
Как сделать отверстие в медной трубке
Обновлено: 04.07.2024
Особенности труб из меди
Химический состав, который используется при производстве медных труб, на 99% состоит из меди, но допускаются незначительные примеси олова, железа, сурьмы, свинца.
Трубы из меди бывают твёрдыми (не отожжёнными) и мягкими (отожжёнными). Во время изготовления при механической обработке медный материал теряет свою природную пластичность.
Это свойство можно возвратить путём отжига металла, то есть, нагрева его до 600—700 градусов с последующим охлаждением в естественных условиях. В результате таких действий медная труба получает некоторые технологические преимущества перед твёрдой медью. Конечно, мягкая труба проигрывает в прочности, но зато намного превосходит в пластичности, что увеличивает значение её удлинения при разрыве на 40—60%. Это означает, что мягкую трубу можно легко изгибать, не опасаясь её разрыва. Благодаря пластической деформации меди, такие трубы могут исключить разрыв водопровода при случайном его замораживании.
Медные трубы обладают такими достоинствами:
-
долговечность эксплуатации;
- прочность;
- способность легко подвергаться обработке;
- не боятся ультрафиолетового излучения;
- выдерживают максимально высокие температуры;
- безаварийно работают под высоким давлением;
- обладают бактерицидными свойствами;
- не поддаются коррозии;
- имеют высокую теплопроводность и гладкую поверхность.
Конечно, более высокую стоимость меди, в сравнении с другими современными материалами можно отнести к её недостаткам, но технология пайки позволяет сэкономить на фитингах.
Методы пайки медных деталей
Неразъёмное соединение труб на промышленных объектах, как и пайка меди в домашних условиях, осуществляется двумя методами:
- Высокотемпературный способ — применяется на трубопроводах, эксплуатируемых при высоких температурах и с большой нагрузкой. Расплавление припоя этим методом происходит при температуре 600—900℃.
- Низкотемпературный метод — используется для систем бытового назначения. При использовании мягкого припоя нагревание места пайки достигает 450℃, а для твёрдого припоя — более 450℃.
Инструменты и приспособления
Конечно, для пайки медных труб своими руками в стандартном исполнении можно использовать многие элементы, которые несложно обнаружить в собственных домашних запасах. В крайнем случае придётся приобрести специальные приспособления для выполнения технологического процесса пайки. Итак, чтобы произвести качественный монтаж медных изделий может понадобиться:
-
Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
- Приспособление для снятия фаски — служит для удаления различных заусенцев и закругления места разреза.
- Расширитель труб поможет во многих ситуациях обойтись без применения фитингов. Для пайки нужно увеличить диаметр одного конца трубы, чтобы туда вставить другую заготовку.
- Щётки и ёршики помогут очистить от окиси место пайки труб.
- Для повышения безопасности работ на сопло горелки нужно установить рефлектор (отражатель) огня, который поможет защитить горючие материалы, расположенные вблизи места работы. Это предотвратит потери тепла и обеспечит равномерный прогрев трубы.
- Газовая горелка является основным инструментом для пайки медных труб. Существует несколько разновидностей горелок- от высокопроизводительных моделей до бытовых устройств.
По мощности горелки подразделяют:
- Для разогрева труб и пайки мягким припоем.
- Для проведения работы твёрдым или мягким припоем (полупрофессиональные).
- Для осуществления пайки твёрдым припоем (профессиональные).
- Термофеном можно разогреть легкоплавкий припой. Такой инструмент способен давать струю горячего воздуха до 650℃.
Материалы для соединения меди
Весь технологический процесс пайки медных трубок газовой горелкой можно осуществить с помощью флюса и припоя для меди, а также как с применением фитингов, так и без них.
Флюс и паяльная паста
Флюс для пайки медных труб имеет огромное значение для образования качественного соединительного шва. Он может быть низкотемпературным с активностью до 450 ℃, и высокотемпературным — более 450 ℃.
Применение флюса необходимо в случае:
- качественной очистки поверхности соединяемых труб от окислов;
- защиты места соединения от кислорода, который содержится в воздухе;
- повышения сцепления припоя с поверхностью металла;
- улучшения процесса растекания припоя.
На сегодняшнее время существуют следующие разновидности флюсов:
- активированные;
- кислотные;
- некислотные;
- антикоррозийные.
Паяльная паста представляет собой густую массу, состоящую из флюса, маленьких частиц припоя и добавок специального действия. Такой состав часто применяется на промышленных предприятиях при пайке радиотехнических деталей на печатных платах. Форма в виде пасты очень удобна для нанесения на мелкие детали.
Виды припоев

Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Применение припоев с низкой температурой плавления позволяет спаять детали в условиях, мало влияющих на прочность меди, но при этом соединительный шов имеет худшие механические параметры. Припои для высокотемпературного соединения увеличивают прочность места стыковки металлов, но требует определённых навыков, чтобы исключить пережог меди.
Существует большое количество бессвинцовых припоев, которые способны обеспечить довольно высокое качество стыковочных работ. В основном это сплавы олова (95—97%) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев ограничено из-за вредности свинца.
Высокотемпературную пайку осуществляют твёрдыми припоями медно-фосфорного состава. Такие составы при соединении двух медных деталей не требуют применения флюсов. Очень благоприятно влияет на качество стыковки одинаковый коэффициент термического расширения меди.
Изготавливают твёрдые припои в виде профильных стержней, а мягкие — в виде проволоки диаметром 2—3 мм.
Соединительные фитинги

При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При всём разнообразии видов таких деталей чаще используются три основных формы: углы — способствуют изменению направления трубопровода на 90 градусов, тройники — обеспечивают ответвление от трубы и муфты — служат для соединения двух труб.
Фитинги имеют довольно высокую стоимость, поэтому многие специалисты стараются обойтись без них, обрабатывая место стыковки специальными приспособлениями.
Существуют специальные фитинги с готовым припоем, который в виде валика размещён по краям детали. Запаять трубы таким фитингом очень просто нужно только соединить поверхности и нагреть их до температуры плавления припоя.
Технология пайки медных труб
Весь технологический процесс соединения деталей из медного материала условно можно разделить на подготовительные операции и непосредственно сам этап создания крепкого стыка.
Основные операции соединения при помощи горелки:
-
Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
- После резки нужно снять наружную и внутреннюю кромки. Наружная фаска удаляется для облегчения сборки, а внутренняя может оказывать сопротивление потоку воды или газа. Существуют специальные приспособления для проведения такого рода операций. Иногда они встраиваются непосредственно в труборез, а иногда выступают в роли отдельного приспособления.
- Следующим шагом будет зачистка сопрягаемых частей детали от окислов. Внешнюю поверхность легко очистить мелкой абразивной бумагой либо специальным устройством с отверстием, обрамлённым стальной щёточкой. Для очистки внутренней кромки применяются ёршики, сетка или наждачная бумага, навёрнутая на любой штырь соответствующего диаметра. После очистки поверхности до блеска нужно удалить остатки абразива, которые существенно снижают качество пайки.
- После очистки необходимо нанести на поверхность флюс. Пастообразный состав наносится с помощью кисточки на наружную часть вставляемой трубы. После этого сразу производится соединение деталей, чтобы избежать попадания мусора.
- Во время сборки сопрягаемые детали нужно повернуть друг относительно друга, чтобы осуществить полное распределение флюса по поверхности. Затем удаляются хлопчатобумажной ветошью излишки флюса, а детали закрепляются в удобном для пайки положении.
- Прежде чем приступить к нагреву труб, необходимо удалить все пластмассовые и резиновые детали, которые могут пострадать во время пайки. Пламя горелки должно быть нормальным — без недостатка или избытка кислорода. Сбалансированное пламя обладает ярко-синим цветом. Излишний кислород в пламени окисляет поверхность металла, на что указывает окисный чёрный налёт. Прогревать место соединения необходимо равномерно, перемещая пламя с разных сторон изделия. Когда припой начинает плавиться, значит температура пайки достигла оптимального значения. После полного заполнения соединительных швов расплавленным припоем нужно отнести пламя горелки от стыка и дать возможность остыть месту пайки естественным путём.
После полного остывания места стыковки металлов необходимо удалить остатки флюса ветошью, смоченной раствором спирта.
Недопустимые ошибки

Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса важно стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта.
Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность.
Техника безопасности
Так как паяльные работы ведутся с использованием высокого нагрева, необходимо строго все операции выполнять в защитных перчатках.
Наличие опасных химических испарений может привести к поражению органов дыхания, поэтому работы нужно проводить в хорошо вентилируемом помещении и в защитной маске.
Пайка труб из медного материала не представляет особой сложности. Более подробно расскажет о пайке медных проводов видеоурок, который можно посмотреть на многих сайтах интернета.
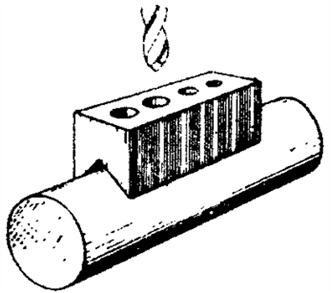
Надо просверлить отверстия в медной шине, толщина шины - 10, 30 мм. Как правильно сверлить медные шины, какой режим сверления выбрать?
Наверное Вы имеете в виду как сверлить ручной дрелью, на станке это сделать проще.
Медь сверлить довольно сложно, это вязкий металл.
В начале размечаем отверстие.
Затем при помощи вот такого инструмента

В принципе можно и обычным дюбелем.
Керним что бы сверло "не скользнуло" на входе.
Далее можно капнуть машинного масло на отмеченную точку.
Теперь готовим раствор для охлаждения.
Я обычно делаю так: вода плюс хозяйственное мыло, ключевое слово тут "хозяйственное".
Вот этим мыльным раствором и охлаждаю сверло.
Сверло по металлу, естественно.
Ну а дальше самое сложное, советую сверло чаще доставать из отверстия (стружку смахивайте кисточкой, так удобней), на сверло сильно не давите, обороты на дрели не большие, примерно 300-а оборотов в минуту, ну 400-а не больше.
Дрель желательно иметь с дополнительной ручкой, сверлить придётся долго и аккуратно.
Обратите внимание на то что бы патрон не бил.
В общем-то всё, бывали случаи когда одно отверстие проходил двумя свёрлами, они быстро садятся.
Обороты не добавляйте, не будете успевать охладить сверло.
Конечно лучше всего шину закрепить в тисках.
Особенно будьте внимательны на выходе сверла, в этот момент вообще на него не давите.
При строительстве трубопроводов, прокладке канализации и прочих работах периодически появляется необходимость сделать отверстие в трубе определенного диаметра и формы. С одной стороны, это простая работа, которая может быть выполнена начинающими мастерами самостоятельно, с другой – в любом процессе есть свои нюансы и сложности, о которых желательно знать заранее.

Как просверлить отверстие в трубе
Подготовка к работе
Чтобы просверлить отверстие в трубе, надо:
- подготовить необходимое оборудование;
- изучить нюансы процесса для избегания ошибок.
Необходимое оборудование
Вырезка отверстий в трубах производится при помощи:
- обычной дрели или специального профессионального инструмента. Специальный станок применяется людьми, профессия которых связана с монтажом трубопроводов. Для домашних целей достаточно дрели с функцией регулировки оборотов и комплектом различных сверл;

Профессиональное оборудование для вырезки отверстий
- тиски для фиксации трубы;
- напильник, которым при необходимости можно будет расширить отверстие;
- молоток. При помощи этого инструмента осуществляется пробивка отверстий малого диаметра;
- деревянный брусок или самодельный шаблон, фиксирующий сверло в заданном положении.
При вырезании отверстий не стоит забывать об элементарной технике безопасности. Выполнять сверление труб рекомендуется в защитных перчатках и очках.
Нюансы
Перед проведением работы рекомендуется:
- Определить вид материала, примененного для изготовления трубы. Каждый материал имеет свои особенности, которые требуется учитывать.
- Выяснить толщину стенки трубы. Чем больше этот параметр, тем мощнее потребуется оборудование. При сверлении сквозного отверстия надо учесть и наружный диаметр трубы.

Основные размеры трубы, требуемые для определения габаритов сверла
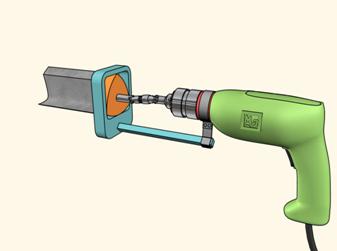
- Для придания сверлу дополнительной устойчивости применяется деревянный брусок или специальный шаблон:
- если используется брусок, то в нем необходимо просверлить отверстие нужного диаметра и закрепить готовую конструкцию на месте расположения отверстия в трубе. Ширина бруска (примерно 50 мм) будет фиксатором сверла и не позволит ему отклониться от заданного направления;
- самодельный шаблон также изготавливается из деревянного бруска. Основное отличие между конструкциями состоит в том, что шаблон содержит несколько подготовленных отверстий разного диаметра и оснащен крепежными тисками, а брусок необходимо подготавливать для каждого отверстия в отдельности.

Устройство для сверления отверстий в трубах
- при сверлении металла и чугуна сверло может перегреваться, поэтому его рекомендуется периодически смачивать холодной водой;
- использовать можно исключительно острые сверла, наиболее подходящие для конкретного материала.

Таблица для выбора сверл
Отверстия небольшого диаметра
Общая схема сверления
Сверление отверстий в металлической трубе, в том числе и в профильной трубе из металла, производится по следующей схеме:

Придание трубе неподвижности с помощью тисков
- если требуется вырезать несколько отверстий, то производится предварительная разметка трубы. Для этого используются рулетка и маркер;
- на место отверстия устанавливается подготовленный брусок или шаблон;
- сверло смачивается в воде, для предотвращения его перегрева;
- производится сверловка.
Вырезка отверстий по шаблону
При сверлении трубы не рекомендуется смещать дрель в разные стороны и менять угол наклона инструмента. Это может привести к образованию неровного отверстия.
При работе с металлическими трубами в качестве дополнительной смазки и защиты от перегрева сверла рекомендуется использовать:
- машинное масло для стальных труб;
- мыльный раствор для изделий из меди.
Особенности работы на чугунных трубах
Сверление отверстий в чугунной трубе требует:
- соблюдения всех норм безопасности. Так как при проведении операции может образовываться мелкая стружка, то помимо защиты глаз и рук рекомендуется использовать респиратор или марлевую повязку. Кроме этого, в помещении, где проводится работа, должна присутствовать качественная вентиляция;
- сверлить отверстие в канализационной трубе из чугуна рекомендуется на малых оборотах дрели. Мощность оборудования можно постепенно увеличивать;
- для сверления чугунной трубы оптимальным выбором будут сверла с победитовыми напайками.

Инструмент с победитом для сверления чугуна
Особенности работы на пластиковых трубах
Вырезка отверстий в пластиковых трубах, например, в дренажной трубе – это наиболее легкая задача. Для этого не требуется специального оборудования. Все работы можно сделать простейшей дрелью.
При сверлении труб ПВХ существуют свои особенности:
- производить вырезку отверстий надо на минимальных оборотах дрели, так как под воздействием высокой температуры труба может деформироваться;
- если требуются ровные и аккуратные отверстия, то после сверления необходимо провести их доработку мелким напильником или острым ножом.
Сверление отверстий больших размеров
Теперь рассмотрим, как в трубе вырезать отверстие под трубу или как сделать отверстия больших диаметров. Для этого надо:
- зафиксировать трубу и нанести на нее разметку;
- по описанной выше схеме просверлить отверстие небольшого диаметра;
- поставить на дрель специальную насадку для сверления больших отверстий;

Приспособление для сверления отверстий большого диаметра
- вставить центральное сверло в подготовленное отверстие;
- аккуратно, сначала на небольших оборотах инструмента, сделать отверстие нужного диаметра.
При работе насадками дрель требуется держать в строго вертикальном положении. Из-за малейшего сдвига оборудования отверстие получиться неправильной формы и под углом.
Если требуется отверстие размером от 5 мм до 10-15 мм, то применения специальных насадок не требуется. Достаточно сначала просверлить малое отверстие, а затем с применением сверла большего диаметра довести отверстие до нужного размера.
Вырезка квадратных отверстий
Квадратные отверстия чаще всего вырезаются в квадратной трубе для соединения участков в готовую конструкцию. Есть несколько способов, при помощи которых можно сделать такие отверстия. Первый заключается в следующем:
- на участке трубы размечается область и размеры будущего отверстия;
- первая стадия – вырезка круглого отверстия малого диаметра по представленной выше схеме;
- далее подбирается сверло или насадка большего диаметра, максимально подходящая по размеру вписанной в квадрат окружности;
- производится вырезка круглого отверстия большого диаметра;
- при помощи напильников разных размеров из круглого отверстия делается квадратное (прямоугольное) сечение.
После проведения работы рекомендуется произвести окончательную обработку отверстия и плоскости вокруг него мелким напильником или наждачной бумагой.
Второй способ – применения специальной насадки вместо напильников. Предварительные стадии полностью совпадают с пунктами 1 – 4 приведенной выше инструкции. Подготовленное отверстие требует минимальной доработки.
Наиболее простой способ сверления отверстий квадратной формы
В статье рассмотрен способ сверления труб без специального оборудования. Как работает станок для сверловки показано на видео.
Итак, сверление отверстий в металлических, чугунных или пластиковых трубах не является сложнейшей задачей. При наличии обыкновенной дрели с различными сверлами и насадками можно за короткое время проделать отверстия разного диаметра и геометрической формы.
При изготовлении различных самоделок иногда появляется необходимость в сверлении круглых труб. Выполнить такую операцию с помощью обычных спиральных сверл довольно затруднительно, так как для этого потребуется кропотливая предварительная подготовка. Как выйти из положения?

Понадобится
Если в наличии имеется подходящая по диаметру кольцевая фреза (другое название корончатого, пустотелого или кольцевого сверла), то работать с криволинейными поверхностями, в частности, цилиндрическими, становится намного проще и производительней.
Также нам нужен будет привод для инструментов, например, дрель, несколько обычных спиральных сверл разного диаметра и средство для охлаждения коронки во время работы. Это может быть специальная смазочно-охлаждающая жидкость, подходящее машинное масло или, положим, универсальная смазка WD-40.

Алгоритм процесса сверления с помощью коронки
Сверление поверхности трубы должно быть направлено строго по диаметру, иначе невозможно будет добиться положительного конечного результата.
1. Отмечаем на торце трубы с помощью маркера места пересечения диаметра со стенками изделия (для этого существуют множество способов и приспособлений).
2. Устанавливаем трубу так, чтобы одна из меток оказалась строго сверху. С помощью рулетки отмеряем от нее по образующей требуемое расстояние и отмечаем его маркером.


4. Переворачиваем трубу в тисках обратной стороной, отмечаем точку, противоположную первой, и также накерниваем ее.
5. Сверлим, используя тонкое сверло и дрель, отверстия в намеченных двух точках трубы.
6. Далее рассверливаем их сверлом большего диаметра за один проход насквозь, так как имеется верхнее направляющее и нижнее центрирующее отверстие.

7. Заменив в патроне дрели спиральное сверло на коронку с центрирующим сверлом, поворачиваем трубу в тисках на 90 градусов, чтобы направляющие отверстия располагались горизонтально. Это позволит прикладывать большие усилия при работе с коронкой.

8. Так как при работе кольцевое сверло сильно разогревается для его охлаждения и облегчения процесса, обильно смазываем рабочие зубья и прилегающий к ним пояс стакана по кругу универсальной смазкой WD-40.

9. Вставляем центрирующее сверло коронки в заранее подготовленное в трубе отверстие и начинаем процесс, добавляя время от времени на коронку смазку.

10. После выхода коронки с противоположной стороны трубы, мы получаем вырез, который по конфигурации должен точно соответствовать такой же по диаметру трубе, что и подтверждается соответствующей проверкой.

11. Если требуется несколько одинаковых по длине патрубков с фигурными вырезами на торцах, то в трубной заготовке на равном расстоянии друг от друга сверлим центрирующие отверстия, и поочередно, используя корончатое сверло, получаем искомые заготовки.

Для справки
Напоминаем, что наружный диаметр кольцевого сверла и обрабатываемой трубы должен быть строго одинаковым.
Смотрите видео

Эта технологическая операция, суть которой состоит в изменении формы одного или двух концов трубы, применяется при соединении отдельных деталей в процессе их соединения. Развальцовка медных трубок своими руками может производиться при монтаже трубопроводных сетей, при сборке и ремонте различных видов теплообменников и т.д.
Особенностью таких соединений является применение трубок небольших размеров. В этих случаях в месте стыка может получиться уменьшение проходного размера до критичных величин.
Поэтому при выполнении этой операции производится раздача одной трубы с установкой внутрь нее стыкуемой детали без потери проходного размера.
Основными видами соединений, при которых используется данная технологическая операция, являются – муфтовая стыковка и пайка.
Технология и особенности процесса развальцовки
Стыковка деталей трубопровода – наиболее ответственный момент при монтаже. Основной особенностью процесса является придание концу детали размера, соответствующего наружному размеру трубы.

Если сопряжение выполняется с использованием фитингов, развальцовкой увеличивается поверхность контакта двух деталей, а природная пластичность материала обеспечивает плотный контакт без зазоров. Кроме того, образующаяся фаска под углом 45 градусов увеличивает поверхность контакта.
При соединении деталей из меди пайкой производится раздача конца трубы. При этом внутренний диаметр обрабатываемого конца должен быть на 0,12-0,2 миллиметра больше наружного размера трубки.
Такой зазор обеспечивает нанесение на ее поверхность слоя припоя. После этого тонкий конец вводится в отверстие, и стык прогревается паяльной лампой, газовой горелкой или любым другим доступным способом.

Этапы развальцовки медных трубок – пошаговое описание процесса + видео уроки
Для подготовки медной трубы к соединению понадобится специализированный инструмент, который называется развальцовкой, вальцовка, развальцовщик (более подробно про инструменты, их виды и советы по выбору, мы рассмотрим ниже). Сущность процесса заключается в приложении к концу механической нагрузки с целью придания ему определенной формы.
Как правило, это конус. При этом металл подвергается определенному удлинению за счет уменьшения толщины стенок трубы. При правильном выполнении операции не изменяется соосность элементов детали.
Для создания стыка с использованием фитинга, размер конуса должен составлять порядка 74 градусов в соответствии с требованиями ГОСТ 13954-74. При использовании оборудования или приспособлений промышленного происхождения и соблюдении всех требований техпроцесса, результат должен соответствовать приведенной схеме.

На что обратить внимание при подборе трубок;
- Не допускается разностенность (неодинаковая толщина стенок в поперечном сечении). В процессе деформации в зоне тонкой стенки растяжение выше, чем в противоположном направлении, где она может отсутствовать вовсе. При этом нарушается соосность внутреннего канала и возникает риск разрыва стенки или образования трещин в ней.
- Для развальцовки нужно использовать отожженные медные трубы. В процессе отжига изменяется кристаллическая структура материала, и он становится более пластичным.
- Для соединения медных трубок используются изделия с толщиной стенки не менее 0,8 миллиметра.
- На торцах, подвергаемых развальцовке, не должно быть механических повреждений, они должны быть строго перпендикулярны продольной оси. Для обеспечения этого параметра следует торцевать конец трубы с использование специального инструмента – трубореза.
- Для развальцовки используются насадки различных размеров, соответствующих стандартным требованиям, как для резьбовых соединений, так и под пайку. Если приобретается оснастка, произведенная в азиатских странах, необходимо проверять ее на соответствие нашим стандартам, в противном случае нестыковка неизбежна.
Нужно также обращать внимание на состояние инструмента для развальцовки медных трубок. Раздача производится пуансоном. Перед началом работы его нужно тщательно очистить от пыли и загрязнений.
Читайте также: