
Как сделать нож из поршня
Добавил пользователь Alex Обновлено: 04.10.2024
NHẬN XÉT • 382
ПЛЮС конечно однозначно, только нож не из поршня а из поршневого пальца,поршня алюминиевые )))).
И не палец, а шатун
а ему похрен он может и из люминия сделать!
А сколько стоит такой нож, если заказать
Делал бы из поршня за язык его ни кто не тянул
Выглядит очень круто! Ребята берегите руки
Как всегда,клацнул палец вверх и насладился видосом.А так как рубрика "Ножи из всего" это очень залипательно и очень смотрибельно,то предлагаю запилить эпический мессер из кучи всяких поломаных ножниц,старых маленьких кухонников,пинцетов и т.п.Успехов в работе и мирного неба вам.Спасибо за контент.
О! Это тот самый слесарь, который на пальцах может дроби показывать. Нож - огонь! Хорошо, что не перевелись еще люди, которые что-то делают руками
Нож очень хорошей работы! Стиль ножа захватует дух!)
Произведение искусства ! Приятно любоваться работой мастера.
А теперь, после просмотра… балдею от изогнутых ножей! Класс! Красавцы!
Я прибалдел глядя на эту работу золотыми руками пусть даже и укорочеными но создающими шедевры.
При выборе заготовки для изготовления ножа следует уделять внимание основным свойствам сплава. Клапана изготавливаются при использовании стали Х40, которая обладает высокими эксплуатационными характеристиками. Среди особенностей можно отметить нижеприведенные моменты:
- Рассматриваемый металл характеризуется высокой жаропрочностью, что связано с включением в состав большого количества легирующих элементов. Клапана работают в тяжелых эксплуатационных условиях.
- Высокие механические свойства не теряются даже при воздействии температуры до 600 градусов Цельсия. Именно поэтому ножи из клапанной стали получили широкое распространение.
- При длительном воздействии жара может снизиться показатель ударной вязкости.
- Высокий показатель концентрации углерода определяет то, что режущая часть ножа из клапана изнашивается медленно.
- Включение в состав хрома приводит к тому, что материал характеризуется отличной коррозионной устойчивостью. Именно поэтому на лезвии ножа из клапана не появятся темные или желтые пятна. Смазка поверхности при длительном хранении изделия не требуется.

Характеристики стали Х40
Приведенная выше информация определяет достаточно большое распространение ножей из клапана.
Однако, основные свойства существенно усложняют процедуру обработки.
Секреты закалки: источник тепла
Существует несколько вариантов приспособлений, способных довести нагрев стальной детали до желаемого температурного порога. Идеальный вариант – муфельная печь промышленного или самостоятельного изготовления.

При отсутствии подобного инструмента возможно использование еще одного домашнего помощника – паяльной лампы.

Достаточно мощная струя пламени позволяет легко прогреть детали небольшой толщины до требуемой температуры. Не забывайте перемещать горелку вдоль закаляемой пластины для достижения равномерного прогрева.
Кроме этого возможно использование обыкновенного древесного угля вкупе с паяльной лампой. Для этого выкопайте небольшое углубление в почве, засыпьте туда уголь, в который уложите на ребро закаляемые пластины ножей. Прогревайте лампой уголь вместе с пластинами до достижения последними требуемого нагрева. Подобный способ предохраняет быстрое остывание непрогреваемой части заготовки и ее перегрева.
Преимущества клинков из клапанной стали Х40
Клапанная сталь ножа характеризуется большим количеством преимуществ перед другими сплавами. Среди них можно отметить нижеприведенные моменты:
- Точение проводится не слишком сложно, для этого можно использовать обычный точильный камень.
- Даже при использовании изделия для резки труднообрабатываемого материала на поверхности режущей кромки не образуются зазубрины и другие дефекты.
- Служит устройство достаточно долго. Это связано с тем, что поверхность характеризуется повышенной устойчивостью к воздействию повышенной влажности.
- Простота в уходе. Для того чтобы изделие прослужило в течение длительного периода не нужно проводить какие-либо работы, связанные с обслуживанием.

Нож для рыбалки из клапана
Небольшим недостатком можно назвать то, что подобная сталь обладает достаточно высоким показателем хрупкости на излом. Однако, сломать лезвие достаточно сложно, для этого приходится прикладывать большое усилие.
Общие характеристики самодельного ножа
Зная, из какой стали делают напильники, становится понятным, почему их применяют для изготовления ножей. В качестве материала используются высокоуглеродистые стали таких марок, как У10А, Х12М, ШХ15.
Благодаря высокому содержанию углерода этот материал поддается закалке до 64−66 единиц по Роквеллу. Это обеспечивает ему достаточную твердость. Именно поэтому в домашних условиях делают нож из напильника.
Качественный самодельный нож можно сделать из:
- Толстого сверла по металлу. Следует учитывать, что закаленная часть только рабочая. Хвостовик сырой.
- Поршневой шатун двигателя.
- Торцевого ключа.
- Рессоры.
- Напильника.
При изготовлении финки на профессиональной основе все эти вещи предварительно куются. Особенно удобно ковать напильник, который имеет для этого подходящую форму. В процессе ковки металл приобретает нужные свойства, становится эластичнее.
Толщина напильника имеет такую величину, что требует снятия слоя металла, чтобы правильно сформировать спуск. Во время ковочных работ металл не убирается, он приобретает другую форму. Для того, чтобы выковать заготовку потребуется значительно меньше времени, чем при изготовлении ее на станке.
Первичная обработка
Этап первичной обработки проводится для того, чтобы придать заготовке первичную форму, которая будет приближенно напоминать конечное изделие. Подготовительный этап характеризуется следующими особенностями:
- Проводится ковка заготовки.
- Структура материала уплотняется.

Приведенная выше информация определяет то, что нож из клапана можно изготовить только в случае наличия навыков кузнеца. Кроме этого, требуется соответствующая оснастка, которая применяется для нагрева материала и его деформации.
Подготовка к работе
На подготовительном этапе следует придумать форму клинка и рукоятки к нему. Эти детали необходимо отобразить на чертеже будущего изделия. Отметьте на эскизе также метод их крепления. Профессиональное изготовление кинжала из напильника предполагает применение ковки железа в кузне.
Это обеспечивает прочность металла, придавая ему эластичность, позволяет убрать лишнюю толщину уплощением стали ударами молота, а также ускоряет процесс изготовления стилета, снижая затраты времени на его последующую обработку. При отсутствии кузнечного оборудования и специальных навыков можно изготовить хороший самодельный нож и без ковки. Его качество не будет уступать выполненному опытным кузнецом при условии подбора настоящего советского напильника.
Проверить, является ли сталь легированной или обычной, прошедшей закаливание, можно следующим способом: достаточно поместить деталь на кромке стола и ударить по её хвостовому кончику молотком. Он должен не сломаться, а немного погнуться.
Также определить качество металла позволит обработка на точильном станке — у обычной стали появится множество длинных пучков искр, а у высоколегированной образуется пышный сноп искр небольшой длины.
Читать также: Бетон 200 пропорции в ведрах
Первый этап изготовления ножа своими руками — обжиг. Нагревание металла обеспечивает его податливость, необходимую для механической обработки. Поэтому сделать нож из напильника без термообработки невозможно.
Закалка
Повысить качество и твердость поверхностного слоя можно путем выполнения закалки. Данная процедура заключается в воздействии высокой температуры, после чего нож из клапана охлаждается на открытом воздухе. Особенностями процедуры назовем следующие моменты:
- Требуется печь.
- Температура выдержки и время выбираются в зависимости от размеров заготовки.
- Рекомендуется проводить охлаждение на открытом воздухе. За счет этого обеспечивается требуемая твердость, но выдерживается пластичность.
В целом можно сказать, что процедура закалки довольно проста и для этого не требуется специальное сложное оборудование.







Отжиг заготовки ножа
Основная сложность, связанная с приданием пластине рашпиля необходимой формы клинка связана с высокой твердостью детали. Конечно, можно обработать заготовку и на наждачном станке, но при этом придется потратить массу времени и израсходовать несколько камней. Альтернативой является снижение твердости напильника. Для этого используется один из видов термической обработки сталей (обработки температурными режимами), имеющий название отжиг. Он заключается в нагреве детали до сравнительно высоких температур (порядка 650 – 700 С), выдержке при этих температурах в течение нескольких часов и медленном охлаждении.
Технология и этапы изготовления
На первой стадии ведется подбор материала. Чем он будет лучше, тем качественнее получится клинок. Лезвие должно отвечать требованиям:
- быть приспособленным к конкретной работе;
- выдерживать ударные нагрузки;
- острота лезвия должна сохраняться длительное время;
- не подвергаться коррозии.
Чтобы получился хороший самодельный кинжал, сначала нужно сделать его проект. Форму лучше выбирать простую. Обратить внимание на место стыка лезвия с рукояткой. Здесь не нужно сложностей. Переход лучше вести по плавному радиусу.
Процесс изготовления своими руками в домашних условиях состоит из нескольких стадий. Порядок их следующий:
- отжиг заготовки;
- формирование лезвия;
- закалка;
- отпуск;
- изготовление рукоятки.
Отжиг исходной заготовки
Основной проблемой является высокая твердость напильника. Если обрабатывать железо на наждачном станке, потребуется много времени. Для снижения твердости заготовка подвергается термообработке в виде отжига.
Суть его заключается в нагреве стали до температуры 650−700 градусов, выдержки в течение нескольких часов с последующим медленным охлаждением.
Чтобы провести отжиг в домашних условиях, можно воспользоваться печью, костром или камином. Заготовка закладывается вместе с топливом и нагревается в процессе его горения. Затем все вместе остывает. После такой процедуры материал готов для дальнейшей обработки. Без отжига заготовка не поддается работе слесарным инструментом.
Процесс изготовления лезвия
В зависимости от сферы применения выбирается форма поперечного сечения лезвия. Она может быть нескольких разновидностей:
- Прямой клин в виде равнобедренного треугольника. Хорошо выдерживает равномерные удары, и обладает устойчивым сопротивлением к резу.
- Вогнутые спуски. Острая режущая кромка не выдерживает больших усилий и бокового удара. С увеличением глубины реза сопротивление возрастает.
- Выпуклая линза — предназначена для выполнения тяжелых работ.
После охлаждения заготовки приступают к ее обработке. Она состоит из этапов:
- Ножовкой вырезается требуемый контур. Важно как можно лучше сформировать лекало, чтобы меньше обтачивать на наждачном станке. Сзади вырезается хвостовик. Его размер соответствует длине пальцев на руке.
- Зажимается заготовка и напильником обрабатываются спуски. Чтобы не нарушить симметрию, изготавливается из металлической трубы приспособление, на которое крепится напильник.
- Окончательная доработка ведется с помощью наждачной бумаги. Для удобства она оборачивается вокруг деревянного бруска.
Закалка готового лезвия
Размеры готового лезвия проверяются штангенциркулем. Чтобы клинок обрел былую твердость, нужно знать, как правильно закалить нож. Для этого он нагревается до температуры 900 градусов и быстро охлаждается в жидкости.
В домашних условиях закалка ножа из напильника проводится с помощью паяльной лампы. Для этого струя пламени направляется вдоль лезвия. Важно обеспечить равномерность прогрева.
Другим вариантом является использование древесного угля, в который закапывается клинок. Прогрев его ведется с помощью паяльной лампы. В процессе нагрева нужно точно достичь нужной температуры. Это определяется по цвету металла, который меняется в зависимости от нагрева. Как только температура достигает 850−900 градусов, железо приобретает малиновый или светло-вишневый цвет.
Охлаждение ведется в отработанном масле или воде:
- Отработка заливается в ведро. Нож держится за хвостовик и опускается в жидкость. Благодаря вязкости идет оптимальный процесс теплообмена. Время выдержки — несколько минут. Следует соблюдать осторожность, потому что масло может воспламениться.
- При использовании воды в нее добавляется соль или рассол. Чистую жидкость применять не рекомендуется. Чтобы избежать ведения металла, лезвие следует опускать вертикально вниз.
Секреты отпуска ножа
Благодаря закалке идет увеличение твердости изделия. Однако, вместе с этим возрастает и его хрупкость. В случае удара стали об твердую поверхность она может расколоться. Чтобы этого не происходило, нужно сталь отпустить. Этот вид термообработки называется отпуском.
Для этого клинок нагревается в течение часа до температуры 180−200 градусов, а потом охлаждается на воздухе. В качестве прибора нагрева используется газовая и электрическая духовка. Допускается вести нагрев в расплавленном свинце. Однако его температура плавления составляет 327 градусов, что приводит к уменьшению твердости финки.
Этап изготовления ручки
Из дерева выполняются 2 накладки на хвостовик ножа. Точно по их форме вырезается 2 вставки из кожи в качестве прокладок. В лезвии, накладках и вставках сверлятся 3 отверстия. По толщине пакета отрезаются 3 латунные трубки.
Все детали смазываются клеем, трубки вставляются и весь пакет зажимается струбцинами. Через несколько часов клей высохнет и прижим можно снять.
На последнем этапе идет устранение наждачной бумагой всех неровностей как с лезвия, так и ручки. Чтобы изделие было защищено от коррозии, его нужно отполировать.
Изготовление самодельного ножа из напильника в домашних условиях — процесс кропотливый. Однако получаемый клинок будет полностью удовлетворять необходимые требования для выполнения конкретной работы. Сталь, из которой изготавливается напильник, обладает высокими характеристиками, что является залогом высокого качества самодельного ножа.
Всем доброго времени суток. В данном мастер-классе я подробно расскажу как сделать простой рабочий нож.
В качестве материала для клинка было решено использовать подшипник, который сделан из стали ШХ15

Сталь при правильной термообработке выдает очень неплохие прочностные и режущие характеристики, однако её главным минусом является склонность к коррозии. Сначала нужно распилить подшипник с помощью болгарки

Получаются вот такие две половинки

Далее переходим к ковке. Для этого я собрал простенький горн из нескольких кирпичей, трубы и улитки для поддува

Кладем наши половинки в горн, включаем поддув и ждем пока они нагреются до необходимой температуры

Когда металл нагреется до ярко оранжевого цвета, в первую очередь его необходимо выпрямить

После выпрямления половинки подшипника на ней остается желобок

Продолжаем ковать, чтобы избавиться от него и получить ровную полосу

В итоге получаем вот такие поковки

Для того чтобы металл стал мягким и легче обрабатывался делается отжиг. Для этого поковки нагреваются до закалочной температуры (примерно 850 градусов)

и закапываются в угли, оставаясь остывать вместе с горном до полного остывания

На следующий день я достал из горна уже остывшие поковки.

Для этого ножа я не рисовал никаких эскизов, поэтому приблизительную форму будущего клинка я нарисовал сразу на поковке

После вытачивания желаемой формы клинка на гриндере

с помощью напильников я выравниваю плечики клинка

Далее делаются углубления в хвостовике клинка для лучшего сцепления с рукоятью. Получаем такую заготовку

Теперь необходимо разметить границы будущих спусков с помощью штангенциркуля и маркера


Закрепляем клинок в приспособлении для выведения спусков

и делаем черновые спуски



Чтобы клинок не повело при закалке необходимо оставить толщину клинка на месте режущей кромки не менее 1 мм.
Переходим к закалке, но для начала надо сделать несколько циклов нормализации для того, чтобы сталь приобрела мелкозернистую однородную структуру. Чтобы сделать нормализацию, нагреваем клинок до закалочной температуры и даем ему остыть на воздухе


Повторяем данную процедуру 3 раза. В качестве охлаждающей среды при закалке я использую отработанное масло. Чтобы скорость охлаждения была оптимальной масло нужно подогреть примерно до 60 градусов. Для этого нагреваем кусок арматуры

и погружаем его в масло

Чтобы перестраховаться от поводок клинка после закалки я использую тиски с двумя стальными пластинами

Теперь переходим непосредственно к самой закалке. Нагреваем клинок до температуры примерно 850 градусов и быстро погружаем его в масло

Подержав клинок несколько секунд в масле, я зажимаю его между стальными пластинами и жду пока он полностью остынет

Вытаскиваем и смотрим – нет ли поводок

Далее проверяем удалась ли закалка, для этого берем стеклянную бутылку и царапаем ее

Если клинок уверенно царапает стекло, значит закалка удалась, и его твердость более 60 единиц. Чтобы клинок не был хрупким и не рассыпался как стекло при первом же падении необходимо сделать отпуск. Для этого я использую обычную духовку. Выставляем температуру в духовке 180-200 градусов и кладем туда клинок на 1 час. Следующий этап изготовления ножа - чистовое снятие спусков. Закрепляем клинок в приспособлении и приступаем к работе

Сначала обрабатываем грубой лентой

Далее шлифуем спуски более мелкозернистыми лентами , заканчивая лентой Р600. Получаем вот такой готовый клинок





Теперь приступаем к изготовлению больстера. Отпиливаем заготовку от прутка квадратного сечения.

потом распиливаем ее пополам

и обтачиваем на гриндере до необходимого размера
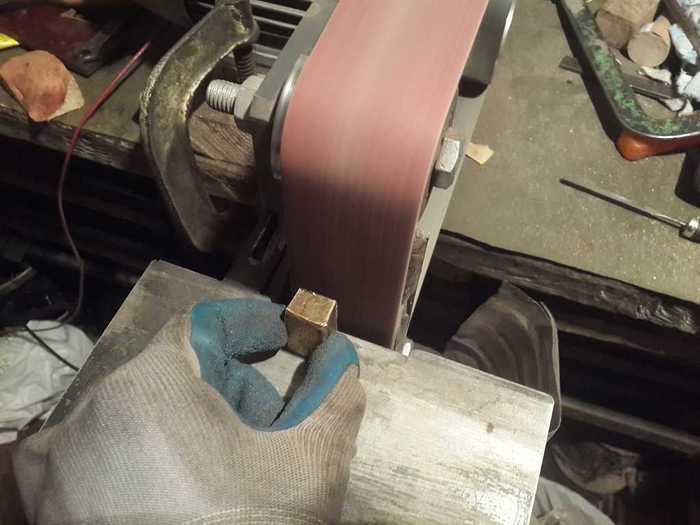
Получаем вот такую заготовку

При помощи штангенциркуля делаем разметку

Далее с помощью керна и молотка намечаем места в которых надо просверлить отверстия

Зажимаем в тиски и сверлим


Берем пробойник, который я сделал специально для этого, и соединяем несколько отверстий, чтобы в них мог пролезть надфиль

Надфилем аккуратно растачиваем отверстие до нужного размера, постоянно проверяя, чтобы не сточить лишнее

Заготовка для больстера готова

Теперь надо ее надеть на клинок. Делаю я это следующим образом: зажимаю в тиски дубовый брусок и втыкаю в него клинок, потом надеваю больстер на сколько это возможно, далее надеваю сверху ещё один больстер, в котором проделано большое отверстие, чтобы он подходил ко всем клинкам, он нужен для того, чтобы принимать все удары на себя и наш больстер не повредился. Потом я надеваю сверху всего этого стальную трубу и набиваю больстер несильными ударами
А так ли хорош из клапана нож? Решил проверить легенду. Отковал клинок из клапана от тепловоза. Провел тесты ножа .
Хотели видео, где я показываю процесс? Получайте злополучный нож и теплоходного клапана, режиссерская версия.
. померить какая же твердость в этой заготовки все свое время даже у меня в детстве были ножи из клапана и лучше ножа .
Изготовление самого хорошего ножа из подшипника с черным лезвием ,В видео я старался показать как можно сделать .
В видео я показываю как можно сделать нож из подшипника своими руками, изготовление отличного ножа в домашней .
Изготовление ножа Овод 2 из метчика. Этот нож один самых лучших охотничьих ножей по отзывам наших покупателей.
Как можно сделать отличный нож из клапана своими руками ,Полный процесс изготовление отличного ножа из клапана .
Продолжаем ремонт пресса Киргизстан, сняли поршень для замены ножа, также заменили один подшипник в ролике .
Невероятная твердость инструментальной стали быстрореза Р6М5, из которой изготавливают сверла и механические .
Как сделать нож из пружины своими руками, В видео показан полный процесс изготовление кованного ножа из старой .
Изготовление ножа из советского топора. Этот нож я делал специально для серьёзных испытаний, что бы он не боялся .
Делаем японский нож киридаши из мехпилы. Сталь р6м5. Перенос рисунка на металл с обычной бумаги. Травление .
Токарная обработка поршневого пальца резцами т5к10 и т30к4. Палец имеет твердость около 62 по Роквеллу.
Читайте также: