
Как сделать резьбу без метчика
Добавил пользователь Алексей Ф. Обновлено: 04.10.2024
есть у меня мечик М12 для машинно-ручной нарезки резьбы, если зажимаю его в дрель, то мои маломощные дрели не выдерживает такой нагрузки, да и нужно все время переключать направление вращения, чтобы не клинило. Т.е резьбу такого диаметра в домашних условиях придется нарезать вручную, но воротка к мечику у меня нет. Есть у меня трещотка для откручивания болтов, гаек, но там диаметры 1/2; 3/8 и 1.4 дюйма. А на мечике квадрат 7 мм.
Существуют ли какие переходники, чтобы можно было с мечиком использовать, или придется только Российский вороток для мечиков искать?
В самом крайнем случае можно сделать из соединительной гайки, просверлив одну её грань под хвостовик метчика и двух болтов, которые зажмут метчик и одновременно служат ручками.
Чтобы нарезать резьбу, плашку или клупп надежно закрепляют в держателе с рукояткой. Чтобы резцам инструмента было легче сделать первые насечки, с края заготовки снимают фаску. Плашка центрируется на детали и, с помощью рукоятки плавно наворачивается на нее. Все рабочие поверхности должны быть смазаны.
Проведение ремонтных мероприятий или замену коммуникаций невозможно выполнить без врезки в трубопровод. Раньше для этой задачи применяли сварку, но это достаточно трудоемкая работа, причем чтобы использовать сварочное оборудование на трубопроводе необходимо иметь достаточно высокую квалификацию.
Сварку можно было применять для трубопроката из металла, но, что делать, когда нужно соединить две трубы из разных материалов? Тут на помощь придет метод состыковки посредством нарезки резьбы на трубах и дальнейшем их соединении. Что она собою представляет и как выполняется, какой инструмент можно использовать, будет детально рассмотрено в изложенном далее материале.
Виды резьбовых соединений

Прежде всего, следует отметить, что особых навыков для выполнения данных действий иметь не нужно. Но уметь отличать вид резьбы на трубе нужно. Например, важно различать дюймовую и метрическую накатку, левую и правую. Вообще видов существует большое количество, но чаще всего применяется именно эти — дюймовая и метрическая.
Отличительные характеристики дюймового и метрического вида выглядят следующим образом.
Дюймовый тип резьбы на трубах:
- Все элементы измеряются дюймами.
- Наличие профиля в форме равнобедренного треугольника с углом в 55 градусов на верхнем углу.
- Присутствующий большой шаг. Следовательно, такой профиль крупнее и такой тип нарезки отличается более высокой прочностью.
- Все элементы измеряют в миллиметрах.
- Профиль отличается формой равностороннего треугольника.
- Более мелкий шаг.
Нарезание на трубопрокате для водопровода выполняют в дюймовых единицах, а для крепежных элементов используют измерение в мм.
Ниже рассмотрим каких видов бывает резьба.
- Правой. Это если гайка закручивается на болт по ходу часовой стрелки.
- Левой. Гайку в этом случае закручивают в обратном направлении.
Высококачественного нарезания на трубе можно достичь только при условии, что безошибочно выбран объем сверла или стержня для изготовления отверстия.
Совет. Специалисты рекомендуют подбирать стержень с объемом на 0,003 см меньше, чем габариты наружного объема резьбы.
Каждая резьба на трубах характеризуется индивидуальными параметрами, которые регламентируются ГОСТом 621181.
Так, например коническая резьба по требованиям ГОСТа отличается выступом витков. Также данными нормативными документами определяется и канавка при нарезании. И по ГОСТу 621181 определяют профиль нарезания.
Требуемое оборудование

Инструмент для нарезки применяют только специальный. Этот инструмент носит название трубный набор для нарезки.
Данный набор для труб, как правило, состоит из:
- пары плашек или клуппов, используемых для обработки трубопрокатных материалов разного диаметра;
- держатель, имеющий трещотку (хотя он может быть и без нее). В него вставляют клупп или плашку.
Такой набор может комплектоваться и некоторыми дополнительными инструментами. Это могут быть клещи, струбцина и тому подобное.
Дальше обо всех этих инструментах мы поговорим более детально.
Инструменты для ручной обработки — метчик

Нарезка резьбы метчиком на трубе используется для создания резьбы внутри изделий. Этот ряд оборудования составляют инструменты в форме винта. Метчиком на трубе прорезают стружечные канавки. Данный инструмент оснастили хвостовиком, который крепят к станку или воротку. Метчики бывают различных размеров, типов и номеров.
При нарезании применяют комплект, состоящий из пары метчиков. Между собою они разняться показателем глубины прореза. Так, например, первый номер берут для черновой обработки, а второй номер – для чистовой.
Использование плашки

Еще плашки для нарезки называются лерками. Это приспособление для нарезки по сути является гайкой, которую оснастили отверстиями. Они создают кромки для разрезов.
Зависимо от формы лерка для нарезки бывает:
- круглой;
- раздвижной;
- разрезной;
- цельной.
Используя такое приспособление, как лерка, можно быстро подготовить для соединения трубное изделие любого вида.
Плашку необходимо совмещать с торцевой частью трубного изделия строго перпендикулярно. Если допустить перекос, то появляется вероятность срыва витка, или может измениться диаметр резьбы. И в том, и в другом случае итоговый результат будет неудовлетворительным.
Всю работу с леркой рекомендуют выполнять плавно, не допуская рывков. Осуществляя действие этим приспособлением, следует время от времени смазывать резцы и поверхностную часть резьбы.
По завершении финального витка плашку необходимо вернуть вверх и по резьбе проходятся опять.
Применение клупа
Клупп для нарезки не менее эффективен, чем плашка. Данное устройство для нарезания представляет более современный инструмент и является универсальным. Состоит клупп из держателя с пазами. В них размещают сменные резцы, которые легко можно поменять, если они во время работы затупились.

Особенностью данного устройства для резьбы является маленькая потребность усилий со стороны мастера. Так же следует подметить, что работать с таким приспособлением намного безопаснее, чем с остальными аналогичными инструментами. Все дело в том, что держатель клуппа внутри оснащен направляющими, которые в значительной мере повышают точность воспроизводимых действий данным устройством.
Трещоточные клуппы

Эти механизмы для накатки резьбы заслуживают отдельного внимания. Оснащение трещоткой характерно для моделей, которые представляют более совершенную продукцию. Такое устройство позволяет выполнять работу, поворачивая держатель лишь в одном направлении.
По окончании нарезания клупп выворачивают обратно и еще раз проходятся по обрабатываемому месту.
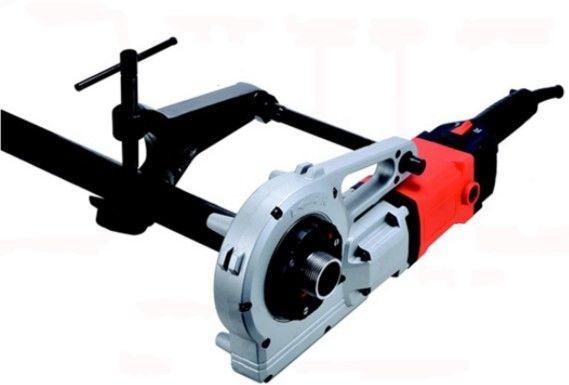
Использование электрического инструмента
Электроинструмент для нарезки отличается от ручных аналогов тем, что в нем есть электромотор.
Это позволяет нарезать резьбу в максимально короткий срок. Так же электроинструмент позволяет выполнить действия быстро и качественно. При этом процесс не требует больших физических усилий.
Нарезаем на наружной стороне

Нарезка наружной резьбы на трубах вручную выполняется плашками. Если это раздвижные механизмы, то в клуппе их нужно поставить таким образом, чтобы номерные знаки на его деталях располагались напротив соответственных цифр на раме.
В обратном варианте работа будет выполнена не качественно. Для крепления используют винт — упор. Между ним и плашкой ставят стальную пластинку – сухарь, чтобы та не треснула при нажатии.
Круглые устройства крепят на вороток-легкодержатель несколькими винтами — упорами.
Выполняя действия вручную с использованием раздвижных видов, есть возможность получить резьбовую нарезку, это когда присутствуют маленькие различия диаметра стержня. Но, действуя вручную с цельными плашками, этого допускать нельзя. Например, если стержень будет уменьшенного диаметра, то нарезание получиться неполным.
Нарезаем с внутренней стороны
Выполняя формирование внутренней накатки, следует знать, что у метчика имеется заборная сторона. Ею является его конец. Это нужно для данной работы. Средний участок механизма является калибрующим. Он определяет направление. Хвостовая часть имеет головку с сечением квадратной формы, служащей для поддержки метчика в воротке при действиях на внутренней части.
Основные расположения нарезания
Стыки на сортаменте для водопровода выполняют таким путем, что на их конечных частях проделывают цилиндрическую накатку, для которой придется использовать специальный аппарат для нарезки. И далее конечные части труб скрепляют, применяя соединительные детали.
Ремонт резьбового отверстия (восстановление повреждённой резьбы)
Наша компания не занимается восстановлением резьбы. Данная статья служит исключительно для ознакомления с процессом восстановления резьбы. В наших магазинах вы можете купить футорки (резьбовые вставки) , сверла , метчики , наборы для восстановления резьбы .
Информация предназначена для лиц, производящих ремонт в условиях личного гаража, и автосервисов. В соответствии с этим выстроен текст и даны рекомендации. Применение данного метода на производственных предприятиях предполагает использование специфических инструментов и устройств, и другой технологии.
Способ восстановления резьбы
Повреждённую резьбу можно полностью восстановить по следующей технологии:
1. Рассверлить резьбовое отверстие до диаметра, указанного в приведённой ниже таблице
2. Нарезать в нём резьбу особого профиля специальным метчиком
3. Ввернуть в полученную резьбу спиральную ремонтную вставку (футорку из прочной нержавеющей стали, с помощью специального инструмента.

Резьбовая вставка
После такой операции резьба становится более прочной, чем первоначальная в исправном состоянии. Этот эффект особенно заметен, когда резьба выполнена в мягком материале, например, алюминии. При срыве болта (шпильки) в резьбовой вставке эффект “закусывания” отсутствует. Сорванный болт (шпильку) можно легко вывернуть.
Посмотрите видео, как используется резьбовая вставка

Какие возможности есть у резьбовых вставок
Особенно актуален этот способ для восстановления резьбовых отверстий в корпусных деталях автомобильных двигателей, например, свечного отверстия. Резьба под свечу становится очень прочной и надёжной.
Резьбовая вставка вкручена Резьбовая вставка вкручена
Если сорвана резьба под шпильку , иногда рассверливают её, и нарезают резьбу следующего размера. В таком случае приходится применять ступенчатую шпильку неизвестного происхождения, сомнительного качества. Да и не всякую ступенчатую шпильку найдёшь в нужный момент. Если же отремонтировать отверстие с применением резьбовой вставки , остаётся возможность применить штатную, фирменную шпильку.
Владельцам некоторых иномарок стоит обратить внимание и на возможность замены резьбы М12 х 1,5 на резьбу М12 х 1,25. Нередко случается, что болт с такой резьбой повреждён, а найти его в розничной сети в вашем городе практически невозможно (в нашем магазине есть такие болты ). Токарь приличный болт не выточит, т.к. резьба на заводских болтах формируется давлением (накаткой), что обеспечивает необходимую прочность. А на токарном станке резьба получается резцом, при этом волокна стального прутка перерезаются и витки резьбы не могут нести необходимой нагрузки.
Если заменить резьбу в корпусной детали на более распространённую в России М12 х 1,25 , появляется возможность подобрать болт необходимых размеров и прочности в ассортименте Российских и Европейских производителей автомобильного крепежа, представленных в нашем каталоге.
Видео – как работает резьбовая вставка, демонстрация
Какие инструменты применяются при восстановлении резьбы

| № п/п | Размеры восстанавливаемой резьбы | Диаметр сверла |
| 1 | М5 х 0,8 | 5,2 |
| 2 | М6 х 1 | 6,3 |
| 3 | М8 х 1 | 8,3 |
| 4 | М8 х 1,25 | 8,4 |
| 5 | М10 х 1 | 10,25 |
| 6 | М10 х 1,25 | 10,4 |
| 7 | М10 х 1,5 | 10,5 |
| 8 | М12 х 1,25 | 12,25 |
| 9 | М12 х 1,5 | 12,5 |
| 10 | М12 х 1,75 | 12,5 |
| 11 | М14 х 2 | 14,5 |
| 12 | М14 х 1,5 | 14,5 |
| 13 | М14 х 1,25 (под свечу) | 14,25 |

Для ремонта свечного отверстия рекомендуется метчик ступенчатый. Он центрируется в старом отверстии своей заходной частью, и сразу нарезает новую резьбу, минуя операцию рассверливания.
Ступенчатый метчик существенно уменьшает риск порчи свечного отверстия, но он заметно дороже обычного.
Для удлинения метчика при ремонте глубоко утопленного свечного отверстия можно использовать обычную торцовую двенадцатигранную головку на 10 с соответствующим инструментом.

3.Шпиндель (инструмент для вворачивания вставки)
Рабочая часть шпинделя похожа на резьбовую часть болта, с зацепом на торце.
4.Вставка ремонтная
Вставка представляет собой спираль ромбовидного профиля.
На одном конце её имеется поводок, за который вставка вращается шпинделем.
Вставки имеют разные длины.
Описание технологии восстановления резьбы
Внимание: эта технология применяется для ремонта резьбовых отверстий в бытовых, гаражных условиях.
Нужно иметь в виду, что вставка несколько больше шпинделя, она не сидит на нём плотно, а свободно болтается. При вкручивании в отверстие вставка сжимается и тем самым закрепляется в отверстии. Вставку вворачивать до тех пор, пока её задний конец не углубится в отверстие на 1/4 шага резьбы. После этого вывернуть шпиндель и отломить поводок вставки, надавив на него подходящим стержнем. Для этого на витке за поводком имеется риска, по которой и отломится поводок. Примечание:При использовании ступенчатого метчика пункт 1 исключается.
Наша компания не занимается восстановлением резьбы. Данная статья служит исключительно для ознакомления с процессом восстановления резьбы. В наших магазинах вы можете купить футорки (резьбовые вставки) , сверла , метчики , наборы для восстановления резьбы.
Более подробно рассмотрим первые четыре метода, наиболее часто применяемые на оборудовании токарно-фрезерных групп.


Метод наиболее простой, в основном применяется на станках токарной группы, но может применяться и на станках фрезерных, при наличии ЧПУ управляемых расточных головок, расточных головок универсальных с радиальной подачей и в других редких нестандартных случаях (к примеру, когда мелкоразмерная деталь (заготовка) зажимается в цанговый патрон и устанавливается в шпиндель станка, а резец в державке (в тисках) крепится к столу станка, т.е. как бы инструмент и деталь меняются местами. )
- данным методом, при помощи одной державки и разных типов режущих пластин, можно легко получать различные виды резьб, с различными шагами, заходами, допусками и т.д.;
- не самый лучший вариант для нарезания длинных ходовых винтов на токарном станке резцами (даже с люнетом), нарезания длинных шпилек. ;
- обработка вязких материалов может вызывать низкую чистоту поверхности и трудности с эвакуацией стружки;
- довольно большие сложности с обработкой глубоких внутренних резьб (уже при вылетах более 3-4 диаметров рекомендуется применение виброгасящих державок).
- пластины с полным профилем - профиль, радиус при вершине и во впадине, полностью соответствует шагу нарезаемой резьбы, иногда есть дополнительная зачистная кромка для снятия заусенца, наиболее точные и прочные резьбы;




- радиальное врезание — метод хоть и простой, но чаще применяемый на старых системах ЧПУ и на универсальных станках — больше сложностей со стружкодроблением, больше склонность к вибрации, больше усилия и др., более применим для мелких резьб, равномерный износ пластины по всему профилю;
- односторонне боковое врезание — чаще применяется на современных системах ЧПУ, лучше стружкодробление, меньше склонность к вибрациям, меньше усилия, лучше работают пластины со стружколомами, меньше количество проходов;
- двухстороннее боковое врезание — чаще применим для более крупных резьб и для современных систем ЧПУ;

В случае несоответствия происходит затирание одной из боковых сторон резьбы, искажается профиль резьбы, снижается стойкость пластин и т.д.


Иногда задают вопрос о возможности применения наружных правых резьбовых пластин, например, на внутренних левых державках.
Для качественных резьб такие замены недопустимы. Наружные пластины для наружных резьб, внутренние для внутренних. как бы они не были визуально похожи.
Есть ряд отличий в изготовлении этих пластин. Ниже приведены картинки из каталогов Sandvik , Vargus, Carmex , которые поясняют эти особенности.



Величина радиуса при вершине подбирается индивидуально для каждой операции в зависимости от условий обработки: скорости резания, количества проходов. Правильно подобранное значение радиуса является залогом высокой надежности и эффективности обработки.
Величина радиуса при вершине у пластин для нарезания внутренних резьб значительно меньше, чем у пластин для наружной обработки.






Производителей инструментов для токарного резьбонарезания огромное количество, от дорогих брендов, до весьма дешевых.
Качество изготовления инструмента, качество крепления пластин, надежность пластин, производительность - довольно сильно зависят от цены инструмента.
Следует заметить, что большинство пластин для токарных державок взаимозаменяемы и легко устанавливаются в державки других производителей (но исключения есть, много пластин с дополнительными фиксирующими элементами, они, как правило, не взаимозаменяемы).
Среди производителей хотелось бы отметить две фирмы с большим ассортиментом и довольно качественным инструментом, при хорошем соотношении цена / качество.
На указанных сайтах есть довольно хорошее программное обеспечение в on-line режиме, по подбору инструментов, определению режимов резания, и даже написанию блока управляющей программы для различных систем ЧПУ. Программы довольно корректно выбирают и инструмент, и режимы резания, и методы нарезания резьбы, и разбивку по проходам и т.д.
И конечно же подобного типа резьбонарезной инструмент есть и в каталогах таких производителей как Sandvik , Ceratizit , Kennametal , Seco, Iscar, Arno , Pramet и многих других.
Метод наиболее применим на станках ЧПУ фрезерной группы. Позволяет нарезать резьбы как внутренние, так и наружные резьбы с различным шагом и допусками.
- один и тот же инструмент может применяться для нарезания разных размеров резьб и различных допусков, но с одинаковым шагом (однониточные (одновитковые) фрезы - с любым шагом) с некоторыми оговорками;
- метод позволяет более легко решать проблему стружкодробления в вязких материалах (наиболее часто применим для нержавеющих и жаропрочных материалов);
- не высокие усилия резания (что немаловажно при работе с увеличенным вылетом и при обработке тонкостенных деталей);
- при поломке инструмента (в сравнении с метчиком) нет сложностей с удалением поломанного инструмента;
- в зависимости от выбранной траектории движения инструмента можно нарезать левые или правые резьбы, осуществлять встречное или попутное фрезерование.


Резьбовые фрезы формируют резьбу с несколько искаженным профилем. Степень искажения зависит от соотношения диаметра резьбы и диаметра фрезы, а также от шага резьбы.
Чтобы минимизировать отклонения профиля диаметр фрезы не должен превышать 70% от диаметра резьбового отверстия.



Удаление припуска за несколько проходов позволит значительно улучшить обработку резьб с крупным шагом, а также исключит вероятность поломки инструмента при резьбофрезеровании в труднообрабатываемых материалах. Фрезерование резьбы за несколько проходов также целесообразно применять в случае, когда резьба имеет очень жесткий допуск. Кроме того, такой способ гарантирует стабильность процесса, даже если инструмент работает с большим вылетом или условия резания неблагоприятны.
Операции резьбофрезерования рекомендуется выполнять без использования СОЖ во избежание появления термических трещин.
Применение СОЖ допускается в случаях окончательной обработки нержавеющих сталей, алюминия, обработки жаропрочных сплавов или чугуна. Для улучшения процесса эвакуации стружки рекомендуется использовать обдув сжатым воздухом.
Монолитные твердосплавные фрезы в основном перекрывают диапазон внутренних резьб от М1 и изготавливаются размером до 20 мм, также изготавливаются серии малоразмерных резьбофрез начиная от диаметра 0,2 мм для мелких резьб. Есть серии резьбофрез для нарезания резьб в каленых материалах до 62-64 HRC.
Читайте также: