
Как сделать латунь своими руками
Обновлено: 02.07.2024
Имеется несколько кг латунных обломков, не пригодных для использования, но есть желание отлить фигурные больстеры. Расскажите о нюансах плавки и литья латуни в домашних условиях. Спасибо.
я вот ювелирную мастерскую нашел - говорит, приходи, плавь. приноси восковки или еще чего там. и материял. я, правда, из бронзы. они консультируют с удовольствием - особенно, если сразу предупреждаешь, что не украшения лить собираешься.
Набиваете обломками тигель и ставите в печь. Расплавили, охладиди медленно. Слиток разрезали на дольки по толщине- вот и все дела.
Не допускайте сильного перегрева - возникнет дендритная ликвация, что приведет к изменению свойств латуни. (может уменьшится пластичность например) А при травлении вылезет мелкий "булатный" узор.
Tai-Pen писал(а): В латуни, опять же в зависимости от марки, содержится 25-45 % Хрома, который интенсивно выгорает под воздействием кислорода.
в латуне нет хрома, латунь в самых общих чертах сплав меди с цинком. цинк как более легкоплавкий выгорает, окисляется с образованием белого оксида, чем более держать сплав в расплавленном состоянии, тем больше потеря цинка, поэтому как расплавил, помешал, и выливай, плавить нужно под флюсом чтобы меньше цинк горел, флюсом может быть бура, сода или смесь их, можно и древесного угля сверху в тигель накидать, но он плавает сверху мешает при заливке. в идеале плавить конечно в безкислородной среде, но это все.. дорого.. в качестве тигля можно приспособить стакан из нержи, но чтоб стенки не с папиросную бумагу
Андрюха. По поводу плавки латуни это тебе сразу ко мне надо было . Даю дельный совет: ЗАБЕЙ .
1. В среднем t плавления 850-1000 °С, а t литья = 1000-1150 °С. (в зависимости от марки).
2. В латуни, опять же в зависимости от марки, содержится 25-45 % Хрома Цинка, который интенсивно выгорает под воздействием кислорода.
Мой личный опыт:
Попытка нумер уно: В толстом чугунном горшочке в печи на каменном угле. Итог - отсутствие дна у горшочка и странный белесый налет.
Попытка нумер дуо: Та же печь, латунь в железной эмалированной кружке. Наблюдая в щелочку заметил как потекла глазурь-эмаль на кружке, предвкушая положительный эффект открываю топку и . слышу ПФФ-Ф-У-У-У-У-Х-Х-Х. и из кружки , как из бадьи с тестом в вечер перед пасхой, прет белесая пена/хлопья, а на дне кружки грязная субстанция по цвету нечто среднее между медью и латунью, которая (субстанция) весьма далека от литьевой латуни.
Так шта, советую не заморачиваться, овчинка выделки не стоит!
Не стал бы я дома плавить это.Дюже не полезно для здоровья.Про то что не совсем просто (вернее совсем не просто), тем более дома писали уже.
Самый нормальный вариант: берите обломки и в пункт приёмки цветмета несёте, там меняете на то что Вам нужно из того что у них есть в наличии.Сам так часто делал раньше.
С уважением
я читал, про то, что в микроволновке можно плавить. Только главное правильно все сделать и следить, чтобы дуга не пробила.
Чтобы организовать плавление металла в домашних условиях необходимо изготовить приспособление, в котором можно было бы нагреть заготовку до необходимой температуры. Если для плавления олова и свинца, достаточно загрузить сырьё в металлическую ёмкость и поставить её на огонь. То для литья медных сплавов потребуется приобрести специальную печь.

О том как осуществляется плавка латуни в домашних условиях будет рассказано в данной статье. Но прежде чем приступить к описанию основных этапов работы, необходимо изучить теоретические сведения о металлическом сплаве.
Из чего состоит латунь
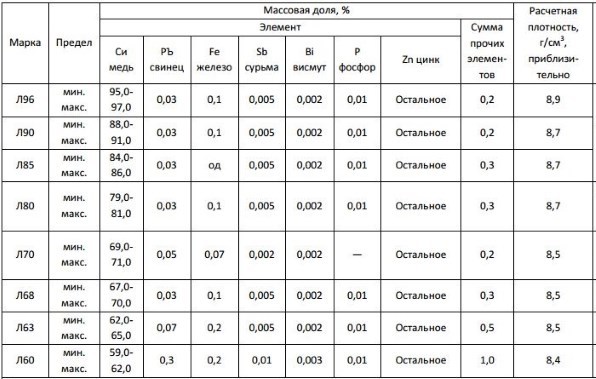
Латунь состав сплава которого может существенно отличаться, обязательно содержит медь в количестве не менее 55%. На остальные 45% в составе двухкомпонентного сплава приходится доля цинка. Цинк в составе медного сплава существенно увеличивает механическую прочность сплава и устойчивость к коррозии.
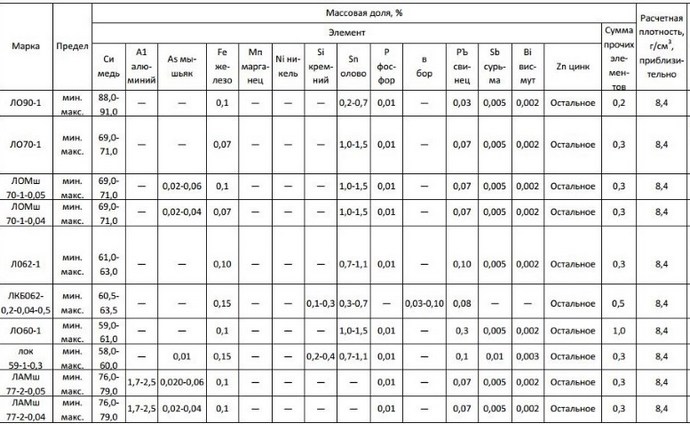
Кроме цинка многокомпонентная латунь может содержать:
- Алюминий.
- Олово.
- Никель.
- Марганец.
- Кремний.
Дополнительные добавки необходимы в том случае, если требуется наделить металлический сплав новыми свойствами, которые будут способствовать более лёгкому формированию изделия при литье и во время механической обработки.
Для плавления латуни сплав необходимо нагреть до 880 — 950 градусов. Какая именно температура необходима для плавки конкретного вида латуни зависит от её состава, но при выполнении плавления металлов в домашних условиях не всегда удаётся установить марку сплава.
Чтобы гарантированно расплавить латунь в домашних условиях следует приобрести специальное устройство, в котором металл нагревался бы до максимальной температуры плавления.
Самостоятельное изготовление плавильного устройства потребует значительных временных затрат и специальных знаний. Поэтому намного проще приобрести в специализированных магазинах готовые плавильные печи, работающие на газе или от сети переменного тока.
Печь и инструменты для плавления латуни
Чтобы осуществить литьё латуни в домашних условиях необходимо приобрести специальную печь.

В домашних условиях лучше всего использовать небольшие устройства с максимальной температурой нагрева 1300 градусов. Такое ограничение необходимо чтобы предотвратить выгорание цинка входящего в состав данного медного сплава.
- В качестве ёмкости для плавления латуни используются графитовые тигли.
- Также потребуется приобрести щипцы и большую ложку. Щипцы необходимы для установки и снятия тигля с печи, а ложка применяется для удаления шлака, который образуется на поверхности расплава.
- Чтобы вылить из тигля расплавленную латунь в форму используется литейный ковш. Без этого приспособления невозможно выполнить безопасный наклон раскалённого тигля во время плавильных работ.
Работы с расплавом должны производиться без каких-либо отступлений от правил техники безопасности, поэтому кроме приспособлений для плавления обязательно следует приобрести защитную одежду, средства защиты зрения и дыхания.
При расплавлении латуни образуются вредные пары, которые негативно воздействуют на здоровье человека.
- Осуществлять плавильные работы без респиратора категорически запрещено. Специальные очки или маска используются для защиты глаз от воздействия инфракрасного излучения, которое, при длительном воздействии, может нанести ущерб органу зрения.
- Также необходимо использовать жароупорный фартук для защиты одежды от возможного попадания расплавленного металла и толстые перчатки, чтобы не обжечь руки во время плавильных работ.
Когда все необходимые инструменты и приспособления будут приобретены, можно приступать к подготовке плавления латуни.
Подготовительные работы
Чтобы плавление медного сплава было произведено по всем правилам, необходимо подготовить инструменты и место для работы.
Оптимальным вариантом размещения печи для плавки латуни является навес на свежем воздухе. Установка печи на улице позволяет минимизировать вредное влияние паров цинка, а также обеспечить хорошее горение топлива, при использовании газовой печи.

В плане противопожарной безопасности размещение высокотемпературной печи вне помещения является наиболее правильным. Если нет возможности установить плавильную печь таким образом, то помещение, в котором планируется проводить плавильные работы, должно быть оборудовано системой принудительной вентиляции воздуха.
Поверхность, на которую устанавливается печь, вне зависимости от места размещения, должна быть обязательно изготовлена из негорючих материалов. Также для безопасного перемещения тигля с расплавленным металлом рекомендуется установить ящик с сухим песком. Для предотвращения разбрызгивания расплавленного металла, работы по заливке форм рекомендуется проводить только над ёмкостью с песком.
- Если для получения расплава будет применяться металлический лом, то прежде чем приступить к плавке следует тщательно очистить латунную поверхность от загрязнения и краски.
- При использовании проката цветного металла его достаточно нарезать на куски, размер которых не будет превышать параметры тигля плавильной печи.
Такие подготовительные работы позволят получить более качественное плавление металла с меньшим количеством шлака, а сам процесс будет более пожаробезопасным.
Процесс плавления латуни
После проведения подготовительного этапа можно приступать к непосредственному плавлению медного сплава.

Работа осуществляется в такой последовательности:
- В печи нагреваются формы до температуры +100 градусов. Также необходимо хорошо прогреть ложку перед использованием. Такая процедура необходима для полного испарения влаги с поверхности инструментов. После прогревания, формы необходимо разместить на сухом песке.
- Заранее подготовленный латунный лом или измельчённый металлический прокат для плавления, закладывается в тигель в необходимом количестве.
- Прогревается печь до температуры +500 градусов.
- Тигель с латунью устанавливается в печь и температура повышается до 950 градусов.
- Когда металл полностью расплавится с его поверхности необходимо аккуратно с помощью ложки удалить образовавшийся шлак и продукты окисления.
- Когда латунь приобретёт яркий жёлтый цвет можно приступать к заполнению заранее подготовленных форм. Для этой цели тигель извлекается специальными щипцами из печи и устанавливается на литейный ковш. Затем производится заполнение форм расплавом.
Если необходимо продолжить плавления металла, то тигель необходимо снова наполнить подготовленным материалом и установить в плавильную печь.
Советы и рекомендации
- На рынке представлено большое количество печей для плавки металлов и не всегда удаётся сделать правильный выбор устройства. Особенно при отсутствии опыта плавильных работ. Чтобы печь можно было использовать не только для плавки латуни рекомендуется выбрать устройство с возможностью разогрева до 1300 градусов. Например, температура плавления бронзы составляет около 1150 градусов и маломощные приборы не позволят осуществить плавление данного цветного сплава.
- Для каждого вида цветного металла необходимо использовать отдельный тигель, поэтому в ёмкости в которой расплавлялась латунь не рекомендуется плавить бронзу или любой другой металл или сплав.
- Не рекомендуется надевать одежду из синтетики во время выполнения плавильных работ. Такая ткань легко возгорается и плавится. В случае возникновения пожара может послужить причиной получения серьёзных ожогов.
- В непосредственной близости от места, где будет установлена плавильная печь необходимо разместить ёмкость с холодной водой. Такая предохранительная мера позволит, в случае получения ожога, моментально снизить температуру поражённого участка тела.
- Огнетушитель обязательно должен быть расположен в прямой доступности от места, где производятся плавильные работы.
- Момент полного расплавления латуни можно определить на глаз. Выливать изделия из данного сплава необходимо когда поверхность расплавленного металла начнёт светиться жёлтым цветом с небольшим оранжевым отливом.
- Во время плавления, латунь категорически запрещается перемешивать. Такое действие может привести к образованию пузырьков воздуха, что негативно отразится на плотности материала, его механических и эстетических свойствах.
- Точная температура плавления латуни зависит от её марки. При определении точки плавления опытным путём необходимо соблюдать осторожность и не слишком перегревать смесь, чтобы не ускорить процесс окисления металлического сплава.
- Печь для плавки латуни можно изготовить самостоятельно, но только при наличии специальных знаний. Если в этом деле возникнут трудности можно обратиться за консультацией к опытным умельцам.
Значительно сэкономить можно и в случае замены графитового тигля на изделие из керамики. Если приобрести специальную огнеупорную глину, то можно научиться самостоятельно изготавливать ёмкости для плавильных печей.
Керамические тигли обладают значительно меньшим ресурсом, но в случае, когда возможно самостоятельное изготовление таких деталей экономия денег будет значительной.
Заключение
При какой температуре плавится медь и её сплавы рассказано в статье, но только теоретических знаний недостаточно для того, чтобы стать профессионалом в этом деле.
После того как печь для плавки латуни будет приобретена или смонтирована, необходимо расплавить небольшое количество металла для проверки работоспособности оборудования. И получения опыта плавления медных сплавов в домашних условиях.


Захотелось попробовать сделать латунные отливки. Результаты на фото. Плавил в тигле латунные огрызки, медную стружку и что-то бронзовое сантехническое. Температуру в муфеле задал 1010, расплавленный металл разлил в специальную изложницу (изложницу предварительно прогрел в сушильном шкафу при темп. 200 гр.). Плавил без буры, т.к. в пршлый раз при попытке сплавить с бурой проплавился тигель
Может кто подскажет, как можно разлить латунь без таких стемных пор.
Можно, наверно, попытаться сразу сплавить в форме из керамики/гипса. Но хочется, всетаки, разобраться, можно ли лить в формы без таких раковин.
Лить можно, ведь колокола льют сразу в формы.
Может проблема в низкой температуре формы, что от быстро перепада температуры дает такие раковины..
Я в этом не специалист, просто пишу свои мысли.
ИМХО, у вас была неправильная изложница. Либо 200оС для просушки ей мало, либо она слишком теплопроводная и теплоемкая.
Судя по какашкам на фото расплав застывал прямо во время литья.
Изложница из ст3. В ней отливаю пробы свинца, но на них небольшие раковины получаются если только очень быстро заполнить форму.
У свинца температура плавления в три раза ниже.
ЕМНИП, латунь либо отливают в песок, либо нужно оборудование с вакуумом/давлением.
убирать пенку из тигля перед литьем
плавить в стойком к флюсу тигле и с флюсом
Перегревать латунь-бронзу обязательно.
Подогревать кокиль или форму докрасна
Форма должна быть абсолютно сухая и газопроницаемая, то есть слегка пористая.
Мелочь типа больстера или навершия без давления лить почти нереально. Только как болванки. Поверхностное натяжение у металла огромное, он в углы не заходит.
Кран-буксы например льют либо центробежкой, либо давлением.
Свинец - не показатель, у него как раз одно из самых низких значений поверхностного натяжения. Он растекается в блин. И тяжелый, сам себя давит в щели.
В принципе, если перегревать на 100-200 градусов металл и сильно греть форму, то наверное можно и мелочь чисто отливать. Только отливки золотые по цене выйдут ИМХО.
Дмитрий М. Очень четко и правильно изложил основные принципы получения нормальной отливки. Теперь немного подробнее.
Литейные свойства металла определяются двумя основными противоположными свойствами - жидкотекучестью и густоплавкостью.
С практической точки зрения жидкотекучесть показывает способность металла заполнять литейную форму. Оптимальных значений она достигает при нагреве в среднем на 150. 200 градусов выше температуры плавления.
Противоположность жидкотекучести - густоплавкость. Густоплавкие металлы даже при перегреве остаются густыми, вязкими и будут плохо заполнять формы. К их числу относятся сталь, чистое серебро, медь и ее сплавы.
Конкретно по латуни:
Для плавки лучше брать металл от деталей, полученных отливкой. В основном это сантехника (литые латунные краны, втулки, тройники и т.д.). Этого добра полно на любом строительном рынке.
Если на форме предусмотреть литниковую чашу достаточно больших размеров, то куски металла можно сложить непосредственно на нее, и разогрев металла и формы производить одновременно. Желательно в форме иметь шлакоулавливатель, который избавляет от геморроя в виде окислов и остатков флюса.
Использование флюса обязательно т.к. цинк, входящий в состав латуни, имеет гораздо меньшую температуру плавления и активно выгорает при контакте с кислородом. Флюс должен работать как при температуре плавления латуни, так и при температуре на 200 градусов выше.
Форму можно вылепить из шамотной глины (строительный рынок), мелкодробленого шамотного кирпича (там же) и мелких древесных опилок. Соотношение приблизительно 40% + 40% + 20% по объему. Готовую форму высушить и предварительно прокалить.
Лить латунь только через центробежку. Простейшие центробежки легко сделать самому. Центробежкой можно по выплавляемым моделям лить сразу готовые больстеры и навершия.
Вообще говоря, литье в домашних условиях - большой геморрой, но если отработать технологию, то дело того стоит.
Подробнее о литье можно прочитать в книге Коваль Е. ' Работы по металлу. Пособие для начинающих'.
По роду своей деятельности иногда занимаюсь литьём цветных сплавов- подскажу, что знаю.
Латунь и бронза легко льются дома. Для формы
я беру стоматологическую формовочную смесь
Силикан-Спофа, Чехия. Плавлю в шамотном толстостенном тигле, латунь от краников лью
при 900-950 град., также и легкоплавкую бронзу
с %олова 10- 15. Форму прокаливаю по даташиту на состав, т.е. до 900 град., с последующим
остыванием до 200 для латуни, до 500- 600 для
бронзы. Обязательно несколько раз перемешивать расплав керамической или берёзовой палочкой, флюс можно уголь древесный. Перед разливкой надо снять шлак ложкой (столовой) Проливается без всякого вакуума в малейшие щели (до 0.1 мм.)Литник простейший- питатель и литниковая чаша.
Со школьной муфелькой я дома лью до 4-х кг.
бронзы. На ваших фотках видно, что шлак не снят, и выливали всё до конца, со всеми соплями.А по виду пузырей- как в сырую гипсовую форму лили! Если хорошо нанести формовочную смесь на восковую модель (а я
пишу про этот способ литья) то не будет никаких корольков(шариков) на отливке,
обработка минимальна.
на сайте Web
Выпуск 21 Ремесла Микролитье
После того как человечество научилось выплавлять металл, стало развиваться литейное искусство. Вероятнее всего, первые отливки были сделаны в Древнем Египте. Но раскопки показали, что и на территории Кавказа уже в третьем тысячелетии до новой эры тоже применялись совершенные методы плавки и литья металла. Литье было наиболее легким видом обработки металла, и люди использовали это. Нужным в обиходе металлическим вещам они придавали художественную форму.
Применяя способ литья по восковым моделям, античные художники добились виртуозной техники микролитья.
На Руси художественным литьем занимались вначале исключительно женщины. Они сплетали из нитей, пропитанных воском, ажурные украшения, похожие на филигрань, и, обмазав глиной, давали просохнуть. Потом форму прокаливали и заливали металлом. Остывшую форму разрушали так, чтобы не портилась отливка. Были формы и постоянные-вырезали их из мягкого камня. В такие формы можно было отливать неоднократно.
Как овладеть технологией микролитья? Главное - тщательно продуманная подготовка и подробные записи о выполняемой работе. Это поможет учесть первые ошибки, а в будущем даст возможность экспериментировать.
Все оборудование для микролитья вы можете сделать сами. Опока - это отрезок трубы с толщиной стенки 2-3 мм. Заготовить нужно несколько опок различного диаметра для моделей разной величины. Но учтите, что самая большая опока должна свободно умещаться в подставке ручной центрифуги.
Центрифуга изготовляется так. В деревянную ручку пропустите металлический стержень толщиной около 5 мм. К стержню неподвижно прикреплена серьга. Ручка должна свободно вращаться на стержне. Подставку для опоки изготовьте из железа. Диаметр ее 7-8 см, высота бортика 2,5-3 см. К бортику приклепайте скобу высотой II-12 см от основания подставки. Вверху скобы приварите или сделайте витое кольцо. Соедините его с серьгой проволочным коромыслом с согнутыми на концах кольцами. Места соединения должны быть прочными и подвижными. Длина коромысла 25-30 см, толщина 4 мм. Чтобы уверенно пользоваться центрифугой, потренируйтесь сначала: поставьте в нее сосуд с водой и вращайте, стараясь не пролить воду.
Наиболее простой аппарат для плавки металла состоит из портативного баллончика с пропаном, бронированного шланга к нему и самодельной горелки.
Отрежьте от железной трубы подходящих размеров втулку для сопла горелки. Затем, прорезав в нескольких местах ножовкой край трубки, ковкой сузьте на конус одну из сторон и опилите. После этого вдоль втулки просверлите и пропилите отверстия. Из латуни выточите пробку и плотно вгоните молотком в сопло. В центре пробки просверлите отверстие и нарежьте резьбу для трубки, которая будет подавать газ в горелку. Трубку подберите с таким расчетом, чтобы в ней можно было нарезать резьбу для капсюля. Капсюль вывинчивают из шланга. Трубку с капсюлем ввинтите в пробку, аккуратно изогните и насадите на другой конец ручку из дерева или эбонита. Бронированный шланг удлините прочным резиновым, способным выдержать давление газа.
Регулируйте подачу газа краном, расположенным на шланге. Зажигайте горелку при минимальной подаче газа, а потом увеличивайте пламя. Горелка развивает температуру до 1000 градусов-ее вполне достаточно, чтобы заниматься художественным микролитьем.
Во время работы с горелкой баллон не должен находиться пядом с пламенем.
Различных сплавов для мелких отливок существует множество. Можно взять, например, такой: 63,7 процента меди, 33,5 процента цинка, 2,55 процента олова, 0,25 процента свинца. Пусть вас испугают десятые и сотые доли процента - не обязательно слишком точно придерживаться этой пропорции.
Материал для модели-воск, для формы-гипс, тальк. Тальк можно заменить порошком пемзы.
Хорошо продумайте, что вы будете отливать, потом приступайте к изготовлению восковой модели. Учтите, что расплавленный металл повторит все огрехи модели, поэтому тщательно отделывайте ее.
К модели прикрепите расплавленным воском металлические литниковые штифты толщиной 1-2 мм. Хороший штифт получается из швейной иглы, если отломать острие. Чаще всего для равномерного и быстрого заполнения формы требуется несколько штифтов-в этом случае они обязательно должны пересекаться в одной точке, где также скрепляются воском.
Впоследствии точка пересечения окажется вне формовочной массы - это видно на рисунке.
Учитывая габариты модели, подберите опоку. Высота опоки определяется с таким расчетом, чтобы расстояние между ее воображаемым дном и моделью составляло 1-1,5 см, а вверху можно было вырезать в формовочной массе литниковую чашу для плавки металла.
Формовочную массу приготовьте из двух частей гипса и одной части талька или пемзового порошка. Хорошо перемешайте состав и засыпайте в воду. Масса должна приобрести консистенцию негустой сметаны.
Поставьте опоку на лист асбеста и заполните формовочной массой. Пока масса не затвердела, возьмите модель за штифт и погрузите в нее, слегка вибрируя, чтобы удалить пузырьки воздуха. Не раньше чем через полчаса скальпелем вырежьте литниковую чашу и плоскогубцами осторожно удалите штифты. Литниковые каналы, оставшиеся после удаления штифтов, должны располагаться в центре литниковой чаши, имея каждый самостоятельный выход.
Поместите опоку в духовку литниковыми каналами вниз и в продолжение двух часов постепенно (иначе пар разорвет форму) повышайте температуру до 350 градусов. После этого положите опоку боковой стороной на газовую плиту, подстелив лист асбеста, и, увеличивая огонь, выжгите оставшийся воск, время от времени поворачивая опоку для равномерного прогрева. Продолжайте нагрев и после того, как выгорит весь воск: отжиг необходим для повышения газопроницаемости формы. Как только стенки опоки станут красными, перенесите ее в ручную центрифугу. В литниковую чашу аккуратно заложите нужное количество металла и начните плавку, подсыпав немного буры. Плавящийся металл не пойдет без давления в узкие литниковые каналы. Но вот металл расплавлен весь, вы начинаете быстро вращать центрифугу, и металл устремляется в форму. Двадцати оборотов центрифуги достаточно, чтобы не только заполнение формы, но и кристаллизация металла произошли под давлением.
Чтобы извлечь отливку из формы, надо горячую опоку подставить под струю воды, направленную в литниковую чашу. Форма разрушится.
Отливку отбелите в пятнадцатипроцентном растворе серной кислоты.
Из мелких фрагментов можно с помощью пайки монтировать более крупные художественные произведения.
Занимаясь микролитьем, не забывайте ни на минуту о технике безопасности. Внимательно прочтите и запомните инструкцию, как обращаться с газовыми баллонами,-такая инструкция есть в каждом обменном пункте баллонов. Приготовляя раствор серной кислоты, помните, что нужно кислоту лить в воду и ни в коем случае не наоборот. Раствор нужно готовить осторожно, не проливая кислоту. Прорезиненный фартук, резиновые перчатки, очки необходимы.
Мой вопрос к реставраторам и кто разбирается в металлах.
Все наверное сталкивались с хрупкой латунью, когда небольшая вмятина при выпрямлении дает трещину, а об выглаживании и говорить нечего.
Есть 2 противоречивых мнения, как сделать латунь мягче. Одни утверждают, после нагрева 400-600 градусов латунь надо опустить в воду. Другие утверждают, что так отжигают медь, а латунь должна остывать сама по себе при комнатной температуре. Кто прав ?
Интересует-температура,время выдержки при нагреве и время (способ) остывания. Ведь при правильном снятии напряжения с латуни, во многом зависит качество работы, меньше трещин, а значит и меньше пайки и сохран лучше. Когда латунь податлива, работать с ней одно удовольствие и она всегда примет ту форму которую тебе надо.
Друзья - выскажите свое мнение по этому вопросу, я думаю это надо знать всем, кто занят самоварным делом.
С уважением, Александр.
кубарь, я в реставрации самоваров полный 0, но петельки на крышки зольника из латуни делал. После первой попытки согнуть пластину она просто разломилась, тогда я её нагрел на газовой плите и дал постепенно остыть на открытом воздухе. После этого латунь стала эластичная, согнул, обстучал вокруг гвоздика и петелька готова.
Мой вопрос к реставраторам и кто разбирается в металлах.
Все наверное сталкивались с хрупкой латунью, когда небольшая вмятина при выпрямлении дает трещину, а об выглаживании и говорить нечего.
Есть 2 противоречивых мнения, как сделать латунь мягче. Одни утверждают, после нагрева 400-600 градусов латунь надо опустить в воду. Другие утверждают, что так отжигают медь, а латунь должна остывать сама по себе при комнатной температуре. Кто прав ?
Интересует-температура,время выдержки при нагреве и время (способ) остывания. Ведь при правильном снятии напряжения с латуни, во многом зависит качество работы, меньше трещин, а значит и меньше пайки и сохран лучше. Когда латунь податлива, работать с ней одно удовольствие и она всегда примет ту форму которую тебе надо.
Друзья - выскажите свое мнение по этому вопросу, я думаю это надо знать всем, кто занят самоварным делом.
С уважением, Александр.
__________________
Флудить - тему бодрить!
ЛИЧНО держал за руку 'legalalien
Отжиг латуни :-нагрев до 500-530 градусов (по цвету это примерно тёмно-красный) и остывать должна на воздухе при комнатной температуре.Без опыта по цвету бывает трудно угадать .поэтому ,после отжига попробуйте на пластичность-не грубите,если чувствуете.что металл тугой,то смело ещё раз отжигайте.
Мой вопрос к реставраторам и кто разбирается в металлах.
Все наверное сталкивались с хрупкой латунью, когда небольшая вмятина при выпрямлении дает трещину, а об выглаживании и говорить нечего.
Есть 2 противоречивых мнения, как сделать латунь мягче. Одни утверждают, после нагрева 400-600 градусов латунь надо опустить в воду. Другие утверждают, что так отжигают медь, а латунь должна остывать сама по себе при комнатной температуре. Кто прав ?
Интересует-температура,время выдержки при нагреве и время (способ) остывания. Ведь при правильном снятии напряжения с латуни, во многом зависит качество работы, меньше трещин, а значит и меньше пайки и сохран лучше. Когда латунь податлива, работать с ней одно удовольствие и она всегда примет ту форму которую тебе надо.
Друзья - выскажите свое мнение по этому вопросу, я думаю это надо знать всем, кто занят самоварным делом.
С уважением, Александр.
Температура нагрева 500-530гр.,это примерно тёмно-красный цвет.Остывание только при комнатной температуре.После полного остывания не спешите колотить,слегка попробуйте металл.если жёсткий,то ещё раз отжигайте(не попали в темп-ру),если мягкий ,то работайте,но не забывайте,что порой приходится отжигать не один раз-латунь капризная.
Спасибо, что откликнулись други ! Дима правильно заметил- хочется докопаться до сути. Сегодня проделал эксперимент, нагрел пластину с двух сторон, до малинового цвета, один конец окунул в воду, другой остывал так. И был удивлен, с обеих сторон латунь стала мягкой. Выходит правы и те и другие ?Arkmedv, а если температура будет выше указанной Вами, это повлияет на жесткость ? То что латунь капризная я уже понял давно. Все дело мне кажется в избытки цинка.
Если вы грели одну пластину с двух сторон,то это не правильный эксперимент.Пробуйте отдельно.Латунь нагретая после резкого охлаждения становится хрупкой.Это одно.Второе-для чистоты Вашего эксперимента нужно пользовать старую,уже заведомо хрупкую латунь.
Читайте также: