
Как сделать ровный пропил в металле
Обновлено: 08.07.2024
Пользователи портала делятся опытом выбора и использования современного металлорежущего инструмента и оборудования.
- Для чего нужна циркулярная пила по металлу.
- Оправданна ли покупка дорогого дискового отрезного станка по металлу.
- Как разрезать листовой металл лобзиком.
Особенности работы циркулярной пилой по металлу



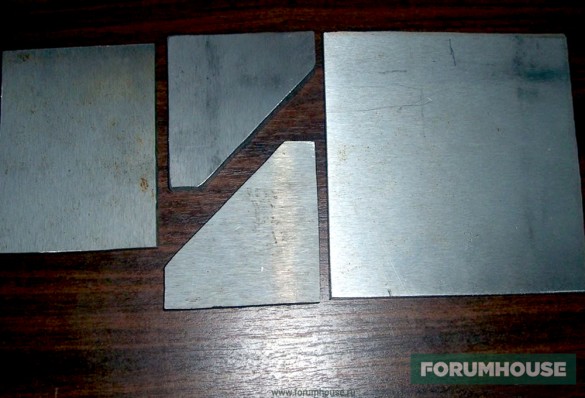
Я в итоге купил циркулярную пилу по металлу, а впечатления от работы с ней только положительные. Пилил листовой металл толщиной 5 мм, по два листа 4-ки и 3-ки размером 1х2 м. Нарезал много уголков и труб, фиксируя их в самодельной приспособе.



Пильного диска хватило на один строительный сезон (весна-лето), после чего он затупился и хоть и пилит, но работать стало сложнее.

Нюансы эксплуатации дискового отрезного станка по металлу
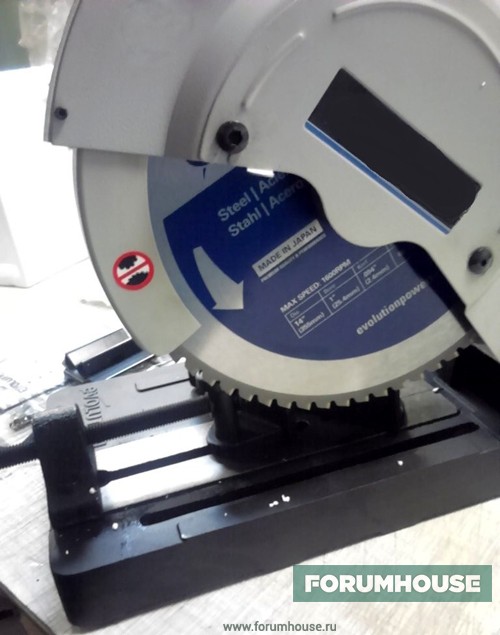
Иногда для работы с металлом требуется особенный инструмент. Например, с помощью которого можно делать точные чистые резы труб, двутавра, швеллера, уголка, строго под определённым углом, например, 45 или под 90 градусов. Именно такая задача стояла перед Mechanicus.
Мне нужно распилить профильную трубу (примерно 70 заготовок), сечением 10х5 см и толщиной стенки 3 мм точно под 45 градусов. Затем предполагается работа с профилем сечением 2х2 см и т.д. Сначала пробовал пилить трубу обычной отрезной машиной с абразивным диском диаметром 350 мм. Диск упирается в нижнюю стенку трубы и дальше стопорится. Поэтому решил купить дисковый отрезной станок по металлу родом из Англии, с максимальным диаметром пильного диска 355 мм.

Внешне такой станок похож на всем известную дисковую торцовочную пилу по дереву.

Т.е. заготовка зажимается в тисках, на станине, и далее производится рез дисковой маятниковой пилой. Заготовку из стали, алюминия и нержавейки можно пилить под точно выставленным углом, при этом рез не имеет заусенцев, а металл не перегревается. Также отсутствует абразивная пыль, что особенно важно при работе в закрытом помещении, например, в гараже или мастерской.
Я переставил неподвижную губку тисков на резьбу для самого широкого реза и попытался выставить 45 градусов. Оказалось, что в таком положении отпиливаемый край заготовки упирается в элемент станины. Пришлось подложить на неподвижную губку пластинку из ПВХ в 1 см. Также пришлось спилить часть кожуха пилы, чтобы при опускании он не упирался в неподвижную губку. Т.к. мне надо пилить длинные заготовки, возможен сдвиг угла, поэтому пришлось просверлить станину и губку и закрепить губку на дополнительный болт.

Настал черёд работы. По инструкции при работе с отрезной пилой не требуется использовать СОЖ (смазочно-охлаждающую жидкость). Количество оборотов диска в минуту 1450. Первую заготовку (профтрубу 100х50х3 мм) распилили под углом 45 градусов секунд за 30. Рез едва теплый, заусенцев нет, искр практически тоже.

По опыту пользователей портала использование вэдешки, например, при резке или сверлении отверстий в металле, заметно упрощает работу.
Работали мы с пилой аккуратно, сильно на неё не давили. Попытались отдать диск в переточку. Не берут. Говорят, нет оборудования под такой диаметр. Причём, при внешнем осмотре диск не имеет критического износа. Конечно, работать с профилем меньшего сечения можно, но мне-то нужно пилить большую трубу!
В результате поисков точильщика Mechanicus нашёл мастера, который чуть подправил диск (всего 3-4 зуба), хотя, по его мнению, диск вполне острый. Пользователь продолжил работу, используя самодельную СОЖ такого состава: водка + жидкое мыло + WD-40. Смесь подаётся в область реза шприцом с длинной иглой. Подавая СОЖ непрерывно, удалось с трудом допилить не распиленную в прошлый раз трубу. Новую заготовку распилить не получилось.



Неродным диском на 90 зубьев (от другого производителя) удалось сделать только 3 реза и диск перестал пилить, после чего его тоже отправили на заточку.
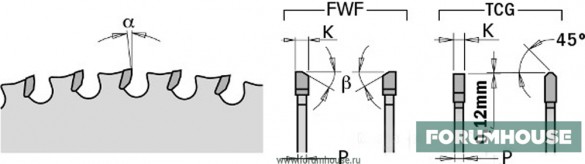
После переточки неродной диск заработал. Распилил им 15 больших труб, а мелкие продолжаю пилить. Родной диск мне испортили — неправильно заточили — переточили с типа заточки TCG на заточку FWF. Удалось им распилить только 2 трубы, и он вышел из строя, но к чести компании отмечу, что т.к. это произошло по их вине, они мне вернули деньги за диск, а это 13 тыс. руб.
Использование лобзика для резки металла
Электрический лобзик чаще всего используют для резки плитных материалов ОСП, фанеры и для фигурного вырезания по дереву. И, хотя в технических характеристиках написано, что инструментом можно резать металл, у начинающих мастеров возникают вопросы: какой металл можно резать лобзиком, какой толщины, на какой скорости и подаче хода маятника и какую использовать для этого пилку?


Itpb также пилил лобзиком профтрубу 3х3 см. На распиливание заготовки уходит около 1 минуты. Обороты ставятся поменьше, ход маятника не использовался или ставился на первый шаг. В место реза подавалось масло, т.к. без масла пилка быстро выходит из строя.

Я резал лобзиком лист металла толщиной 4 мм. Пилку и обратную сторону реза смазывал салом, все получилось.


musicman3 делится опытом разрезания металла толщиной 0.5 см и длиной 1300 мм. Скорость он ставил на цифру 5 из доступных 6. Маятник на 1. Резал без использования воды и масла. С учётом перерывов на работу ушло примерно полчаса, и израсходована одна пилка. По словам musicman3, пилить лобзиком проще и безопаснее, чем УШМ, а рез получается качественнее.
На портале есть раздел, где пользователи делятся опытом металлообработки и секретами выбора металлорежущего инструмента. Также полезен материал об особенностях ручной дуговой сварки инвертором.
Ручной электролобзик больше предназначен для фигурных резов: для вырезания квадратов, треугольников, кругов и т.д.
Поэтому когда необходимо отрезать заготовку строго по прямой — не всегда это удается с первого раза.
Однако есть простой способ, как сделать идеально ровный пропил электролобзиком. Даже если вы не являетесь профессиональным мастером.
Для этого нужно будет изготовить простое приспособление (оснастку). Идеей поделился автор YouTube канала Enredando No Garaxe.
- плексиглас;
- деревянный брусок;
- фанера;
- подшипники.
Обратите внимание: самодельное приспособление предназначено для распила заготовок определенной толщины.
Основные этапы работ
Первым делом отрезаем кусок плексигласа требуемого размера.
Устанавливаем на него электролобзик и по краям приклеиваем брусочки плексигласа (боковые ограничители).
После этого с помощью лобзика делаем пропил в заготовке. Снова устанавливаем лобзик на свое место и приклеиваем еще один кусочек плексигласа спереди.
На следующем этапе отпиливаем кусок деревянного бруска и заготовку из фанеры. В кубике вырезаем паз. Вклеиваем в него полоску из фанеры.
Сборка приспособления
В опорной площадке из плексигласа высверливаем четыре отверстия и вставляем в них крепежные винты.
Затем устанавливаем электролобзик и фиксируем его по краям с помощью металлических шайб и барашковых гаек.
В завершении останется только прикрутить на саморезы деталь из бруска и фанеры. К планке крепим подшипники, которые не позволят пилке отклоняться в сторону.
Самоделка готова! Теперь можно испытать оснастку для электролобзика в работе. Закрепляем доску на столе и делаем прямолинейный пропил.
Первый тест показал, что со своей задачей приспособа справилась на отлично! Рез получился идеально ровным.

Металл бывает разный. Например, медь намного пластичнее стали, а чугун хоть и прочен, но отличается хрупкостью. Поэтому сверление металла в каждом случае требует индивидуального подхода. Рассмотрим, как правильно проделать отверстия в стальных деталях, в том числе и большого диаметра. А также, как дрелью расширить уже сделанный проход.
Необходимые для работы инструменты
В промышленных масштабах для сверления металлических деталей применяют специальные станки. В быту используют дрель, как ручную, так и электрическую. Причем первая безвозвратно уходит в прошлое, поскольку подобный инструмент уже и неудобен, и непродуктивен.
Многие домашние мастерские оборудуются компактными станками для сверления. Отличаются они от промышленных образцов не только размерами, но и производительностью. А самым практичным вариантом для дома выступает специальное приспособление, в котором закрепляется электрическая дрель.
Раньше такую стойку можно было увидеть только у народных умельцев. Теперь она продается в любом строительном магазине. Удобство приспособления в том, что оно имеет тиски. Деталь закрепляется неподвижно, а режущий инструмент, зажатый в патроне дрели, подается к ней строго вертикально.
Делают отверстия в металле с помощью специальных буров. И чаще всего их называют сверлами. Они имеют режущую часть, хвостовик и рабочую поверхность, которая отводит стружку из отверстия. Режущий инструмент отличается друг от друга прежде всего диаметром, длиной и формой.
Виды сверл для металла:
- Спиральные, как правило, имеют цилиндрическую форму. Их диаметр может доходить до 80 мм, а режущая кромка затачивается под углом 118 градусов.
- Конические выполняют в виде конуса со ступенчатой поверхностью. Кроме высверливания отверстий, они хороши в исправлении уже проделанных проходов с дефектами.
- Коронки часто называют кольцевыми фрезами. Полое зубчатое сверло способно сделать аккуратное отверстие в самом тонком металле. Полость в коронке также помогает при глубоких сверлениях, пропуская через себя стружку.
- Перовые имеют сменные рабочие пластины. С помощью них можно получить идеальное отверстие, проникнув на большую глубину. Причем в металлах любой прочности.
Хорошие сверла делают либо из кобальта, либо высокопрочных сплавов. Обычно для основы подбирают инструментальную сталь, а режущую кромку или легируют кобальтом, или закрепляют на ней пластины из карбидного сплава. Кобальтовые сверла не боятся высоких температур и могут сверлить металл с самой большой вязкостью. Твердосплавный инструмент способен самозатачиваться при работе.
Режим сверления
Чтобы правильно сверлить металл, необходимо подобрать нужную скорость вращения сверла. Также важную роль играет усилие, прилагаемое к буру. Оно направляется по его оси и обеспечивает заглубление режущего инструмента при каждом его обороте. Правильно подобранный режим легко определяется по стружке. Если усилия и скорость не превышены, то она длинная и красивая.
Существуют простые правила грамотного подбора режима сверления. Чем тверже металл, который нужно обработать, тем меньшее число оборотов должно быть у дрели. Этот принцип также работает при подборе диаметра сверла. Чем толще бур, тем меньше скорость резания.
Зависимость скорости вращения бура от его диаметра:
- 5 мм – от 1200 до 1500 об/мин;
- 10 мм – 700 об/мин;
- 15 мм – не больше 400 об/мин.
Также нужно следить за прилагаемыми усилиями к сверлу. Чем глубже погружение в металл, тем меньше необходимо нажимать на инструмент. В идеале давление на сверло должно плавно уменьшаться в процессе сверления.

Как проделать нужное отверстие
Детали небольших габаритов и маленькой массы необходимо зажимать в тиски. Если предварительно накернить будущий центр отверстия по нанесенной разметке, то эта выемка позволит уверенно стартовать при работе. Установленное в нее сверло уже не сместиться в сторону.
Сквозное отверстие
На выходе из заготовки сверло способно не только повредить поверхность верстака, но и само сломаться от удара. Чтобы избежать подобного, нужно проделать следующее. Либо расположить деталь над сквозным отверстием в верстаке, либо подложить под нее деревянную прокладку.
Также резкий выход из детали создает на ее обратной стороне гарт (заусенец). Чтобы этого не произошло, необходимо снизить обороты дрели на завершающем этапе до самых минимальных. Подобный прием поможет, если нужно сделать сквозное отверстие в металле, когда деталь невозможно демонтировать и зажать в тиски. То есть, сверление происходит на месте ее пребывания.
Глухое отверстие
Чтобы сверло не прошло насквозь через деталь, а остановилось на нужной глубине, используют два способа. На буре закрепляют специальный упор, располагая его на заданном расстоянии от режущей кромки. Приспособление обычно имеет вид втулки.
Либо дрель в районе патрона имеет подвижный штырь. Его зажимают винтом так, чтобы его конец создавал упор в обрабатываемую деталь. Не позволяя сверлу проникнуть в глубь больше, чем на отмеренное расстояние.
Если для сверления глухого отверстия в металле используется станок, то обычно он имеет линейку. Зная нужную глубину, оператор в нужный момент останавливает механизм. Существуют станки, у которых подобная операция полностью автоматизирована. А самым серьезным неудобством при подобной работе является то, что периодически необходимо удалять стружку из отверстия.

Сложные отверстия
Чтобы выполнить половинчатое отверстие, расположенное на краю заготовки, потребуется прокладка. Причем она должна быть из такого же материала, что и обрабатываемая деталь. Заготовку и прокладку соединяют гранями и зажимают в тисках. Расположив центр сверла в нужном месте точно между ними, проделывают сквозное отверстие.
Для того, чтобы просверлить в цилиндрической детали отверстие по касательной, нужно сначала выполнить фрезеровку площадки. А уже затем проводить сверление. Такую подготовку нужно выполнять во всех случаях, когда нужно сделать отверстие под углом.
Чтобы получить проход с уступами, легче всего сначала просверлить деталь насквозь самым маленьким сверлом. Затем на заданную глубину отверстие расширяют бурами других диаметров. От меньшего к большему. В полую деталь перед сверлением забивают деревянную пробку.
Отверстие большого диаметра
Рассмотрим, как просверлить большое отверстие в металле. Для начала нужно подобрать правильное сверло. Для прохода диаметром максимум до 40 мм хорошо подойдет конусный бур со ступенчатой поверхностью. Для отверстия диаметром до 100 мм потребуется либо полая биметаллическая коронка, либо кольцевая фреза с твердосплавными зубьями и центровочным сверлом.
Для такой операции понадобится мощный инструмент, способный работать на самых низких оборотах. А чем толще обрабатываемый металл, тем сложнее его будет просверлить дрелью. Эксперты рекомендуют при толщине заготовки превышающей 12 мм сразу искать возможность выполнить работу на станке.
Видео описание
Видео покажет, как просверлить отверстие большого диаметра в металле:

Глубокое отверстие
Теоретически таким считается отверстие, длина которого превышает его диаметр в 5 раз. Но на практике глубоким называют проход, из которого периодически требуется удалять стружку. А для сохранения целостности сверла приходится охлаждать и смазывать поверхность.
В качестве смазочно-охлаждающих жидкостей (СОЖ) используются:
- индустриальные масла;
- синтетические эмульсии;
- технический вазелин;
- хозяйственное мыло;
- касторовое масло пополам с керосином;
- скипидар, разведенный спиртом.
Выполняя работу спиральным сверлом, необходимо периодически подавать в его каналы СОЖ. Придется часто вытаскивать сверло из отверстия для его очистки от стружки. Причем лучше не останавливать вращение, иначе бур может заклинить.
Операция проводится поэтапно. Сначала применяется спиральное сверло небольшого диаметра. Затем проводятся заглубления бурами большей толщины.
Безопасность и советы
Прежде, чем просверлить отверстие в металле, необходимо обеспечить меры безопасности. В первую очередь нужно обратить внимание на рабочую одежду. Она не должна содержать элементов, которые могут попасть под вращающиеся части инструмента.
При работе стружка способна разлетаться в разные стороны. Необходимо обезопасить от нее глаза, надев защитные очки. Перед самим сверлением проверяют, насколько надежно деталь закреплена в тисках или как плотно она прилегает к поверхности верстака.
Сверло, приближаясь к поверхности металла, уже должно вращаться. Это позволяет избежать преждевременного затупления. Также нельзя останавливать дрель при удалении бура из отверстия. Нужно просто сбросить обороты. Иначе инструмент либо заклинит, либо он сломается.
Когда режущая кромка с большим трудом углубляется в металл несмотря на прилагаемые усилия, это говорит о том, что твердость обрабатываемой поверхности значительно больше, чем у инструмента. Необходимо взять сверло с наконечником из карбидного сплава. А дрель выставить на самые малые обороты.
Видео описание
Наглядно о том, как правильно сверлить металл дрелью, показано в этом видео:

Коротко о главном
При сверлении металла необходимо уметь грамотно подобрать рабочий инструмент. Потребуется мощная дрель, способная выполнять операции на низких оборотах. Также нужно запастись либо кобальтовыми сверлами, либо бурами с насадками из карбидных сплавов.
Для выполнения отверстий большого диаметра нужно иметь конусный ступенчатый бур или коронку с твердосплавными зубьями. А если обрабатываемый металл очень толстый, то лучше дрель заменить стационарным станком.
Слесари и мастера иного профиля часто сталкиваются с необходимостью вырезать круг в металле. Это можно сделать различными способами. О них мы и расскажем в этой статье.
К примеру, вырезать в листе металла круг можно при помощи:
- болгарки;
- лобзика;
- сварочного аппарата;
- газового резака.
Далее мы расскажем об операциях и рассмотрим особенности резки тонкого и толстого листового металла. Начнем с особенностей разметки.
Разметка металла
Перед тем, как вырезать круг в металле, нужно нанести разметку. Для этого вам понадобятся киянка, кернер, циркуль и маркер.
- Поместите заготовку на ровную поверхность.
- Обозначьте центр отверстия при помощи кернера и киянки.
- Начертите циркулем на металле круг нужного диаметра.
- Обведите контур маркером.
Получилась четкая разметка.

Фотография №1: разметка металла
Обратите внимание! Линия реза должна быть на внешней стороне круга. Это нужно для того, чтобы получить деталь необходимого диаметра.
Инструменты для вырезания кругов из тонкого и толстого металлов
Инструменты для вырезания кругов из тонкого листового металла:
Для работы с толстыми заготовками лучше всего подойдут следующие приспособления:

Фотография №2: вырезание круга в тонком металле болгаркой
Как лобзиком вырезать круг в металле
Лобзиком можно вырезать круг в листе металла малой или средней толщины. Процесс выглядит так.
- С учетом толщины металла подберите подходящее полотно для лобзика.
- Оснастите электроинструмент приспособлением.
- Перед тем, как вырезать в листе металла круг, разметьте заготовку.
- Просверлите электродрелью отверстие, с которого начнется вырезание круга.
- Включите электролобзик и приступайте к работе. Вырезайте круг в металле строго по контуру.
Важно! Учтите следующие особенности использования лобзиков для вырезания кругов в металле.
- Чем меньше зубья на полотнах, тем лучше. Линия разреза будет более точной.
- Вырезание кругов в листах металла лобзиком проводится в возвратно-поступательном режиме.
- Тщательно контролируйте угол наклона полотна во избежание ошибок и неточностей.
- При вырезании круга в металле вероятность поломки полотна значительно увеличивается. На всякий случай купите несколько режущих приспособлений.

Фотография №3: вырезание круга в металле лобзиком
Еще один момент! Не забывайте о необходимости использования смазывающе-охлаждающей жидкости.
Основные этапы работ
Первым делом необходимо сделать крепление для болгарки. Для этого автор отрезает две металлических пластины, сверлит в них отверстия и с помощью болтов крепит к корпусу редуктора.

После этого надо будет отрезать еще одну пластину и приварить ее к первым двум пластинам.

Далее к получившемуся креплению автор приваривает стальную полосу, конец которой фиксирует к корпусу болгарки с помощью хомута.

К креплению УШМ (по центру верхней пластины) необходимо будет приварить болт.

На следующем этапе автор отрезает кусок круглой трубки. На трубку нужно надеть втулку (из трубы большего диаметра) с фиксирующим болтом, а к торцам приварить гайки. К втулке автор приваривает два куска трубки.

Далее необходимо изготовить еще одну втулку с фиксатором. Ее надо приварить к круглому магниту (можно снять со старого динамика).

Потом можно приступать к сборке приспособления. Для удобства автор вкручивает ручку от УШМ в трубку. Устанавливаем стойку на лист металла, выставляем нужный размер и можно вырезать круг.

Как болгаркой вырезать круг в металле
Вот пошаговая инструкция.
- Перед тем, как болгаркой вырезать круг в металле, разметьте заготовку.
- Сделайте по периметру намеченного круга многочисленные надрезы.
- Аккуратно разрежьте деталь по контуру.
- Обработайте круг и отверстие для получения идеальных поверхностей.
Чтобы вырезать ровный круг из металла болгаркой, примите во внимание следующие рекомендации мастеров.
- При наличии используйте алмазные круги по металлу или диски с твердосплавными зубьями.
- Чтобы из листового металла вырезать как можно более ровный круг болгаркой, работайте на низких оборотах.
- Обрабатывайте места срезов антикоррозионными составами.

Фотография №4: вырезание круга в металле болгаркой
Работа с особыми насадками
Итак, чем еще можно сделать круглое отверстие? Кроме стандартных стеклянных и кафельных поверхностей ест и другие, альтернативные насадки на дрель. Коронки, на которых есть алмазное напыление, можно использовать, если вам требуется сделать вырез под розетку, для отвода смесителя в ванной комнате и в других местах. Просверливание выполняют за счет того, что вращается коронка, которая наставлена на направляющее сверло. Аккуратность создания проема будет во многом определена свойствами напыления алмазного типа и размером зерен. Минусом способа будет то, что стоимость коронки достаточно большая.
С использованием коронки отверстие делают таким образом:
- На керамике наклеивают немного малярного скотча.
- Выполняется прорисовка контуров резки.
- Приложите инструмент с коронкой, а после начните плавно внедрять его глубже и глубже.
- Чтобы не было перегрева, коронку следует периодически смачивать.
Как сварочным аппаратом вырезать круг в металле
Технология выглядит так.
- Перед тем, как вырезать в листе металла круг сварочным аппаратом, сделайте разметку.
- Установите силу тока на максимум.
- Подставьте дугу к контуру и удерживайте ее до получения отверстия.
- Ведите дугу по разметке до вырезания целого круга в металле.
Обратите внимание! Сварочным аппаратом с максимальной силой тока в 150 ампер можно разрезать листовой металл толщиной до 4 мм. Для работы с толстыми заготовками потребуется электроинструмент с увеличенной мощностью.
Для вырезания кругов в металле сварочными аппаратами используют тонкие электроды. Это снижает временные затраты. Однако тонкие электроды приходится часто менять. Это обуславливает необходимость прогревания металла после установки новых расходников.

Фотография №5: мощный бытовой сварочный аппарат (максимальная сила тока — 400 А)
Вырезание круга в толстом металле
Вырезание круга болгаркой
Для того, чтобы наметить точные контуры фигуры, которая будет вырезаться из металла, следует воспользоваться линейкой, разметочным циркулем и маркером.
Сначала, с помощью линейки, устанавливается необходимая ширина разъема циркуля, чтобы он соответствовал необходимому диаметру круга.
Затем на металлической плоскости определяется центральная точка круга.
От нее с помощью циркуля намечаются контуры.
Чтобы во время роботы они были четко видны, их следует нарисовать маркером.
Применение газового резака
Круг в металле средней толщины можно врезать с помощью газового резака. Работа проходит в несколько этапов:
- Намечается контур круга.
- Зажигается горелка инструмента.
- Регулируется факел горения.
- Аккуратно и медленно факелом проводится по нарисованному чертежу.
Таким методом можно вырезать отверстие в металле, которые имеет ширину около четырех или пяти миллиметров.
Применение сварочного аппарата
Если в домашнем арсенале нет газового резака, можно воспользоваться сварочным аппаратом.
Его нужно отрегулировать на самый высокий уровень тока.
Затем горящая дуга подставляется к контуру и удерживается на нем до тех пор, пока не образуется отверстие.
Потом нужно просто медленно вести ее по чертежу, пока не получится ровный круг.
Но самое главное – правильно отрегулировать мощность инструмента.
Например, если применяется металл толщиной около четырех миллиметров, необходимо устройство, работающее на мощности около 150 ампер. Если же металл толще – больше будет и мощность инструмента.
Чтобы ускорить процесс работы, лучше использовать тонкие электроды. Однако они быстро сгорают и нуждаются в замене. Из-за этого будет потребность в частом разогревании металла, поскольку во время замены электрода он успеет остыть.
О том, как вырезать ровный круг из металла резаком, представлено на видео:
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
Содержание
Как вырезать круг в металле
Как газовым резаком вырезать круг в металле
Газовый резак — лучший инструмент для вырезания кругов в металле. При помощи этого инструмента можно работать как с тонкими, так и с толстыми заготовками. Этот метод резания отличается максимальными производительностью и точностью. Опишем технологию.
- Перед тем, как вырезать ровный круг из металла при помощи газового резака, разметьте заготовку.
- Зажгите горелку.
- Отрегулируйте пламя.
- Медленно и аккуратно вырежьте круг в металле по намеченному контуру.

Фотография №6: резка металла газовым резаком
Как ровно вырезать круг из металла болгаркой
Чтобы вырезать ровный круг из листового металла с помощью болгарки, мастер рекомендует использовать простое самодельное приспособление, которое легко изготовить из профильной трубы и металлической пластины.
Первым делом отрезаем кусок квадратной профильной трубы подходящей длины. Сверлим в заготовке два отверстия.
В просверленные отверстия вставляем болты. На одном конце профильной трубы крепим металлическую пластину с пазом. Фиксируем ее гайкой.
Если вам нужен простой шлифовальный станок, который можно быстро убрать со стола, то обратите внимание на разборной шлифстанок, который легко сделать из электродрели.
Безопасная работа с болгаркой
Именно болгарку чаще всего используют для вырезания кругов в металле в домашних условиях, т. к. этот инструмент получил максимально широкое распространение. Расскажем о важных особенностях правильной обработки заготовок.
Подготовка к работе
Включает в себя следующие этапы.
- Наденьте защиту. Вам потребуются:
- одежда из плотной ткани;
- защитные перчатки (хлопчатобумажные аксессуары использовать не рекомендуется; они не обеспечивают надежную защиту и легко воспламеняются, торчащие нитки могут намотаться на вращающиеся механизмы);
- защитный щиток или специальные очки;
- респиратор (по желанию).

Фотография №7: Защитные одежда и аксессуары для резки металла болгаркой
- Уберите все горючие материалы и предметы, на которые могут попасть искры.
- Надежно закрепите заготовку, к примеру, в тисках или при помощи струбцины. Держать деталь в руках или прижимать ногой запрещается.
- Если закрепляете новый диск, предварительно прокрутите его вхолостую на максимальных оборотах. Так вы убедитесь в отсутствии брака.
- Перед тем, как болгаркой вырезать круг в металле, установит защитный кожух и отрегулируйте его.
Безопасная и правильная резка металла болгаркой
Соблюдайте следующие правила.
- Во время работы располагайтесь так, чтобы лицо и большая часть тела (по возможности) не находились в плоскости вращения диска.
- Держите инструмент максимально крепко.
- Избегайте резких движений. Режьте металл плавно.
- Замена дисков выполняется на полностью остановившихся инструментах.
- Перед обслуживанием отключайте оборудование от сети.
- Делайте перерывы (20–30 мин) через каждые 6–7 мин непрерывной работы. Это продлит срок службы оборудования и расходников.
- Используйте смазывающе-охлаждающие жидкости. Чтобы вырезать ровный круг из металла болгаркой, отлично подойдет простая вода. Если режете алюминий, используйте керосин.
- Не давите на болгарку. Это приводит к перегреву инструмента и поломке дисков.
Завершение работы
- Дождитесь полной остановки вращающегося механизма.
- Положите инструмент диском вверх.
- Отключите болгарку от сети.
- Убедитесь в отсутствии запаха гари.
- Снимите диск (при необходимости).
- Положите инструмент на хранение.

Фотография №8: Отличный способ хранить болгарку
Лазерная резка отверстий в металле
В данном разделе мы не собираемся рассказывать о достоинствах резки лазером, к примеру, таких, как минимум отходов материала или высокая скорость работы. Дадим только важные сведения, касающиеся резки отверстий и окон в металле.
- Работа выполняется точно по проекту.
В отличие от сверла, луч лазера при резке не может повести, он направляется только в указанную сторону, по прямой. По сравнению с плазменной дугой, луч не мечется из стороны в сторону. Процессом управляет робот (ЧПУ – числовое программное управление), который не может отвлечься или расслабиться, совершив ошибку, как человек.

Благодаря ЧПУ детали полностью соответствуют проекту, размер отверстий будет одинаковым. При правильно написанной программе все изготовленные детали соответствуют первоначальному проекту.
- Очертания практически любой сложности.
Рассмотрим пример. В настоящее время наиболее быстрым и дешевым способом является координатная пробивка, позволяющая делать окна, имеющие обычные очертания. Края могут быть не совсем ровными, части изделия иногда повреждены, но стоимость такого производства значительно ниже лазерной резки. Однако речь ведь идет об окнах со стандартными очертаниями.
Координатный станок имеет пробивной элемент, чья форма определена заранее. Как формочки для игры в песочнице. При наличии квадратной формы невозможно сделать круглый куличик. Нужно сначала заказать круглую формочку. В принципе, это возможно. Однако что делать, если необходим кулич в виде логотипа фирмы… Можно заказать форму для изготовления логотипа, правда, производство уже не будет ни дешевым, ни быстрым.
Лазерный же станок в состоянии выкроить фигуру как стандартной, так и самой сложной конфигурации. Оператор задает программу, в ходе выполнения которой луч двигается в нужном направлении. При этом не имеет значения замысловатость вычерчиваемой формы.
- Минимальный диаметр отверстий более 1 мм.
Еще одним важным моментом является точность выполнения резки. При работе плазменным аппаратом, делающим резку также по координатам, происходит скругление углов. Проблема заключается в толщине сечения плазменной дуги, которая больше, чем луч лазера. Плазменной дугой можно выполнять резку сложных очертаний, но по факту они могут не совсем соответствовать запланированным.
То же самое относится и к минимальному размеру отверстий. Диаметр круга, вырезанного лазерным лучом, равен толщине материала и не может быть менее 1 мм. Диаметр отверстия, вырезанного плазменной дугой, равняется толщине материала, умноженной на 1,5, но не менее 4 мм.
- Края отверстия высокого качества.
Лазерная резка отверстий в металле делает края материала, наиболее близкие к идеальным. При плазменной резке края получаются недостаточно вертикальными, а при пробивке они слегка загибаются.
Несмотря на приближенность к идеальным, края металла все же не совсем соответствуют ему. При лазерной резке сравнительно толстых металлических листов, отверстия также имеют небольшую конусность, то есть входной диаметр немного меньше выходного. Но только на толстых. Лазерной резке же в основном подвергаются листы материала толщиной 1, 2, 4 мм, а на них конусность различить достаточно сложно.

- Какой металл подходит для резки отверстий.
Вид металла влияет на максимально возможную толщину листа, в которой можно произвести резку отверстия:
Читайте также: