у токаря винт с меньшим шагом резьбы, чтобы меньше усилия прикладывать при вращении. Это на порядок дешевле домкрата обойдётся.

Электрический привод
Чтобы пропустить заготовку через станок с помощью механической ручки, потребуется приложить немало усилий. Поэтому механизация ручного труда – цель вполне обоснованная.
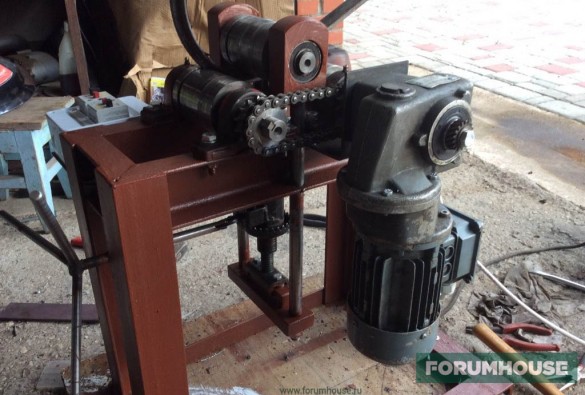
Лет 15 валялась в гараже электроталь на 380В, все думал, куда ее приспособить. Весит 40 кг, а поднимает – до 500 кг. Давно уже купил маленькую таль, которая при весе 8 кг поднимает столько же. Так вот: разобрал, удалил все лишнее, после чего получился электродвигатель и редуктор в одном флаконе. Весит это хозяйство 6–7 кг.

Мы рассмотрели основные элементы трубогибочного станка, который при желании и определенной смекалке вполне можно изготовить самостоятельно. В заключение статьи поговорим о том, как правильно использовать это оборудование, чтобы не испортить заготовку.
Технология гибки
Гибка трубы на самодельном трубогибе должна быть последовательной. Это ключевое правило, которое необходимо соблюдать, независимо от размеров заготовки.
Последовательная гибка – это гибка в несколько проходов (с каждым проходом радиус гиба постепенно уменьшается).
Главное – не торопить события и не давить помногу. Как правило, готовые дуги выходят после четырёх прокаток. Небольшие отклонения в плюс или минус легко догибаются или разгибаются руками – проверено на практике.
Последовательная гибка позволяет значительно снизить нагрузку на рабочие оси гибочного оборудования и защищает профиль трубы от чрезмерных деформаций.
Если вы всерьез заинтересовались самостоятельным изготовлением трубогибочного станка, рекомендуем посетить раздел нашего портала, который посвящен данному вопросу. Там вы найдете не только ценные рекомендации, но и готовые чертежи, успешно применяемые на практике. Если изготовление трубогиба кажется вам занятием неоправданным, то познакомьтесь с информацией о том, как гнуть квадратные трубы простыми способами. О том, как устроены самодельные приспособления для загибки арматуры, вы узнаете из соответствующей статьи. А видеосюжет, посвященный строительству домашней теплицы, расскажет вам о том, как правильно использовать гнутые металлические конструкции по их прямому назначению.
Читайте также: