
Как сделать пружину мягче
Добавил пользователь Дмитрий К. Обновлено: 05.10.2024
При создании различных устройств очень полезно иметь под рукой пружины. Само собой возникает вопрос: сколько, какого типа и размера могут понадобиться в следующий раз и как сделать пружину своими руками?
При этом иногда возникает ситуация, когда сложно найти пружину, которая идеально соответствует твоим требованиям. Так почему бы не сделать свою собственную?
Создание пружин может показаться пугающим, но при помощи базового инструмента и с простой инструкцией каждый из вас сможет создать ее.
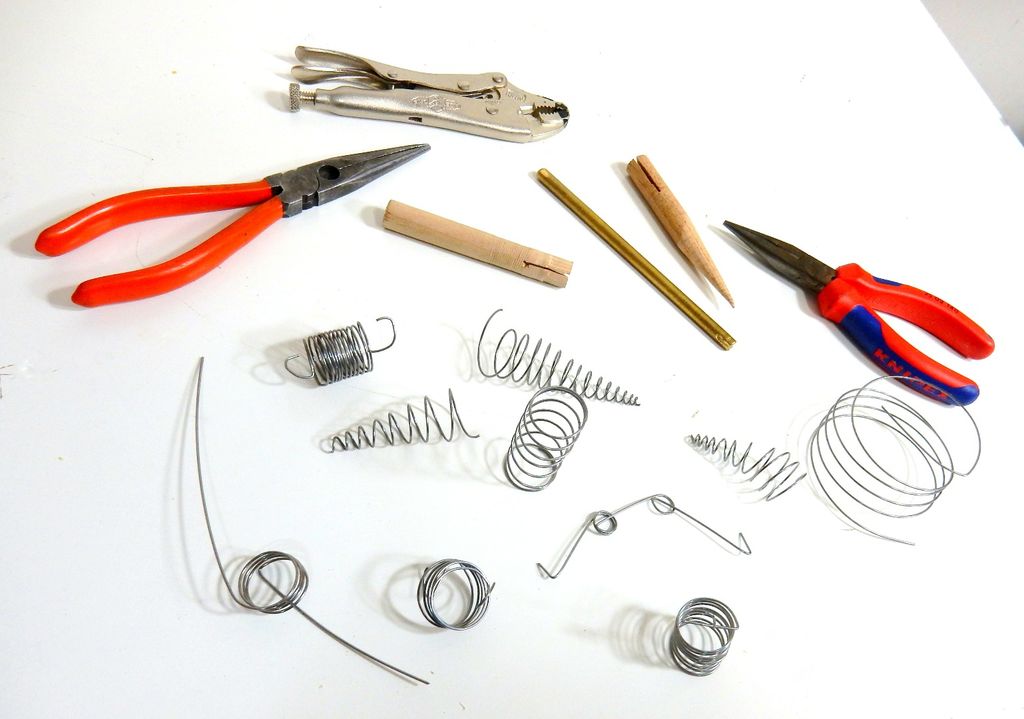
Шаг 1: Типы

Вот несколько из множества типов пружин, которые мы научимся делать. Слева направо:
Шаг 2: Начнём работу при помощи базовых инструментов

Вы сможете начать создавать множество разных типов при помощи инструментов, обозначенных в списке:
- штырь диаметром 1.4 см
- струна для пианино или проволока
- плоскогубцы с кусачками
- пила
- зажимы
- беспроводная дрель
Шаг 3: Обрежем штырь

Сначала возьмите деревянный штырь и обрежьте его до длины примерно 12 см. Затем прорежьте в одном из его концов паз, он будет предназначаться для струны. Штырь диаметром примерно 1.4 см подойдёт лучше всего потому, что он хорошо крепится в патроне дрели.
Шаг 4: Создание натяжной пружины

Беспроводные дрели хороши тем, что можно настраивать скорость их вращения. Для безопасности всегда пользуйтесь плоскогубцами — если провод соскочит, то он может порезать вам руки.
Закрепите дрель на столе при помощи зажимов. Одна рука лежит на кнопке включения дрели, а вторая зажимает плоскогубцы. Проворачивайте дрель столько, сколько вам нужно, пока не добьётесь необходимого количества витков. Во время намотки удерживайте шнур под напряжением, и пружина будет поворачиваться лучше.
Шаг 5: Сгибание струны

После намотки, я согнул плоскогубцами оставшиеся кончики и получил натяжную пружину. Экспериментируя, вы можете добиться различных размеров петелек.
Шаг 6: Сжимающая



Для нее потребуется более длинный штырь, в котором также будет вырезан паз. Во время намотки, отмеряйте расстояние между витками на глаз. Это потребует от вас практики, но занятие на самом деле очень занимательное.
Когда пружина была готова, я провел тест (см. последнюю фотографию). Я поместил ее на штырь, придавил её сверху небольшим деревянным бруском и быстро отпустил — брусок выстрелил до потолка.
Шаг 7: Коническая


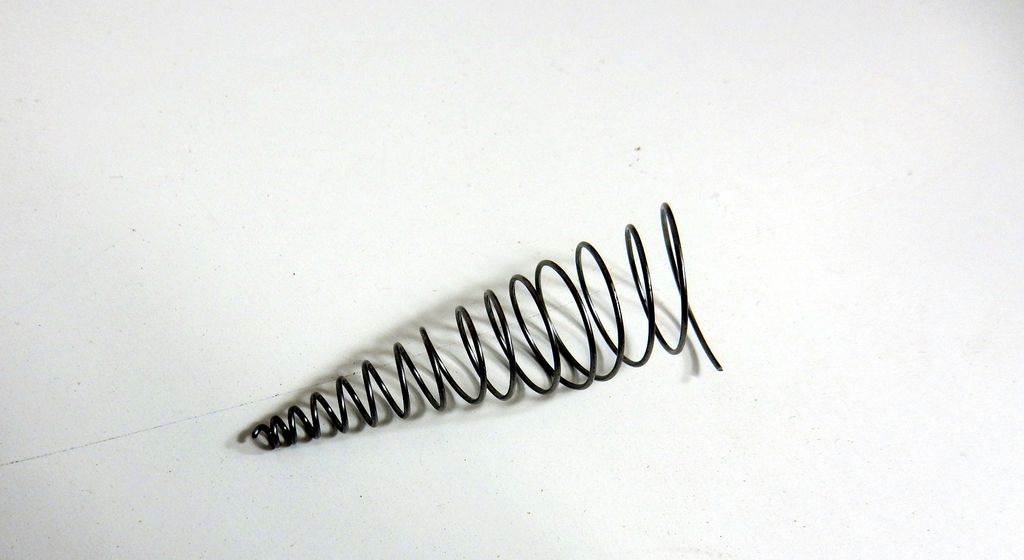
Коническая делается при помощи дрели и ленточной шлифовальной машины.
Используя ту же технику намотки, я посадил струну в пазик на штыре. Когда пружина была полностью намотана, я обрезал её концы, и коническая пружина была готова. Ее я сделал дважды, и второй вариант вышел более хорошим.
Шаг 8: Торсионная

Для изготовления торсионной я использовал латунный стержень, так как деревянный штырь не выдерживал нагрузки и ломался. Чтобы создать пружину, сделайте несколько витков и оставьте прямой участок струны с обоих концов. Изогнув концы струны, вы создадите хорошую торсионную пружину.
Шаг 9: Заключение


На фотографиях вы видите сжимающую и набор различных пружин, которые я сделал в домашних условиях.
Я надеюсь, изготовление окажется для вас простым занятием и поможет вам сделать множество интересных проектов. Если вы используете их постоянно, то это также сэкономит вам деньги.
Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Пружины – упругие элементы конструкций, служащие для накопления или рассеяния механической энергии. Они окружают нас со всех сторон — под клавишами клавиатуры компьютера, в подвеске автомобиля и в подъемном механизме дивана. Наиболее распространены витые пружины сжатия. Существует несколько способов сделать их.

Витые пружины сжатия
Упругие элементы могут иметь различные пространственные формы. Исторически первыми пружинами освоенными человеком, были листовые. Их и сегодня можно видеть — это рессоры у большегрузных грузовиков. С развитием технологий люди научились изготавливать более компактные витые пружины, работающие на сжатие. Кроме них, используются и пространственные упругие элементы.

Особенности конструкции
Такие пружины при работе принимают нагрузку вдоль своей оси. В начальном положении между их витками существуют просветы. Приложенная внешняя сила деформирует пружину, длина ее уменьшается до тех пор, пока витки не соприкоснуться. С этого момента пружина представляет собой абсолютно жесткое тело. По мере уменьшения внешнего усилия форма изделия начинается возвращаться к первоначальной вплоть до полного восстановления при исчезновении нагрузки.
Основными характеристиками, описывающими геометрию детали, считают:
- Диаметр прутка, из которого навита пружина.
- Число витков.
- Навивочный шаг.
- Внешний диаметр детали.
Внешняя форма может отличаться от цилиндрической и представлять собой одну из фигур вращения: конус, бочку (эллипсоид) и другие
Шаг навивки бывает постоянный и переменный. Направление навивки – по часовой стрелке и против нее.

Сечение витков бывает круглым, плоским, квадратным и др.
Концы витков стачиваются до плоской формы.
Область эксплуатации
Шире других используются цилиндрические винтовые пружины постоянного внешнего диаметра и постоянного шага. Они применяются в таких областях, как
- Машиностроение.
- Приборостроение.
- Транспортные средства.
- Добыча полезных ископаемых промышленность.
- Бытовая техника .
и в других отраслях.

Применение пружины в быту
Требования к пружинам
Для эффективного функционирования работы требуются следующие свойства:
- высокая прочность;
- пластичность;
- упругость;
- износостойкость.
Чтобы обеспечить проектные значения этих параметров, требуется правильно выбрать материал, точно рассчитать размеры, разработать и соблюсти технологию изготовления.
Государственными стандартами определяются требования к изготовлению пружин. По допустимым отклонениям они относятся к одной из точностных групп:

Схематическое изображение пружины
Строгие требования предъявляются к точности соблюдения геометрии, чистоте поверхности.
Не соответствуют стандарту изделия с царапинами и прочими наружными дефектами, снижающими ресурс изделия и срок его эксплуатации
Требования к материалу
Прочностные параметры и отказоустойчивость изделия во многом определяются материалом, из которого его решили сделать. Металлурги выделяют в классификации сталей специальные рессорно-пружинные стали. Они обладают специфической кристаллической структурой, определяемой как химическим составом, так и проводимой термической обработкой изделий. Высоколегированные сплавы повышенной чистоты и высокого металлургического качества обеспечивают высокую упругость и пластичность, способны сохранять свои физико-механические свойства после многократных деформаций.

Популярность среди конструкторов механизмов приобрели пружинные сплавы 60С2А, 50ХФА и нержавейка 12Х18Н10Т
Особенности технологии
Технологический процесс изготовления упругих элементов зависит от технических требований, предъявляемых к конструкции. Сделать пружину не так просто, как обычную деталь, которая не должна обладать особыми упругими свойствами. Для этого требуется специальное оборудование и оснастка.
Навивка пружин с круглым сечением витка проводится следующими методами:
- Холодная. Применяется для малых и средних размеров (диаметр проволоки до 8 миллиметров).
- Горячая. Для больших диаметров.

Технология навивки пружины
После навивки упругие элементы подвергают различным видам термообработки. В ее ходе изделие приобретает заданные свойства.
Технология холодной навивки без закалки
Сначала необходимо сделать подготовительные операции. Перед тем, как из проволоки навивать заготовку, ее подвергают процедуре патентирования. Она заключается в нагреве материала до температуры пластичности. Такая операция готовит проволоку к предстоящему изменению формы.
В ходе операции навивки должны быть выдержаны следующие параметры:
- Внешний диаметр изделия (для некоторых деталей нормируется внутренний диаметр).
- Число витков.
- Шаг навивки.
- Общая длина детали с учетом последующих операций.
- Соблюдение геометрии концевых витков.

Холодная навивка без отпуска
Далее проводится стачивание концевых витков до плоского состояния. Это необходимо сделать для обеспечения качественного упора в другие детали конструкции, предотвращения их разрушения и выскальзывания пружины.
Следующий этап технологического процесса — термообработка. Холодная навивка пружин предусматривает только отпуск при низких температурах. Он позволяет усилить упругость и снять механические напряжения, возникшие в ходе навивки.
Исключительно важно точно соблюдать проектный график термообработки, тщательно контролируя температуру и время выдержки.
После термообработки необходимо сделать испытательные и контрольные операции.
Далее по необходимости могут наноситься защитные покрытия, предотвращающие коррозию. Если они наносились гальваническим методом, изделия подвергаются повторному нагреву для снижения содержания водорода в приповерхностном слое.
Технология холодной навивки с закалкой и отпуском
Первые этапы технологии совпадают с предыдущим процессом. На стадии термообработки начинаются изменения. Она проводится в несколько этапов:
- Закалка. Заготовку нагревают до заданной температуры, выдерживают от 2 до 3 часов. Далее подвергают скоростному охлаждению, погружая в емкость с минеральным маслом или солевым раствором. В ходе стадии закалки заготовки должны находиться в горизонтальном положении. Это позволит избежать из деформации
- Отпуск. Заготовку нагревают до 200-300° и выдерживают несколько часов для снятия внутренних напряжений и улучшения упругих свойств.
Далее также проводятся измерительные и контрольные операции. Прошедшие контроль заготовки направляют на пескоструйную обработку для снятия окалины. При необходимости следует сделать также и дробеструйную обработку для повышения прочности поверхностного слоя металла.
Завершает процесс нанесение защитного покрытия.
Технология горячей навивки с закалкой и отпуском
Перед навивкой заготовку нагревают до температуры пластичности одним из следующих методов
- муфельная печь;
- газовая горелка;
- высокочастотный нагрев.
Далее заготовка поступает на навивочное оборудование, Проводится корректировка геометрии и формирование плоских торцов.
Термическая обработка включает в себя закалку и низкотемпературный отпуск.
Графики термообработки строятся исходя из свойств материала и размеров заготовки.

Рабочий режим линии печи закалки и отпуска
Далее следует контрольно- измерительный этап. Заканчивается изготовление нанесением антикоррозионной защиты.
Используемое оборудование и оснастка
Чтобы сделать упругий элемент, требуется специализированное оборудование. Это навивочные станки. Сделать деталь можно и на обычном токарном станке, но потребуется его дооборудование специальной оснасткой. Средние и крупные серии изготавливают на полуавтоматических установках, работающих с минимальным вмешательством оператора. Сделать пружину из проволоки можно и вручную. Для этого также потребуется специальная оснастка.
На следующем этапе механической обработки торцы шлифуются на торцешлифовочных станках. При единичном производстве или малых сериях это можно сделать шлифовальном круге.
Термообработка проводится с применением оправок, предотвращающих деформацию изделия, в специализированных печах для закалки и отпуска. Обе операции можно сделать и в универсальной печи.

Используемое оборудование и оснастка
Для контроля качества используются нагрузочные установки и измерительные комплексы. При единичном производстве измерения можно сделать и универсальным инструментом.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Читайте также: