
Как сделать сальник для насоса
Обновлено: 18.05.2024
В промышленном производстве при эксплуатации трубопроводов, различных видов насосов неизбежно возникают потери перекачиваемых жидкостей. Предупреждению этих случаев служат многочисленные уплотнения, один из которых и будет подробно рассмотрен в данной статье.
Уплотнение сальников насосов
Современное насосное оборудование комплектуется большим количеством элементов. При этом специфика работы требует уделять повышенное внимание нормальному и бесперебойному функционированию изделий в целом. Уплотнение сальников насосов ввиду простоты своей конструкции и легкости применения используется намного чаще остальных уплотнительных устройств.
Эксплуатационные требования
Рабочее колесо всех разновидностей насосного оснащения работает благодаря мотору. Чаще всего он электрический. Через механическую муфту передается энергия от вала двигателя на рабочее колесо, что и приводит его в движение. Сам же вал выходит за пределы корпуса оборудования, что делает оболочку негерметичной. Потому неизбежны потери рабочей жидкости.

Если же использовать уплотнение сальников насосов, то утечки перекачиваемой жидкости можно избежать. Используются следующие технологии:
Набивное (сальниковое) уплотнение. Представляет собой кольцо из волокнистого материала.
Манжетное. Для такого уплотнения применяются эластичные материалы, которые могут быть армированы для увеличения жесткости. Используется для монтажа в насосном оборудовании с малой скоростью вращения вала.
Торцевое. Состоит из двух колец, плотно расположенных друг к другу на валу. Одно из них вращается вместе с валом, а другое остается полностью неподвижным.
Щелевое. Второе название – лабиринтное. Считается самым надежным современным видом уплотнения. Представлено в виде кольца из мягкого сплава. Применяется в многоступенчатых насосах, где использование других технологий может существенно повлиять на КПД.
Помимо этого, существуют приборы, не требующие уплотнений, такие как насосы с магнитной муфтой и мокрым ротором.
Описание сальниковых уплотнителей
Щелевые материалы наиболее часто применяются для обеспечения герметичности погружных насосов. К ним не предъявляются особые требования по утечке жидкостей. Здесь большую роль играет длительность эксплуатации.

Типичные вариации уплотнений для насосного оснащения
Современный рынок предлагает различные уплотнения для насосов; типичные сальники представлены двумя основными видами:
Набивка армированная с одной кромкой. Основное назначение – предотвращение потерь перекачиваемой жидкости.
Манжеты армированные пыльником и одной кромкой. Используются для защиты самого соединения от пыли и грязи. Также не позволяют жидкости покидать систему транспортировки.
Если рассматривать способ производства, то можно выделить сальники:
с формованной кромкой;
с кромкой, прошедшей механическую обработку.
В зависимости от типа используемой резины бывают такие манжеты:
На основе бутадиен-нитрильного каучука. Изделия производятся из 1, 2 и 3 класса резины. Характеризуются относительно высоким порогом отрицательной температуры эксплуатации (-30, -45, и -60 °C соответственно).
На базе фторкаучука. Сырье – резина групп 1 и 2. При перекачке минерального или трансмиссионного масла выдерживают температуру до 170 °C.
Из силиконового каучука. При изготовлении используется резина исключительно 1 группы. Нижняя граница рабочей температуры набивки -55 °C.
Как правило, современные манжеты идут в комплекте с пружинами. Они пригодны для уплотнения на валах разного диаметра.

Пружина может поставляться отдельно от сальника, если предполагается работа с валом до 20 мм или более 120 мм.
Набивка сальниковая: эксплуатационные свойства, для каких насосов лучше использовать
Как правило, манжеты отличаются от других уплотнителей своей гибкостью, пластичностью. Высокая износостойкость также является существенным преимуществом изделий. Незначительное воздействие на вал расширяет сегмент применения.
Эксплуатационные характеристики напрямую зависят от структуры уплотнителя и состава, который применялся на производстве. В зависимости от плетения бывают диагональные (сквозные и комбинированные) сальники и одно- многослойные (имеется в виду структура сердечника). По составу манжеты бывают:
асбестовые и безасбестовые;
сухие и пропитанные (в качестве пропитки используются жировые, графитные и клеевые смеси);
армированные и неармированные.
Используются сальники для уплотнения соединения центробежных, поршневых насосов и гидравлических прессов. Набивка может применяться и в плунжерном оснащении для перекачки жидкой среды. При монтаже изделия стоит не забывать, что насосы с сальниковыми уплотнениями будут пропускать определенное количество жидкости, упомянутое выше.
Графито-керамические уплотнители
Это один из видов манжетов для насосного оборудования. Применение такого типа уплотнения полностью исключает попадание рабочей жидкости в мотор оснащения. Где же применяются сальники уплотнения графито-керамические? Насосов воды, к которым подходит торцевое уплотнение, не так много. Как правило, сегмент применения ограничивается лишь поверхностными механизмами.

Срок службы может достигать 10 лет. При этом стоит придерживаться правильной эксплуатации насосной станции. Основные требования, выдвигающиеся в момент работы оборудования:
Лучше всего перекачивать максимально очищенную субстанцию. Присутствие примесей сокращает срок службы манжета.
Обязательно нужно придерживаться температурного режима.
Преимущества сальников для насосов с водяным уплотнением
Манжет оборудования для перекачки воды выглядит, как плетеная шнуровка квадратного сечения. Асбестовая (хлопковая или лубяная) нить может иметь включения из медной или латунной проволоки. Сальники насосов с водяным уплотнением имеют сердечник, изготовленный из свинца. Размер ленты 5*0,5. Вместо нее может использоваться плетение из 4 свинцовых проволок.
Применяются сальники с водяным уплотнением, как правило, со стороны всасывания. Но не исключено их использование и с противоположного бока. Размер набивки напрямую связан с диаметром вала. Максимальное число колец уплотнителя – 5.
Как выбрать сальник
Подбор уплотнителей ведется по ряду характеристик. Без сомнений, наиболее важным остается вопрос надежности. Среди прочих, немаловажных критериев рассматривается стоимость. Дополнительные параметры, учитывающиеся при выборе устройств:
количество часов эксплуатации;
затраты, которые возникнут в случае ремонта.
Кроме того, подбор уплотнений для насосов осуществляется с учетом типоразмеров. К ним относятся внешний и внутренний диаметры, высота и толщина основы.
Что говорят потребители
Многие уже сталкивались с монтажом сальника для одноступенчатого насоса. Зачастую отмечается универсальность набивки. Использование уплотнителей не ограничивается высокоскоростными валами.

Отмечается, что уплотнение сальников насосов со смазкой на основе силикона проявляет большую термическую устойчивость.
Вариации с высоким содержанием углерода существенно уменьшают степень расширения при увеличении температуры перекачиваемой жидкости. А арамидные волокна со специальной пропиткой из PTFE позволяют сальнику работать в агрессивной среде на химическом производстве, ТЭЦ и в бумажной индустрии.
Уплотнения валов насосов
Данные уплотнения могут работать, если набивка постоянно находится в смоченном состоянии, для чего ее затягивают до такого состояния, чтобы при работе насоса через нее капала жидкость. Если затянуть набивку слишком сильно, то это может привести к перегреву сальникового узла и разрушению набивки. В связи с чем, такое уплотнение не может гарантировать полной герметичности.
Применяется одинарная сальниковая набивка и двойная.
Одинарная работает с жидкостями до +95°С, двойная до +140°С и более.
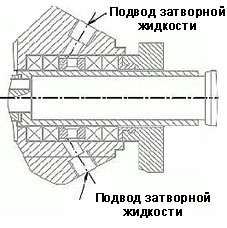
Особенностью эксплуатации двойного сальнака служит необходимость подвода затворной жидкости в камеру между уплотнениями. При этом давление затворной жидкости должно быть на 0,5 атм выше, чем давление в насосной части. На рисунке показано устройство двойного сальникового уплотнения.
– графитовые, на основе армированной фольги сечение от 3мм до 50мм
Такие сальниковые набивки обладают высокой упругостью, хорошей пластичностью при обжатии, имеют низкий коэффициент трения, высокую теплопроводность , исключают коррозионный и механический износ рабочей поверхности.
Применяются для использования в водяных насосах.
– из синтетических волокон сечение от3мм до 50мм
Набивки из синтетических волокон обладают высокой механической прочностью и стойкостью к абразивным средам. Они рекомендуются к применению в нефтеперерабатывающей, химической, целлюлозно-бумажной промышленности.

– фторопластовые (на основе экспандированного фторопласта) сечение от 3мм до 50мм
Фторопластовые набивки стойки к агрессивным средам, практически не имеют холодной текучести, при обжатии очень пластичны. Они рекомендуются к применению в фармацевтической, пищевой, целлюлозно-бумажной, химической промышленности.
Исключение составляют фторсодержащие жидкости.
-фторопластовые графитонаполненые (на основе экспандированного графитонаполненного фторопласта) сечение от 3мм до 50мм
Графитонаполненые сальниковые набивки обладают хорошей химической стойкостью во всех средах, высокой теплопроводностью, низким коэффициентом трения, высокой упругостью и пластичностью, практически не имеют холодной текучести.
Прочность этих набивок достигнута путём вплетения в угловую оплётку армидного волокна (кевлара)- это даёт возможность использовать данные набивки для надёжной герметизации оборудования служащего для перекачки сред содержащих абразивные частицы, песок, а также среды способные к крестализации. Они рекомендуются к применению в фармацевтической, пищевой, химической промышленности и энергетике.
– комбинированные (графит-фторопласт) сечение от 3мм до 50мм
Комбинированые набивки обладают высокой пластичностью, упругостью, имеют низкий коэффициент трения, наиболее долговечны в эксплуатации благодаря угловой оплётке, которая обеспечивает упрочнение набивки, исключая выдавливание материала зазоры сальника.
2. Манжетные уплотнения (II поколение уплотнений)
Эти уплотнения являются альтернативой сальниковой набивки и появились после изобретения резины.

Изготавливаются из резины различных марок:
– этилен-пропиленового каучука (EPDM) – для пищевой промышленности и щелочных жидкостей,
– нитриловой резины (NBR) – при перекачивании ГСМ,
– фторкаучуковой резины (Viton, FPM) при перекачивании кислотосодержащих жидкостей.
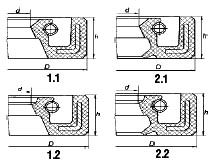
Манжеты могут изготавливаться в 4 исполнениях в соответствии с ГОСТ 8752-79.
Пример обозначения: 1.2-dxD, где 1.2 исполнение манжеты, d – диаметр вала, D – диаметр посадочного места в корпусе насоса.
Различаются:
– по типу манжеты (первая цифра): 1 – без пыльника, 2 с пыльником
– по исполнению манжеты (вторая цифра): 1 – с рабочей кромкой, полученной механической обработкой, 2 – с формованной рабочей кромкой.
Могут устанавливаться как по отдельности, так и последовательно по несколько штук.
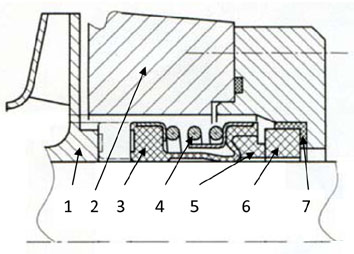
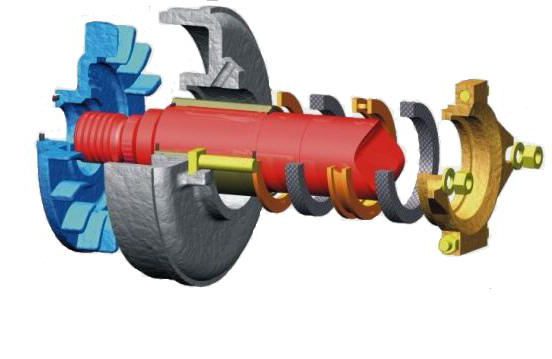
3. Торцевые уплотнения (III поколение уплотнений)
Такие уплотнения называют еще механическими. Торцевые уплотнения представляют собой сборочную единицу, состоящую из 2 основных частей: неподвижного элемента (кольцо 6 и уплотнительный элемент 7), который крепится в корпусе насоса и уплотняет место установки, и подвижного, который крепится на валу и герметизирует вал (состоит из резинового сильфона 2, кольца 5 и пружины 4). Между этими элементами находятся 2 кольца из композитных материалов или керамики (поз. 5, 6), которые имеют в месте контакта прецизионные поверхности, по которым и идет уплотнение между подвижным и неподвижным деталями.
На чертеже, для наглядности, показано рабочее колесо насоса (поз. 1) и корпус насоса (поз. 2).
Торцевые уплотнения имеют большой срок службы и практически не дают утечек (утечки составляют менее 0,1 см3/ч).
Различают 3 вида установки торцевых уплотнений:

– одинарное торцевое уплотнение.
Это самая распространенная схема. Применяется, если не требуется полной герметичности и достаточно рабочей температуры до +95…+140°С.
Утечки, хоть и небольшие, но все же существуют в любом уплотнении. Для воды и неагрессивных жидкостей это не принципиально, но если требуется перекачка ядовитых или химически активных жидкостей, то даже утечки менее 0,1 см3/час, могут привети к скапливанию в помещении паров этих жидкостей.
Для того, чтобы этого избежать, используют двойное торцевое уплотнение.
Применяется, когда подвод затворной жидкости к узлу уплотнения извне невозможен. Для работы возможно изготовление автономного бачка с жидкостью для охлаждения узла уплотнения.
Уплотнения этого типа могут работать до температуры +140°С.

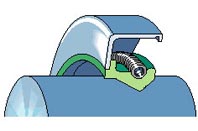
Существует много типов торцевых уплотнений. Приводим фото одного из них (серии Т2100). Принцип работы остальных схожий. Отличаются, в основном, материалами сильфона, эластомеров, материалами колец и монтажными размерами.
Сильфон может быть выполнен из металла или из резины различных марок.
Кольца могут быть изготовлены из керамики, карбида кремния, графита.
Срок службы правильно подобранного торцевого уплотнения может быть 5 и более лет. Уплотнения не требуют обслуживания.
Нормально сальники центробежных насосов имеют мягкую набивку, материалом для которой служит пенька, хлопок, бумажная пряжа, асбестовый шнур, пропитанные салом вместе с графитом. Сальник со стороны всасывания снабжается водяным затвором, состоящим из кольца, к которому подводится жидкость из напорной линии, чем закрывается доступ воздуха внутрь насоса. В кислотных насосах подобный затвор осуществляется специальной жидкостью. При нагнетании жидкости с повышенной температурой сальники обязательно имеют охлаждающие рубашки.
Перед тем, как мы расскажем, как самостоятельно поменять сальниковую набивку насоса, необходимо учесть, что они различаются способом изготовления, составом и пропиткой. В любом случае, основная их характеристика - это показатель устойчивости к температурным диапазонам.
Сальниковые набивки делятся на следующие виды, по типу пропитки:
- асбестовые плетёные, пропитка - графит; используются в центробежных насосах.
- асбестовые плетёные, пропитка - графит с проволокой; используются для механизмов, предназначенных к работе с жидким или агрессивным веществом.
- хлопчатобумажные, пропитка - графит; необходимы для насосов, эксплуатирующихся при высокой температуре, от 100С и выше.
Теперь, после краткой вводной, переходим к основной теме. Перед началом самостоятельной замены, необходим подготовительный этап:
- потребуются инструменты: нож, гаечный ключ, специальный крючок, штангенциркуль.
- снимаем кольцо гидрозатвора, извлекаем остатки старого сальникового уплотнителя.
- удаляем грязь с механизма
- проверяем целостность вала, втулки. Даже при малейшем дефекте, а тем более износе - заменяем на новые.
Далее, выбираем нужный размер набивки:
- нет универсальных размеров, всё подбирается под конкретный механизм.
- для точного определения размера, берём диаметр вала/втулки и коробки в области уплотнения. 1/2 разницы от наших замеров и будет искомым размером набивки.
- с одной из сторон материал нужно нарезать кольцами
- далее, плотно и без сильного натяжения, обёртываем обивку по оправке, камера сальника должна быть заполнена целиком. И ни в коем случае не следует производить намотку по спирали.
- ставим кольцо гидрозатвора.
- наполнили обивкой? Отлично, теперь вкладываем сальник и затягиваем крышку на болты.
Как проверить, правильно ли вам удалось самостоятельно поменять сальниковую набивку насоса?
- включаем насос - здесь важно отметить, что появятся подтекания. Беспокоиться не о чем! Дело в том, что протекание поначалу будет, так как в процессе работы, из-за тепла, набивка увеличится.
- как только протекания прекратились, необходимо ослабить винты сальника, для удаления лишней жидкости.
- далее, пусть насос поработает в течение часа. Далее, каждые 30 секунд необходимо прикручивать сальник на его место. Остановиться следует тогда, когда количество капель не будет превышать 3 за одну минуту.
Важный момент: для уменьшения трения, сальник не прикручивается сильно, чтобы избежать перегрева или затвердевания набивки, а также потере эластичности там, где сальник соприкасается с валом/втулкой. Это чревато выходом из строя последних.
Работа механизма после того, как набивка была заменена:
- периодически, 1-2 раза в день, проверяем протечки.
- Чтобы не было перегревов, фиксировать сальник в первое время необходимо не выше чем 40% от изначальной высоты набивочного материала.
Как вы уже поняли, замена и установка сальниковой набивки насоса - это совсем не сложно! Однако, вы всегда можете доверить данную работу профессионалам - наша компания Дриллмастер готова выполнить данные работы быстро, а главное, качественно!
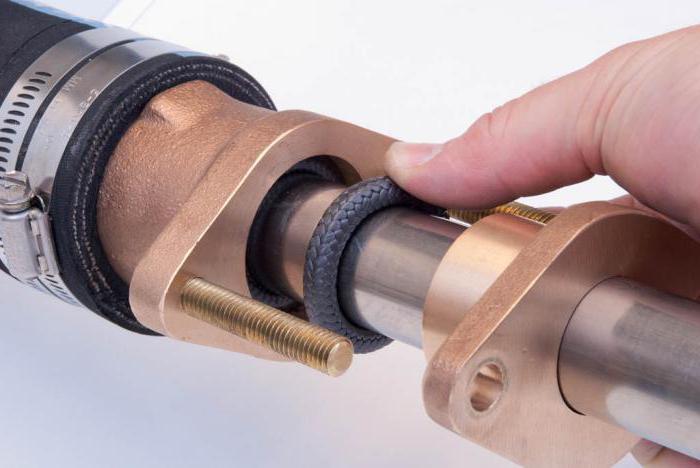
Инструкция по установке насосных плетеных сальниковых набивок
- Производители
- Автотехцентрам
- Покрытия труб
- Водное хозяйство
- Гидроизоляция
- Антикоррозийное покрытие
- Химзащита
- Инженерный ремонт
- Покрытие стен
- Вода
- Нефть и газ
- Энергетика, инж.сети
- Промышленность
- Строительство
Инструкция по установке насосных плетеных сальниковых набивок
1. Первоначально необходимо произвести полную очистку камеры и вала, удалив всю старую набивку, после чего внимательно обследовать вал с муфтой на наличие глубоких зарубок и следов износа. При обнаружении существенных изъянов, необходимо осуществить замену изношенных деталей или выполнить их обработку механическим способом. Величина сальникового зазора по отношению к сечению набивки не должна превышать 2-х процентов .
2. Затем сальниковая насосная камера заполняется кольцами набивки, подготовленными ранее. Разрез колец может быть перпендикулярным или диагональным. Набивочные кольца лучше всего нарезать на оправке, имеющей тот же самый диаметр, что и вал в области сальниковой камеры. Нарезка колец может производиться вне сальниковой камеры, на валу.
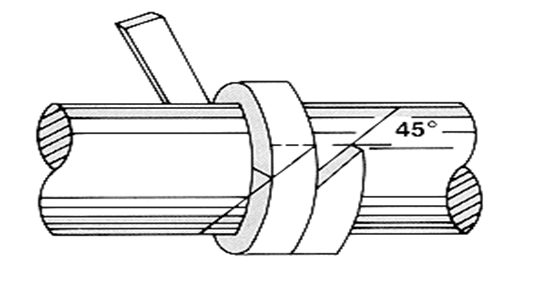
Разрез для плунжерных насосов
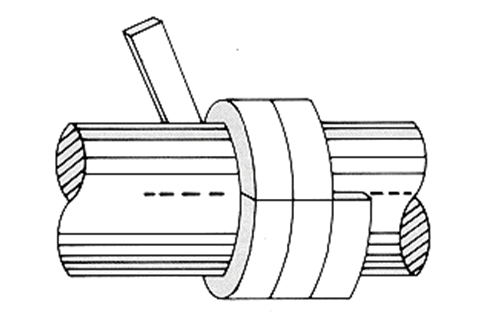
Разрез для центробежных насосов
Набивка плотно (но без чрезмерных усилий) наматывается на оправку. Кольцо разрезается и вставляется в сальниковую камеру. При этом необходимо обязательно удостовериться в том, что оно имеет плотное прилегание к стенкам сальниковой камеры и должным образом заполняет набивочное место.
Аналогичным образом могут быть разрезаны все дополнительные кольца. Первое кольцо можно использовать в качестве образца, с которым в процессе разрезания будут сравниваться остальные кольца.
При разрезании встык колец, расположенных на плоской поверхности, необходимо обязательно убедиться в том, что при измерении длины кольца учитывается не внутренний или внешний диаметр, а длина используемого в качестве образца кольца. Это позволит добиться максимально плотного соприкосновения концов колец.
Если оправка отсутствует, то расчет длины кольца сальниковой набивки производится с помощью следующей формулы:
Длина кольца набивки = (S + D) * K *π
где S – сечение сальниковой набивки
D – диаметр вала
К = 1,03 для D больше 100 мм
К =1,07 для D = 50-100 мм
К =1,1 для D меньше 50 мм
Кольца должны иметь правильный размер. В противном случае довольно значительно уменьшается срок службы набивки.
3. Кольца следует устанавливать максимально плотно. Точка, в которой осуществляется стыковка следующего кольца, должна располагаться относительно места стыковки предыдущего кольца со сдвигом на 90 градусов (как минимум). Все кольца должны быть очень плотно посажены на свои места. По окончании установки в сальниковую камеру всех предварительно подготовленных колец их следует слегка поджать с помощью грундбуксы, при этом стараясь не допускать ее перекоса. В процессе установки колец сальниковой набивки требуется учитывать направление вращения насосного вала и направление плетения набивки.

Установка с учетом направления вращения
4. Поджим набивки по месту с использованием усиленного надавливания ее грундбуксой следует избегать. Наличие чрезмерной течи в течение первых 60-ти минут работы позволит впоследствии добиться лучшей работоспособности набивки на протяжении всего периода ее эксплуатации (который, к тому же, станет более продолжительным). Сальник необходимо равномерно и аккуратно поджимать до тех пор, пока величина течи на один сантиметр диаметра насосного вала не достигнет уровня пяти-семи капель в минуту.
Внимание: Запуск насоса, на котором установлена новая сальниковая набивка, производится со значительным подтеканием. Останавливать течь полностью не рекомендуется ни в коем случае.
Как самостоятельно поменять сальниковую набивку насоса (подбор, демонтаж, установка)
Сальниковые набивки для насоса отличаются по способу изготовления, составу, виду пропитки.
Важным критерием является устойчивость к температурному диапазону.
Тип набивочного материала для сальников:
- асбестовые плетеные, пропитанные графитом с проволокой (для агрегатов, работающих с жидкими и агрессивными веществами);
- хлопчатобумажные, пропитанные графитом (для насосов, работающих при высоких температурах (от 100 °C).

Подготовка к замене сальниковой набивки насоса
Для выполнения работ потребуются инструменты: нож, гаечный ключ, специальный крючок, штангенциркуль.
- 1. После снятия кольца гидрозатвора следует извлечь остатки изношенного сальникового уплотнителя.
- 2. Удалить накопившуюся грязь с коробки, вала (или втулки).
- 3. Выполнить осмотр вала (или втулки). Если они повреждены или имеют большой износ – устанавливают новые детали.
Подбор необходимого размера набивки
- 1. Размер набивочного материала следует подбирать непосредственно к определенному агрегату.
- 2. Для определения количества набивки, измеряют диаметры вала (или втулки) и коробки в области уплотнения. Необходимым размером будет половина разницы от полученных замеров.
- 3. Материал нарезать с одной стороны кольцами.
- 4. Плотно, но без излишнего натяжения, обернуть набивку вокруг оправки, чтобы камера сальника была полностью заполнена. Следует проверить, что размеры оправки соответствуют валу. Нельзя производить намотку по спирали.
- 5. Установить кольцо гидрозатвора.
- 6. После наполнения набивкой следует вложить сальник, затянуть крышку болтами.
К сведению! При намотке нужно тщательно следить за плотным прилеганием колец. Высота набивочного комплекта должна быть меньше ширины сальника. Края каждого последующего кольца располагать по радиусу 180°C в отношению к предшествующему.
Проверка установки сальниковой набивки
- 1. После выполненных действий включают насос. После запуска установки появляются подтекания. Под действием тепла набивка увеличивается, протекание в первое время свидетельствует о прочности материала.
- 2. Когда течь прекращается, винты сальника немного ослабляют, чтобы удалить излишки жидкости.
- 3. После того, часовой работы насоса следует постепенно прикручивать сальник (каждые полминуты) на штатное место. Гайки завинчивают до тех пор, пока капать будет не более 3-х раз в минуту.
К сведению! Чтобы не было большого трения, сальник изначально сильно не прикручивают. Это может привести к перегреву, затвердеванию набивки и потере эластичности в зоне соприкосновения с валом. В дальнейшем, уменьшение эластичности повлечет повреждение вала (или втулки).
Эксплуатация агрегата после замены набивки
- 1. В первое время эксплуатации насоса после замены сальниковой набивки 1 раз в день проверяют протечки.
- 2. Во избежание перегревания, в этот период полное фиксирование сальника не должно быть выше 40% от первоначальной высоты набивочного материала.
Установить сальниковую набивку несложно, если придерживаться четких правил и инструкции по замене сальниковой набивки.
Вы здесь: Главная Насосные установки Сальниковое уплотнение насосов
Главное меню
Строительные работы
Сальниковое уплотнение насосов
Сальниковое уплотнение применяется для предотвращения подсоса атмосферного воздуха внутрь насоса через зазор между валом и корпусом или для предупреждения утечки жидкости через этот зазор. Сальник (рис. 37) состоит из грундбуксы 1, помещенной между корпусом сальника 2 и валом, сальниковой набивки 3, крышки сальника (нажимной буксы) 4 и двух шпилек с гайками. В таком исполнении сальниковое уплотнение размещается с напорной стороны насоса для предупреждения больших утечек жидкости.
Сальниковая набивка приготовляется из специального хлопчатобумажного шнура квадратного сечения, пропитанного техническим жиром с графитом.

Рис. 37. Сальник (в разрезе): 1 - грундбукса; 2 - корпус; 3 - набивка;
4 - крышка; 5 - кольцо; 6 - трубка.
Шнур нарезается отдельными кольцами и укладывается в пространство между корпусом сальника и валом стыками вразбежку. После укладки набивка зажимается крышкой сальника 4 при равномерном затягивании гаек на шпильках.
Вследствие значительного трения в сальнике выделяется много тепла, которое отводится жидкостью, просачивающейся через сальник. Поэтому небольшая утечка через сальник необходима. Натяжение крышки сальника должно быть таким, чтобы через сальник все же просачивались капли жидкости. Перетянутый сальник будет нагреваться. В этом случае нужно отпустить гайки на шпильках.
При длительной работе набивка сальника уплотняется и перестает плотно запирать пространство между валом и корпусом. Поэтому гайки сальника надо периодически подтягивать. Если повторная подтяжка не дает необходимого уплотнения, то набивку необходимо сменить. Набивка сальника сменяется через 200-500 часов работы в зависимости от степени загрязнения жидкости.
Сальники на всасывающей стороне насоса не должны допускать засасывания воздуха внутрь насоса. Поэтому в таких сальниках, кроме вышеперечисленных деталей, имеется еще гидравлический затвор. Он (рис. 37) состоит из кольца 5 двутаврового сечения, помещенного между кольцами набивки. К этому кольцу по трубке 6 из напорной камеры насоса подводится жидкость под давлением. Образующееся жидкостное кольцо в сальнике препятствует проникновению воздуха внутрь насоса. Жидкость из кольца 5 медленно, по каплям вытекает наружу и внутрь насоса; при этом происходит охлаждение сальника.
Читайте также: