
Как сделать кромку на металле
Обновлено: 06.07.2024

Для обработки кромок профильного и листового металлопроката существует много различных способов автоматических и ручных. Все зависит от технических условий, характера производства и назначения материала.
Обработка кромок производится для получения надлежащей их чистоты и точности. Кромки подготовляются под сварку, чеканку для точной пригонки деталей, для удаления слоя металла вдоль кромок в случае его повреждения при резке на ножах или автогенной резке.
Инструмент для обработки кромок.
Ручная обработка кромок выполняется зубилом (рис. 1) или крейцмейселем (рис. 2).
Форма и материал зубила.
Зубила, изготовленные из углеродистой и инструментальной сталей марок У7А или У8А овального или многогранного сечения представляют собой стержень, один конец которого оттягивается и затачивается. Заточенная кромка зубила называется лезвием. Второй конец зубила, который имеет форму, слегка сведенную на конус, называется головкой.

Рис. 1. Зубило:
1 — головка; 2 — стержень; 3 — лезвие.
Длина зубила.
По величине зубило должно иметь длину от 100 до 200 мм, при толщине от 8 до 20 мм и длине режущей кромки от 5 до 25 мм.
Длина крейцмейселя.
Крейцмейсель имеет длину от 150 до 200 мм, при длине режущей кромки от 2 до 15 мм.
Какие работы выполняют крейцмейселем?
Крейцмейсель предназначается для прорубания узких канавок и, так же как и зубило, состоит из стержня, лезвия и головки. Во избежание заклинивания лезвие делается шире оттянутой части стержня.
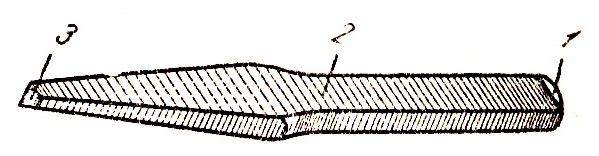
Рис. 2. Крейцмейсель:
1—головка; 2 — стержень; 3 — лезвие.
Как сделать зубило?
Рабочие должны следить за исправным состоянием головок зубил и круйцмейселя, иначе это может привести к травматизму рук. Чтобы этого не произошло, нужно правильно сделать зубило. Для этого необходимо произвести отжиг, а после опилить режущие части и головки. Угол режущей части проверяется по шаблону. Затем проводят закалку до необходимой твердости путем нагрева до 700 — 800°, с охлаждением в воде.
Заточка зубила.
Угол заточки зубила применяют для рубки чугуна и стали (твердой) в 70 — 750, для твердой бронзы до 70°, для стали средней твердости 60° и для меди и латуни 45°.
Для нанесения ударов при рубке применяется молоток. Молоток должен быть исправным и плотно насажен на ручку.
При вырубании из листов деталей, имеющих фигурные очертания, или при разрубке профильного металла прорубают крейцмейселем канавку в несколько проходов (в зависимости от толщины металла), снимая за каждый проход слой стружки толщиной от 1.5 по 2.5 мм.
Ручной кромкогиб для авторемонта, выполненный своими руками, удобен в эксплуатации и пользуется популярностью среди жестянщиков. В розничной продаже имеется ряд современных предложений этого устройства, хотя его изготовление несложное.
Где применяется кромкогиб?
Приспособление нашло применение во многих сферах промышленности. В частности, его можно использовать для формирования фальцев кровельного железа, воздуховодов, и выполнять подготовку кромок изделия для сварных соединений. Сегодня авторемонту отдается одно из первых мест в применении устройства, так как автомобили с каждым годом становятся наиболее популярными среди населения.
Принцип работы устройства несложен, достаточно задать требуемую ширину загибания кромки, после, между двумя роликами, вращающимися навстречу друг другу, поместить обрабатываемый участок металла и поступательными движениями постепенно будет образовываться сгиб. Поэтому выполнить кромкогиб своими руками не составит труда. Механический дырокол-кромкогиб позволяет проделывать отверстия с большей степенью качества, чем при сверлении дрелью.
Устройство оборудования и изготовление
Чтобы изготовить кромкогибочный станок самостоятельно, и тем самым облегчить труд жестянщика не нужно обладать опытом практической деятельности. Основными элементами, обеспечивающими гибку металла, считаются:
- опорная поверхность;
- рабочее основание;
- прижимное усилие;
- обжатие пуансоном;
- рычаги, в форме ручек.
При разработке чертежей, если имеется необходимость, может быть дополнительно выполнен дырокол в этом же устройстве. В современных моделях станочного оборудования используется нож для подрезания кромок. Его тоже несложно смастерить.
- Опорная поверхность или основание устройства – таковым могут являться стол, выполненный из профиля трубы или металла, стол из дерева на мощных опорах, если есть необходимость загибания кровельного железа 0,8 мм толщиной. На эту величину и рассчитан ручной кромкогиб. Не надо прикладывать особые усилия, потому что на основание воздействуют незначительные показатели силы. Но основание должно быть достаточно прочным, это нужно для точности загибания металлического листа.
- Рабочее основание или стол – средние размеры рабочей поверхности 1м х 1,5м, можно больше. При осуществлении работ с листами габаритных размеров такие характеристики не будут излишними, так как встречаются непредвиденные ситуации. Для закрепления на основании предпочитается использовать №№ 8 или 6,5 швеллер. Крепеж производить четко по горизонтали. Возможно применение сварки металлических конструкций. При использовании дерева для основания, крепеж на болтовое соединение будет наиболее надежным.
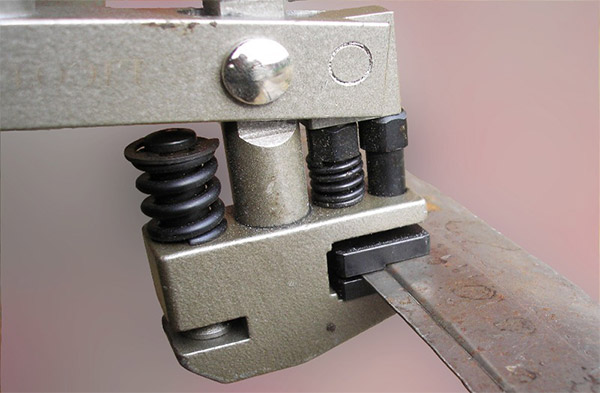
- Прижим – для обеспечения зажима металла при загибании кромок используется прижимная штанга. Изготовить ее можно, использовав один из вариантов. Например, уголок с полочкой 0,05 м, или внизу на ребро большего размера установлен этот же прокат. При этом обеспечивается прижим к пунсону под заданным углом 1350. Такие листогибы без труда перегнут металл под прямым углом. С двух сторон прижимного механизма высверливаются под болты отверстия. Прижим также можно осуществлять за счет барашков с приваренными шпильками к основанию конструкции. Для установки более сложных зажимов можно использовать пружины. Чтобы представить каким образом производится работа пружины, достаточно посмотреть видео-ролик в интернете.
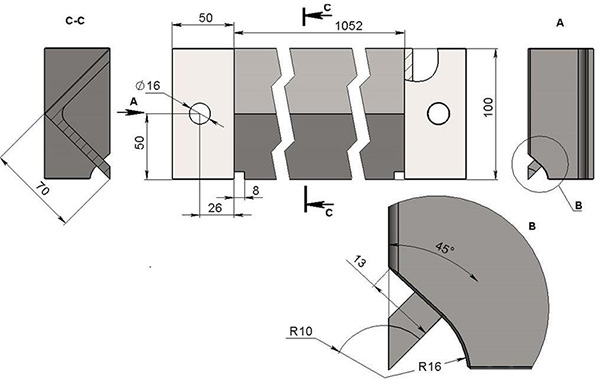
- Изготовление пуансона – чертежи этого элемента предусматривают использование трубы квадратного профиля или уголка с толстостенными полочками одинакового размера с прижимным устройством. Проектирование предусматривает поворот вокруг оси по горизонтали, при этом верхняя передняя грань должна обязательно совпасть с пуансоном. На торцах для этих целей привариваются петли. При этом важно прижим расположить точно по вертикали. Только так не будет возникать перекосов при осуществлении гибки металла. К кромке рабочего основания необходимо обеспечить примыкание без зазоров пуансона, так более точной будет линия сгиба. Если состояние не рабочее, то грань пуансона, расположенная сверху, находится в одной плоскости с поверхностью стола. Не должно быть даже отступления на 1 мм. Если все-таки отклонения получились, то работа станочного приспособления все равно будет производиться, но при этом радиус изгиба будет больше, и получится закругление на месте прямой линии. Дырокол можно изготовить в качестве дополнительной опции к приспособлению.
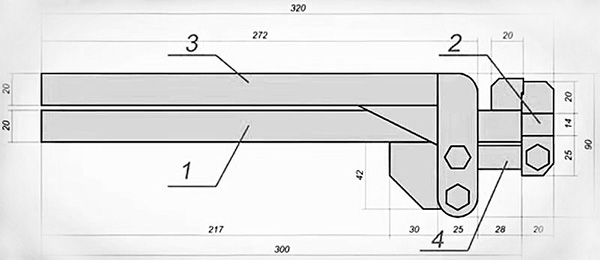
- Привод – полуметровый рычаг приваривается к передней части пуансона либо сбоку. Для удобства производства работ, он может быть изготовлен в форме скобы. Но при практических работах лучше всего использовать рычаг телескопического типа. Его длину несложно будет регулировать, при необходимости. Несложно изготовить такое приспособление из двух отрезков из труб. Длина самого рычага должна быть прочно зафиксирована для заданных положений. Для этого используются штифты, соединяющие отверстия насквозь с шагом в 0,1м. Этот шаг будет наиболее оптимальным, так как прикладываемое усилие ощущается при его регулировании на 10 см. Схема такой рукоятки регулирует воздействие усилий на металлы разной толщины. Для сгибания кромок до 0,8 мм применяется материал из оцинковки или черных металлов толщиной 3 мм и более, например, для кузовных работ телескопическая конструкция даст возможность в 2 раза и больше увеличить усилие. Повреждение ребер исключено, так как при работе обеспечивается равномерно распределенная нагрузка. От механического усилия на привод зависит вид и толщина обрабатываемого металла. При использовании прижимных планок с разнопрофильными гранями можно обеспечить загиб сложных кромок. Также можно обеспечить дожимное усилие и выполнить ребро жесткости одного из срезов либо по периметру листа.
Дырокол можно предусмотреть в рабочей части оснастки, если это необходимо.
Разрабатываемые проекты зависят от максимальной толщины сгибаемой кромки и состава материала.
Видео: кромкогиб автомобильный своими руками.
Об иной оснастке для сгибания кромок металла
Самодельный кромкогиб для кузовного ремонта может быть и с пневматическим приводом. Кромкогиб пневматический пользуется спросом среди жестянщиков. В принципе работы заложено создание давления до 6,2 бар, за счет пневматических цилиндров и поворота балки. Его можно использовать при толщине металла до 1,2 мм, а ширина получаемой кромки может быть до 12 мм. Потребление воздуха 113 л/мин.
Кромкогиб автом можно приобрести в розничной продаже. Цена приемлемая, и устройство несложное. Необязательно обладать опытом работ при применении оснастки в ремонте. Пользуется популярностью дырокол- кромкогиб, так как с его помощью можно одновременно загнуть кромку металла и с точностью выполнить отверстие.
Что такое разделка кромок? Для чего выполняется разделка кромок при сварке? Эти вопросы часто задают многие новички. Многие не понимают, зачем вообще тратить время на разделку кромок. Неужели качество шва будет заметно лучше? Наш ответ: да. Любое металлическое изделие требует предварительной подготовки перед сваркой. Разделка кромок — это подготовительный этап, включающий в себя придание кромкам определенной формы.

Нужно ли выполнять разделку кромок в любом случае? Мы не рекомендуем это делать. Разделка нужна для деталей, где толщина металла минимум 5 миллиметров и выше. Если толщина детали менее 5 миллиметров, что разделка кромок свариваемых изделий не принесет желаемого результата. Это лишь один из множества нюансов, которые стоит учитывать при разделке. О них мы и расскажем в этой статье.
Перед разделкой
Разделка под сварку выполняется для общего улучшения качества шва, поскольку металл хорошо проваривается и у сварщика есть прямой доступ к корню сварного соединения. Но есть один главный нюанс, который вы должны учесть, чтобы добиться хорошего качества работ. Это подготовка металла под разделку. Без подготовки вся ваша работа потеряет смысл. И речь идет не о простой очистке поверхности от грязи и масла. Речь идет о полноценной подготовке металла.
Если вы будете варить листовой металл, то первое, что нужно сделать — это пропустить его через вальцы. Вальцы — это два металлическим валика, между которыми пропускается листовой металл. Такой процесс также называется правкой металла. Правку можно выполнять и вручную с помощью молотов, но это не лучший способ добиться ровной поверхности. Ведь в результате вы должны избавиться от искривлений металла.
Дальше нужно металл как следует зачистить. Удалите всю грязь, пятна от масла и краски. Это можно сделать с помощью любого растворителя, мы в своей работе используем уайт спирит. Въевшуюся грязь и признаки коррозии можно удалить с помощью кордщетки, болгарки или абразивного круга. Если деталь сделана из нержавеющей стали, то ее нужно начистить до зеркального блеска.
Далее нужно детали немного прогреть. Делается это с помощью специальных электрических печей или газовых горелок. Если деталь еще только на чертежах, то сделайте на металле разметку и вырежьте детали с помощью роликовых ножниц по металлу. Также можно использовать методы плазменной и газовой резки.
Все, теперь деталь можно подвергать разделке. Только при соблюдении всех этих процедур вы можете добиться качественного результата при разделке кромок. Но это только начало, ведь дальше нужно правильно выполнить скосы кромок, чтобы снизить напряжение у шва и улучшить его качество. Далее мы расскажем о формах скосов и о том, как правильно выполнять разделку.
Формы скосов кромок
Существуют разные виды разделки кромок под сварку. Но корректнее называть их видами формы скосов кромок. Каждая форма имеет свои характерные особенности, поэтому форма подбирается индивидуально для каждой детали. Нельзя бездумно выбирать произвольную форму просто потому, что вы научились делать только ее. Обучитесь выполнять скосы всех форм, чтобы расширить свои возможности. Итак, существуют следующие формы скосов кромок.
V-образная форма

V-образный скос кромок под сварку — самый популярный тип скоса, поскольку делается проще всего и широко применяется в большом диапазоне толщин. Выполняется с двух или с одной стороны. Рекомендуемый угол скоса должен составлять около 60 градусов, если скосов два с обеих сторон. Если скос выполняется только для одной кромки под сварку, то рекомендуем угол в 50 градусов.
X-образная форма

X-образный скос — выполняется с двух сторон, применяется при разделке толстых металлов. Рекомендуемый угол скосов — 60 градусов.
U-образная форма

U-образный скос — самый сложно выполнимый для многих новичков за счет непростой формы. Выполняется с двух сторон, подходит для сварки толстых металлов от 20 миллиметров. Зачастую кромки разделывают таким образом, когда нужно выполнить РДС сварку. Это связано с тем, что при такой форме скосов металл меньше наплавляется и электроды расходуются медленнее.
Это основные формы скосов. Бывают и другие (например, К-образный скос), но они применяются в редких случаях.
Разделка кромок
Теперь поговорим непосредственно о разделке кромок. Существует несколько основных способов разделки. Это газовая резка, механическая резка и ручная резка. Газовая резка применяется редко, поскольку требует использования баллонов с газом, а это не всегда удобно. К тому же, после газовой резки вам в любом случае придется доработать скос механическим или ручным способом. Так что давайте остановимся на них поподробнее.

Механическая разделка кромок самая популярная. Ее можно выполнить в любых условиях и без особо опыта. Выполняется с помощью различных приспособлений. Например, ножниц по металлу с последующей ручной доработкой, расточного станка, фрезеровочного станка или болгарки. Болгарка (она же угловая шлифовальная машинка) — самый недорогой способ механической обработки кромок. Применяется повсеместно.
Что касается ручной разделки кромок, то этот метод используется нечасто. И скорее для доработки уже готовой кромки, которую разделали механическим методом. Для ручной разделки можно использовать напильник или метод рубки металла зубилом.
Обратите внимание, что существует допустимое смещение кромок при сварке. Допустимое смещение кромок — это тема для отдельной статьи, поскольку информации много. Так что мы не будем подробно расписывать здесь все нормы. Вы можете прочесть их в ГОСТах или любых других нормативных документах.
Просто держите в голове, что кромки не должны быть идеально симметричными и параллельными друг другу. Также учитывайте, что при разделке разных изделий могут быть свои нюансы. Например, разделка кромок под сварку трубопроводов требует особой точности.
Вместо заключения
Теперь вы знаете, с какой целью выполняют разделку и какие существуют типы разделки кромок под сварку. Да, в рамках одной небольшой статьи трудно раскрыть все особенности и нюансы, рассказать обо всех углах скосов и предостеречь от ошибок. Но это основная информация, которая поможет вам на начальном этапе. Опытные мастера могут поделиться своим опытом разделки кромок в комментариях ниже, чтобы начинающие сварщики могли узнать для себя что-то новое. Желаем удачи в работе!
Кромкогиб ручной своими руками: чертежи, разновидности станка
Такой несложный инструмент, как кромкогиб, может оказаться полезным во многих ситуациях, связанных с необходимостью обработки изделий из листового металла. На современном рынке представлено множество моделей такого устройства, но при желании его можно изготовить своими руками.
Кромкогибы можно использовать для формирования довольно сложных профильных элементов
Сферы применения
Кромкогибочный станок или простейший ручной инструмент, предназначенный для гибки кромок, находит широкое применение во многих сферах. Кромкогиб позволяет, в частности, изготавливать из тонколистового металла элементы воздуховодов, подготавливать кромки заготовок для их соединения посредством сварки. Авторемонт (кузовные работы) – еще одна область применения такого инструмента и оборудования.
Кромкогиб также активно применяется в строительстве и при выполнении ремонтных работ по дому. Используя такой инструмент, формируют фальцевые соединения тонколистовых металлических элементов и даже изготавливают изделия различной конфигурации.

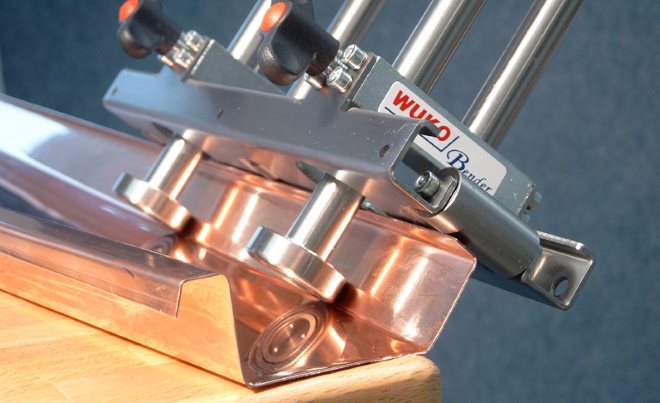
Отгиб торца водосточной трубы на электромеханическом кромкогибочном станке
Если говорить о принципе, по которому действует кромкогиб, то он достаточно прост. Чтобы загнуть кромку тонколистового изделия, шкалу кромкогиба устанавливают на требуемую ширину обработки, затем край обрабатываемой детали помещают между рабочими роликами приспособления и, передвигая устройство, выполняют гиб.
Основные разновидности
Наиболее простыми по конструкции из представленных на рынке кромкогибочных устройств являются ручные приспособления роликового типа. Все манипуляции с такими кромкогибами осуществляются при помощи рукоятки, которой они оснащены, а основную работу по деформированию края металлической заготовки выполняют ролики. Ширина гиба, выполняемого при помощи такого приспособления, регулируется посредством специального ограничителя, установленного на направляющих устройства.

Компактными ручными кромкогибами можно работать непосредственно на месте монтажа
Высокую мобильность кромкогиба, работать с которым можно даже на высотных объектах, обеспечивают не только его компактные размеры, но и небольшой вес, составляющий порядка 2 кг. Используя ручной кромкозагибочный инструмент, можно загнуть край металлической заготовки на угол до 90°, при этом толщина металла, из которого она изготовлена, не может превышать 0,8 мм.
При помощи кромкогиба можно выполнять гибы любой длины, а их ширина может находиться в интервале 0,5–20 см. Как видно из технических характеристик такого устройства, его возможности достаточно ограничены, поэтому использовать его целесообразно лишь для решения несложных технологических задач. Более производительным и функциональным является кромкогибочный станок, оснащенный гидравлическим приводом. Оператору, работающему на таком оборудовании, не надо прикладывать значительные физические усилия для того, чтобы согнуть кромку металлической заготовки. За счет высокой мощности, которой отличается такое устройство, его можно использовать для обработки заготовок из листового металла даже значительной толщины.

Кромкогибочный станок ZSH-4,0 с гидравлическим прижимом роликов
Кромкогибочный станок может быть оснащен и электромеханическим приводом. При помощи данного оборудования можно изготавливать фальцы различного типа и даже выполнять осадку фальцевого шва, если оснащение станка позволяет это делать.
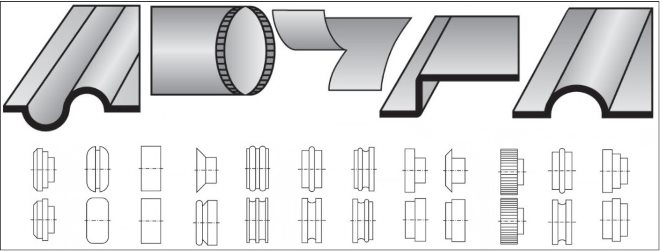
Выполнение кромки или её обрезка на роликовом станке происходит с помощью сменных роликов, от которых и зависит форма отгиба
Самостоятельное изготовление кромкогибочного станка
Как сделать приспособление для выполнения кромкогибочных операций? Решается такая задача достаточно просто.
Вариант первый. Станок для сгиба длинных прямых кромок
Для того чтобы изготовить такое устройство, вам потребуются его чертежи, которые несложно найти в интернете, а также следующее оборудование и расходные материалы:
Читайте также: